首件量测报告
首件鉴定报告(FAI)

实用文档
供应商描述
发布/修订记录
批准栏
实用文档
目录
封面 (1)
审批页 (1)
目录 (2)
1. 首件检验的原因 (3)
2. 零部件的基本描述 (3)
3. FAI结论 (3)
4 文件检查情况 (4)
5. 零部件检查情况 (7)
6. 改进措施清单及建议 (8)
7. 相关文件 (9)
8. 签署 (10)
9. 附件.人员签到表 (11)
实用文档
1. 首件检验的原因
2. 零部件的基本描述
实用文档3. FAI结论
实用文档4. 文件审查
备注:
OK =>>> 符合
NOK =>>> 不符合
SPQ3) =>>> 供方产品资质(特别是铁道部要求)
* =>>>必查项目,且带回供方签字的项目,如出现不合格FAI不得通过。
5. 过程控制检查
实用文档
6. 零部件检查
备注:OK =>>>满足NOK =>>> 不满足
实用文档
7. 改进措施清单及建议
7.1 待关闭事项(文件、设计、工艺等)
7.2 改进建议
实用文档8. 相关文件
实用文档
9. 参加人签署
10. 附件1.
FAI人员签到表。
FAI首样检测报告
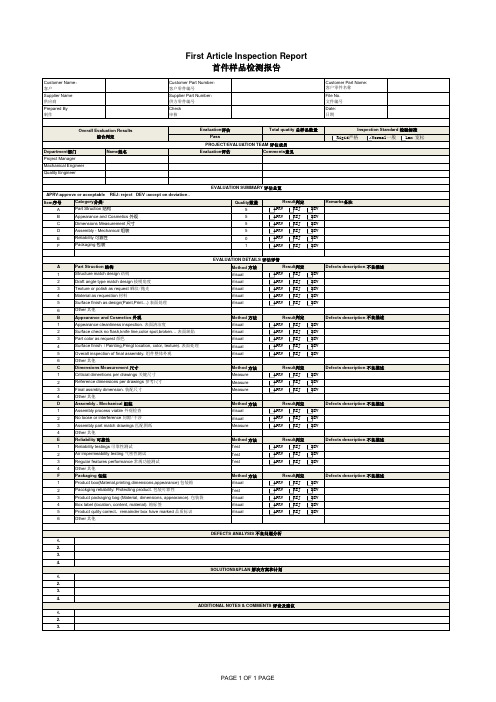
Item 序号Quality 数量A 5B 5C 5D 5E 0F1A Method 方法1Visual 2Visual 3Visual 4Visual 5Visual6B Method 方法1Visual 2Visual 3Visual 4Visual 5Visual6C Method 方法1Measure 2Measure 3Measure4D Method 方法1Visual 2Visual 3Measure4E Method 方法1Test 2Test 3Test4F Method 方法1Visual 2Test 3Visual 4Visual 5Visual61. 2.3.4.1. 2.3. 4.1. 2.3.First Article Inspection Report首件样品检测报告Customer Name :客户Customer Part Number :客户零件编号Customer Part Name:客户零件名称Supplier Name 供应商Supplier Part Number :供方零件编号File No.文件编号Prepared By 制作Check 审核Date:日期Evaluation 评估Total quatity 总样品数量Inspection Standard 检验标准PassPROJECT/EVALUATION TEAM 评估成员Department 部门Name 姓名Evaluation 评估Comments 意见Project Manager Machanical Engineer Quality EngineerEVALUATION SUMMARY 评估总览APRV:approve or acceptable REJ: reject DEV :accept on deviation .Category 分类:Result 判定Remarks 备注Part Struction 结构Appearance and Cosmetics 外观Dimensions Measurement 尺寸Assembly - Mechanical 组装Reliability 可靠性Packaging 包装EVALUATION DETAILS 评估详情Part Struction 结构Result 判定Defects description 不良描述Structure match design 结构Draft angle type match design 拔模角度Texture or polish as request 晒纹/抛光Material as requestion 材料Surface finish as design(Paint,Print…) 表面处理Other 其他Appearance and Cosmetics 外观Result 判定Defects description 不良描述Appearance cleanliness inspection. 