万能测长仪上测量螺纹中径
万能测长仪操作规程

3•如有必要清洗光学零件表面时,则可先用清洁、脱脂的细软毛笔拭去灰尘,然后用软细布(经 过脱脂及清洗的)或脱脂棉花用酒精轻拭不洁之处;
4.仪器在不使用时,附件应放在附件箱中或燥缸中,仪器本体则应用防尘罩将其遮起来。
5.校对标准件:取下工件,将标准件放在工作台上,将测钩钩入标准件的“V”形槽内,此
时工作台应具有足够的浮动余地,否则应调整标准件在工作台的位置。板动工作台微倾手柄并 观察读数示值,找到示值最小的转折点,锁紧微倾手柄,并记下读数L1;
6.测量:取下标准件,安装被测件,并用弹簧压板压紧,注意安装的位置应使工作文件编号
ZY-570
文件版本
A/0
生效日期
2005/06/25
第1页共1页
万能测长仪操作规程
1•目的
规范测长仪的操作,以保证使用的正确性及测量的准确性。
2•内螺纹中径的测量:
1•温度的影响:长度计量理想的温度条件是环境温度20±2C,被测工件和仪器在同一环境 中充分等温,工件和仪器二者温度相等,环境温度偏离20±2C以及工件与仪器不等温,都将 引起的测量误差;
2.计量两侧块之间所垫块规尺寸E;
3.组合标准件,将块规与側块放入块规夹夹紧,(注:侧块下端球面应与块规夹定位面靠紧) 将组合好的标准件与被测件一同置于平板上恒温;
4.调整仪器:安装好圆形工作台、内测钩及螺纹测头,装上被测件并用弹簧压板压紧,将 测头移至工件孔口附近,此时工作台应有足够的浮动余地,头、尾座位置确定后即锁紧之;
4.参考资料:
JD25-D数字式万能测长仪说明书
批准
审核
编制
量时有浮动的余地。操纵工作台和测量主轴,使两测钩进入被测螺纹,并彼此相差半个螺距。 升降工作台,并观察读数,找到示值最大的转折点,并记下读数L2;
螺纹环规中径值的测量方法

确定 示 值误 差 ,并 可 确定 是 否在 预 期 的允 差 范 围
之 内 ; 出标 称值 偏 差的报 告 值 , 调整 测量 器 具或 对 得 可
●检 定 要 对 所 检 的 计 量 器 具 作 出 合 格 与 否 的 结 论 ; 准 不 判断 测 量 器具 合 格 与 否 , 需 要 时 , 确 定 校 但 可
中读 出数值 X1 。
取 下被 检 螺 纹环 规 ,再将 研 合好 的 量块 装 卡 在工
作 台上 , 检查 一 下是 否 回零 , 如零 点仍 是 , 么 值 那
就 有效 , 否则 重新 测 量 。即 : X M=
。最 后将 M 值代
入 公式 ( ) 并计 算 出螺纹 环规 的 中径 D 值 : 2, 2
视 场 中读 出数值 。 将 量 块从 仪 器 的工 作 台上 取 下 ,将被 校 准 的 螺纹
1 环境 条件 、
环 境温 度 : 0 ) , 对 湿度 : 5 ( ±8℃ 相 2 ≤7 %。
2 测 量 前 准 备 、
把 被 测 量 的螺 纹 环 规 的 螺 牙 部 分 用 汽 油 刷 洗 干
一
E 晦 =
式中:+ 一 ab j ——专 用 V形 侧块 牙形 半 角( ) 。
表 示校准 结果 。
( 校 准 的 目的 3)
+ ) () b 1
争 毒 皓一 二
‘
n
号
专用 V形侧 块常数 (l1 nl ) T
( 作者 单位 : 宁计 量科 学研 究 院 ) 辽
( 上 页) 也可 自行 制定 。校准 的 结果 记 录在 校 准证 接 定
螺纹塞规单一中径校准结果的CMC评定:外螺纹
螺纹塞规单一中径校准结果的CMC 评定:外螺纹1 概述1.1 测量依据:JJF1345-2012《圆柱螺纹量规校准规范》。
1.2 被测对象:圆柱螺纹塞规,M20×2.5-6H 通端。
1.3 测量方法及主要设备测量环境条件:温度为(20±2)℃,相对湿度≤60%。
测量过程:用万能测长仪直接测量。
每次测量时,利用两个平面测帽和直径为D d 的三针测量,测量力为3N 。
调整测长仪测帽位置,仪器对零;被测螺纹塞规在万能测长仪上用三针法测量外螺纹实际中径。
