IPQC测试检查报表
合集下载
IPQC巡检记录表
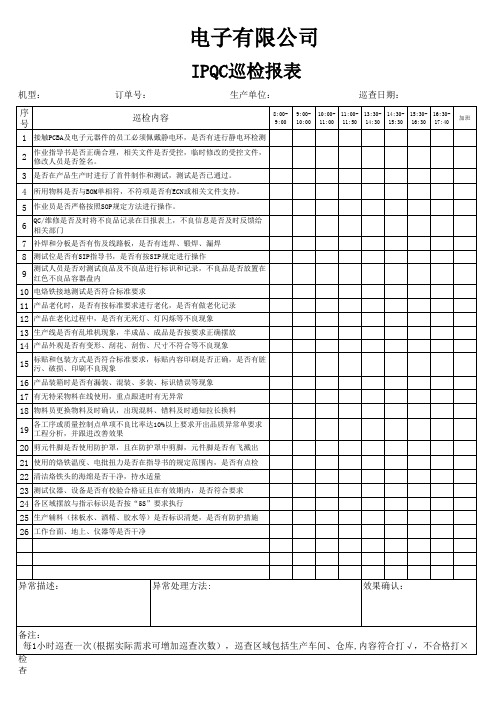
电子有限公司
IPQC巡检报表
机型:
订单号:
生产单位:
巡查日期:
序 号
巡检内容
00- 13:30- 14:30- 15:30- 16:3010:00 11:00 11:50 14:30 15:30 16:30 17:40
加班
1 接触PCBA及电子元器件的员工必须佩戴静电环,是否有进行静电环检测
异常描述:
异常处理方法:
效果确认:
备注: 每1小时巡查一次(根据实际需求可增加巡查次数),巡查区域包括生产车间、仓库,内容符合打√,不合格打×
检 查
7 补焊和分板是否有伤及线路板,是否有连焊、锻焊、漏焊
8 测试位是否有SIP指导书,是否有按SIP规定进行操作
9
测试人员是否对测试良品及不良品进行标识和记录,不良品是否放置在 红色不良品容器盘内
10 电烙铁接地测试是否符合标准要求
11 产品老化时,是否有按标准要求进行老化,是否有做老化记录
12 产品在老化过程中,是否有无死灯、灯闪烁等不良现象
13 生产线是否有乱堆机现象,半成品、成品是否按要求正确摆放
14 产品外观是否有变形、刮花、刮伤、尺寸不符合等不良现象
15
标贴和包装方式是否符合标准要求,标贴内容印刷是否正确,是否有脏 污、破损、印刷不良现象
16 产品装箱时是否有漏装、混装、多装、标识错误等现象 17 有无特采物料在线使用,重点跟进时有无异常
2
作业指导书是否正确合理,相关文件是否受控,临时修改的受控文件, 修改人员是否签名。
3 是否在产品生产时进行了首件制作和测试,测试是否已通过。
4 所用物料是否与BOM单相符,不符项是否有ECN或相关文件支持。
5 作业员是否严格按照SOP规定方法进行操作。
IPQC巡检报表
机型:
订单号:
生产单位:
巡查日期:
序 号
巡检内容
00- 13:30- 14:30- 15:30- 16:3010:00 11:00 11:50 14:30 15:30 16:30 17:40
加班
1 接触PCBA及电子元器件的员工必须佩戴静电环,是否有进行静电环检测
异常描述:
异常处理方法:
效果确认:
备注: 每1小时巡查一次(根据实际需求可增加巡查次数),巡查区域包括生产车间、仓库,内容符合打√,不合格打×
检 查
7 补焊和分板是否有伤及线路板,是否有连焊、锻焊、漏焊
8 测试位是否有SIP指导书,是否有按SIP规定进行操作
9
测试人员是否对测试良品及不良品进行标识和记录,不良品是否放置在 红色不良品容器盘内
10 电烙铁接地测试是否符合标准要求
11 产品老化时,是否有按标准要求进行老化,是否有做老化记录
12 产品在老化过程中,是否有无死灯、灯闪烁等不良现象
