容器用3003铝合金箔的研制
3003材料

3003材料3003铝合金是一种常用的铝合金材料,具有优良的性能和广泛的应用领域。
本文将介绍3003材料的特点、用途和加工工艺等相关内容,以便读者更加全面地了解这一材料。
3003铝合金是一种锰元素含量较高的铝合金,具有良好的耐腐蚀性和可焊性。
其主要特点包括,1.优良的成型加工性能,适用于各种成型加工;2.良好的耐腐蚀性能,特别适用于化工设备的制造;3.优异的焊接性能,可通过各种焊接方式进行连接;4.优秀的机械性能,具有较高的强度和延展性。
3003铝合金广泛应用于食品包装、建筑材料、化工设备、电子产品外壳等领域。
在食品包装领域,3003铝合金常用于制作饮料罐、食品罐等包装容器,其优良的耐腐蚀性和成型加工性能使其成为食品包装的理想材料。
在建筑材料领域,3003铝合金被广泛应用于制作铝合金门窗、铝合金屋面、铝合金幕墙等,其良好的机械性能和耐候性使其成为建筑材料的首选。
在化工设备领域,3003铝合金常用于制作化工容器、管道、换热器等设备,其优异的耐腐蚀性能保证了设备的长期稳定运行。
在电子产品外壳领域,3003铝合金常用于制作手机壳、笔记本电脑外壳等,其优良的成型加工性能和外观效果使其成为电子产品外壳的首选材料。
对于3003铝合金的加工工艺,需要注意以下几点,1.在冷加工时,要保证合金板材的温度充分升高,以提高其塑性,避免出现开裂等问题;2.在热加工时,要控制好合金板材的温度,避免过高温度导致晶粒长大,影响其性能;3.在焊接过程中,要选择合适的焊接材料和焊接工艺,保证焊接接头的质量和性能;4.在表面处理时,要根据具体应用要求选择合适的表面处理工艺,如阳极氧化、喷涂等,以提高合金板材的耐腐蚀性和装饰性。
综上所述,3003铝合金作为一种优良的铝合金材料,具有广泛的应用前景和重要的经济意义。
通过深入了解其特点、用途和加工工艺,可以更好地发挥其优异性能,满足不同领域的需求,推动相关产业的发展。
希望本文能够为读者提供有益的参考和帮助,谢谢阅读!。
3003合金均匀化工艺研究
织、成分都趋向于均匀。提高均匀化温度或延长 均匀化时间,均可以促进偏析相的溶解,提高均
620益/10h跃600益/10h跃620益/8h跃600益/8h跃620益/
4h跃500益/10h。
(下转第 40 页)
参考文献院 [1] 王晓燕, 宗铎, 黄文涛, 贺勇.GCr15 栓塞
裂纹分析[J].热加工工艺,2016,45渊16冤:260-262. [2] 刘爱龙. GCr15 钢制零件裂纹分析[J]. 金
属加工热处理,2016,23渊21冤:16-17. [3] 戈春刚袁邝永海袁王明元. GCr15 盘条裂
3 预防措施 渊1冤生产企业在轴承钢冶炼前必须加强对各 种原辅材料质量的控制袁杜绝使用锈蚀严重的废 钢袁需强化合金添加剂进厂检验袁质量差的辅料 禁止在轴承钢冶炼中使用曰 渊2冤冶炼过程中须密切关注连铸坯结晶器保 护渣袁防止发生保护渣掉入钢水中形成夹杂物曰 渊3冤采用优化合理脱氧工艺袁强化搅拌与脱 氧操作袁降低钢水中夹杂物的含量曰 渊4冤控制结晶器液面袁使用性能优良的保护 渣是防止钢中夹杂物的有效措施袁冶炼质量的好 坏影响轧材的质量袁轧钢过程同样须严格按工艺 要求执行袁才能使圆钢的表面质量和内在质量得 以改善曰 渊5冤 零件生产企业使用 GCr15 轴承钢圆钢 再加工过程中袁应严格控制淬回火工艺[6]院首先袁 要控制好加热温度和保温时间两个工艺参数曰其 次袁通过内部工艺试验袁制定合理的冷却速度曰最
34
福建冶金
2021 年第 4 期
3003 合金均匀化工艺研究
刘华春袁符殿宝袁李洋
渊中铝瑞闽股份有限公司袁福建福州 350015冤
3003铝合金生产工艺