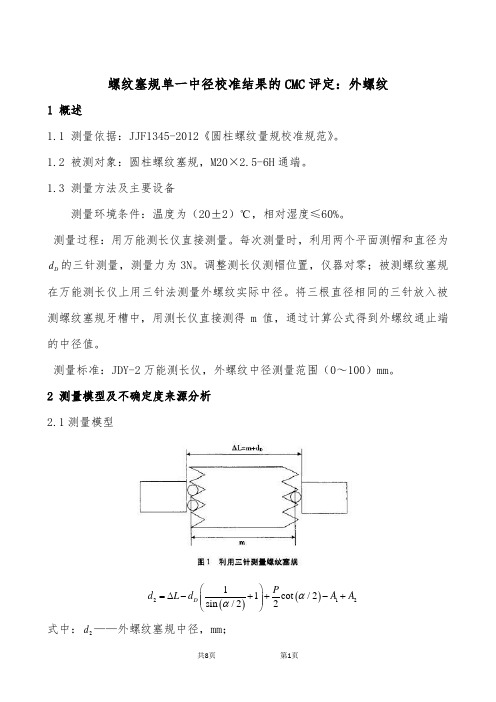
将三根直径相同的三针放入被测螺纹塞规牙槽中,用测长仪直接测得m 值,通过计算公式得到外螺纹通止端的中径值。
测量标准:JDY-2万能测长仪,外螺纹中径测量范围(0~100)mm 。
2 测量模型及不确定度来源分析 2.1测量模型()()21211cot /2sin /22D P d L d A A αα⎛⎫=∆-++-+ ⎪ ⎪⎝⎭式中:2d ——外螺纹塞规中径,mm ;L ∆——被校螺纹塞规位移量,mm ;D d ——三针直径,mm ;/2α——牙型半角标称值,°;P ——螺距标称值,mm ;1A ——螺旋升角修正值,mm ; 2A ——测量力修正值,mm2.2 灵敏系数L ∆的灵敏系数:21==1d c L∂∂∆ D d 的灵敏系数:()22==-1/sin /21=3D d c d α∂+-⎡⎤⎣⎦∂ /2α的灵敏系数:()2302cos 2===8.31/sin 22D d c d d um rad ααα⎛⎫⎪∂⎝⎭--⎛⎫∂ ⎪⎝⎭P 的灵敏系数:24cot 2===0.8662d c P α⎛⎫ ⎪∂⎝⎭∂1A 的灵敏系数:251==-1d c A ∂∂ 2A 的灵敏系数:262==1d c A ∂∂ 2.3 方差()()()()()()()2222222222222212345162/2c D u d c u L c u d c u c u P c u A c u A α=∆+++++2.4标准不确定度来源分析(1)被校螺纹塞规位移量引入的标准不确定度()u L ∆的评定由以下6个分项构成: A . 被校螺纹塞规测量重复性引入的标准不确定度()1u L ∆ B . 测长仪对零不准引入的标准不确定度()2u L ∆ C . 测长仪安装定位不准引入的标准不确定度()3u L ∆ D . 测长仪示值误差引入的标准不确定度()4u L ∆ E . 温差变化引入的标准不确定度()5u L ∆ F .线膨胀系数差异引入的标准不确定度()6u L ∆(2)三针示值误差引入的标准不确定度()D u d(3)牙型半角/2α标称值引入的标准不确定度2u α⎛⎫⎪⎝⎭(4)螺距P 标称值引入的标准不确定度()u P (5)螺旋升角修正值1A 引入的标准不确定度()1u A (6)测量力修正值2A 引入的标准不确定度()2u A 3 标准不确定度分量评定 (1)()u L ∆的评定 A .()1u L ∆的评定被校螺纹塞规测量重复性引入的标准不确定度()1u L ∆采用A 类评定。
万能测长仪上测量螺纹中径
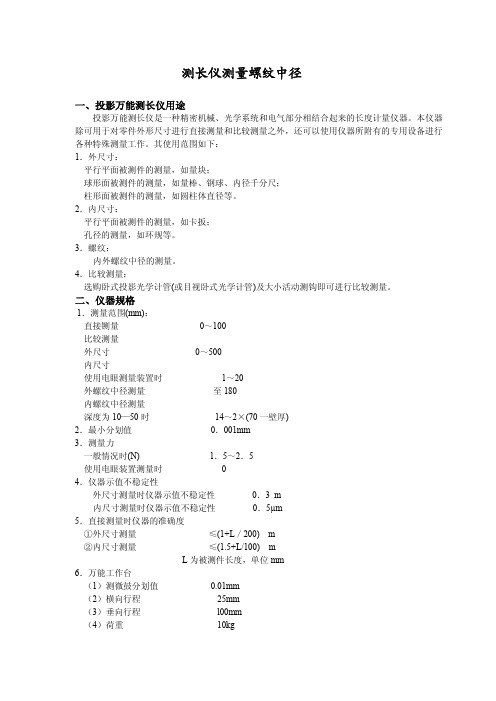
测长仪测量螺纹中径一、投影万能测长仪用途投影万能测长仪是一种精密机械、光学系统和电气部分相结合起来的长度计量仪器。
本仪器除可用于对零件外形尺寸进行直接测量和比较测量之外,还可以使用仪器所附有的专用设备进行各种特殊测量工作。
其使用范围如下:1.外尺寸:平行平面被测件的测量,如量块;球形面被测件的测量,如量棒、钢球、内径千分尺;柱形面被测件的测量,如圆柱体直径等。
2.内尺寸:平行平面被测件的测量,如卡扳;孔径的测量,如环规等。
3.螺纹:内外螺纹中径的测量。
4.比较测量:选购卧式投影光学计管(或目视卧式光学计管)及大小活动测钩即可进行比较测量。
二、仪器规格1.测量范围(mm):直接铡量 0~100比较测量外尺寸 0~500内尺寸使用电眼测量装置时 1~20外螺纹中径测量至180内螺纹中径测量深度为10—50时 14~2×(70一壁厚)2.最小分划值 0.001mm3.测量力一般情况时(N) 1.5~2.5使用电眼装置测量时 04.仪器示值不稳定性外尺寸测量时仪器示值不稳定性 0.3m内尺寸测量时仪器示值不稳定性 0.5µm5.直接测量时仪器的准确度①外尺寸测量≤(1+L/200)m②内尺寸测量≤(1.5+L/100)mL为被测件长度,单位mm6.万能工作台(1)测微鼓分划值 0.01mm(2)横向行程 25mm(3)垂向行程 l00mm(4)荷重 10kg7.顶针架最大挟持直径(mm):当长度小于85时Φ180当长度等于200时Φ208.测帽内径配合尺寸Φ6H79.测量杆与测帽内径配合的外径尺寸Φ6g6三、工作原理仪器设计符合阿贝原理,它的投影读数原理如图1所示。
