RCC-M 核1级手动波纹管截止阀的设计
RCC-M规范在核电阀门设计、检验过程中的应用

括材 料 的力学 性 能 试验 ( 包 括拉 伸 试验 、硬 度试 验 等) , 物 理 和 物理 化 学 试 验 ( 晶相组织 、 晶粒 度 、 铁 素 体含 量 、 硫 磷 杂 质 含锗 等 ) , 超 声 波探 伤 检 验 , 射 线探 伤检 验 , 液体 渗 透试 验和 磁粉 检验 等 。
方法》 , 第1 V卷《 焊接》 和第 V卷《 制造》 。 各分卷 内
容覆 盖 了设 备 的设 计 、 制造 、 检 验 的全 部 要求 。
核安全级 阀门的检验要求在第 1 I 卷《 材料》 和第 1 I I 卷《 检验方法》 中, 从原材料到零件到成品 , 不同阶
收稿 E t 期: 2 o 1 6 — 0 7 一 O 8 作者简介 : 李 自强( 1 9 8 3 一 ) , 男, 内蒙古赤峰人 , 硕 士研究生 , 工程师 , 研究方 向: 核电站应 急柴油发电机组设计 。
核 安 全级 阀 门 , 可 以按 照 R C C — M规 范 进 行设 计
和 制造 。非 安全 级 ( N C级 ) 阀门可 以参考 核安 全 3级 阀门 的设 计 和 制 造要 求 ,结 合核 电站 设计 标 准 提 出
要 阀门 2 . 8 万台 , 核1 级占 0 . 7 %, 核2 级占 2 7 . 9 %, 核 3级 占 2 1 . 4 %, N C级 占 5 0 %。鉴 于核 电 阀 门 的重 若干家 阀门制造企业获得 了核安全局颁发的核安全 设 备制造许 可证 书 ,并使 核 电阀 门的 国产化 达到
2 0 5
Eq u i p me n t Ma n u f a c t u r i n g T e c h n o l o g y No. 1 0, 2 0 1 6
核安全一级阀门的力学分析_张征明

文章编号:1002-5855(2007)02-0018-05作者简介:张征明(1967-),男,副研究员,从事反应堆结构设计与结构力学分析工作。
核安全一级阀门的力学分析张征明,吴莘馨(清华大学核能与新能源技术研究院,北京100084) 摘要 介绍了核安全一级阀门结构应力分析方法在阀门设计中的重要作用。
以核安全一级电动截止阀为例,采用规范法和分析法对阀门的承压边界进行了力学分析和计算,并对阀门主法兰和连接螺栓的计算结果作了对比和评价。
关键词 核安全一级;核工业用阀;力学分析 中图分类号:TH134 文献标识码:AMechanical analysis of the nuclear safety class 1valveZHANG Zheng -ming ,WU Xin -xin(I nstitute of Nuclear and new Energ y T echno logy ,Tsing hua University ,Beijing 100084,China )A bstract :Design by analysis method must be used for the nuclear safety class 1valve as the regula -tio ns of nuclear safety codes .Detailed stress distribution in the valve structure should be analyzed andevaluated .This paper introduces the mechanical analysis of a