3003铝合金生产工艺3003铝合金是一种常用的合金材料,具有较高的强度和良好的耐腐蚀性能,广泛应用于汽车制造、建筑和电子等领域。
下面将介绍3003铝合金的生产工艺。
首先,3003铝合金的生产工艺包括原料准备、熔炼、铸造、加工和表面处理等步骤。
在原料准备阶段,先选择高纯度的铝材作为主要原料,同时加入适量的其他合金元素,如铜、锰等,以提高合金的性能。
然后通过破碎、筛分和混合等操作,将原料加工成合适的颗粒度和配比,为后续的熔炼做好准备。
接下来是熔炼阶段,将准备好的原料放入熔炼炉中进行高温熔化。
通过调整熔炼炉的温度和搅拌速度等参数,确保原料充分混合并达到理想的熔化状态。
熔炼完成后,将炉中的熔液进行过滤和净化,以去除其中的杂质和气泡。
铸造阶段是将熔融的3003铝合金倒入铸模中,通过凝固和冷却过程,使熔融的金属逐渐固化成为所需要的形状。
根据实际应用需求,可以采用不同的铸造方式,如砂型铸造、压铸等。
在铸造过程中,需要控制好铸造温度和速度,以确保得到高质量的金属铸件。
完成铸造后,还需要进行加工工艺。
首先是去除铸造时产生的氧化皮和毛刺等杂质。
通常采用机械去毛刺、抛光或化学处理等方法。
然后根据需求,对铸件进行切割、冲孔、铣削和钻孔等机械加工,使其达到规定的尺寸和形状要求。
最后是表面处理阶段,通过将铝合金经过清洗、除垢和阳极氧化等处理,使其表面得到保护和装饰,同时增强其耐腐蚀性和耐磨性。
这可以采用化学处理、电镀或涂装等方法进行。
总结起来,3003铝合金的生产工艺包括原料准备、熔炼、铸造、加工和表面处理等多个环节。
每个环节的控制和优化都对最终产品的质量和性能起着重要作用。
随着科学技术的不断进步,铝合金生产工艺将进一步改进和完善,为满足不同行业的需求提供更高质量的产品。
3003容器箔生产工艺流程

兴和铝业公司3003容器箔生产工艺流程一、铸轧部分1、成分范围主要成分Si Fe Cu Mn Ti Al 0.05-0.10 0.4-0.5 0.05-0.08 1.0-1.15≤0.025 余量目标值0.09 0.5 0.06 1.0 0.02 ≥99.0 2、尺寸控制外形尺寸(mm) 厚度偏差宽度偏差同板差纵向差裂边凸面率楔形率7.0±0.30~+10≤0.03 ≤0.08. ≤5 0.2~0.8﹪≤0.2﹪3、晶粒度1)晶粒度一级,且上、下表面及整卷的晶粒度要均匀、一致。
2.)不允许有裂纹、孔洞、夹渣、分层等缺陷。
4、外观质量:1)表面不能有明显纵向、横向条纹、擦划伤、黑丝黑条、热带、缺边、气道等其他影响使用的缺陷。
5、其他要求:1)端面不允许有碰伤、咯伤现象。
2)错层、塔形不大于5mm、内三圈外一圈错层小于30mm。
二、冷轧部分铸轧坯料-冷轧(7.0 - 4.0 )-均匀退火-冷轧(4.0-2.0-切边-1.1-0.65-0.38-0.24切边)-箔轧三、箔轧部分1、轧制道次3003合金双面光用途成品厚度轧制道次容器箔0.031mm 0.24/0.15/0.08/0.05/0.031 0.035mm 0.24/0.16/0.09/0.055/0.035 0.039mm 0.24/0.16/0.09/0.06/0.039 0.040mm 0.24/0.17/0.095/0.07/0.040 0.041mm 0.24/0.17/0.095/0.07/0.041 0.045mm 0.24/0.17/0.095/0.07/0.042 0.050mm 0.24/0.15/0.08/0.050.054mm 0.24/0.16/0.085/0.0540.057mm 0.24/0.16/0.09/0.0570.070mm 0.24/0.17/0.095/0.070.078mm 0.24/0.15/0.0780.090mm 0.24/0.16/0.090.115mm 0.24/0.17/0.1150.135mm 0.24/0.1352、H18状态无需除油直接转包装;H24按成品退火工艺执行。