表面清洁度Surface check no flash,knife line,color spot,broken… 表面缺陷Part color as request 颜色Surface finish (Painting,Pringt location, color, texture). 表面处理Overall inspection of final assembly. 组件整体外观Other 其他Dimensions Measurement 尺寸Result 判定Defects description 不良描述Criticial dimentions per drawings 关键尺寸Reference dimensions per drawings 参考尺寸Final assmbly dimension. 装配尺寸Other 其他Assembly - Mechanical 组装Result 判定Defects description 不良描述Assembly process viable 外观检查No loose or interference 间隙/干涉Assembly part match drawings 匹配图纸Other 其他Reliability 可靠性Result 判定Defects description 不良描述Reliability testings 可靠性测试Air impermeability testing 气密性测试Regular features performance 常规功能测试Product packaging bag (Material, dimensions, appearance). 包装袋Box label (location, content, material). 箱标签Other 其他Packaging 包装Result 判定Defects description 不良描述Product box(Material,printing,dimensions,appearance) 包装箱Overall Evaluation Results综合判定SOLUTIONS&PLAN 解决方案和计划ADDITIONAL NOTES & COMMENTS 评论及建议Product qulity correct ,remainder box have marked 品质标识Other 其他DEFECTS ANALYSIS 不良问题分析Pacckging reliability: Protecting product. 包装可靠性APRV REJ DEV Rigid 严格Normal 一般Lax 宽松APRV REJ DEV APRV REJ DEV APRV REJ DEV APRV REJ DEV APRVREJDEVAPRV REJ DEV APRV REJ DEV APRV REJ DEV APRV REJ DEV APRVREJDEVAPRV REJ DEV APRV REJ DEV APRV REJ DEV APRV REJ DEV APRVREJDEVAPRV REJ DEV APRV REJ DEV APRV REJ DEVAPRV REJ DEV APRV REJ DEV APRV REJ DEVAPRV REJ DEV APRV REJ DEV APRV REJ DEVAPRV REJ DEV APRV REJ DEV APRV REJ DEV APRV REJ DEV APRV REJ DEVPAGE 1 OF 1 PAGE。
公司首件检验报告模板
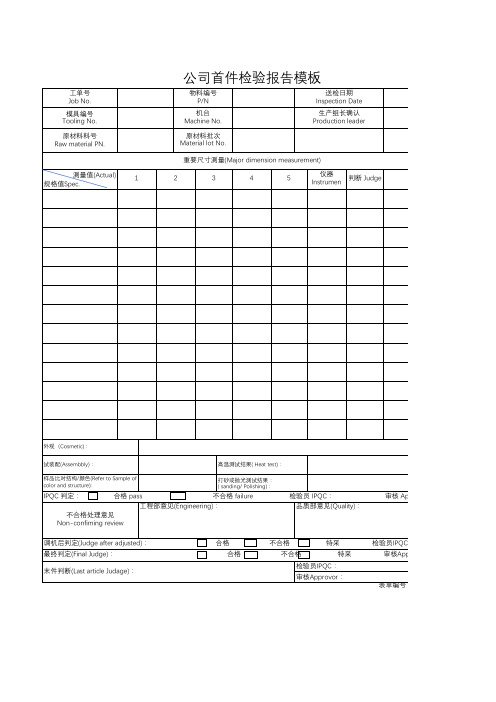
工单号 Job No.
模具编号 Tooling No.
原材料料号 Raw material PN.
测量值(Actual)
1
规格值Spec.
公司首件检验报告模板
物料编号 P/N
机台 Machine No.
送检日期 Inspection Date
生产组长确认 Production leader
原材料批次 Material lot No.
