海南韦氏硬度计和韦氏硬度计厂家
电动洛氏硬度计

里氏硬度HLD 350~522 500~710 500~730 500~750 500~750 500~738 540~738 500~750 630~800 500~710
强度σb(MPa) 374~780 737~1670 707~1829 704~1980 763~2007 721~1875 844~1933 755~1993 1180~2652 703~1676
17μm
8μm
0.90mm 0.54mm 41μm 17μm
硬度 压痕 800HV时 直径 压痕深度 /深度
0.35mm 10μm
0.35mm 10μm
0.35mm 10μm
-
0.35mm
-
10μm
冲击装置 适用范围
DC型测量 孔或园柱筒
内; DL型测量 细长窄槽或
孔; D型用于常规
测量
D+15型 接触面 细小,加 长,适宜 测量沟槽 或凹入的 表面
● 具有示值软件校准功能。 ● 合理支架结构设计,方便现场操作和打印。 ● 可配备功能强大的微机软件,具有传输测量结果、测值存储管理、
测值统计分析、打印测值报告等丰富功能,满足质量保证活动和 管理的更高要求。 ● 设计依据标准:《里氏硬度计技术条件》 JB/T 9378-2001。
1.2 主要用途及适用范围 1.2.1主要用途
1、布氏硬度计:主要是用于测未经淬火的钢材、铸铁、有色金属 及质软的轴承合金材料,用HBW表示。
2 、维氏硬度计:主要是用于测黑色金属、有色金属、硬质合金 (如铝合金)及表面渗碳、渗氮层的硬度,用HV表示。
3、洛氏硬度计:用于各种钢材(含合金钢、不锈钢)硬度的测 试。这是最重要的、最常用的一类硬度计。有以下洛氏硬度计、电动 洛氏硬度计、数显洛氏硬度计、数显表面洛氏硬度、数显洛氏、表面 洛氏硬度计。
显微硬度计十大品牌及厂家
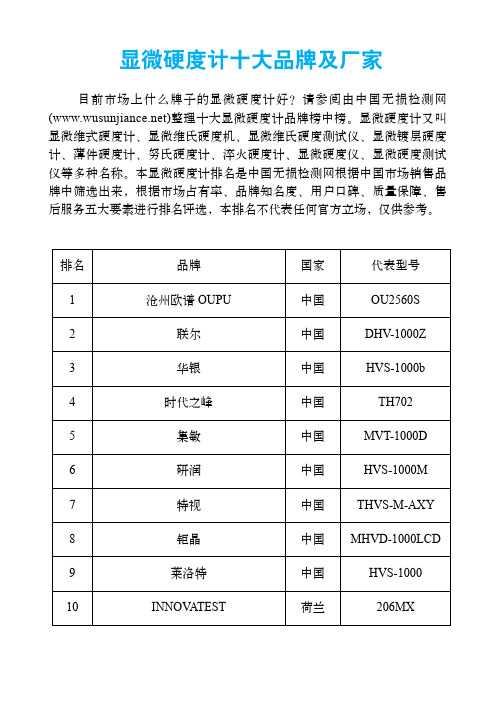
显微硬度计十大品牌及厂家目前市场上什么牌子的显微硬度计好?请参阅由中国无损检测网
()整理十大显微硬度计品牌榜中榜。
显微硬度计又叫显微维式硬度计、显微维氏硬度机、显微维氏硬度测试仪、显微镀层硬度计、薄件硬度计、努氏硬度计、淬火硬度计、显微硬度仪、显微硬度测试仪等多种名称。
本显微硬度计排名是中国无损检测网根据中国市场销售品牌中筛选出来,根据市场占有率、品牌知名度、用户口碑、质量保障、售后服务五大要素进行排名评选,本排名不代表任何官方立场,仅供参考。
排名品牌国家代表型号
1沧州欧谱 OUPU中国OU2560S
2联尔中国DHV-1000Z
3华银中国HVS-1000b
4时代之峰中国TH702
5集敏中国MVT-1000D
6研润中国HVS-1000M
7特视中国THVS-M-AXY
8钜晶中国MHVD-1000LCD
9莱洛特中国HVS-1000
10INNOV ATEST荷兰206MX。
沈阳天星W-20韦氏硬度计
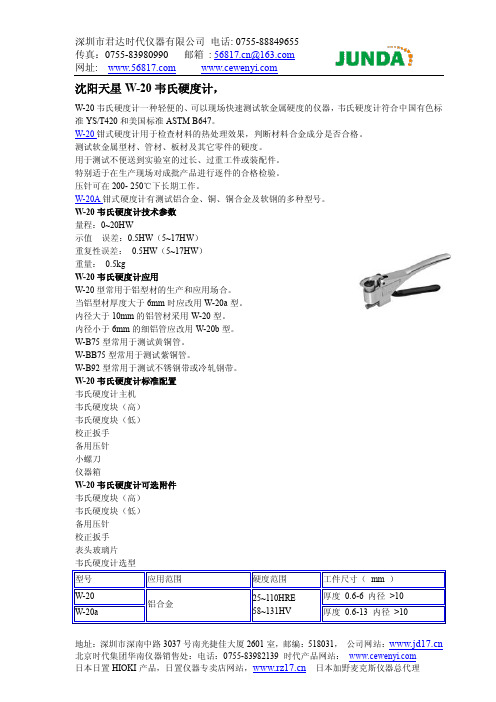
型号 W-20 W-20a
ห้องสมุดไป่ตู้
应用范围 铝合金
硬度范围
25~110HRE 58~131HV
工件尺寸( mm ) 厚度 0.6-6 内径 >10 厚度 0.6-13 内径 >10