3003电解电容器阴极箔用铸轧铝合金研究综述

冶金冶炼M etallurgical smelting 3003电解电容器阴极箔用铸轧铝合金研究综述胡宗喜,崔军峰,陈雨楠(中铝山西新材料有限公司,山西 河津 043304)摘 要:3003合金因其出色的腐蚀性能和力学性能是常用的阴极箔材料。
本文着重讨论3003铝锰合金阴极箔现有的研究现状,分析其技术难点,对比不同专利、文献,对3003铸轧铝合金箔生产过程中的元素设计,铸轧及热处理工艺上提高性能的方法进行汇总比较,为国内生产更高质量,适应市场的3003阴极箔产品提出意见,开拓思路。
关键词:阴极箔;3003;铸轧;比电容中图分类号:TM535 文献标识码:A 文章编号:1002-5065(2021)08-0015-3Review on cast rolled aluminum alloy for 3003 cathode foil of electrolytic capacitorHU Zong-xi,CUI Jun-feng,CHEN Yu-nan(Chinalco Shanxi New Material Co., Ltd., Hejin 043304,China)Abstract: 3003 alloy is commonly used as cathode foil because of its excellent corrosion and mechanical properties. This paper mainly discusses the current research status of 3003 aluminum manganese alloy cathode foil and analyzes its technical difficulties. Through the comparison of the design of casting and rolling process of 3003 aluminum alloy and the comparison of the production process of different elements, the performance of 3003 aluminum alloy was summarized. In order to help the domestic production of 3003 cathode foil with higher quality and adapt to the market, this paper advances some proposals and provides some viewpoint for industry.Keywords: cathode foil; 3003; roll casting; specific capacitance1 概述电解电容器是我国电子元器件的重要产品之一,铝电解电容器具有比电容高、体积小、重量轻及低成本的优点[1]。
3003铝合金腐蚀机理的电子理论研究

示单 个 原子 处 于 自由态时 的 能量 。如 H <0,则
所 示计 算 公式 计算 其形 成热 H以及结 合 能E I 。 0 】 :
一
x
 ̄ y ( E , o , 一 一 y E : " o 1
( 1ቤተ መጻሕፍቲ ባይዱ)
( 2 )
取得 了很好地成效 。本 文采用基于第一性原理 的 赝势平面波方法和广义梯度近似条件对3 0 0 3 铝合