重要尺寸测量(Major dimension measurement)
2
3
4
5
仪器 Instrumen
判断 Judge
备注 Remark
外观(Cosmetic):
试装配(Assembbly):
高温测试结果( Heat test):
样品比对结构/颜色(Refer to Sample of color and structure):
末件判断(Last article Judage):
合格 合格
不合格
特采
不or:
检验员IPQC : 审核Approvor:
表单编号:DG-GW-QC-08
备注 Remark
审核 Approvor: 检验员IPQC :
审核Approvor: 表单编号:DG-GW-QC-08
打砂或抛光测试结果: ( sanding/ Polishing):
IPQC 判定:
合格 pass
不合格 failure
工程部意见(Engineering):
不合格处理意见 Non-confiming review
检验员 IPQC: 品质部意见(Quality):
审核 Approvor:
调机后判定(Judge after adjusted): 最终判定(Final Judge):
印刷首样确认表

产品名称
工单号/PO#
生产机台
班次/机长
日期
检测项目及判定结果
序号
检验项目
合格标准
检测工具、方法
判定
1
产品规格
与工单、彩稿要求一致。
目测、核对单。
2
工艺参数设定
压力、温度、风量、粘度等与工艺单要求一致。
核对工艺卡
3
版辊号码及色序
与工单或彩稿要求一致。
目测、核对单。
4
有无共用版
和工单要求一致。
目测、核对单。
5
工单与版辊一致
和工单要求一致。
目测、核对单。
6
图案、文字、色相
图案、文字与标准签样/图稿一致,内容清晰、无脏污、无明显条杠、脏版、脏点。
目测、核对样本卡/图稿
7
图案附着力合格
检查有没有大面积掉墨现象,不能超过10%。
胶布、用透明胶袋黏贴住油墨层,用90℃方向慢慢撕开
8
条码数及级别
能识别,级别符合标样。
条码仪
9
光标
无断线、漏印现象。
目测、核对标样
10
套印
主要部位≤0.2,次要部位≤0.35
放大镜/核对标样
综合判断:□合格□改进确认人/时间:
改进原因:
改进措施:
备注:
1、确认人是质检员或班长以上人员。
2、此表在转工单时使用,最终由质检部保存在档案库。
3、在检查结果栏中,如果是”OK”请打”√”号,如果是”不合格”请打”×”号。
4、首检不合格时需将不合格项目在备注栏内注明并通知机台调整,调整后再重新进行首件检验确认;
5、首检未检验合格前生产的调机产品必须做好标识、隔离复查,不可混到成品中;
GJB9001C首件鉴定报告

GJB9001C首件鉴定报告1. 引言本报告旨在对GJB9001C标准下的首件鉴定进行详细记录和分析。
首件鉴定是针对新产品的首次生产而进行的一项必要评估。
通过对该产品进行严格的测试和分析,可以确保新产品符合设计要求和标准规范,并且可以满足用户的需求。
2. 鉴定信息•产品名称:XXXX•制造商:XXXX有限公司•鉴定日期:XXXX年XX月XX日•鉴定人员:XXX、XXX、XXX3. 鉴定目的本次首件鉴定的目的是评估产品是否符合GJB9001C标准的要求。
通过对产品的外观、尺寸、功能、性能等方面进行全面测试和评估,以确保产品的质量和性能达到预期要求。
4. 鉴定过程4.1 外观检查对产品外观进行仔细观察和检查,包括产品的表面光洁度、颜色、标识、标注等。
无明显缺陷和损坏。
4.2 尺寸测量测量产品的关键尺寸,并与设计要求进行对比。
结果显示产品尺寸符合GJB9001C标准的要求,各项尺寸偏差在允许范围内。
4.3 功能测试对产品的各项功能进行测试,包括操作测试、开关测试、传感器测试等。