nuclear safety class 1electric shutoff v alve .The introduction w ill focus on the com munications betw een the designer and the analy zer of the v alve .Some advisements are given by the analy zer based on the mechanical analysis results of the valve structure .Key words :nuclear safety class 1;valve ;mechanical analysis 1 前言核安全级阀门在设计、制造和检验等各个环节上均有远高于普通阀门的要求,尤其是核安全一级阀门,按照核安全法规的要求,必须采用分析方法进行设计,对阀门结构进行详细的应力分析和评价。
波纹管球阀的研究
波纹管球阀的研究1 概述随着石油、石油化工、化学工业、化纤工业、医药工业及核工业的迅猛发展,波纹管阀门得到了广泛的使用。
波纹管阀门主要适用于易燃、易爆和有剧毒的工况以及对环境有极为严格要求的场合。
波纹管阀门在阀杆处实现了零泄漏,有效地保证了生产和科研的正常进行,保证了环境不受污染和人员不受伤害。
2 分析波纹管阀门通常有波纹管截止阀和波纹管闸阀。
波纹管截止阀阀杆只做升降直线运动,行程较小,以DN50口径截止阀为例,行程只有14mm,使用寿命可达5000次。
波纹管闸阀行程较大,DN50口径为43mm,使用寿命较短,只能达到2000次。
不论闸阀还是截止阀,它们的共同缺点是阀杆轴向尺寸过大,DN50口径截止阀阀杆直径为φ21mm,长290mm,闸阀阀杆直径为+22mm,长为415mm。
从力学角度分析,截止阀的长径比为13.8,闸阀长径比为18.8。
阀杆轴向受力极其不稳定,特别是波纹管阀在工况运行中,介质带压的情况下,阀门关闭困难。
在阀门设计中,一般采用增加径向尺寸和缩短轴向尺寸的方法,也解决不了波纹管截止阀和闸阀的结构问题。
故现行的波纹管闸阀和截止阀经常因为阀杆过长,在运行中折弯而使阀门失效。
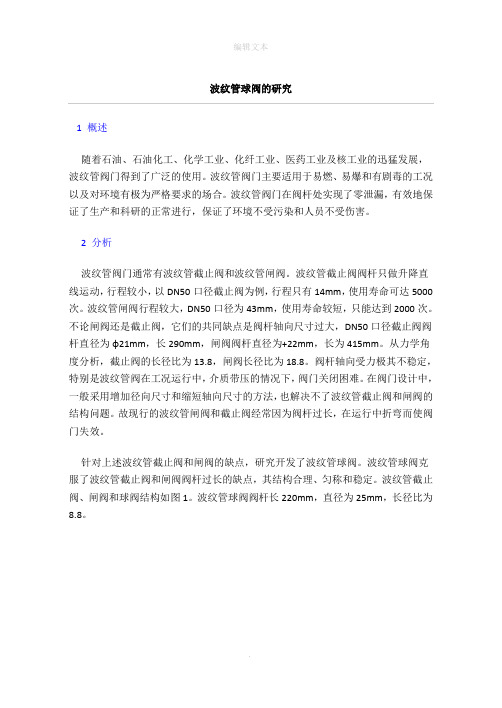
针对上述波纹管截止阀和闸阀的缺点,研究开发了波纹管球阀。
波纹管球阀克服了波纹管截止阀和闸阀阀杆过长的缺点,其结构合理、匀称和稳定。
波纹管截止阀、闸阀和球阀结构如图1。
波纹管球阀阀杆长220mm,直径为25mm,长径比为8.8。
波纹管球阀与波纹管截止阀和闸阀相比有如下的优点。
(1)波纹管球阀具有三级密封,而波纹管截止阀和闸阀只有二级密封。
一级密封设在阀杆下端处。
采用锥面密封。
阀杆与阀盖处密封长度为4mm,属于金属与金属的硬密封,且压力越大密封越好。
第一道密封渗漏量极小,由于密封面光洁度较高,在密封面间形成微小的毛细管通道,根据流体力学理论,流体通过毛细管后,沿程压力损失很大,波纹管内的压力较小,这样就保护了波纹管。
二级密封为波纹管密封。
RCC-M培训教材

TND/TEN
RCC-M的总体结构
卷
第1卷
A篇 B篇 C篇 D篇 E篇 G篇 H篇 J篇 Z篇
标题
核岛设备
总体规定 1级承压设备 2级承压设备 3级承压设备 2级和3级小型承压设备 反应堆堆芯支撑构件 1、2和3级承压设备的支承件 低压或常压贮罐 技术性附录
篇章
A B C D E G H J Z
F5000:表面处理 F6000:清洁 F7000:螺栓连接 F8000:零件和部件热处理