金 阴极 箔 中 主要 析 出相 的结 合 能 、费 米 能 级 和 局
腐 蚀 的发生 ,通常 由于合金 中析出相与基体
的 电极 电位 差 值 引 发 ,电极 电位 是 影 响材 料 耐 蚀 性 的关 键 因素 。标 准 电极 电位 映 了进 行 电极 反 应 时 ,相 对 于 标 准 氢 电极 的 得失 电 子 能力 ,电极 电
位越负 ,越容易失去 电子 ;电极 电位越正 ,越容 易得 电子 。对于铝 电解 电容器用阴极箔 ,其化学
铝合金箔因其基体中含有的A I M n 、A 1 ( F e ,M n ) s i 以及 M g : S i 在腐 蚀时 能够产 生海绵体 状 的腐蚀
坑 , 因此 增 加 比表 面 积 而被 广 泛 用 作 阴极 箔 材 料
口】
。
蚀 电位与铝基体的差异 ,构成微 腐蚀原位 电池 ,
在 化 学 腐 蚀 时 很 容 易 产 生 海 绵体 状 的腐 蚀 坑 ,从 而 增加 其有 效表 面积 ,提 高铝 箔 比 电容 、 。 国内外对 3 0 0 3 铝 合 金 阴 极 箔 腐 蚀 机 理 研 究 集 中在 腐 蚀 工 艺 和 后 处 理 等 对 比电 容 的 影 响 等 方 面 。邓福 祥 [ 3 等 人研 究 了 阴极 箔制 备过 程 中稳 定 化 处 理 形成 氧化 膜 的机 理 ; 肖占文[ 4 等研 究 了阴极 箔
3003是什么材料

3003是什么材料
3003是一种常见的铝合金材料,它具有良好的强度、耐腐蚀性和可加工性,被广泛应用于航空航天、汽车制造、电子产品等领域。
本文将对3003铝合金的特性、用途和加工工艺进行介绍,以便读者对这种材料有一个更全面的了解。
首先,3003铝合金是一种锰元素含量较高的铝合金,其强度较高,同时具有良好的耐腐蚀性。
这使得3003铝合金在航空航天领域得到广泛应用,例如制造飞机
外壳、发动机零部件等。
其良好的耐腐蚀性也使得3003铝合金成为一种常见的食
品包装材料,如易拉罐、食品罐等。
此外,3003铝合金还被广泛应用于汽车制造
领域,用于制造汽车车身、车门等部件,其良好的可加工性能使得3003铝合金成
为汽车制造业的重要材料之一。
其次,3003铝合金的加工工艺相对简单,可以采用常见的轧制、拉伸、深冲等工艺进行加工。
这使得3003铝合金在制造过程中具有较高的效率和灵活性,同时
也降低了制造成本。
在飞机制造领域,3003铝合金常常通过挤压、锻造等工艺制
造成各种型材和零部件,以满足复杂结构的需求。
在汽车制造领域,3003铝合金
常常通过深冲工艺制造成各种车身部件,如车门、引擎盖等。
因此,3003铝合金
的加工工艺适用性广泛,能够满足不同领域的需求。
总之,3003铝合金是一种具有良好强度、耐腐蚀性和可加工性的铝合金材料,广泛应用于航空航天、汽车制造、电子产品等领域。
其特性和加工工艺的优势使得3003铝合金成为各行业的首选材料之一。
希望本文能够帮助读者对3003铝合金有
一个更全面的了解,为其在实际应用中提供参考和指导。
3003铝合金阴极箔热处理工艺及腐蚀机理的研究的开题报告
3003铝合金阴极箔热处理工艺及腐蚀机理的研究的
开题报告
一、研究背景和意义
阴极箔作为电池正负极之一的重要组件,在锂离子电池、锌空气电池、锂空气电池等众多电化学系统中得到广泛应用。
其中,3003铝合金阴极箔因其良好的电化学性能和物理特性,被广泛应用于锌空气电池和铝空气电池中。
但是,3003铝合金阴极箔在使用过程中会受到各种因素的影响而发生腐蚀,导致电池性能下降甚至失效。
因此,研究3003铝合金阴极箔的腐蚀机理及其防护措施,对于提高电池的性能和寿命具有十分重要的意义。
二、研究内容和技术路线
本研究的主要内容包括:(1)3003铝合金阴极箔的热处理工艺探究;