13 生产线是否有乱堆机现象,半成品、成品是否按要求正确摆放
14 产品外观是否有变形、刮花、刮伤、尺寸不符合等不良现象
15
标贴和包装方式是否符合标准要求,标贴内容印刷是否正确,是否有脏 污、破损、印刷不良现象
16 产品装箱时是否有漏装、混装、多装、标识错误等现象 17 有无特采物料在线使用,重点跟进时有无异常
2
作业指导书是否正确合理,相关文件是否受控,临时修改的受控文件, 修改人员是否签名。
3 是否在产品生产时进行了首件制作和测试,测试是否已通过。
4 所用物料是否与BOM单相符,不符项是否有ECN或相关文件支持。
5 作业员是否严格按照SOP规定方法进行操作。
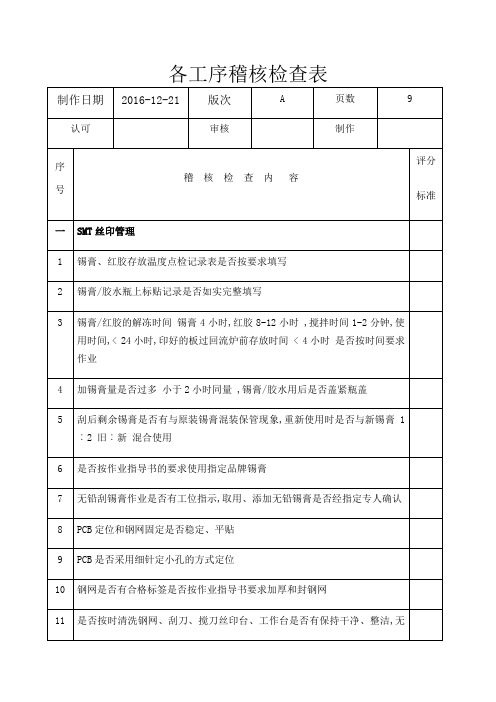
电子制造业IPQC各工序稽核检查表
13
软件拷贝记录是否填写完整
14
碟片是否读碟面朝上放置,是否有重叠的现象贵重的专用测试碟是否每班有专人进行使用状况的确认
15
如怀疑会烧机芯的板,不可拿到其它工装测试,是否单独交维修分析并记录
16
测试OK板在流水线上是否按统一方向和位置放置
17
为避免机芯烧坏,测试排线的使用、检查、修复、更换是否有剪伤锡点,剪完后是否有检查其脚长
10
烙铁海绵是否定时清洁并保持适量水分,烙铁头是否干净
11
后加元件是否标示位置、规格,是否通知IPQC进行首件检查
12
流水线上不同工位的放板方向和位置是否有规定区分,保持整齐和间隔均匀、适当
13
下班时传送带线上是否有留板现象
13
用大量的料是否预先装好料待用,换料动作是否按顺序“取出供料器 备用供料器装
料放入站位 拆出原供料器料盘”进行作业,以节省机器停机时间
14
15
三
手贴作业
1
手贴物料是否标示规格、型号、位置,IC是否标示丝印,备用料是否也有规格、型号标示
2
是否按极性方向排列,无堆料现象
3
手贴散料放置是否使用防静电盒或防静电盘
8
贴胶纸是否有垫防静电垫或防静电海棉,是否用非金属物切割胶纸是否有挂伤板卡的现象
9
插件员工是否双手交替作业
10
插件工位区域内是否有散落零件
11
流水线上PCB放置是否因空位造成作业员等板的现象流水线速度与作业速度是否一致
12
掉件的板卡是否贴上标记重新下线,零件规格是否经确认后插入PCB
13
套模是否面向下放置,使用前是否检查和清理杂物后才使用
6
元件是否有分类、区分、标示、补件的料盒内是否存在混料现象
软件拷贝记录是否填写完整
14
碟片是否读碟面朝上放置,是否有重叠的现象贵重的专用测试碟是否每班有专人进行使用状况的确认
15
如怀疑会烧机芯的板,不可拿到其它工装测试,是否单独交维修分析并记录
16
测试OK板在流水线上是否按统一方向和位置放置
17