2006-8-9
13
RCC-M培训教材
Байду номын сангаас
2. RCC-M结构综述
DNMC
TND/TEN
B3000---1级部件的设计
B3100:设计通则
定义5种工况(第一、二、三、四和试验工况) 定义各种工况应考虑的载荷 定义各种工况应满足的准则
2006-8-9
母材的验收
S4000 焊工考核
S7000 产品焊接
S2000 焊接填充材料的验收
RCC-M培训教材
12
2. RCC-M结构综述
DNMC
TND/TEN
F篇---制造
F2000:标识规程 F3000:切割和焊接的修复 F4000:成形和尺寸允差
热收缩来修正管道对中(F4140) 弯管的允差(F4216) 焊接接头组对(F4300)
2006-8-9
第二个字母
18
RCC-M培训教材
3.管道设计
DNMC
TND/TEN
管道的3位编码
可利用下式有压力等级LBS:
LBS=(P×1000)÷S
S为运行温度下材料的许用 应力,单位LB/in2。 P为设计压力,单位LB/in2
核一级手动截止阀替代分析

核一级手动截止阀替代分析胡文盛,肖朱强,吴起,王文(福建福清核电有限公司,福建福清350318)摘要:分析阀门中腔泄漏的潜在运行风险,结构设计对维修的影响,确定物项替代的必要性。
通过分析替代阀门对设备性能、管系 应力、系统功能、管道布置和水压试验的影响,结合机组首次大修施工窗口和施工技术,确定了阀门替代的可行性。
关键词:核一级;手动截止阀;替代;分析;评价 D 〇I :0.16621/j .cnki .issn 1001-0599.2017.07.67中图分类号:TH 134文献标识码:B0前言阀门是核电厂流体传输系统中重要的组成部分,密封性是其最基本的功能之一。
某核电厂1〜4号机组各有28台DN 50的核一级手动截止阀,型号为SJXSXA 0050X 和SJUSXA 0050X 。
作为核级阀门,其压力边界的完整性具有非常严苛的要求。
1〜4号机组阀门安装调试期间,该型阀门多次发生中腔泄漏和内漏现 象,故障处理困难。
该类型阀门用于一回路压力边界,泄漏严重 时可能迫使机组状态后撤甚至停堆。
为从根本上提高阀门可靠 性,消除潜在运行风险,需对阀门替代的必要性和可行性进行分 析,确定是否可采用等效物项进行永久替代。
1核一级手动截止阀(1)结构形式。
核电厂1〜4号机组DN 50核一级手动截止阀的中腔(阀体与阀盖形成的密闭腔室)采用螺纹连接加唇边焊的 结构形式,密封通过金属垫片保证,同时施以唇边焊进行二次密 封来防止介质泄漏;阀座则通过在阀体内堆焊司太立合金加工 而成。
阀门结构如图1所示。
图1原始核一级手动截止阀结构⑵技术参数。
阀门主要参数:设计压力17.2MPa ,20.3 MPa ;设计温度343益,120益,主体材料M 3301/Z 2CND 18-12N .S ;抗震 等级11,质保等级Q 1,结构长度(260±2)mm ,中腔螺纹尺寸M 76x 3 mm ,中腔塾片外径86 mm ,宽度4 mm ,内径78 mm ,厚度2.5耀0.1mm 〇(2)功能。
波纹管截止阀标准
波纹管截止阀标准
波纹管截止阀的标准可以根据使用场景和国际标准进行选择,以下是一些常见的波纹管截止阀标准:
1. 美国国家标准:美国国家标准协会(ANSI)/美国石油学会(API)标准,如API 600,API 602等。
2. 国际标准:国际标准化组织(ISO)标准,如ISO 15761,ISO 15761等。
3. 欧洲标准:欧洲标准EN标准,如EN 593,EN 558等。