测试结果显示产品的各项功能正常,无异常情况出现。
4.4 性能测试针对产品的性能指标进行测试和评估。
测试了产品的温度范围、湿度范围、震动抗性、耐压性等性能方面。
测试结果表明产品在各项性能指标上均符合GJB9001C标准的要求,能够满足用户的实际使用需求。
5. 鉴定结果经过本次鉴定,产品的外观、尺寸、功能、性能等方面均符合GJB9001C标准的要求。
产品质量可靠,性能稳定。
6. 鉴定结论根据对产品的全面测试和评估,本次首件鉴定得出以下结论: - 产品符合GJB9001C标准的要求; - 产品质量可靠,性能稳定; - 产品可以投入批量生产和销售。
7. 鉴定建议根据本次鉴定的结果,对产品的进一步改进和优化提出如下建议: - 进一步优化产品的外观设计,提升产品的美观度;- 强化产品的防尘、防水等性能,提高产品的适应性。
8. 鉴定附件附件1:产品外观照片附件2:尺寸测量表附件3:功能测试数据附件4:性能测试报告9. 致谢在本次首件鉴定中,感谢鉴定小组成员的努力工作和专业知识,为产品的质量和性能提供了可靠的评估。
产品首件尺寸检测报告

产品首件尺寸检测报告概述本报告旨在对产品首件尺寸进行全面检测和评估。
尺寸检测是产品质量控制中的重要环节,通过对产品尺寸的精确测量,可以确保产品符合设计要求,提供高质量的产品给客户。
检测对象:产品首件本次尺寸检测的对象是一款新产品的首件,该产品为某公司新研发的电子设备外壳。
由于这是首次生产该产品,为了确保产品质量和性能的稳定,需要对其尺寸进行全面检测。
检测方法本次尺寸检测采用了以下检测方法:1. 数字测量仪:使用高精度的数字测量仪进行各个部件尺寸的测量,可精确到0.01毫米。
2. 三坐标测量仪:对产品整体尺寸进行测量,可以快速准确地获取产品各个方向的尺寸数据。
3. 光学投影仪:对产品的主要外观尺寸进行测量,可以观察和比较产品在不同角度下的尺寸变化。
检测内容外形尺寸首先对产品的外形尺寸进行检测。
测量的内容包括产品的长度、宽度、高度、重量等。
内部尺寸接下来对产品内部的关键部件进行尺寸检测。
该部分检测主要关注与产品功能紧密相关的零部件。
连接尺寸在产品制造过程中,连接处的尺寸通常要求非常精确,因为连接的好坏直接影响产品的性能。
因此,本次检测中也会对连接尺寸进行严格检测。
附件尺寸产品的配件和附件通常需要与产品相匹配,以确保产品能够正常使用。
因此,本次检测还将测量附件的尺寸和相对位置。
检测结果经过全面的尺寸检测,得出以下结果:1. 外形尺寸符合设计要求,产品长度为X毫米,宽度为Y毫米,高度为Z毫米,重量为W克。
2. 内部尺寸符合设计要求,关键部件尺寸均满足规格。
3. 连接尺寸符合设计要求,连接部位尺寸精度高,连接紧固可靠。
4. 附件尺寸与产品相匹配,各附件尺寸准确,配对完善。
结论根据对产品首件的尺寸检测结果,可以得出以下结论:1. 产品首件的尺寸符合设计要求,满足产品生产和使用的需要。
2. 产品的外形尺寸、内部尺寸、连接尺寸和附件尺寸均符合标准要求,各部件尺寸精确,连接紧固可靠,并且配件相对位置准确。
3. 经过尺寸检测,产品的质量得到了验证和保证,可以进行批量生产,以满足市场需求。
首件检验报告
首件检验报告导语:在如今竞争激烈的市场环境下,公司为了确保产品质量的合格性,常会在批量生产前进行首件检验。
这份检验报告旨在给出对产品的全面评估,以确保产品符合公司和客户的要求。
本文将对首件检验报告的内容和重要性进行深入探讨。
一、背景介绍首件检验报告是在产品生产过程中的文档,通常是在前期生产完成的第一件产品上进行。
该报告主要是通过对产品的外观、尺寸、性能等方面进行全面检测,以确保产品的质量符合公司和客户的要求。
