工业工程专业英语1-3单元翻译
工业工程专业英语
Lesson 3 CAM1. Introduction1。
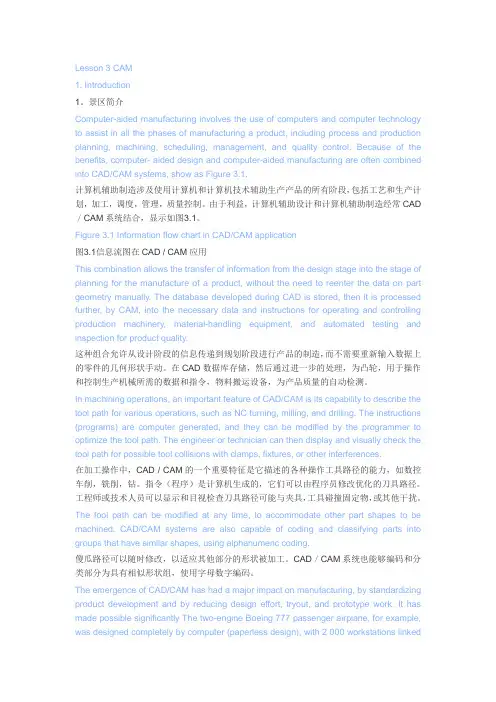
景区简介Computer-aided manufacturing involves the use of computers and computer technology to assist in all the phases of manufacturing a product, including process and production planning, machining, scheduling, management, and quality control. Because of the benefits, computer- aided design and computer-aided manufacturing are often combined into CAD/CAM systems, show as Figure 3.1.计算机辅助制造涉及使用计算机和计算机技术辅助生产产品的所有阶段,包括工艺和生产计划,加工,调度,管理,质量控制。
由于利益,计算机辅助设计和计算机辅助制造经常CAD /CAM系统结合,显示如图3.1。
Figure 3.1 Information flow chart in CAD/CAM application图3.1信息流图在CAD / CAM应用This combination allows the transfer of information from the design stage into the stage of planning for the manufacture of a product, without the need to reenter the data on part geometry manually. The database developed during CAD is stored, then it is processed further, by CAM, into the necessary data and instructions for operating and controlling production machinery, material-handling equipment, and automated testing and inspection for product quality.这种组合允许从设计阶段的信息传递到规划阶段进行产品的制造,而不需要重新输入数据上的零件的几何形状手动。
工业工程专业英语最全翻译
UNIT ONEIndust rialEngine ering Educat ion for the 21st Centur y21世纪的工业工程教育The 21st centur y is just a few yearsaway. Strate gic planne rs all over the world a re usingthe year 2000 as the pointfuture busine ss activi ties.Are we all ready f or that time? As the indust rialworldprepar es to meet the techno logic al chall e n gesof the 21st centur y, thereis a need to focuson the people who will take it there. People will be the most import ant of the “man-machin e-materi al” system s compet ing in the next centur y. IEs should play a crucia l role in prepar ing organ i z atio ns for the 21st centur y throug h theirrolesas change initia torsand facil i t ator s. Improv ement s are needed in IE underg radua te educat ion if that role is to be succes sfull y carrie d out.21世纪来临在即,全世界的战略家们把2000年作为商业活动的焦点。
工业工程专业英语课文翻译3

工程2班1202231069袁威武Understanding socio-economic and policy constraints to dairy development in Ethiopia: A coupled functional-structural innovation systems analysisAbstact:This study investigates how the Ethiopian dairy innovation system has functioned to support the development of the Ethiopian dairy sector and what have been the major technical, economic, and institutional constraints in the process. We used a coupled functional–structural analysis of innovation systems to analyse the influence of socio-economic and policy constraints on the development of the Ethiopian dairy sector. Results show that problems with structural elements such as the absence of key actors, limited capacity of existing actors, insecure property rights, cumbersome bureaucratic processes, poor interaction among actors and inadequate infrastructure have all limited dairy innovation. Out of the seven innovation system functions studied, our findings show that entrepreneurship, knowledge diffusion, market development and legitimacy creation have been particularly weak. Our evidence thus suggests that problems