4. 德国标准:德国标准化学会(DIN)标准,如DIN 3352,DIN 3356等。
5. 日本标准:日本工業規格(JIS)标准,如JIS B2071,JIS
B2073等。
在选择波纹管截止阀的标准时,需要考虑使用场景、流体介质、工作压力和温度等因素,并根据相关标准进行选择和验证。
波纹管设计
1 概述金属波纹管阀门的波纹管下端焊接在阀杆上,以防止工艺流体浸蚀阀杆,另一端置于阀体和阀盖之间构成静密封。
采用合适的材料,波纹管阀可用于高温500℃和高压2500Ib(42MPa)工况中。
通常阀门行程为波纹管自由长度的15%,因而波纹管占据很大的压力空间,制造工艺相对复杂,价格较贵。
但与传统填料密封阀门相比,阀杆的密封更加可靠,在外泄漏要求比较严格的场合,如有毒介质、强腐蚀介质和放射性介质以及热油等场合中应用广泛。
2 设计要求波纹管阀门最常用的结构形式为波纹管截止阀和闸阀。
波纹管截止阀因为其启闭行程短,易于制造与之匹配的波纹管而使用广泛。
闸阀由于需要的行程较长,制造波纹管的难度增大,使大口径波纹管闸阀的使用受到限制。
2.1 阀门寿命波纹管阀门的全开-全关-全开过程为一个循环(一次),美国阀门和管件制造者标准协会MSSSP-117规定波纹管阀门寿命如表1。
在不同的工况条件下,波纹管阀门的寿命要求也不一样,设计时应满足客户的具体要求。
表1 波纹管阀门寿命2.2 阀门试验波纹管阀门的试验分为型式试验和产品试验。
2.2.1 型式试验波纹管阀门的关键部件是波纹管。
波纹管的型式试验可以是波纹管阀门,也可以是用连波纹管的工装,但工装的载荷、行程、压力和间隙等应与实际的波纹管阀门相同。
型式试验前先完成1.5倍设计压力的强度试验。
型式试验应从每一基本设计和材料中随机抽取至少3台试验,最短寿命不低于表1规定。
试验温度为常温,试验压力为常温时材料规定的工作压力。
寿命试验结束后用0.6MPa的空气试压,波纹管及其连接接头进入水中,观察是否有气泡产生。
或用氦气检漏仪器测试,其泄漏率不大于10-6cm3/s。
2.2.2 产品试验每台波纹管阀门除正常的阀门试验外,还必须使用氦气检漏仪器测试,其泄漏率不大于10-6cm3/s。
3 波纹管的选择波纹管阀门设计时,合理选用波纹管是决定阀门质量的关键。
选用时应考虑波纹管材料、阀门使用寿命、工作压力和工作温度等的影响。
截止阀基础知识与设计计算讲解
上例中, β6=0.36, P=2.0MPa F=16049.6N a=38 mm b=10 mm [σ]=104MPa 计算结果,σ1=34.76MPa, σ2=4.475MPa σ=39.24MPa < [σ] OK
阀瓣受力分析
2.2.2阀体壁厚计算
t=1.5*d*0.9/([σ]-1.2P) 式中, t——阀体计算壁厚, mm d——阀体计算内径,mm [σ]——材料许用应力,MPa P——阀门工作压力,MPa T= t+Ma+CF+SR 式中, Ma——铸造偏差,mm CF——腐蚀余量,mm SR——特殊要求增加壁厚,mm
Qmz=Qmf+Qmj,N Qmf=π(Dmn+bm)bm*sina*(1+fm/tga)*qmf ,N Qmj=π/4(Dmn+bm)2P,N qmf=(3.5+P)/SQRT(bm) 式中, Qmz——阀座密封面总作用力,N Qmf——阀座密封必须作用力,N Qmj——阀座密封面介质静作用力,N q ——阀座计算比压,MPa qmf——密封必须比压,MPa(见《阀门设计手册》P427) a——阀瓣半锥角。 dm——阀座密封面内径,mm bm——阀座密封面有效宽度,mm p——工作压力,MPa