由灯源D1(15W)发出的光线经隔热片Gl、绿色滤光片LUl、聚光镜J1、直角棱镜和反射镜FA1后,照明分划值为lmm的100mm玻璃分划尺胶合组BI、BA。
BI是100mm分划尺,BA是保护玻璃。
BI上的刻线经过50×投影物镜W1、W2、反射镜FA2、FA3、FA4后成像于蜡屏PI上,PI上刻有10对双刻线和三角标志,因此再通过放大镜FANG可读至0.1mm,J是调灯丝位置用的透镜。
精密测量小规格内螺纹中径的简易方法
精密测量小规格内螺纹中径的简易方法唐长奇关键词:小规格内螺纹中径,如M12以下, 只能在少数国外的精密仪器上测量,夲方法只要三粒钢珠和两块磁铁即可在普通的工具显或视频儀上测量,精度不相上下。
建议企業采用和推广。
用萬能测长儀可以测量内螺纹中径,但不能测量小直径的内螺纹,如M12以下。
国外的少数测长儀或万能工具显微镜上(如莱茨、西浦、奥普通等厂家)带有倒“T”型测頭,通过灵敏杠杆附件可测较小直径的内螺纹中径。
但是, 多数企業和单位不具备这个条件, 往往为此而犯难。
早先, 我工作于一家不大的企業, 面对一些不同规格的小螺纹环规的磨损可用性十分闹心。
若去购买校对规来捡驗这些螺纹环现。
由于使用中的螺纹环规皆是单件, 覚得不经济。
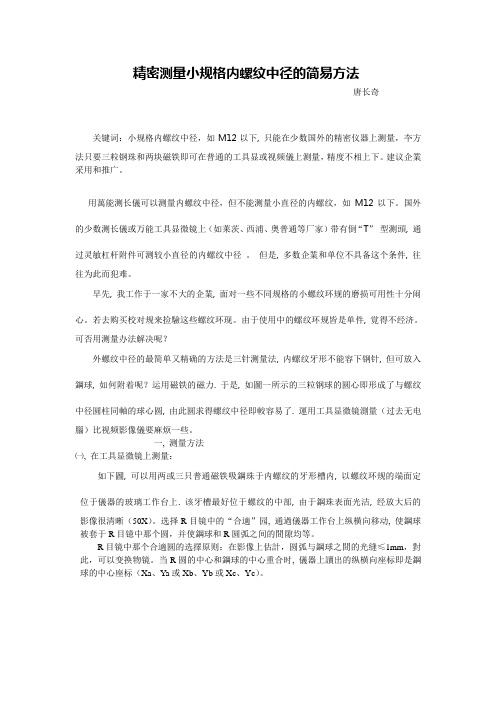
可否用测量办法解决呢?外螺纹中径的最简单又精确的方法是三针测量法,内螺纹牙形不能容下钢针,但可放入鋼球,如何附着呢?运用磁铁的磁力.于是,如圖一所示的三粒钢球的圆心即形成了与螺纹中径圆柱同軸的球心圆,由此圆求得螺纹中径即較容易了.運用工具显微镜測量(过去无电腦)比视频影像儀要麻烦一些。
一, 测量方法㈠, 在工具显微镜上测量:如下圖,可以用两或三只普通磁铁吸鋼珠于内螺纹的牙形槽内,以螺纹环规的端面定位于儀器的玻璃工作台上.该牙槽最好位于螺纹的中部,由于鋼珠表面光洁,经放大后的影像很清晰(50X)。
选择R目镜中的“合適”园, 通過儀器工作台上纵横向移动, 使鋼球被套于R目镱中那个圆,并使鋼球和R圆弧之间的間隙均等。
R目镜中那个合適圆的选擇原则:在影像上估計,圆弧与鋼球之間的光缝≤1mm,對此,可以变换物镜。
当R圆的中心和鋼球的中心重合时, 儀器上讀出的纵横向座标即是鋼球的中心座标(Xa、Ya或Xb、Yb或Xc、Yc)。
圖 一两球中心距a -b,b -c,c -a 分别爲:A =22Xa Xb Ya Yb (-)+(-) B=22Xb Xc Yb Yc (-)+(-) C=22Xc Xa Yc Ya (-)+(-) 因此, 球心圆的半徑R 为:R =ABC/4△ (1)其中△= S S A S B S C (-)(-)(-)S=(A +B +C )/2由三针计祘公式不难推出内螺纹的中径D 中=2(R +d/2sin α/2-t/4tg α/2) (2)式中 d 爲鋼珠直径t 爲被测螺纹螺距α爲螺纹牙形角对于公制螺纹, (2)式簡化为D 中=2(R +d -0。
用测长仪测量螺纹塞规单一中径
3
中图仪器
当 a=30°时:
式中:F——测力,N; ������������——三针直径,mm。
(um)
������5
=
8
3√(9���.���8)2 ������������
(um)
2. 附录——SJ5100 光栅测长仪(以 300mm 为例)技术参数
型号
SJ5100-300A
中图仪器
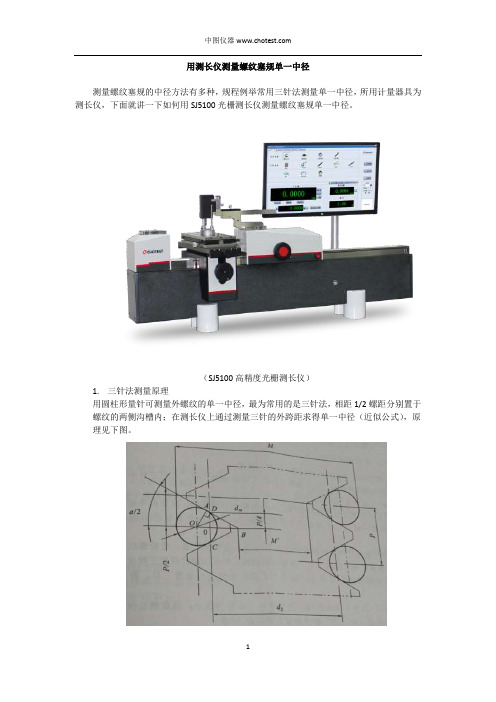