with certain structural elements coupled with weaknesses in various innovation system functions have been major hindrances to the uptake of technologies and dairy sector development in Ethiopia. The narrow policy focus on biophysical technology generation and dissemination, without considering the underlying problems related to institutional conditions and socio-economic processes, has also contributed to low technology adoption and limited broader development in the dairy sector. We suggest that combinations of institutional and technological interventions are needed to overcome the various system weaknesses that have hindered dairy sector development in Ethiopia.翻译:本研究探讨如何在多人的乳制品中创新新的系统功能,及在经济和体制约束的过程中支持发展黑人乳制品部门和主要的技术。
工业工程专业英语--翻译
工业工程专业英语--翻译工业工程的真正价值 Real IE ValueIn addition, the IE now has a greater opportunity to concentrate on any one of a broad variety of areas that many companies now recognize as individual departments-including simulation, operations research, ergonomics, material handling and logistics.值得一提的是,工业工程现在有更多的机会去集中于现在许多企业已经视为独立的学科的众多领域中的一个-----包括防真学、运筹学、人因学、物料搬运和物流学。
Work-measured Labor Standards 基于作业测量的劳动标准If you are a manufacturer, chances are you have a bill-of-materials (BOM) system to determine standard parts cost. Do you also have an equivalent bill-of-labor system to determine standard labor cost?如果你是一个制造商,你有可能会有一个物料清单系统来确定标准件的成本。
你是否也能得到类似的劳动力清单系统来确定标准的劳动成本,Time study——The most widely used tool to develop standard times is still time study. Time study reflects what is happening in your job or project. It is also easy to learn and use. Now, the PC has made summarization of time study data a matter of seconds instead of hours.时间研究----用来开发标准时间使用最广泛的工具依然是时间研究。
05 工业工程专业英语
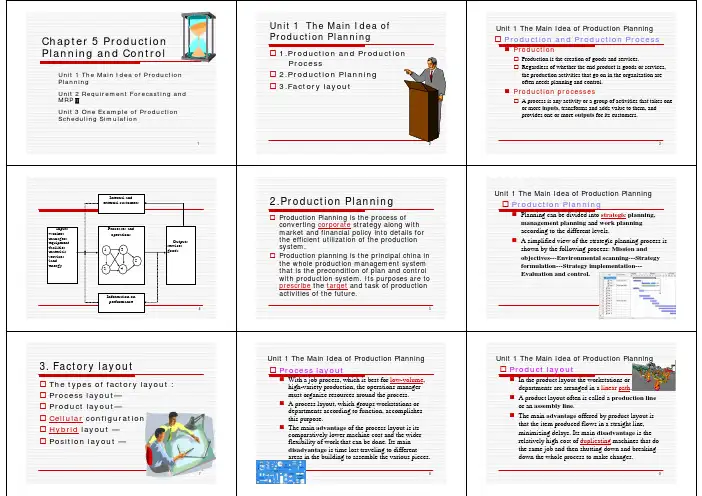
6Unit 1 The Main Idea of Production PlanningProduction PlanningPlanning can be divided into strategic planning , management planning and work planning according to the different levels.A simplified view of the strategic planning process is shown by the following process: Mission and objectives---Environmental scanning---Strategy formulation---Strategy implementation---Evaluation and control.7configuration 8Unit 1 The Main Idea of Production Planning Process layoutWith a job process, which is best for low-volume , high-variety production, the operations manager must organize resources around the process. A process layout, which groups workstations or departments according to function, accomplishes this purpose.The main advantage of the process layout is its comparatively lower machine cost and the wider flexibility of work that can be done. Its main disadvantage is time lost traveling to different areas in the building to assemble the various pieces.Unit 1 The Main Idea of Production PlanningIn the product layout the workstations or path .production line offered by product layout is that the item produced flows in a straight line,11Unit 1 The Main Idea of Production Planning Hybrid layoutA hybrid layout uses an intermediate strategy, in which some portion s of the facility are arranged in a process layout and other