d=76mm Pmax=20 kgf/cm2 。
NPS=3 则,
S=1.994 kgf/cm2
dO =88mm
阀座圈高度计算:
H=int(a*dO)+Δ 式中, H——阀座圈高度,mm a——系数 150~300Lb,a= 0.105 600~900Lb,a=0.13 1500Lb,a=0.18 2000~2500Lb,a=0.2 3500Lb,a=0.25 Δ——常数,mm。Δ值根据a
波纹管截止阀使用说明书
波纹管截止阀使用说明书浙江玉鹏阀门有限公司1、前言1.1感谢您选用了本公司的波纹管截止阀。
阀门作为承压设备的一类,具有潜在的压力危害和因发生介质泄漏而产生爆炸性气体。
从安全的角度出发,用户使用前应阅读本说明书。
2、PED/ATEX基本健康及安全要求和解决方案2.1纽威设计思路:——波纹管截止阀作为一种常规阀门,因其用途广泛,没有考虑每种特定工况;——此类波纹管截止阀是作为标准产品按BS1873、API602设计,并按ASME B16.3 4的温压等级规定具有足够的强度。
——根据不同种类介质的腐蚀和磨损,按API600规定阀门有着不同的密封面材质;——本波纹管截止阀不含有轻金属(例如镁),所有零件均有导电性并连接在一起阻止燃烧源。
——根据阀门的尺寸、扭矩和操作要求,有手轮驱动、齿轮驱动或电动驱动等。
2.2用户注意事项2.2.1总则2.2.1.1在任何情况下,首先保障人员的安全;2.2.1.2应根据ASME B16.34的温压等级使用此阀门;2.2.1.3应保证所选材质能抵抗介质的腐蚀和磨损;2.2.1.4当介质为易燃易爆时,应限制工作温度;2.2.1.5在维修/保养过程中,应保证阀门总处在卸压、放空和排干状态;2.2.1.6对于动力驱动阀门,在任何操作前应保证动力系统(电、气、液)断开;2.2.1.7在维修/保养过程中,应采用适当防护,如防护服、氧气罩、手套等;2.2.1.8在维修/保养过程中,在现场,不能吸烟,不经正确的工作许可不能使用明火;2.2.1.9阀门必须定期检查;——螺栓/螺母连接是否紧固(体/盖、压板、法兰连接);——腐蚀/磨损危害(撞击、点蚀、厚度的减小);——弄清阀门是处于全开/全关位置。
2.2.2细节危害防范措施意外的与危险的介质接触原因:垫片或填料失效1.参见2.2.12.在失效后立即更换垫片或填料(须用正确/合适的材料)在拆卸/保养时意外地与危险介质接触1.参见2.2.12.在从管线上拆下后,打开或关闭阀门,以保证腔体的卸压;3.排出残留流体或在拆卸前采用适当的装置.因与危险介质或爆炸和火源接触而造成阀体的结构屈服1.参见2.2.12.采用防范以避免额外的力作用于阀门;3.必要时安装防范装置以绝对避免水击现象发生(例如:闸、缓冲装置);4.避免将过大的振动传到阀门;5.避免温度和/或压力的突变意外的与高温或低温零件接1.参见2.2.12.预先在阀门上安装适当的绝缘体;触 3.在可能发生灼伤的危险处装上警示牌;4.对于高/低温装置,只装配具有高温或低温加长的阀门;易燃介质的燃烧和爆炸1.参见2.2.12.在使用区域里只安装防爆电装置;3.在使用区域里维修保养时应切断所有电源;氧气介质的爆炸1.参见2.2.12.在使用区域里只安装防爆电装置;3.只采用完全脱油脱脂的阀门;4.只采用适合于氧气介质的材质(见EN1797-1)*危险介质包括:有毒的、腐蚀的、易燃的、高温或低温介质等3.用途和技术性能3.1用途波纹管密封阀门是当今世界新兴的一项全新技术.它的问世,扩大了阀门的使用范围,特别适用于易燃、易爆和有毒等危险介质管系以及对环境保护更为严格的场合;本系列阀门主要用于石油、化工、电站等行业中,切断或接通管路,从而使系统正常运行;随着核工业的发展,在放射性原料的处理中波纹管密封阀门都是首选佳品,具有深远的社会效益。