用测长仪测量螺纹塞规单一中径 测量螺纹塞规的中径方法有多种,规程例举常用三针法测量单一中径,所用计量器具为 测长仪,下面就讲一下如何用 SJ5100 光栅测长仪测量螺纹塞规单一中径。
(SJ5100 高精度光栅测长仪) 1. 三针法测量原理 用圆柱形量针可测量外螺纹的单一中径,最为常用的是三针法,相距 1/2 螺距分别置于 螺纹的两侧沟槽内;在测长仪上通过测量三针的外跨距求得单一中径(近似公式),原 理见下图。
测量最大螺纹中径
140mm 螺纹环规 200mm 螺纹塞规
仪器尺寸
1400mm×400mm×450mm
仪器重量
150 ㎏
型号
ST-30.1(标配)
Z轴
0~50mm
Y轴
±25mm
X 轴浮 动
±10mm
五轴工作台
Z 轴旋 转
±2.5°
Y 轴摆 动
±2.5°
负载
>30 ㎏
台面尺 寸
350mm×125mm
4
+
������������2
+ 2
������������3)
(um)
式中:Δ������������1——单针直径偏差,um;
Δ������������2、Δ������������3——双针直径偏差,um。 d)三针置于螺纹槽内时,螺旋升角引起三针斜位的修正值������4
万工显测螺纹
回复 4# 的帖子定焦棒为一两端有顶尖孔的圆柱棒,棒的中间有一与棒轴线垂直的圆孔,孔中安置一薄刀口,刀口严格位于圆柱棒两顶尖孔的连线上。
将此定焦棒安置在顶尖架的顶针上,瞄准显微镜对定焦棒中央孔内的刀口边缘进行调焦。
因为刀口是正确地位于定焦棒两顶尖孔的连线上,所以对刀口边缘调好焦后,即说明瞄准显微镜的物面是落在通过顶尖连线的水平面内了。
此时取下定焦棒安置好被测件(注意不要再对工件调焦),就可以进行测量。
回复 1# 的帖子用影象法测量螺纹中径时用调焦棒把显微镜焦距调准并根据中径选择适当的光圈直径来调好光圈,然后将主显微镜立柱倾斜一螺纹升角,即可测量。
测量时先使目镜分划板上的米字线中心与螺纹牙形轮廓景象的中点重合,记下横向读数显微镜的读数。
此时纵向固定不动,被测工件也严禁转动,然后移动横向滑架,将主显微镜引到直径对面,使米字线与另一个牙形轮廓景象重合(主显微镜应向相反的方向倾斜相等的螺纹升角),记下第二次读数,两次读数之差即为所测螺纹的中径。
为消除工件轴心线与纵向滑板移动方向不一致,须测量螺纹的左右中径,并取其算数平均值作为中径的最后测量结果。
影象法由于压线困难,适合测量一般精度螺纹,如想用万能工具显微镜测量精密螺纹的中径时宜采用轴切法。
螺纹基本知识一、螺纹的名词术语螺纹:在圆柱或圆锥表面上,沿着螺旋线所形成的具有规定牙型的连续凸起。
圆柱螺纹/圆锥螺纹;外螺纹/内螺纹;右旋螺纹/左旋螺纹。
右旋螺纹:顺时针旋转时选入的螺纹。
左旋螺纹:逆时针旋转时选入的螺纹。
完整螺纹:牙顶和牙底具有完整形状的螺纹。
不完整螺纹:牙底完整而牙顶不完整的螺纹。
螺尾:向光滑表面过渡的牙底不完整的螺纹。
有效螺纹:由完整螺纹和不完整螺纹组成的螺纹,不包括螺尾。
公称直径:代表螺纹尺寸的直径。
大径:外螺纹的顶径、内螺纹的底径。
小径:外螺纹的底径、内螺纹的顶径。
中径:一个假想圆柱或圆锥的直径,该圆柱或圆锥的母线通过牙型上沟槽和凸起宽度相等的地方。
万能工具显微镜的螺纹精确测量与误差分析
摘要:万能工具显微镜是机械行业使用最为广泛的一种测量仪器,对万能工具显微镜的螺纹测量的研究,能够克服传统螺纹测量的缺陷,同时能够提高测量精度和工作效率。
关键词:万能工具显微镜、螺纹、测量accurate measurement and error analysis of thread form universal tool microscope jing tao xin hua xiao(department of electromechanical engineering, hubei polytechnic university,huangshi, hubei, 435003)1 引言万能工具显微镜是光学计量仪器中最常用的一种多用途计量仪器,因其性能稳定、测量精度高、操作方便而在机械制造业、计量测试所广泛使用的。