(2)3003铝合金阴极箔的腐蚀机理研究;(3)3003铝合金阴极箔的腐蚀防护方案研究。
技术路线如下:
首先,通过对3003铝合金阴极箔进行热处理,优化其晶粒大小和组织结构,以提高其电化学性能和机械强度。
其次,通过对热处理后的3003铝合金阴极箔进行腐蚀实验,探究其腐蚀机理及其与组织结构和晶粒大小的关系。
最后,根据腐蚀机理的研究结果,提出适合3003铝合金阴极箔的腐蚀防护方案,以提高其耐腐蚀性能和电化学性能。
三、预期成果和意义
预期成果包括:(1)优化了3003铝合金阴极箔的热处理工艺,提高其电化学性能和机械强度;(2)探究了3003铝合金阴极箔的腐蚀机理及其与组织结构和晶粒大小的关系;(3)提出适合3003铝合金阴极箔的腐蚀防护方案,提高其耐腐蚀性能和电化学性能。
这些成果具有重要的应用意义,可以为锌空气电池和铝空气电池的生产和应用提供技术支持和理论基础。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
B 0 4~ 0 6 0 15~ 0 3 0 05 ~ 0 1 1 0 ~ 1 2 0 01 ~ 0 02
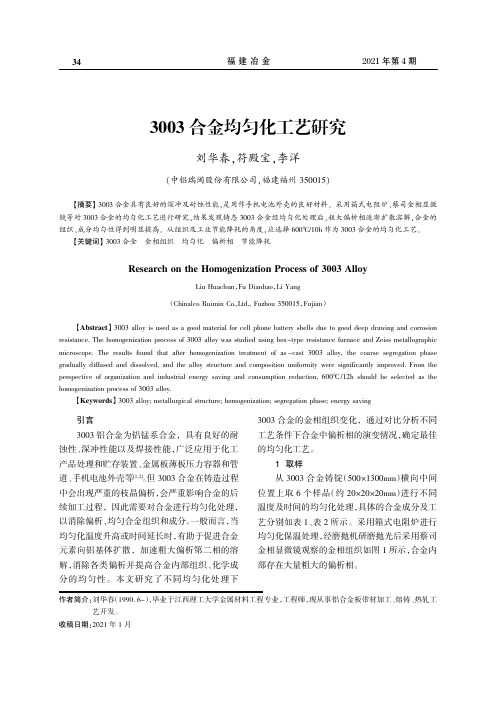
图 1 三腔铝合金箔快餐容器
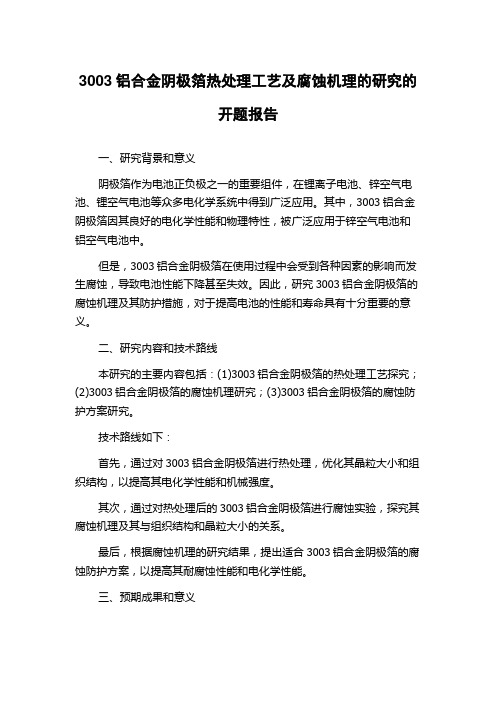
为了保证容器的强度和冲压成型, 铝合金箔必 须具有良好的强度和伸长率。由于三腔容器结构复 杂, 在制作过程中对铝合金箔的各向异性要求严格, 否则冲制时会发生破裂现象, 图 2 为冲制时的典型 破裂样品。因此, 提高铝合金箔各向的塑性是本试 验的关键内容。
[ 1] 王祝堂, 田荣璋 铝合金及其加工手册 (第 2版 ) [M ] 长沙: 中南大学出版社, 2002 [ 2] 潘复生, 张静 铝箔材料 [ M ] 北京: 化学工业出版社, 2005
Developm ent of 3003 alum inum alloy foil for containers
HAN Q ian yong
( Zh engzhou A lum inum Industry Co. , L td. , Z hengzhou 450051, Ch ina)
Ab stract: The process perform ances o f 3003 alum inum alloy H 24 fo ilw ere im proved to de
95% 以上。
4 结束语
通过上述试验, 我们认为: ( 1) 用 3003铝合金箔可冲制满足快餐业需求的 三腔容器; ( 2) 3003铝合金箔替代塑料、泡沫塑料制作快 餐容器符合国家的环保政策, 应大力推广; ( 3) 在使用铝合金箔快餐容器过程中, 应该注意 对用后的快餐容器及时回收。
参考文献:
velop a lum inum alloy fo il for fast food cavity container by adjusting the chem ical com pos ition of 3003 a lum inum a lloy and establishing su itab le annealing process system. A lum inum a lloy fo il for cav ity container w as produced by casting strip to replace p lastic, foam ed p lastic as a kind o f env ironm ent protection m aterial used for fast food conta iners.