首件检验报告是质量控制体系中的重要文件,对于确保产品质量和减少质量风险具有重要的意义。
二、检验内容首件检验报告通常包含了以下几个方面的内容:1. 外观检验:该部分主要针对产品的外观特征进行检测,如表面光洁度、颜色一致性、标识清晰度等。
通过外观检验可以直观地了解产品是否存在表面缺陷或污染。
2. 尺寸检验:尺寸是产品质量的重要指标之一,通过对产品尺寸进行精确测量,可以判断产品尺寸是否符合设计要求。
这一部分通常使用专业的测量仪器进行精密测量。
3. 性能检验:性能是产品功能实现的关键,通过对产品的性能进行检测,可以确保产品在使用过程中正常运行。
该部分通常涉及产品的力学性能、电气性能等方面的检验。
4. 耐久性检验:耐久性是指产品在一定条件下经受长期使用后的性能保持能力。
针对不同产品,耐久性测试的方法也有所不同,但都是为了验证产品的使用寿命和可靠性。
三、检验过程首件检验报告的编写需要经历一系列严格的步骤,以确保报告的准确性和可靠性。
以下是一般的检验过程:1. 规划检验方案:在开始检验前,需要明确检验的目标和内容,编制详细的检验方案。
检验方案中需包括检验对象、检验标准、检验方法等。
2. 取样检验:在生产过程中,从生产批次中随机取样,确保首件的选择具有代表性。
并将取样件送至检测实验室进行检验。
3. 检验数据记录:在检验过程中,检测人员需要严格按照检验方案进行检测,并将检测数据准确记录下来,包括实测值、测量仪器信息等。
首件检测报告
塑胶组:____________
时 判 □合格 定 □不合格分□合格 □合格 □合格 □合格 □合格
□不合格 □不合格 □不合格 □不合格 □不合格
检验. 之检验栏由跟模工程师填写,其它栏内容由
模工程师检验并签样,首检数量每次2啤. 开立首检单,通知跟模工程师重检. 日期:______________
首件检测报告生产单位班次白班夜班模具编号产品名称送样数量检验时间序号检验项目检验缺陷记录规格合格不合格外观合格不合格对照样板合格不合格试装合格不合格颜色合格不合格其它合格不合格综合判定合格不合格首件检测报告生产单位班次白班夜班模具编号产品名称送样数量检验时间序号检验项目检验缺陷记录1
首件检测报告
生产单位 产品名称 序号 检验项目 1 规格 班次 送样数量 检验缺陷记录 □白班 □夜班 模具编号 检验时间
_________
时 判 □合格 定 □不合格
分
□合格 □合格 □合格 □合格 □合格
□不合格 □不合格 □不合格 □不合格 □不合格
检验. 之检验栏由跟模工程师填写,其它栏内容由
模工程师检验并签样,首检数量每次2啤. 开立首检单,通知跟模工程师重检. 日期:______________
_______
塑胶组:____________
首件检测报告
生产单位 产品名称 序号 检验项目 1 规格 班次 送样数量 检验缺陷记录 □白班 □夜班 模具编号 检验时间
2 3 4 5 6
外观 对照样板 试装 颜色 其它 综合判定
□合格
□不合格
说
明
1.首检时间:开机、换模、修模和异常纠正后均须做首件检验. 2.首件单开立:首检单由塑胶组开立交跟模工程师,单据之检验栏由跟模工程师填写,其它栏内 塑胶组调机员填写. 3.首检要求:首件先由塑胶组调机员检验合格后,再交跟模工程师检验并签样,首检数量每次2啤 4.首件合格后方可生产,若不合格,则由塑胶组改善后重开立首检单,通知跟模工程师重检. 跟模工程师:____________
首件检验报告表
首件检验报告表1. 引言首件检验是一种质量控制过程,用于确认首次生产的产品符合客户的要求和规范。
本报告的目的是记录首件检验的结果,并提供与客户共享。
2. 检验对象本次首件检验的对象是产品名称:XXX。
3. 检验标准首件检验的标准为:如何定义合格品和不合格品的规范。