RCC-M 核1级手动波纹管截止阀的设计
RCC-M 核1级手动波纹管截止阀的设计摘要介绍了波纹管截止阀的工作原理、结构特点,设计参数及具体的设计方法。
关键词 RCC-M;核一级;波纹管;截止阀1工作原理波纹管截止阀采用波纹管密封技术,通过阀体、阀盖、阀杆及波纹管组件形成一个密封空间,避免介质接触到阀杆处的填料。
因此可以保证阀杆处的零泄漏,避免介质对周边环境的不利影响。
具有更高的安全性,及减少维修次数,降低运营成本的优点。
2设计分析核1级波纹管截止阀安装在RCP反应堆冷却剂系统,起到联通和切断管道的作用。
由于冷却剂具有非常高的放射性,所以核电厂对此阀门的密封性要求非常高。
长期以来,此阀门一直依赖于国外进口,如KSB公司和VELEN公司等。
为了打破国外产品的技术垄断,我公司决定开展此阀门的国产化工作。
通过借鉴国外产品的结构特点,同时依托我公司长期积累的截止阀设计经验。
为了满足技术规格书里的相关密封要求,考虑阀杆处低泄漏的设计需要,此阀门采用波纹管和填料的双重密封形式。
由于波纹管的特殊性和重要性,我公司与国内著名的波纹管制造厂家(沈阳仪表科学研究院)合作,共同完成波纹管密封结构的设计工作。
通过波纹管截止阀的型式试验,验证阀门的密封性,同时也验证了国产波纹管的性能。
3设计参数依据用户提供的技术规格书,摘录出阀门的主要设计参数,详见表1表14结构设计(结构图见图1)图1⑴阀门的内部密封采用典型的锥面密封形式,具有密封效果好、自清洁的特点。
并且阀体及阀瓣均堆焊钴基硬质合金,高温环境下具有强度高,耐冲蚀特性,极大的延长了阀门的使用寿命。
⑵阀杆与阀瓣设计成球面配合结构,在阀瓣下降关闭过程中,阀瓣具有一定万向性,从而保证阀瓣与阀体的同轴性。
⑶由于阀门的公称通径较大DN50,所以阀体与阀盖间采用传统的中法兰、螺栓、垫片的密封形式。
通过止口的公差来控制垫片的压缩量,严格的满足图纸要求。
根据阀门的设计参数及抗震载荷精确计算出螺栓的预紧力矩,通过力矩扳手,准确、多次、均匀地施加在螺母上,从而实现整体结构的最佳密封状态。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
RCC-M 核1级手动波纹管截止阀的设计
发表时间:2019-05-20T16:41:45.377Z 来源:《电力设备》2018年第32期作者:李茂元周长宝[导读] 摘要介绍了波纹管截止阀的工作原理、结构特点,设计参数及具体的设计方法。
(哈电集团哈尔滨电站阀门有限公司黑龙江哈尔滨 150000) 摘要介绍了波纹管截止阀的工作原理、结构特点,设计参数及具体的设计方法。
关键词 RCC-M;核一级;波纹管;截止阀 1工作原理波纹管截止阀采用波纹管密封技术,通过阀体、阀盖、阀杆及波纹管组件形成一个密封空间,避免介质接触到阀杆处的填料。
因此可以保证阀杆处的零泄漏,避免介质对周边环境的不利影响。
具有更高的安全性,及减少维修次数,降低运营成本的优点。
2设计分析核1级波纹管截止阀安装在RCP反应堆冷却剂系统,起到联通和切断管道的作用。
由于冷却剂具有非常高的放射性,所以核电厂对此阀门的密封性要求非常高。
长期以来,此阀门一直依赖于国外进口,如KSB公司和VELEN公司等。