( 3) 成品退火工艺: 为了提高箔材与轧向成 45& 方向的伸长率, 采用低温长时间成品退火工艺, 退火 的 5套试验方案见表 4。
表 4 箔材成品退火工艺方案
方案 a b c d e
退火温度 /∋ 315~ 335 330~ 350 280~ 300 290~ 310 280~ 300
保温时间 /h 14 ~ 16 8 ~ 10 18 ~ 20 18 ~ 20 24 ~ 26
3 试验结果
用表 5中 6组箔材试样分别进行三腔快餐容器 的冲制试验, 试验结果是:
(下转第 38页 )
38
2010, Vo.l 38,
应当注意的是, 挤压时如果采用两个垫片轮换生产, 还要同时注意两个垫片的公差配合。 2. 2 摩擦条件的优化
为了减少由于金属流动产生的摩擦力引起的大 针表面的拉应力和提高大针的使用寿命, 沿针的长 度上应设计成一定的锥度。如果是随 动针, 锥度以 管材壁厚的负公差为限。另外, 挤压针的工作表面 必须光滑 ( R a= 0 8 m ~ 1 6 m ) 并保持足够的硬 度, 否则易发生划伤、起皮等缺陷。但挤压针工作表 面的硬度也不宜过高, 以免应力集中时发生龟裂而 降低其使用寿命 [ 3] 。
试样
退火
成分
组
工艺
1A a
2A b
3A
c
4B c
5B d
6B e
抗拉强度 / ( N∃ mm- 2 )
纵向 横向 45&
143
134
126
145
140
126
144
143
124
151
149
148
153
148
132
147
143
130
伸长率 /% 纵向 横向 45&
10 11 16 16 21 23 21 22 26 18 18 24 17 23 24 18 22 22
29
2010, Vo.l 38, 6
容器用 3003铝合金箔的研制
韩千永
(郑州铝业股份有限公司, 河南 郑州 450051)
摘要: 为了开发出能冲制多腔快餐容器的铝合金箔材, 通过调整 3003铝合金的化学成分, 制定合适 的退火工艺制度, 改进了 3003铝合金 H 24状态箔的工艺性能。用铸轧坯料生产出了 能冲制三腔容器的铝合金箔材, 使 3003铝合金箔 成为替代塑料、泡沫塑料的环保型快餐容器材料。 关键词: 3003铝 合金; 容器箔; 成分; 退火工艺 中图分类号: TG146 21 文献标识码: B 文章编号: 1007- 7235( 2010) 06- 0029- 02
收稿日期: 2010- 02- 21 作者简介: 韩千永 ( 1963- ) , 河南南阳人, 高级工程师 。
30
2010, Vo.l 38, 6
mm ∀ 180 mm; 高度 40 mm。 铝箔尺寸要求 (厚 ∀宽 ) 为 0 055 mm ∀ 340 mm。
表 2 1100、3003、8011铝合金 H 24状态 材料力学性能对比
参考文献:
[ 1] 邓小民. 铝合金无缝管生产原理与工艺 [ M ] . 北京: 冶金工业出版社, 2007. [ 2] 邓小民. 铝合金双动挤压机穿孔系统工具的优化设计探讨 [ J] . 轻合金加工技术, 2003, 31: 31- 36. [ 3] 刘静安, 黄凯, 编著. 铝合金挤压工模具技术 [ M ] . 北京: 冶金工业出版社, 2009.