arranged in a product layout.Fixed position layoutThis arrangement the product is fixed in place,workers along with their tools and equipment, come to the product to work on it.13Unit 1 The Main Idea of Production Planning Factory Layout and Planning ActivitiesMachines and AccessoriesNew Types of Factory LayoutThree approaches to layout design address three distinctneeds of the flexible factory.The first two approaches present novel layout configurations,namely distributed and modular layout.In the third approach, we use operational performance as adesign criterion to generate what term agile layout.Designing the forecasting system20Unit 2 Manufacturing Resources Planning 2 Master Production SchedulingThe mater production scheduling is effectively the company has developed for production, staffing , inventory, etc.The production plan may be broken down into several component parts:The master production scheduling (MPS)The material requirements planning (MRP) system The detailed job shop schedules.At the heart of the production plan are the forecasts of demand for the end items produced over the planning horizon .Manufacturing Resource Planning 23retail complicated because some components may be subject to both dependent and independent demand.Unit 2 Manufacturing Resources Planning Benefits of Material Requirements 26Unit 2 Manufacturing Resources Planning Manufacturing Resource Planning (MRP II)MRP II includes the following four major developments from MRP:Resource Scheduling Software Extension Programs30Competitors are gaining by using a new New technologies are available.31Production Process Control Options Traditional Batch Production : Performance Measures :32circular nature 33SummaryUnit 1 The Main Idea of Production PlanningUnit 2 Requirement Forecasting and MRP ⅡUnit 3 One Example of Production Scheduling Simulation。
工业工程专业英语翻译1
The Roles of IE(p1)工业工程作为一种集经典与新颖于一身的专业出现,在科学技术高速发展的今天,用来解决复杂,系统性的问题。
尤其是经济快速发展并逐步成为世界制造中心的中国,对工业工程的迫切需求将持续增长和扩宽。
一个生产或服务系统包括输入,转换和输出。
通过这种转换,系统的附加值、系统的效率和有效性将得以增长和提高。
转换过程依赖使用的技术和管理科学,有时依赖它们二者。
管理一个生产或一个服务系统是困难和复杂的,它需要基础科学,工程科学,行为科学,电脑和信息科学,经济学方面的知识以及大量与生产及服务系统相关的基本原则与技术。
The Demand for IE Graduates学习工业工程的课程旨在让学生有能力应对发展中国经济和建设和谐社会的挑战。
确实,有很多工业工程的毕业生未来将要规划,运营现代生产系统和工厂。
其他的一些毕业生会选择在类似健康护理,金融,后勤,交通,教育,公共事业管理或者咨询机构工作。
社会对工业工程毕业生的需求是强烈的,并且,这种需求每年还在不断增长。
事实上,工业工程专业的人才是供不应求的。
这种供求不平衡明显高于其他工程和科学领域,并且,在未来很多年里会一直存在。
因此,在2006年,中国有超过165所大学或学院开设了工业工程。
Engineering and Science工业,工程,这两个词是如何结合而构成工业工程这个术语的呢?工业工程和其他工程学科以及工商管理和社会科学有什么关系呢?为了明白工业工程在以经济与知识为基础的现如今的作用,学习IE演变过程中的那些有希望的历史发展是十分有益的。
我们有很多讲述工业工程历史发展的方法,但因为我们的兴趣只是回顾工程发展中的重要事件,尤其是那些IE专业化的因素,所以本单元的讨论较简洁。
更加完整的IE发展史可在参考资料中查到。
一直以来,工程与科学就在一个平行,互补的模式中发展,尽管发展速度不尽一致。
但是,科学是对基本知识的探索,工程是应用科学以解决问题和谋求更好的生活。
工业工程专业英语词汇(大全)