为了打破国外产品的技术垄断,我公司决定开展此阀门的国产化工作。
通过借鉴国外产品的结构特点,同时依托我公司长期积累的截止阀设计经验。
为了满足技术规格书里的相关密封要求,考虑阀杆处低
泄漏的设计需要,此阀门采用波纹管和填料的双重密封形式。
由于波纹管的特殊性和重要性,我公司与国内著名的波纹管制造厂家(沈阳仪表科学研究院)合作,共同完成波纹管密封结构的设计工作。
通过波纹管截止阀的型式试验,验证阀门的密封性,同时也验证了国产波纹管的性能。
3设计参数依据用户提供的技术规格书,摘录出阀门的主要设计参数,详见表1 表1
4结构设计(结构图见图1)图1
⑴阀门的内部密封采用典型的锥面密封形式,具有密封效果好、自清洁的特点。
并且阀体及阀瓣均堆焊钴基硬质合金,高温环境下具有强度高,耐冲蚀特性,极大的延长了阀门的使用寿命。
⑵阀杆与阀瓣设计成球面配合结构,在阀瓣下降关闭过程中,阀瓣具有一定万向性,从而保证阀瓣与阀体的同轴性。
⑶由于阀门的公称通径较大DN50,所以阀体与阀盖间采用传统的中法兰、螺栓、垫片的密封形式。
通过止口的公差来控制垫片的压缩量,严格的满足图纸要求。
根据阀门的设计参数及抗震载荷精确计算出螺栓的预紧力矩,通过力矩扳手,准确、多次、均匀地施加在螺母上,从而实现整体结构的最佳密封状态。
⑷为了满足技术规格书中关于阀杆处泄漏量的要求,阀门采用波纹管+填料的双重密封形式。
即使事故工况下,波纹管失效,填料仍然能保证阀杆处的密封性。
波纹管采用高性能的Inconel材料,整体液压成型。
波纹管出厂试验应至少包括:尺寸检验、目视检验、液体渗透检验及射线检验、强度试验、氦检漏试验等,氦检漏的允许泄漏率为≤1.33x10-6Pa.m3/S。
由于波纹管壁厚较薄,通常与上、下连接件采用自熔式焊接。
波纹管组件下端与阀杆焊接,上端与阀盖焊接,从而保证介质接触不到填料。
在波纹管不失效的情况下,永远不会泄漏到外界,进而实现阀门的高密封性。
⑸此外在阀杆与阀盖处增加倒密封结构,可以实现现场带压更换填料。
⑹填料螺栓上部安装组合放置的碟簧,避免因填料磨损丢失而导致螺母松动。
⑺阀门设计有导向机构,保证阀杆只做直线升降运动,避免波纹管由于阀杆旋转承受剪切力。
5设计计算
为满足用户技术规格书的要求,保证承压边界的完整性和功能的不丧失性。
此阀门主要依据RCC-M B3500篇进行设计。
依据B3513的描述,当阀门公称通径DN≤50时,核一级阀门可以依据RCC-M C篇进行设计。
所以此阀门的下述设计多依据C篇进行计算。
阀体强度计算
⑴依据C3542,分别计算阀门支管与中腔的最小壁厚tm;
⑵依据C3552,计算O、A工况下的一次薄膜应力和一次薄膜+弯曲应力
⑶依据C3553,计算B、C、D工况下的一次薄膜应力和一次薄膜+弯曲应力
⑷依据C3554计算试验工况的一次薄膜应力
6结语
通过厂内试验及型式试验,我公司新研发的核1级波纹管手动截止阀完全满足用户技术规格书的要求,为此阀门的国产化打下坚实基础。
同时改变了该类型阀门长期依赖进口的不利局面,促进了我国核电设备的发展,产生了良好的经济效益和社会效益。
同时,通过和波纹管厂家密切合作,扩大了波纹管产品覆盖范围,提升了波纹管厂家的配套能力。
参考文献:
[1] EJ-T 1022.1 1996版《压水堆核电厂阀门设计和制造通则》
[2]HAF 003 91版《核电厂质量保证安全规定》
[3]实用阀门设计手册[M] 陆培文 2006版
[4]JB/T 10507-2005 [S] 阀门用金属波纹管
作者简介:李茂元(1985-),男,吉林榆树人。
工程师,从事阀门设计与研发工作。