为避免机芯烧坏,测试排线的使用、检查、修复、更换是否有剪伤锡点,剪完后是否有检查其脚长
10
烙铁海绵是否定时清洁并保持适量水分,烙铁头是否干净
11
后加元件是否标示位置、规格,是否通知IPQC进行首件检查
12
流水线上不同工位的放板方向和位置是否有规定区分,保持整齐和间隔均匀、适当
13
下班时传送带线上是否有留板现象
13
用大量的料是否预先装好料待用,换料动作是否按顺序“取出供料器 备用供料器装
料放入站位 拆出原供料器料盘”进行作业,以节省机器停机时间
14
15
三
手贴作业
1
手贴物料是否标示规格、型号、位置,IC是否标示丝印,备用料是否也有规格、型号标示
2
是否按极性方向排列,无堆料现象
3
手贴散料放置是否使用防静电盒或防静电盘
8
贴胶纸是否有垫防静电垫或防静电海棉,是否用非金属物切割胶纸是否有挂伤板卡的现象
9
插件员工是否双手交替作业
10
插件工位区域内是否有散落零件
11
流水线上PCB放置是否因空位造成作业员等板的现象流水线速度与作业速度是否一致
12
掉件的板卡是否贴上标记重新下线,零件规格是否经确认后插入PCB
13
套模是否面向下放置,使用前是否检查和清理杂物后才使用
6
元件是否有分类、区分、标示、补件的料盒内是否存在混料现象
IPQC巡检日报表-咪头车间
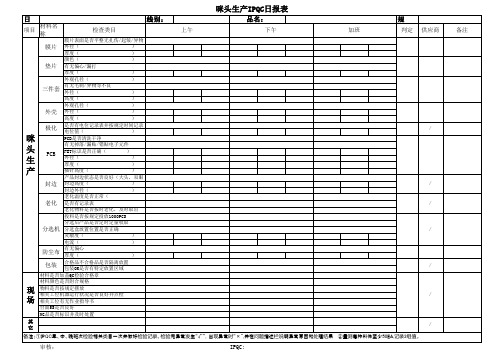
灵敏度(
)
电流(
)
防尘布
有无偏心 厚度(
)
包装
合格品不合格品是否隔离放置 包装OK是否有特定放置区域
材料是否加盖QC检验合格章
材料颜色是否附合规格
现 物料是否按规定摆放 场 相关工位机器运行状况是否良好并点检
相关工位有无作业指导书
台面5S是否良好
NG品是否标识并及时处置
其
它
上午
品名:
下午
规
加班
判定 供应商
/
/ / / / / /
备注:①IPQC早、中、晚班次检验相关类目一次并做好检验记录。检验无异常发生“√”,出现异常时“×",并在问题描述栏说明异常原因和处理结果 ②量测每种料件至少50EA,记录3组值。
审核:
IPQC:
备注
头 生
有无掉落/漏贴/错贴电子元件
PCB
FET标识是否正确( 外径(
) )
厚度(
)
产
插针高度(
)
产品封边状态是否良好(大头,双眼
封边 封边高度(
)
封边外径(
)
老化温度是否正常(
老化 是否有记录表
老化物料是否按时老化,及时取出
投料是否按规定投放1000PCS
分选后产品是否定时定量收取
分选机 分选盒放置位置是否正确
咪头生产IPQC日报表
日
线别:
项目
材料名 称
检查类目
膜片表面是否平整无扎伤/起皱/异物
膜片 外径(
)
厚度(
)
颜色(
)
垫片 有无偏心/漏打
厚度(
)
外观孔径(
)
三件套
IPQC巡检日报表

烙铁温度满足产品修理要求?