该标准可以是客户提供的规范,也可以是国家标准或行业标准。
4. 检验方法本次首件检验采用以下检验方法:•外观检查:检查产品的外观是否符合要求,包括颜色、表面光滑度、标识等。
•尺寸测量:使用测量工具(如卡尺、游标卡尺等)进行尺寸测量,确保产品的尺寸符合要求。
•功能性测试:对产品进行功能性测试,确认其能够按照设计要求正常工作。
•包装检查:检查产品包装是否完好无损,并符合相关要求。
5. 检验结果经过本次首件检验,得到如下结果:•外观检查:产品的外观符合要求,无明显的色差或瑕疵。
•尺寸测量:产品的尺寸在允许范围内,与图纸要求相符。
•功能性测试:产品通过了功能性测试,能够按照设计要求正常工作。
•包装检查:产品的包装完好无损,符合要求。
综上所述,本次首件检验结果为合格,产品符合客户的要求和规范。
6. 检验结论根据本次首件检验的结果,可以得出如下结论:•产品符合客户的要求和规范。
•本次首件检验的结果可作为后续生产批次的参考依据。
•如果客户对产品有任何的改进意见或建议,我们将及时进行调整和改进。
7. 备注在本次首件检验过程中,我们遵循了以下原则和注意事项:•检验过程中使用了校准合格的测量工具,保证了尺寸测量的准确性。
•对于外观检查,我们将产品放置在光线充足的环境中进行检查,以确保能够发现潜在的外观问题。
•功能性测试时,我们按照产品的设计要求进行测试,确保产品的各项功能能够正常运行。
•包装检查时,我们进行了包装的视觉检查,以确保产品在运输过程中不会受到损坏。
8. 参考文献•《产品质量检验标准规范》•客户提供的产品规范文件以上就是首件检验报告表的内容。
本报告旨在记录首件检验的结果,并提供给客户参考。
注塑首件确认检验报告
注塑首件确认检验报告一、引言二、检验项目及方法1.外观检验:检查产品外观是否符合设计要求,包括产品的尺寸、形状、表面光洁度等要素。
采用目视和测量仪器进行检验。
2.尺寸测量:通过测量产品的关键尺寸,判断其是否符合设计要求。
采用千分尺、游标卡尺等测量仪器进行测量。
3.机械性能测试:测试产品的机械强度、硬度等性能指标,判断产品是否能够满足使用要求。
采用拉伸试验机、冲击试验机等设备进行测试。
4.包装检验:检查产品的包装是否完整、合理,确保产品在运输过程中不会受到损坏。
采用目视和手动操作进行检验。
三、检验结果及分析根据对注塑首件进行的检验,得出以下结果及分析:1.外观检验结果:产品的外观无明显缺陷,尺寸和形状与设计要求基本一致。
表面光洁度满足要求,无明显划痕或凹陷。
2.尺寸测量结果:通过对关键尺寸的测量发现,产品的尺寸与设计要求相符合,误差在允许范围内。
3.机械性能测试结果:产品的机械性能测试结果表明,其强度和硬度指标均满足设计要求,具备良好的使用性能。
4.包装检验结果:产品的包装完好,无破损或松动现象,能够有效保护产品在运输过程中不受损坏。
四、存在问题与改进措施根据对注塑首件的检验结果,存在以下问题:1.尺寸误差偏大:尺寸测量结果发现,产品的尺寸误差稍大,超出了设计要求的容许范围。
这可能是注塑工艺参数设置不合理导致的,需要进一步优化工艺流程。
2.外观缺陷:尽管产品的外观和表面光洁度满足要求,但在细微的划痕和凹陷方面仍有一些问题。
这可能是模具加工质量不高导致的,需要加强模具的维护和保养。
针对以上问题,采取以下改进措施:1.优化注塑工艺参数:调整注塑工艺参数,确保产品的尺寸误差在允许范围内。
可以通过调整注射速度、保压时间等参数来实现。
2.提高模具加工质量:加强对模具的维护和保养,确保模具的精度和表面质量。
定期清洗模具,修复损坏部位,做好润滑和防锈工作。
五、结论根据对注塑首件的确认检验,得出以下结论:1.产品的外观、尺寸、机械性能等指标均符合设计要求,具备良好的产品质量。