地址:深圳市深南中路 3037 号南光捷佳大厦 2601 室,邮编:518031, 公司网站:
北京时代集团华南仪器销售处:电话:0755-83982139 时代产品网站:
深圳市君达时代仪器有限公司 电话: 0755-88849655
传真:0755-83980990 邮箱 : @
网址:
沈阳天星 W-20 韦氏硬度计,
W-20 韦氏硬度计一种轻便的、可以现场快速测试软金属硬度的仪器,韦氏硬度计符合中国有色标 准 YS/T420 和美国标准 ASTM B647。 W-20 钳式硬度计用于检查材料的热处理效果,判断材料合金成分是否合格。 测试软金属型材、管材、板材及其它零件的硬度。 用于测试不便送到实验室的过长、过重工件或装配件。 特别适于在生产现场对成批产品进行逐件的合格检验。 压针可在 200- 250℃下长期工作。 W-20A 钳式硬度计有测试铝合金、铜、铜合金及软钢的多种型号。 W-20 韦氏硬度计技术参数 量程:0~20HW 示值 误差:0.5HW(5~17HW) 重复性误差: 0.5HW(5~17HW) 重量: 0.5kg W-20 韦氏硬度计应用 W-20 型常用于铝型材的生产和应用场合。 当铝型材厚度大于 6mm 时应改用 W-20a 型。 内径大于 10mm 的铝管材采用 W-20 型。 内径小于 6mm 的细铝管应改用 W-20b 型。 W-B75 型常用于测试黄铜管。 W-BB75 型常用于测试紫铜管。 W-B92 型常用于测试不锈钢带或冷轧钢带。 W-20 韦氏硬度计标准配置 韦氏硬度计主机 韦氏硬度块(高) 韦氏硬度块(低) 校正扳手 备用压针 小螺刀 仪器箱 W-20 韦氏硬度计可选附件 韦氏硬度块(高) 韦氏硬度块(低) 备用压针 校正扳手 表头玻璃片 韦氏硬度计选型
硬度计方案

数显洛氏硬度计性能介绍数显洛氏硬度计采用单片机控制技术,数码管显示,内置打印机,试验力的施加、卸除、硬度值直接显示自动化运行。
液晶数显洛氏硬度计外观新颖,界面菜单化,采用光栅测量位移,单片机控制。
独特价值 中英文菜单14种硬度标尺,硬度值换算 数据打印100组 数据统计功能 记录测试次数 硬度值重复性 硬度平均值 硬度最小值 硬度最大值 测试编号 打印日期 技术规格液晶数显洛氏表面洛氏硬度计性能介绍TSR-150D电动加载、卸载,示值精度高。
TSRP-150D独特价值中英文界面菜单化光栅测量传感器单片机控制技术直接显示硬度值,硬度值自动相互转换15种硬度标尺,实现全洛氏功能鉴别试件最小厚度,测定试验环境温度内置打印机。
强大的数据统计功能,硬度示值的平均值AV、最大值HMAX、最小值HMIN、重复性R适用于硬质合金、碳化物、表面淬火钢、硬化薄板、淬火钢、调质钢、冷硬铸铁、铸铁、铝、铜、镁等合金钢技术规格韦氏硬度计﹡一种轻便的、可以现场快速测试软金属硬度的仪器,符合中国有色标准 YS/T420和美国标准ASTM B647。
﹡用于检查材料的热处理效果,判断材料合金成分是否合格。
﹡测试软金属型材、管材、板材及其它零件的硬度。
﹡用于测试不便送到实验室的过长、过重工件或装配件。
﹡特别适于在生产现场对成批产品进行逐件的合格检验。
﹡压针可在200- 250℃下长期工作。
﹡有测试铝合金、铜、铜合金及软钢的多种型号。