通过对基于万能工具显微镜的螺纹测量的研究,能够克服传统螺纹测量的缺陷,同时能够提高测量精度和工作效率。
2 微机型万能工具显微镜的构成及功能介绍2.1万能工具显微镜的构成2.2测量方法我们将采用轴切法对螺纹测量进行研究。
轴切测量法是利用万能工具显微镜的放大、操纵系统和读数装置,使测量刀之刃线与测量对象表面相切至密合后,用刀刃上刻线代替被遮住的测量对象表面来对准目镜中相应虚线的一种测量方法。
测量方法如图2所示。
测量时先把被测件顶在工具显微镜两顶针之间,小端放在右面,采用五把测量刀,其中一把切于小端平面,另外四把压在距小端第一个完整牙型的四个牙面大约中径位置处。
自小头直径端面起,第一牙的距离和处的中径可由式(1)和式(2)计算:(1)(2)同样的方法测量并计算出最后一个完整牙型到小头直径端面处的距离l2和l2处的中径d2。
(3)(4)则基面长度l基处的基面中径计算出来:(5)式中:k为中径处的实际锥度,3 测量软件的应用3.1软件的工作界面3.2软件的采集功能与组合计算功能采集功能可以采集点、直线、圆、圆弧、两点间的距离、点到直线的距离、两直线的夹角及焦点坐标以及计算两圆圆心的距离。
万能工具显微镜上螺纹中径的测量与误差分析
左 边 ( 后) 左边 ( 前) 读 数 2 、1 9 3 3 4 6 读数 3 、 3 7 6 9 1 1 3 、 1 9 3 3 5 3 平均值 1 9 . 3 3 5 0 平均值 3 、 3 7 6 9 1 6 3 7 6 9 1 3 1 、 3 7 7 1 2 1
台 1 5 一横 向 标 尺
法来进行。当光线投射后 , 将被测螺纹牙型轮廓
放 大投 影成 像 于 目镜 中 ,用 目镜 中的虚 线来 瞄准
1 0 一底 座
1 卜 横 向 微 调
轮廓影像 ,并通过该量仪的工作 台纵向、横 向标 尺f 相 当 于直 角 坐标 系 的 x 、y坐标 ) 和 角度 示 值
1 J X7型万 能工具显微镜介绍
用万 能工 具显 微镜 测 量外 螺纹 中径 是 以影像
1 一 目镜
2 一 角度 示值 目镜 及 光 源 3 一锁 紧
螺钉 4 一镜 筒 5 一立柱 倾斜 手轮 6 一顶 尖座 7 一 纵向滑台 8 一纵 向 滑 台锁 紧轮 9 一纵 向 微 调 1 2 一横 向 滑 台锁 紧轮
3测 量 结 果
表2 M2 0 2 . 5 am,一个完善的 中径测量 r
I 、1 9 3 3 5 2 l 、3 7 6 0 1 2
接通电源 ,将被测螺纹件牢牢地安装在两个 顶 尖 6之 间 ,把 角 度示 值对 准 零位 。 根据 被测 螺
纹尺 寸 ,查 出适 宜 的光 阑直 径 ,然后 调 好光 阑的
2 0 1 7 年第 2 期
2测 量 方 法
青 岛远洋船员 职业学院学报
Q i n g d a o Y u a n Y a n g C h u a n Y u a n Z h i Y e X u e Y u a n X u e B a o
万能测长仪上测量孔径(双钩法和电影法)
实验六在万能测长仪上测量孔径[学习重点]1.了解万能测长仪的工作原理。
2.熟悉用万能测长仪测量孔径的几种方法。
[仪器用具]万能测长仪、标准环规、被测圆环。
[仪器描述]万能测长仪是一种用途较广的计量光学仪器。
它可对零件的外尺寸进行直接测量和比较测量,也可用来测量内尺寸,如孔径、槽宽,此外,利用仪器附件,还可测定各种特殊工件,如小孔内径、内外螺纹中径等,由于它测量轴处于水平位置,为此仪器称为“卧式测长仪”。
1.原理及结构万能测长仪是按照阿贝原则设计制造的,工件的被测尺寸可放在标准刻度尺轴线的延长线上,因此能保证测量的高精度。
图6-1 测长仪外形图1-测量轴 2-读数显微3-照明装4-牵绳环5-尾架6-尾管7-微动手轮8-调整螺钉 9-微读数调节螺钉 10.11-工作台调节用手柄 12-微分筒 13-旋转手轮万能测长仪是由底座A、万能工作台B,测量座C,尾座D及各种测量附件组成的。