产品
检查结果
生产日期
改善措施 效果确认 责任人
检查时间: 检查组 每2小时抽检20PCS检 查后的产品及本时间 段总体品质状况 08:00-10:00 10:00-12:00 12:00-14:00 14:00-16:00 16:00-18:00 18:00-20:00 相关工位人员的铬铁温度是否合理,并测试合 格? RoHS产品是否都用了RoHS物料及专用工具?
IPQC巡检日报表(THT)
客户
检查站点 检查项目 物料加工是否符合标准?插件线是否整理干净? 物料分配和摆放是否合理? 检查时间: 插件 每2个小时抽检20PCS 插件完成的半成品及 本时间段的品质状况 08:00-10:00 10:00-12:00 12:00-14:00 14:00-16:00 16:00-18:00 18:00-20:00 波峰焊温度是否符合要求?剪脚是否符合要求? 剪脚区域的产品摆放是否符合要求? 检查时间: 波峰焊/ 每2小时抽检20PCS波 浸焊区 峰焊后的产品质量情 况及本时间段总体品 质状况 08:00-10:00 10:00-12:00 12:00-14:00 14:00-16:00 16:00-18:00 18:00-20:00 物料是否认识?焊接要求是否明确? 检查时间: 08:00-10:00 手焊组 每2小时抽检20PCS焊 接后的完成品及本时 间段的品质状况 10:00-12:00 12:00-14:00 14:00-16:00 16:00-18:00 18:00-20:00 检查人员对标准是否明确? 检查不良率是否满足规定要求?
其它及不 良问题描 述
注:检查标准依客户要求,IPC-A-610标准及我司品质要求
产品
检查结果
生产日期
改善措施 效果确认 责任人
检查时间: 检查组 每2小时抽检20PCS检 查后的产品及本时间 段总体品质状况 08:00-10:00 10:00-12:00 12:00-14:00 14:00-16:00 16:00-18:00 18:00-20:00 相关工位人员的铬铁温度是否合理,并测试合 格? RoHS产品是否都用了RoHS物料及专用工具?
IPQC巡检日报表(THT)
客户
检查站点 检查项目 物料加工是否符合标准?插件线是否整理干净? 物料分配和摆放是否合理? 检查时间: 插件 每2个小时抽检20PCS 插件完成的半成品及 本时间段的品质状况 08:00-10:00 10:00-12:00 12:00-14:00 14:00-16:00 16:00-18:00 18:00-20:00 波峰焊温度是否符合要求?剪脚是否符合要求? 剪脚区域的产品摆放是否符合要求? 检查时间: 波峰焊/ 每2小时抽检20PCS波 浸焊区 峰焊后的产品质量情 况及本时间段总体品 质状况 08:00-10:00 10:00-12:00 12:00-14:00 14:00-16:00 16:00-18:00 18:00-20:00 物料是否认识?焊接要求是否明确? 检查时间: 08:00-10:00 手焊组 每2小时抽检20PCS焊 接后的完成品及本时 间段的品质状况 10:00-12:00 12:00-14:00 14:00-16:00 16:00-18:00 18:00-20:00 检查人员对标准是否明确? 检查不良率是否满足规定要求?