1 铝容器与塑料、泡沫塑料容器性能对比
3003铝合金箔快餐容器使用过程中, 在对食品 卫生、安全以及环保、再生等方面, 具有塑料、泡沫塑 料容器无法比拟的优点 [ 1- 2] , 它们的使用性能对比 见表 1。
目前我国大量的铝箔快餐容器多制成单腔的。 为了符合中国人的饮食习惯, 本试验试图开发制作 多腔快餐容器用的铝合金箔, 图 1 为三腔快餐容器 实物照片。
( 上接第 30页 ) 第 1组箔材冲制容器成品率为 30% 以下, 底部
沿横向破裂; 第 2组箔材冲制容器成品率为 40% 以下, 底部
沿 45&方向破裂; 第 3组箔材冲制容器成品率为 70% ~ 80% , 冲
制过程中润滑油用量大; 第 4 组、5 组、6 组 箔 材冲 制容 器 成品 率各 为
K ey words: 3003 a lum inum alloy; fo il for containers; com pos ition; annea ling process
随着人民 生活水平 的提高和 环保意识 不断加 强, 塑料、泡沫塑料餐盒因其带来 白色污染 !而将逐 步退出市场。铝箔因其具有可回收、无毒、无污染等 优点, 用它制作快餐盒是一种发展趋势。
在综合考虑上述设计原则的基础 上, 根据工厂 生产实际, 结合以前的设计经验, 对随动针及挤压垫 片进行了改进设计, 见图 1~ 2。
6
图 2 空心挤压垫片改进设计前后的图解
图 1 随动针改进设计前后的图解
3 结束语
通过分析生产中随动针及挤压垫片存在的 问题和发生的原因, 对无润滑挤压无缝管材的随动 针及挤压垫片的结构进行了优化设计, 取得了明显 的效果, 挤压管材的内表面质量有大幅度的提高, 同 时, 管材的偏心缺陷明显减少。
表 1 不同材质制作的快餐容器使用性能对比
材质
铝
塑料、泡沫塑料
强度
良
良
保温性能
低
较高
价格
较高
低
对人体危害
无
较高
对环境污染
无
严重
回收价值
高
极低
2试 验
2 1 三腔容器对铝合金箔的要求 三腔容 器尺 寸为: 上 口外 尺 寸, 230 mm ∀ 180
mm; 上口内尺 寸, 210 mm ∀ 160 mm; 底部尺寸 230
为了使铝合金箔具有良好的各向塑性, 能冲制 出质量良好的三腔快餐容器, 我们对 3003铝合金成 分的控制制定了 2套试验方案, 见表 3。
( 4) 力学性能检测 按照 3003 铝合金成分控制方案和退火工艺方 案, 我们对试样经过交叉试验后, 进行了力学性能检 测, 结果见表 5。
表 5 不同的成分、退火工艺制得的 箔材的力学性能检测结果
合金
抗拉强度 / ( N∃ mm- 2 )
伸长率 /%
1100
110~ 160
%3
3003
140~ 170
%9
8011
120~ 170
%8
表 3 3003铝合金成分 (质量分数 /% )控制方案
方案
6 0 15~ 0 3 0 03 ~ 0 08 1 0 ~ 1 2 0 01 ~ 0 02
图 2 铝合金箔冲制时三腔快餐容器时典型破裂样品
2 2 试制过程 ( 1) 试制工艺流程: 熔炼 # 铸轧 ( 7 0 mm ) # 冷
轧 ( 0 6 mm ) # 中间退火 # 箔轧 ( 0 055 mm ) # 分切 # 成品退火。
( 2) 合金选择: 由于 3003铝合金有良好的加工 性能, 它比 1 ∀ ∀ ∀、8011铝 合金具有更高的强度和 伸长率, 因此, 我们选用 3003 铝合金来试制快餐容 器用的箔材。表 2 为 1100、3003、8011铝合 金 H 24 状态材料的力学性能对比。