qualitative定性的scarce resources资源紧缺refining炼油、精炼likelihood可能性large-scale application大规模应用schedule调度、计划、安排distribution市场营销、产品运输domain领域Motion Analysis【动作分析】Time Study时间研究Activity/Work Sampling活动/工作抽样Historical Data历史数据Estimate估算Pre-determined Motion Times System(PMTS)预定动作时间系统Methods Time Measurement(MTM)方法时间测量法Maynard Operation Sequence Technique(MOST)梅纳德操作排序技术Modular Arrangement模块化安排法Predetermined Time Standards(PTS)预定时间标准法Master Standard Data(MSD)主时间数据法Motion Standard Times(MST)动作标准时间法Work Factor工作要素法Interactive Expert System交互式专家系统Data Collector数据收集器Rating or Leveling Factor评比因子Histogram直方图Moving Average Approach移动平均法Manufacturing Line Balancing生产线平衡graphical histograms统计直方图random times随机时间bottleneck瓶颈electronic hand-held data collector电子手持式数据采集器save little if any time能省点时间就尽量省点overlooked忽略的establish制定、建立eliminate删除internal element内部元素setup element安装要素routers工序、工艺流程Ergonomics【人因学/工效学】:Occupational Hazards职业危险Human Centered Design面向人类的设计Time-and-Motion Study时间和动作研究Industrial Psychology工业心理学Accident Proneness事故倾向性Work Physiology工作生理学Biomechanics生物力学Anthropometry人体测量学Human Factors Engineering人因工程Engineering Psychology工程心理学Experimental Psychology实验心理学Systems Engineering系统工程Human Perception人类感知Information Processing信息处理Response响应、反应Feedback Loops反馈回路Independent Variable独立变量Dependent Variable非独立变量Visual Sense视觉Auditory Sense听觉Manual Response手动响应Verbal Response语音响应Idiosyncratic Variable(人类的)特征变量Physiological Arousal生理干扰Macroergonomics宏观工效学Speed-Accuracy Trade-Off(SATO)速度和精度的平衡Cognitive Ergonomics认知工效学Usability Study使用性研究Human Reliability人类可靠性Human-Computer Interaction人机交互Musculoskeletal Disorder肌骨失调、肌骨紊乱enhance提升affordances功效示能性、功能可见性simultaneously同时and vice versa反之亦然scenario情况proposal提案collaboration协同synergy协同Trade-Off(两者间)平衡compromise折中Next Generation Factory Layouts【21世纪的工厂布局】:Factory Layout工厂布局Product Layout产品式布局Process Layout工艺式布局Functional Layout功能式布局Cellular Layout单元式布局Modular Layout模块式布局Layout/Facility Design布局/设施设计Work-In-Process(WIP)半成品Material Handing物料搬运Cell制造单元Throughput生产量、生产率Reconfigurability(布局的)可重组性、可重塑性Work Center工作中心Contract Manufacturing契约制造Original Equipment Manufacturer(OEM)原始设备制造商Delayed Product Differentiation产品延迟差异化Multichannel Manufacturing多通道制造Scalable Machine可扩展的机器Portable Machine便携式机器Workpiece工件Distributed layout分布式布局Agile Layout敏捷布局Waste-Disposal Facility废物处理设施Capacity Assignment能力分配Threshold Value阈值Directed Graph有向图Machine Utilization设备利用率Routing and Dispatching路径规划和调度Consolidated Facility联合设施、公用设施Star Layout星型布局Hub-and-Spoke Layout轮辐式布局queue times等待时间processing departments加工区in-process inventories半制品库存economy of scale规模经济product variety is high or production volumes are small多品种小批量property特性congestion拥堵、堵塞batching分批、分类subdepartment子部们robustness健壮的automobile industry汽车工业shrink缩短capturing分析embedded嵌入的process batch size流程批量responsiveness响应性review汇总order splitting订单分割under varying conditions在变化的条件下equidistant远距离Unit11New Product Development 新产品开发Product Strategy 产品策略Research and Development研发Product Portfolio 产品汇总表Product Concept Statement 产品概念陈述Customer Needs 顾客需求Project Plan 项目计划Concurrent Engineering 并行工程Rapid Prototyping 快速原型Product Definition 产品定义Project Planning 项目规划Foundation Element 基本要素Project Specific Element 项目特有要素Tangible Product 实物产品Sketch 草图Three Dimensional Model 三维模型Product Feature and Function 产品特征和功能Target Market Segment 目标市场部分Design Priority 设计优先级Resource Constraint 资源限制Important Factor 关键因素Task 任务Projected Resource Requirement资源需求预估Unit12Computer Integrated Manufacturing(CIM)计算机集成制造Computer-Aided