其它及不 良问题描 述
注:检查标准依客户要求,IPC-A-610标准及我司品质要求
IPQC 巡检报表

8:00--- 10:01--- 13:30--- 15:31--- 18:30--- 20:31--- 22:31-----10:00 ---12:00 ---15:30 ---17:30 ---20:30 ---22:30 ---24:00
22
23
24
25 生产组长签名
备注:IPQC巡检第一次发现一项目不良时通知生产组长签名及时处理好。当发现二项或前一次不良项目未切底改善处理时回 报
10 螺丝螺帽是否锁紧
11 点胶位是否点胶且正确 作业方法是否按作业指导书作
12 业
13 电批烙铁是否点检
14 静电手环是否有点检 锡炉温度是否有点检且符合要
15 求
16 工OM
18 PCB包装方式是否合格
19 PCB摆放是否合格
20 PCB放置位是否有标示
21 PCB是否有标示清楚
IPQC组长处理,当发现三项已上不良或前二次不良项目未彻底改善处理时写《CAR》回报主管处理。
巡检合格打:“√” 不合格打:“×” 如产品不存在点检项目即留空白。
IPQC:
主管:
CW-IPQC-B02
xxxxxx科技有限公司
IPQC 巡检记录表
组别: 客户:
订单号:
型号:
数量:
日期:
序 号 检查项目
时间
1 元器件是否标识明确
2 元器件是否摆放整齐
3 线材规格是否符合要求
4 元器件型号规格是否正确 接触PCB的作业人员是否配戴
5 静电手环
6 PCB焊接是否良好
8 组件组装是否良好
9 锁付螺丝规格是否正确
IPQC巡检记录表
18:30 20来自3020:30 22:30
1.以上检查若为正常由“√”,非正常由用文字敘述. 2.有重大问题需在“备注”栏中注明,并开立《改善措施报告》
批准
审核
IPQC
SL-QP-MFG-01-07A
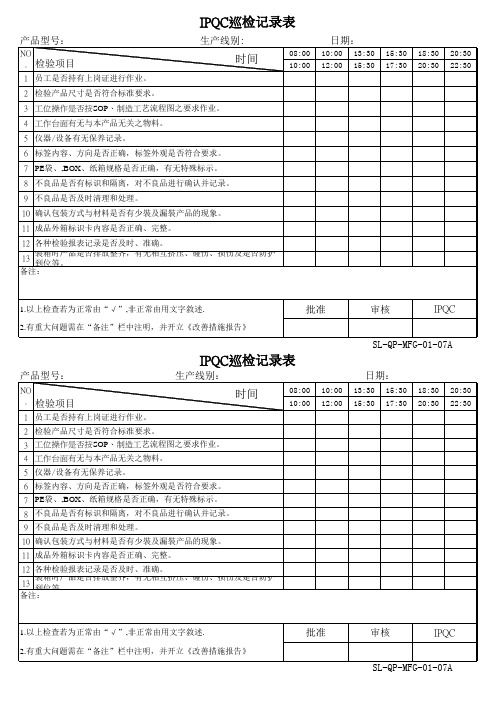
IPQC巡检记录表
产品型号:
生产线别:
NO
. 检验项目
时间
1 员工是否持有上岗证进行作业。
2 检验产品尺寸是否符合标准要求。
3 工位操作是否按SOP、制造工艺流程图之要求作业。
4 工作台面有无与本产品无关之物料。
08:00 10:00
5 仪器/设备有无保养记录。
6 标签内容、方向是否正确,标签外观是否符合要求。 7 PE袋、,BOX、纸箱规格是否正确,有无特殊标示。
2 检验产品尺寸是否符合标准要求。
3 工位操作是否按SOP、制造工艺流程图之要求作业。
4 工作台面有无与本产品无关之物料。
5 仪器/设备有无保养记录。
6 标签内容、方向是否正确,标签外观是否符合要求。
7 PE袋、,BOX、纸箱规格是否正确,有无特殊标示。
8 不良品是否有标识和隔离,对不良品进行确认并记录。
9 不良品是否及时清理和处理。
10 确认包装方式与材料是否有少裝及漏裝产品的现象。
11 成品外箱标识卡内容是否正确、完整。
12 各种检验报表记录是否及时、准确。
13
装箱时产品是否排放整齐,有无相互挤压、碰伤、损伤及是否防护 到位等。