如图6-1所示,底座A是用来承受和安放仪器主要部件的。
测量座是由测量轴1,读数显微镜2、照明装置3及微动装置等组成。
测量轴可在壳体的滚动轴承上运动,测量轴内部装有1根公度值为1mm,长度为100mm的捕瘸攥尾座是由尾架和尾管组成,尾管的一端有微动手轮,转动它可使尾管测头作轴向微动,以满足调整测量起始值时的需要,尾管的另一端是尾管测杆,测杆上可装不同形状的测头。
测量座和尾座都可以在底座的导轨上滑动,并根据测量需要紧固在任一位置。
万能工作台具有5个自由运动:升降运动、横向运动、纵向(测量轴线方向)的自由运动,绕垂直轴的转动和绕其横轴的摆动,调整工作台可使工件的被测尺寸正确地位于标准线的延长线上。
2.仪器读数方法测微目镜的分划板是由100等分的园刻尺及10圈阿基米德螺旋线组成。
标准刻尺二条刻线之间的距离为1毫米成象后正好等于十条螺旋线的间距,因此二圈螺旋线的分划值为1/10毫米,园刻尺分度值为1/1000毫米,目视读数时要求旋动螺钉使某一条双螺旋线对称地对准毫米刻线后再进行读数,如图6-2所示读数为46.3622毫米。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
测长仪测量螺纹中径一、投影万能测长仪用途投影万能测长仪是一种精密机械、光学系统和电气部分相结合起来的长度计量仪器。
本仪器除可用于对零件外形尺寸进行直接测量和比较测量之外,还可以使用仪器所附有的专用设备进行各种特殊测量工作。
其使用范围如下:1.外尺寸:平行平面被测件的测量,如量块;球形面被测件的测量,如量棒、钢球、内径千分尺;柱形面被测件的测量,如圆柱体直径等。
2.内尺寸:平行平面被测件的测量,如卡扳;孔径的测量,如环规等。
3.螺纹:内外螺纹中径的测量。
4.比较测量:选购卧式投影光学计管(或目视卧式光学计管)及大小活动测钩即可进行比较测量。
二、仪器规格1.测量范围(mm):直接铡量 0~100比较测量外尺寸 0~500内尺寸使用电眼测量装置时 1~20外螺纹中径测量至180内螺纹中径测量深度为10—50时 14~2×(70一壁厚)2.最小分划值 0.001mm3.测量力一般情况时(N) 1.5~2.5使用电眼装置测量时 04.仪器示值不稳定性外尺寸测量时仪器示值不稳定性 0.3m内尺寸测量时仪器示值不稳定性 0.5µm5.直接测量时仪器的准确度①外尺寸测量≤(1+L/200)m②内尺寸测量≤(1.5+L/100)mL为被测件长度,单位mm6.万能工作台(1)测微鼓分划值 0.01mm(2)横向行程 25mm(3)垂向行程 l00mm(4)荷重 10kg7.顶针架最大挟持直径(mm):当长度小于85时Φ180当长度等于200时Φ208.测帽内径配合尺寸Φ6H79.测量杆与测帽内径配合的外径尺寸Φ6g6三、工作原理仪器设计符合阿贝原理,它的投影读数原理如图1所示。
由灯源D1(15W)发出的光线经隔热片Gl、绿色滤光片LUl、聚光镜J1、直角棱镜和反射镜FA1后,照明分划值为lmm的100mm玻璃分划尺胶合组BI、BA。
BI是100mm分划尺,BA是保护玻璃。
BI上的刻线经过50×投影物镜W1、W2、反射镜FA2、FA3、FA4后成像于蜡屏PI上,PI上刻有10对双刻线和三角标志,因此再通过放大镜FANG可读至0.1mm,J是调灯丝位置用的透镜。
由灯源D2(2.1w)发出的光线经聚光镜J2、J3和绿色滤光片LU2后照明测微分划板FE 后,经过30×投影物镜W3,反射镜FA5、FA6、FA7后成像于蜡屏PI上,再通过放大镜 FANG可读至0.00lmm。
测微分划板FE是固定的,蜡屏同30×投影系统是刚性联接的。
当屏移动5mm时(即移动一对双刻线距离)30X投影系统也沿着测微分划板FE方向移动5mm。
而在测微分划板 5mm范围内刻10l根刻线,因此两根刻线的间隔代表l m,在影屏上的视宽约为1.65mm。