Design(CAD计算机辅助设计Computer-Aided Manufacturing(CAM) 计算机辅助制造Computer-Aided Engineering(CA 计算机辅助工程Computer-Aided Software Engineering(CASE)计算机辅助软件工程Computer -Aided Process Planning(CAPP)计算机辅助工艺规划Variant CAPP 变异式计算机辅助工艺规划Generative CAPP生成式计算机辅助工艺规划Material Requirement Planning (MRP物料需求规划Manufacturing Resources Planning(MRPⅡ)制造资源规划Capacity Requirements Planning(CPR) 能力需求规划Shop-Floor Control (SFC) 车间控制Group Technology (GT) 成组技术Computer Graphics 计算机图形学Primitives 基本构图要素Coordinate Transformation 坐标变换Prototyping 原型Stress Analysis 应力分析Integrated Circuit Board 集成电路版Printed- Circuit Board 印刷电路板Numerical Control(NC)Machine数控机床Numerical Control Part Programming数控零件编程Robotics Programming 机器人编程Computer-Generated Work Standard计算机生成的工作标准Bill of Materials(BOM)物料清单Manufacturing Automation Protocol(MAP)制造自动化协议Technical and Office Protocol(TOP)技术和办公协议Flexible Manufacturing system 柔性制造系统Automated Test Equipment(ATE)自动检测设备Change Notice 变更通知单Closed-Loop MRP System 闭环MRP系统Open System Interconnection(OSI)开放系统互联American Standard Code for Information Interchange(ASCII)用于信息交换的美国标准编码Extended Binary-Coded-Decimal Interchange Code(ECDIC)扩展的十进制二元编码交换马Local Area Network 局域网Wide Area Network 广域网Fiber-Optic Cable 光纤电缆Coaxial Cable 同轴电缆Factory Automation 工厂自动化Hard Automation 刚性自动化Flexible Automation 柔性自动化Programmable Logic Controller (PLC)可编程逻辑控制器Automated Storage and Retrieval System(AS/RS)自动存取系统Automated Guided Vehicle (AGV)自动导航设备Computer Automated Inspection(CAI)计算机自动检测Computer Numerical Control(DNC) 计算机数控Distributed Numerical Control(DNCⅡ) 分布式数控Electro-Magnetic Interference(EMI) 电磁干涉Plastic Injection-Molding Machine塑料注塑机Manipulators 操作件End-Effector 执行件Sensor 传感器Controller 控制器Hydraulically –powered 液动的Pneumatically –powered 气动的Electrically-powered 电动的Flexible Manufacturing Cell 柔性制造单元Vision /Tactile/Force sensor 视觉/触觉/压力传感器Point-To-Point(PTP)Robot 点到点机器人Force Sensor 压力传感器Tactile Sensor 触觉传感器Vision Sensor 视觉传感器No.14Just in time (JIT) 准时制造Japanese Management 日式管理Quick Set-up 快速启动Automation(ASD)自动化Poka Yoke or Automatic Stopping Device 自动停线设施Breaking of Physical Barriers (BPB)打破物理分隔Shop Floor Reduction (SFR) 车间缩减Defective Part 次品Work-in-Process 在制品Multi-Machine Manning Working System (MMM) 多设备配员工系统Standard Operations (SO ) 操作标准化Quality Control Circles (QCC) 质量控制圈Suggestions System (SS) 建议系统Flow-of-Products-Oriented Layout (FPL) 面向产品流动的布局U-formed Processing Line (UPL) U型生产线Mass Production of Mixed Models (MMP)混合型号的大规模生产Total Preventive Maintenance (TPM)全面预防性维护Kanban (KBN) 看板production Lead time 生产提前期Continuous Improvement(CI) 持续改进Breaking of Administrative Barriers (BAB)打破管理界限Autonomation (ADW) 员工自治Job Rotation (JR) 工作轮换On-the –Job Training (OJT) 在岗培训Zero inventories 零库存Zero Defects 零缺陷No.15Total Quality Management (TQM)全面质量管理Management Commitment 管理承诺Continuous Improvement 持续改进Customers Focus 以客户为中心Employee Empowerment 员工授权Process Management 流程管理Benchmarking 标杆超越Statistical Process Control (SPC)随机过程控制Assembly Line 装配线Mass Production 大规模生产Service Intangibility 服务的无形性Simultaneity of Production 生产的同时性Employee Involvement 员工参与Teamwork 团队合作Supplier Partnership 与供应商的伙伴关系Cellular