备注:
10:00 12:00
SL-QP-MFG-01-07A
日期:
13:30 15:30 15:30 17:30
15:30 17:30
18:30 20:30
1.以上检查若为正常由“√”,非正常由用文字敘述. 2.有重大问题需在“备注”栏中注明,并开立《改善措施报告》
批准
审核
IPQC
SL-QP-MFG-01-07A
IPQC巡检记录表
产品型号:
生产线别:
NO
. 检验项目
时间
1 员工是否持有上岗证进行作业。
2 检验产品尺寸是否符合标准要求。
3 工位操作是否按SOP、制造工艺流程图之要求作业。
4 工作台面有无与本产品无关之物料。
08:00 10:00
5 仪器/设备有无保养记录。
6 标签内容、方向是否正确,标签外观是否符合要求。 7 PE袋、,BOX、纸箱规格是否正确,有无特殊标示。
2 检验产品尺寸是否符合标准要求。
3 工位操作是否按SOP、制造工艺流程图之要求作业。
4 工作台面有无与本产品无关之物料。
5 仪器/设备有无保养记录。
6 标签内容、方向是否正确,标签外观是否符合要求。
7 PE袋、,BOX、纸箱规格是否正确,有无特殊标示。
8 不良品是否有标识和隔离,对不良品进行确认并记录。
9 不良品是否及时清理和处理。
10 确认包装方式与材料是否有少裝及漏裝产品的现象。
11 成品外箱标识卡内容是否正确、完整。
12 各种检验报表记录是否及时、准确。
13
装箱时产品是否排放整齐,有无相互挤压、碰伤、损伤及是否防护 到位等。
备注:
10:00 12:00
SL-QP-MFG-01-07A
日期:
13:30 15:30 15:30 17:30
15:30 17:30
18:30 20:30
IPQC巡查报告(通用)

IPQC巡查报告(通用)
背景
巡查内容
本次IPQC巡查主要针对以下几个方面进行了检查:
- 外观:检查来料的表面是否平整、有无划痕、氧化、变色等情况;
- 尺寸:根据要求进行测量,确保符合要求;
- 重量:对不同分类的来料进行称重,检查是否符合标准;
- 硬度:通过硬度计等工具测试材料表面的硬度值。
巡查结果
经过本次IPQC巡查,共检查了100个样品,其中符合要求的样品占比为90%,不符合要求的样品占比为10%。
主要问题包括:
- 外观问题:8个样品存在划痕、氧化、变色等问题;
- 尺寸问题:5个样品不符合规定的尺寸范围;
- 重量问题:3个样品重量超标;
- 硬度问题:4个样品硬度值超出标准范围。
处理措施
针对巡查中发现的问题,我们将采取以下措施进行处理:
- 对外观问题的样品进行退货处理;
- 对尺寸问题的样品进行割缩等加工处理;
- 对超重的样品进行返工处理;
- 对硬度值超标的样品进行深加工处理。
同时,我们将督促供应商进一步提高来料的质量稳定性,确保后续的IPQC巡查得以顺利进行。
结论
本次IPQC巡查结果表明,虽然存在一定的质量问题,但整体来说,供应商的来料质量较为稳定,继续保持IPQC巡查的工作对于产品质量的稳定性具有重要作用。
以上是本次IPQC巡查的报告内容,供领导参考。