图1投影读数光学系统示意图图2投影万能测长仪前示图图3投影万能测长仪后示图四、仪器结构1、基座(图2、图3)基座是用以承受和安放仪器的主要部件和各个附属设备的部分,它主要是由底座1和万能工作台2所组成。
在底座的左侧内装有电气设备,在电气设备的盖板上有一只可调换的0.3A玻管保险丝;在底座的右侧内部,有一个为保证万能工作台在承受不同重量工件时仍能同样轻易地作升降运动的平衡装置,平衡装置的操纵通过在底座右侧端面的手轮3来进行。
4是用来调万能工作台升降用的专用手轮,升降范围大于100mm,升降的数值可从分划筒读出。
万能工作台除了上述升降运动之外,还具有下列活动性能:(1)在旋转测微鼓5时,就可使工作台产生(0~25)mm的横向运动,测微鼓的分划值为:0.01mm。
(2)当转动手柄6时,可使工作台作±3°的倾斜运动。
若将手柄7向下扳动时,可将其倾斜位置固定下来。
(3)当扳动手柄8时,可使工作台绕其轴线旋转大于±3°。
(4)在测量轴线的方向上,工作台能自由浮动l0mm。
在底座背面还有四个插座(10、11、12、13)。
11为输入电源插座,10为15W照明灯插座,12为2.1W照明灯插座,13为电眼装置插座。
在底座正面的左侧有一开关14,在仪器接通输入电源时,用以开启或关闭电路.本仪器装有控制照明灯用的时间继电器,当照明灯开到一定时间它会自动切断照明灯源,若您还想继续测量,请再按#14中间按纽。
在底座的下面有三个安平螺钉15,借助这三只安平螺钉和水泡16可将底座调到水平。
2、测座(图2、图3)测座是由测量主轴17,屏动测微器18,微动装置19,照明装置20、21等组成。
它可借助滑座22在底座导轨面上滑动,并能用旋手23在任意位置固定。
测量主轴由六只C级轴承支承,径向间隙靠偏心调整,测量主轴在水平面内的位置可由一个特殊回转盘进行限止。
盘与测量主轴的棱柱形缺口导轨成某一角度的方向上装有两只超C级滚动轴承,利用回转盘的回转位置把测量主轴调到正确位置。
测量主轴内部装有一根刻划长度为100m的玻璃分划尺。
在测量主轴的右端有一个牵绳环24,它是在内尺寸测量时,用以牵住重锤的引线。
拉杆25则用以牵住作外尺寸测量时的重锤引线。
26是使测量主轴作微量移动的手轮,它仅在用电眼装置测量小孔时使用。
在使用手轮26之前必须旋转27,保证微动轴同测量主轴接触。
旋转手轮28可移动屏的双刻线,并使双刻线瞄准分划尺的毫米刻线,从而进行测微读数。
旋转手轮29可将屏动测微器处于整数读数状态。
3、尾座(图2、图3)尾座30是放在底座右侧的导轨上,它可以用旋手31固定在任何位置。
尾管32是装在尾座相应孔中,并能用旋手33固定。
尾管的测头成为测量中的一个固定支点,旋转微动螺丝34时,可以使尾管测头作轴向微动。
测头上可以装置各种需要的测帽,同时借螺钉35、36的调节,可以使其测帽平面与测座上的测帽平面平行。
4、电眼装置电眼装置包括下列四个部份:指示器、绝缘台、支持臂、球形测头 (如图4) 。
指示器是由电眼37和支柱38组成。
使用前,支柱插入尾座顶面相对应的孔中,与电眼连接的测头39与基座上插座13相连接,而单测头40是插入绝缘工作台上相应的孔中。
绝缘工作台的台面41是与工作台架42绝缘。
台面有一缺口,这是为了便于在内孔测量时将球形测头自下方伸进被测件的孔中。
绝缘工作台上有一水准器43,可以借万能工作台的手柄将绝缘工作台调到水平.绝缘工作台架安装于万能工作台时是借三只螺钉来固定,装时必须使项尖端嵌于万能工作台侧面的槽中。
支持臂45是用来装在测量主轴的端部并连接球形测头44、46、47、48。
图4 投影万能测长仪电眼装置5.内测装置内测装置如图5所示。
图5 投影万能测长仪内测装置测钩分为大小两种,可以分别用于不同内径以及不同深度的测量.测量时尽可能使用大铡钩。
小测钩49、50可以测量孔径由(10~100)mm,其最大深度可至l5mm。