Manufacturing 单元制造Quality Policy 质量策略Training 培训Product/Service Design 生产/服务设计Supplier Quality Management供应商质量管理Employee Relations 员工关系Customers Involvement 顾客参与Corporate Quality Culture 企业质量文化Strategic Quality Management战略质量管理Perishability 易逝性Total Quality Service(TQS) 全面质量服务Unit18Supply Chain Management 供应链管理Supply Chain Partner 供应链合作伙伴Inventory Cost 库存成本Operations Management 运作管理Stochastic Modeling 随机性建模Simulation 仿真Math Programming 数学规划Rational 理性的Objective Function 目标函数(方程)Individual Preference 个人偏好Cognitive Ability 认知能力Operational Cause 运作因素Behavioral Factor 行为参数(因素)Experimental Economics 实验经济学Beer Distribution Game 啤酒分销游戏Bullwhip Effect 牛鞭效应Exponential Smoothing 指数平滑Simple Moving Average 简单移动平均Retailer 零售商Wholesaler 批发商Distributor 分销商Manufacturer 制造商Holding Cost 库存成本Backlog Cost 缺货成本Ordering Cost 订购成本Setup Cost 生产准备成本Inventory Allocation 存货分配Infinite Manufacturing Capacity无限制造能力,无限生产能力Order Batching 批量订购Setup Time 生产准备时间Price Fluctuation 价格浮动Incentive Scheme 激励机制POS Data 销售点数据n-echelon n级,n阶Subject 实验参加者,实验主体Unit20Work Organization 工作组织Task Decomposition 任务分解Job Measurement 作业测量Information Technology 信息技术Business Process Redesign业务流程再造Process Modeling 过程建模Production Scheduling and Control生产调度控制Materials Management Information Systems物料管理信息系统Logistics 物流Workplace Rationalization工作现场的合理化Accounts Payable 应付账款Accounts Receivable 应收账款Cross-Functional Analysis 交叉智能分析80-20 Philosophy 80/20哲学,80/20原则Computer-Aided Systems Engineering(CASE)计算机辅助系统工程Underwriting 保险业Value-Added Chain 增值链Electronic Data Interchange(EDI)电子数据交换Local Area Network(LAN) 局域网Invoice 发票Bills of Materials 物料清单Asset Management 资产管理Production Scheduling 生产计划(调度)Human Resource Management 人力资源管理Continuous Process Improvement持续流程改进Automated inspection 自动化检验automatic assembly system 自动化装配系统applied biomechanics 应用生物力学CAD/CAM 计算机辅助设计与制造computer integrated manufacturing system 计算机整合制造系统data structure 数据结构data base management systemAutomated inspection 自动化检验automatic assembly system 自动化装配系统applied biomechanics 应用生物力学CAD/CAM 计算机辅助设计与制造computer integrated manufacturing system 计算机整合制造系统data structure 数据结构data base management system 数据库管理系统decision analysis 决策分析。
工业工程专业英语中英对照翻译-王爱虎编
UNIT ONEIndustrial Engineering Education for the 21st Century21世纪的工业工程教育The 21st century is just a few years away. Strategic planners all over the world are using the year 2000 as the point future business activities. Are we all ready for that time? As the industrial world prepares to meet the technological challenges of the 21st century, there is a need to focus on the people who will take it there. People will be the most important of the “man-machine-material” systems competing in the next century. IEs should play a crucial role in preparing organizations for the 21st century through their roles as change initiators and facilitators. Improvements are needed in IE undergraduate education if that role is to be successfully carried out.21世纪来临在即,全世界的战略家们把2000年作为商业活动的焦点。
我们的工业工程教育为这一时刻的到来做好准备了吗?当工业界去迎接21世纪的技术进步时,有必要去关注将要从事这些技术挑战的人。
工业工程专业英语翻译2
Chapter 1 工业工程简介Unit 1 工业工程简介工业工程的角色作为一种古老和新颖的专业之一,工业工程的出现将用来解决当今高度技术发展的世界所遇到的复杂的系统问题。