DIP IPQC巡检记录表
拉别:
项 巡检 目 工序
单号:
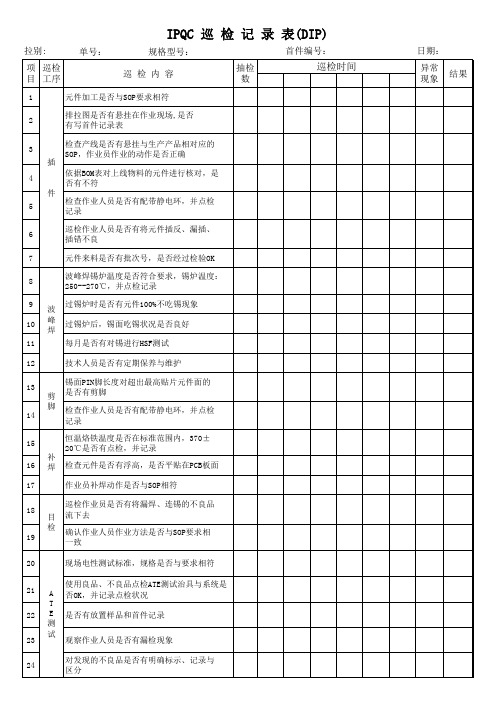
IPQC 巡 检 记 录 表(DIP)
规格型号:
首件编号:
巡检内容
抽检 数
巡检时间
1
元件加工是否与SOP要求相符
2
排拉图是否有悬挂在作业现场,是否 有写首件记录表
3
检查产线是否有悬挂与生产产品相对应的 SOP,作业员作业的动作是否正确
插
4
依据BOM表对上线物料的元件进行核对,是 否有不符
件
5
检查作业人员是否有配带静电环,并点检 记录
6
巡检作业人员是否有将元件插反、漏插、 插错不良
7
元件来料是否有批次号,是否经过检验OK
8
波峰焊锡炉温度是否符合要求,锡炉温度: 250--270℃,并点检记录
9 波 过锡炉时是否有元件100%不吃锡现象 10 峰 过锡炉后,锡面吃锡状况是否良好
焊
11
每月是否有对锡进行HSF测试
12
技术人员是否有定期保养与维护
13
锡面PIN脚长度对超出最高贴片元件面的 剪 是否有剪脚
14
脚 检查作业人员是否有配带静电环,并点检 记录
15
恒温烙铁温度是否在标准范围内,370± 20℃是否有点检,并记录
补
16 焊 检查元件是否有浮高,是否平贴在PCB板面
17
作业员补焊动作是否与SOP相符
18
巡检作业员是否有将漏焊、连锡的不良品 目 流下去
19
检 确认作业人员作业方法是否与SOP要求相 一致
20
现场电性测试标准,规格是否与要求相符
21
使用良品、不良品点检ATE测试治具与系统是 A 否OK,并记录点检状况
T
项 巡检 目 工序
单号:
IPQC 巡 检 记 录 表(DIP)
规格型号:
首件编号:
巡检内容
抽检 数
巡检时间
1
元件加工是否与SOP要求相符
2
排拉图是否有悬挂在作业现场,是否 有写首件记录表
3
检查产线是否有悬挂与生产产品相对应的 SOP,作业员作业的动作是否正确
插
4
依据BOM表对上线物料的元件进行核对,是 否有不符
件
5
检查作业人员是否有配带静电环,并点检 记录
6
巡检作业人员是否有将元件插反、漏插、 插错不良
7
元件来料是否有批次号,是否经过检验OK
8
波峰焊锡炉温度是否符合要求,锡炉温度: 250--270℃,并点检记录
9 波 过锡炉时是否有元件100%不吃锡现象 10 峰 过锡炉后,锡面吃锡状况是否良好
焊
11
每月是否有对锡进行HSF测试
12
技术人员是否有定期保养与维护
13
锡面PIN脚长度对超出最高贴片元件面的 剪 是否有剪脚
14
脚 检查作业人员是否有配带静电环,并点检 记录
15
恒温烙铁温度是否在标准范围内,370± 20℃是否有点检,并记录
补
16 焊 检查元件是否有浮高,是否平贴在PCB板面
17
作业员补焊动作是否与SOP相符
18
巡检作业员是否有将漏焊、连锡的不良品 目 流下去
19
检 确认作业人员作业方法是否与SOP要求相 一致
20
现场电性测试标准,规格是否与要求相符
21
使用良品、不良品点检ATE测试治具与系统是 A 否OK,并记录点检状况
T