它们装于测头及固定尾管54上以后可以用旋手固定的.对于内径在(50~150)mm,最大深度至 50mm的被测件可使用大测钩(51、52)样圈53是用于内尺寸测量和内螺纹中径测量时作为校正规使用。
在样圈上有刻线的标记,在使用中应以此标记为准作为测钩上触点的接触点。
五、使用和操作方法1、使用要点:(1)测帽的选择和调整本投影万能测长仪是用接触法测量的,所以测帽的选择和调整可以避免较大的测量误差。
a)测帽选择的原则是被测件与测帽的接触面为最小,即近于点或线。
测量平面物体时,使用R20的球形测帽;测量圆柱形物体时,使用1.5×8的刃形测帽;测量球形物体时,使用Φ2、Φ8的平面测帽;三针法测量外螺纹中径时,使用Φ14平面测帽。
b)测帽的调整平面测帽、刃形测帽、球形测帽都可用下述方法进行调整:—对测帽分别装在尾管和测头上,使两测帽相互接触(为了便于调整,建议在测帽之间垫一块(1~3)mm的量块),与此同时,在投影窗里见到测微标尺的像,调节尾管十字方向驻螺钉中的一个,使像自左向右移动或自右向左移动,并在某一个位置改变其运动方向,于是将柱螺钉仃留在这个通常所谓的“转折点”的地方。
用同样的方法调节驻螺钉中的另一螺钉。
通过上述调整,测帽在水平和垂直方向就彼此平行了。
对球形测帽亦可在万能工作台上衬一张白纸,手持放大镜用肉眼直接观察两个球形测头是否对正。
(2)被测件的安放和装夹被测件的安放和装夹是否正确,直接影响测量结果。
为了尽量减少误差,在被测件安放时,要利用万能工作台各向可能的运动寻找被测件在测量时的正确位置,即所谓的找“转折点”,外尺寸测量时寻找测量最小值,内尺寸测量时寻找测量最大值。
被测件在装夹时,应使被测件变形最小,因而要充分合理地利用附件。
(3)仪器零位的调整图6投影万能测长仪屏上读数在测量主轴和尾管上分别装上两个所需要形状的测帽,移动测座尾座使两测帽接触,使屏上的读数大致如图6(上)功所示。
这时,微动尾管让主标尺上零刻线0双刻线套住,如图6(下)所示,这时就是仪器的零位。
(4)仪器的读数图7投影万能测长仪屏上读数影屏如图7所示,此时读数为75.320mm见下表。
(5)仪器修正表的使用对每一台JD18型投影万能测长仪均附有该仪器玻璃分划尺的修正数表。
在此表中所列的数值为玻璃分划尺的毫米线对其真正位置的偏差有多少微米。
根据影屏中所出现的毫米数,在表中查得自0.0000起始点算起的修正量应连同其符号(+、-)加入该读数中。
(6)灯丝位置调整灯丝位置对投影读数系统成像状况有很大关系,调整时如图8所示。
松开螺母,拉动#4,将调灯透镜J推入光路中,松开#2,前后拉动灯头#1,使灯丝清晰地成像在投影屏上,固紧#2,再调节#3,使灯丝像在投影屏中上下、左右对称。
此时将#4拉到一旁,观察影屏是否有足够的亮度,并且均匀。
若亮度不足应重新调整。
上述调整已达到要求后,再仔细校对一下放大率误差。
放大率误差要求小于±0.5m/mm。
若放大率误差较大,可前后微动#1或者微量转动#3即可将放大率误差调整到更理想的地步。
此项工作只需要在换灯泡时进行。
2.内尺寸测量(1)用测钩测量用测钩测量内尺寸只能是比较测量10m m以上的孔径,也就是在测量之前必须先用一个标准来对正。
投影测长仪上的标准是采用一个孔径尺寸已知数0.1m的样圈,在使用大测钩时。
测钩分别装在测头和尾管之上。
若用小测钩。
则尾座上应用固定尾管(54)来代替尾管(32),它装于尾座上时,应该令其标记向上,在除去了保护套后,即可在测头上装上平面测帽以调整与测头上平面测帽之平行性。
然后调整四个调整螺钉,以满足小测钩处于合理位置。
待上述调整完毕之后,即可装上测钩。
将样圈置于垫条之上,应该使样圈上的指标线正好通过测量轴线,并用压板固定,接着就可按前述被测件的安放要求来调节万能工作台的各个方位,使样圈处于正确位置。
最后就可以按样圈上所标志的尺寸来对正起始值,也就是说在测钩与处于正确位置的样圈接触时,示值应与样圈上所标志的尺寸一致。