尤其是随着中国经济的快速发展,中国扮演着世界制造工业的中心的角色,对工业工程的要求将持续迫切地增加和扩展。
一个生产系统或服务系统包括输入、转换和输出。
通过转换,提高了附加值,改善了系统的效率和效果。
转换的进程依赖于使用的技术和科学的管理以及两者的结合。
管理一个生产系统和服务系统是一个具有挑战性的复杂的任务。
它需要基本的科学、工程学、行为学、计算机信息科学、经济学和关于生产和服务系统基本规律与技术的大量课题等方面的知识。
工业工程毕业生的需求工业工程这门课程被设计用来使学生适应构建中国经济与和谐社会的未来的挑战。
的确,许多工业工程毕业生将设计和管理现代制造系统和设施。
其他的将选择致力于像健康保健、金融业、后勤物流、运输、教育学、公共管理或咨询行业等服务领域。
本书目标本书的主要目的是介绍系统的理论和先进的技术以及工业工程的相关科目和它们的英语表达的方法。
本书的另一个目的是强化和提高学生们阅读和理解与工业工程有关的专业化英语文献的能力。
工程与科学“工业的”和“工程”这两个词是怎样结合起来形成“工业工程”的?工业工程和其他工程学科以及商务管理和社会科学之间是什么关系?为了理解工业工程在当今的经济和基于知识的时代中所扮演的角色,了解在工业工程进化过程中有希望的历史发展是有益的。
有许多方法来书写工业工程的历史发展。
因为我们的兴趣是回顾工程发展的意义,尤其是那些把工业工程引导成为一个专业的意义,所以在本单元的介绍只做了简单的处理。
我们可以从参考文献中得到更多关于工业工程发展的完整历史。
虽然工程和科学的发展步调一直都不同,但是他们却是以并行、互补的形式发展起来的。
工程关系到对问题的解决和对“更好的生活”的要求的科学知识的应用,然而,科学却关系到对基本知识要求。
工业工程专业英语翻译
TQM是一种对商业活动中所有方面的质量进行持续改进的一种方 法, 也就是对个体、群体和整个的组织进行改良的持续过程。它 是一种综合方法和实践的运用,尤其重视高层管理承诺、连续改 进、以客户为中心、长远战略、员工参与和团队合作、员工授权、 流程管理、竞争标杆管理等等方面。
The origin of the TQM movement dates back to the early 20th century when Walter Shewart, in the early 1920s, first introduced the concept of statistical process control (SPC) to monitor quality in mass production manufacturing. This was followed by many quality management to TQM. Crosby (1979), the four absolutes, Deming (1986), fourteen points, Feigenbaum (1993), total quality control, Ishikawa (1985), quality control circles, Juran et al.(1988),quality trilogy and Taguchi(1986),loss function, have prescribed different techniques and organizational requirements for effective implem工业世界是以制造业为导向的, 并且工业界正在历经一场变革,人们更加关注装配线,大批量生 产制造,供应商关系,准时生产和单元制造等方面。因为这些因 素,管理理论(包括质量管理)的大部份的技术和策略都是定量 的,并且针对性地解决生产线上的问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Professional English for Industrial EngineeringChapter1 Unit3翻译姓名:专业:工业工程班级:学号:完成日期:2015-10-31Chapter 1Unit 3 Academic Disciplines of Industrial Engineering五大主要工程学科和它们的发展在美国,有五个主要工程学科(土木、化学、电工、工业、机械),它们是早在第一次世界大战时就出现的工程分支学科。
这些进步是世界范围内发生的工业革命的一部分,并且在技术革命的开始阶段仍在发生。
随着第二次世界大战的发展导致了其他工程学科的发展,比如核工程,电子工程,航空工程,甚至是电脑工程。
太空时代导致了航空工程的发展。
最近对环境的关注使得环境工程和生态工程也得到了发展。
这些更新的工程学科经常被认为是专长学科包含“五大”学科,即土木,化学,电工,工业,和机械工程里的一种或多种。
和美国的情况不同,工业工程在中国属于第一层级管理科学和工程学科下面的第二级别的学科。
IE学科的开端学科后来演变成工业工程学科是最初在机械工程系被作为特殊课程教的。
首个工业工程的分部在1908年的宾夕法尼亚州大学和雪城大学被建立。
(在宾夕法尼亚州的项目是短期存在的,但是它在1925年又重建了)一个在普渡大学的机械工程的IE选科在1911年被建立。
一个更完整的工业工程学院项目的历史可能在资料中被找到。
在机械工程部有一个IE选科的实践是主要的模式直到第二次世界大战的结束,并且分离出来的IE部在整个上个世纪里的文理学院和综合大学里被建立。
早在第二次世界大战的时候,在工业工程方面,只有很少的毕业生水平的研究。
一旦分开的学部建立之后,学士和博士级别的项目开始出现。
现代IE的教育—分支学科今天,与过去相比,工业工程对于不同的人来说意味着不同的东西。
实际上,一个发展一个突出的现代工业工程的方法是通过获得在它的分支学科和它怎么联系到其他领域的理解。
如果在分支学科和工业工程相关联的领域之间有清楚的限定的界限,对于解释的目的来说将会很方便。
在今天被作为工业工程的分支学科或相关的学科,最常被提起的领域是管理科学,数据学,操作研究,人因工程学,制造工程,系统工程,计算机信息科学。
在每一个这些学科里边都有人认为他们的领域是和工业工程有区别的。
现代工业工程的教育涉及到所有所提到的学科内容的结合。
在任一特别的情况,结合依靠工业工程学科部和个人获得工作经验的的公司。
在这点上,工业工程提供的课程的多样性可能也可能不明显。
然而,在单一学科上的深度是电工,机械,或者土木工程学位项目,理解的宽度穿过相关的主题领域的宽广的范围,在大学的工程的里面和外面,和工业工程学科的深度一样,是工业工程学位项目的最初的力量。
下面的介绍关于每一个这些分支的和相关的学科意在提供相关的历史和一个现有的每一个学科自然的受限制的比较性的理解。
管理科学在所有上面的提到的学科里面,管理科学,简称管理,是在人类历史上最早出现的一种。
如果管理是艺术和指导人的能力的科学,那么当一个人试图去让另一个人工作它一定就开始了。
对于怎么做那样最好有相当少的的观点和全体一致。
识别计划,组织,指挥,协调,控制人的能力能追溯到至少早期埃及时代。
这些功能的运行是必须的如果一个人将建立一个金字塔在一个合理数量的时间内。
大部分现代化的管理类教材有着一个导言或者段落关于先20世纪管理思维,正带有一个关于泰勒的科学观点的讨论而发展。
许多作者提到泰勒是科学管理之父,然而其他人叫他工业工程之父。
管理的分支普遍的被提起只有少许问题由于生产管理和工业工程有很多相同的地方。
在大部分的商业大学里,生产管理是一个或者两个课程的连续在应届生水平,试图去使管理学学生熟悉分析的观念和具体的技术和生产活动的管理。
一方面,工业工程是一个关于分析,设计和生产系统控制的工程学位课程。
一个生产的系统是生产产品或提供服务的系统。
生产管理课程经常和教管理学学生怎么在一个生产环境下去管理有关,并用更少的注意力在分析和生产系统的设计上。
另一方面,为了操作这些系统,工业工程学生被教怎么更有效地分析和设计生产系统和控制程序。
除了一个或者两个可能的有着基本的理解关于指挥和这些系统相关的人力的管理观念的课程,它通常被认为工业工程师将不会操作他们设计的系统。
一个比赛车手的训练和管理教育是相似的;车的设计和工业工程教育是相似的。
赛车手想第一个提前知道怎么去开车并且很少关注它是怎么运作的具体的理解。
工业工程师设计赛车时关心坐在车里的赛车手如何驾驶,而不关心比赛时赛车如何运动。
然而,工程师所做的意在观察车子的表现和用合适的调整协调。
在最初的设计之后,工程师的关注点是通过设计改善或者持续的程序发展而产生最好的表现。
在工业工程项目中,涉及到管理的课程包括:管理科学,生产管理,物流管理,管理信息系统,人力资源管理,项目管理,质量管理。
操作研究操作研究已经被操作研究联合会定义成如下:运筹学是用来处理产业、商业、政府和国防领域由人、机器、物料和资金组成的复杂的大系统的管理和指导的现代科学。
运筹学所采用的独特方法是建立科学的系统模型,再加上机会与风险等的因素评价,对所选择的决策、战略和控制的结果进行预测和比较。
运筹学的目的是帮助管理层决定其政策并科学地采取行动。
这个定义说明操作研究仅应用于有系统需要经营管理的地方。
一个科学的模型可能是这个定义的关键词组。
这暗示着除非一个科学模型(通常是代数)是发达的,它就不能叫做操作研究。
下一个词组说明目的是去预测和比较可改变的决定、策略、或者控制的结果。
这暗示着任何的预测或者评价决定和政策的结果的科学模型是操作研究。
最后,操作研究的全部目的是去科学地帮助管理确定它的政策和行动。
我们要去帮助管理是重要的。
不是说操作研究是做决定的工具,它只是决定制定者的一个帮助手段。
让我们回顾第一单元的IE的定义。
很明显,IE和操作研究和很多共同点。
操作研究和IE的确有许多相同的目的并且在许多相同的问题上作业。
最初的不同点是操作研究在理论和代数方向有一个更高的水平,在基础IE科学提供这一个主要的位置。
操作研究有代数方向的内涵,但是IE没有限制在任一具体的途径上。
表1.2说明了这两个学科在具体的代数方向上的关系。
许多IE工程师在操作研究区域工作,像数学家,统计学家,物理学家,社会学家,还有其他的科学家一样。
注意到许多大学里的操作研究项目是由IE教员,或者是数学和统计学教员,又或者是操作研究教员教的是有重要意义的。
操作研究的自然是在数学方面涉及的。
关于新的数学技术的研究应该被称作操作研究而不是IE,虽然研究经常是被工业工程实行的。
让我们为了将技术分类而去探索操作研究的自然。
在每一个情况下,我们希望模型使用操作研究的方法去解决我们碰到问题关于评测参数的价值(因素例如原材料的价格或者生产一个部分的时间)。
这些参数可能不是一直持续的。
那是因为他们可能表现的如随机变量或者可能在一些预先的方式上改变。
一个方法是去忘记他们是随机的变量并且用那些不识别变量的数学模型。
这个方法就是所谓的确定性方法并且经常被使用。
实际上,所有我们见过的的模型到目前为止已经是确定性的了。
如果模型识别这个随机变量,方法就是所谓的可能性方法。
系统观念我们在讨论中重复着一个词“系统”。
什么是系统?一个系统可能被定义为一系列和一些形式的动作相关的组成部分,并且一起行动去达成一些目的和意图。
在这个定义中,组成部分只是集团组成一个系统的个体部分,或者元素。
联系是组成部分的因果依靠。
系统的目的或者意图是系统努力去达成的需要的状态或者结果。
系统可能被许多不同的方式分类。
我们讨论了一些说明系统的相同点和不同点的分类。
自然对阵人造系统——自然的系统是那些作为结果而存在的发生在自然世界的过程。
一条河是一个自然系统的例子。
人造系统是那些对人类活动拥有他们自己的起源的系统,一座桥建成去通过一条河是人造系统的一个例子。
静态系统对阵动态系统——一个静态系统是被建立了但是没有联系的活动。
一座桥穿过一条河是一个静态系统。
一个动态系统是一个系统随着时间而行为变动。
中国经济是动态系统的一个例子。
实物和抽象系统——一个实物系统是一个系统在实物上包括存在的组成部分。
一个工厂是实物系统的例子,因为它涉及机器,大楼,人等等。
抽象系统是那些象征物代表系统的组成部分的系统。
一个建筑师的工厂的图纸是一个抽象系统,有线条,阴影,和尺寸组成。
工业工程师在两个层别上设计系统。
第一个层别就是所谓的人类活动系统并且和那些人类活动发生的实际的工作车间相关。
第二个层别就是所谓的管理控制系统并且和计划,测量和控制所有的活动的程序有关,也包括组织活动。
控制论两个相当重要的著作在1948年被出版;一个是罗伯特威纳的控制论,或者是人机的控制和交互,并且另一个是克洛德香农的通讯的数学理论,威纳从意为舵手的希腊语中得到的控制论这个词,并且它的目的是围绕着生态和物理世界的系统的负调节的一般性。
最常使用的负调节的例子是恒温器。
当温度充分降到了低于某一需要的值时,恒温器开始加热部分的周期,并且热度也被增加直到到达的温度比需要的温度要高很多。
加热才停止去允许制冷以致不会过热。
负调节意味着一些行动被采取去反对或者否定一个不可接受的不同处。
图1.3是一个在管理系统的负调节的观念模型。
一个明显的条件与目标比较,并且如果存在足够的不同之处,管理行为被采取去减少不同之处。
行动应该导致在明显的条件下的变化,因此后面的与目标明显条件的比较将会导致控制行为停止。
猜想一个制造者希望在手上拥有100个单元的存货。
在回顾了他的存货状态之后,他指出他只有80个。
如果20个是一个足够的不同,他可能会执行订购更多的材料的管理行为为了努力去筹集他的库存水平使其更接近需要的水平。
订单,在一个购买延迟之后,应该使得一个明显的状态更接近目标,移除多余的管理行为的需要。
这个观念和管理控制的期望原则是一致的,它说明管理注意力应该被导向不正常的价值一定存在的情况。
去导致一个不需要的价值去变为一个正常的或者稳定状态的水平是一个管理工作。
这个观念的一般性和系统的其他特征使得威纳的著作很重要。
动态平衡是一个普遍的词被使用在和活组织里的调整过程有关的生物科学里。
相似的规则可以被识别在这样多样的系统里水利系统的水流和电流网络里的流动。
一个一般性的系统理论威纳的著作是一般被认为是现在一般被认为是普遍的系统理论的开端。
施拉格被报道在1956年关于一个国家范围的调查的回顾的基础。
一个有名的使用关于项目系统工程是在20世纪40年代早期在贝尔电话实验室。
考虑到贝尔系统面对的问题在那个时候在扩大它的系统,这个项目可能已经在那里被很好的接受,这是可以理解的。
RCA公司,这些年只是在这之前,已经被认为是一个系统工程观点的需要在一个电视广播系统的发展上。