量程: 0~20HW示值误差: 0.5HW(5~17HW)重复性误差: 0.5HW(5~17HW)重量: 0.5kg标准配置可选附件里氏硬度计详细介绍里氏硬度计●可实现七种硬度制(HL、HRC、HRB、HRA、HB、HV、HS)之间的相互转换●开机电压显示和欠压提示,有欠压自动关机功能●具有示值软校准功能●段码液晶显示●铝合金外壳,小巧精致●可存储99个测量平均值,有自动存储开/关●可充电锂电池,可用USB口进行充电示值误差和示值重复性(表二)主机(含冲击装置)、标准里氏硬度块、尼龙刷邵氏硬度计欧普邵氏硬度计分为机械式,数显式两种欧普邵氏硬度计欧普邵氏硬度计支架A型适用于一般橡胶、合成橡胶、软橡胶,多元脂、皮革、蜡等C型适用于橡塑并用、塑料中含有发泡剂制成的微孔材料D型适用于一般硬橡胶、树脂、压克力、玻璃、热塑性橡胶、印刷板、纤维等。
韦氏硬度计

韦氏硬度计使用说明书
时代欧普
八、维护与保养
本仪器属于精密仪器,其使用寿命主要决定于使用方法是否正确及维 护保养是否及时妥善。使用中应注意以下诸点:
1. 防污损 仪器在使用中应经常用软布擦拭,除去附着在仪器表面上,特别是砧
座和套筒支承面上的灰尘和污物,特别要防止从表盘缝隙或压针周围进入 污物,从上述部位大量进入污物后会影响测量精度或造成故障。
合。 如检查结果与上述三点其一不符,请参照本说明书仪器校
正方法进行校正或来电垂询。 客服电话:0317-8801380
特别提示: 仪器砧座与压针具有相同硬度,空打次数过多会加速压针
磨损或造成砧座损坏。
时代欧普检测仪器有限公司
TIMES OUPU INSTRUMENT CO.,LTD 地址:河北省沧州市交通大街11号 电话:0317-3038768 8801380 传真:0317-3168768 邮编:061000 E-mail:oupu@
在不使用试样的条件下,轻轻压下手柄,直到压针套筒落到砧座上。 压紧手柄,施加足够的压力,用小螺丝刀调整位于表头顶部的满刻度调节 螺钉,如图 3 所示,直到指针指到满刻度20 为止(精确到±0.5HW),然 后放开手柄。
-3-
时代欧普
韦氏硬度计使用说明书
满刻度调 节螺钉
剂除掉涂层之后再进行硬度测量。
7. 操作 操作不当会影响测量精度。 7.1. 使用中应注意经常检查仪器的准确性,核对仪器满度点
(20HW)和校准点(5 或17HW)是否失准。发现不准应及时校正。 7.2. 测量时试样表面应与压针垂直,试样底部应与砧座线接触,否则
将会产生误差。 7.3. 测试时应一次施加足够握力,缓慢加力将造成测量值偏低。 7.4. 在测试过程中,应避免试样扭动,否则将造成误差并损坏压针。
LX-AO邵氏硬度计

基本概述LX-AO邵氏硬度计又叫lx-ao邵氏硬度计价格、lx-ao邵氏硬度计厂家、邵氏AO型硬度计、邵氏橡胶AO硬度计、邵氏橡胶硬度计、AO型邵氏硬度计、AO型邵氏硬度仪、邵尔AO硬度计、AO型邵氏硬度计、LXO邵氏硬度计、邵氏橡胶硬度计是测定硫化橡胶和塑料制品硬度的仪器。
该仪器有A型、D型、C型三种形式。
A型和D型分别适用于低中硬度和高硬度材料硬度的测试。
C型适用于压缩率为50%、应力0.049MPa以上时,采用橡塑并用、塑料中含有发泡剂制成的鞋用微孔材料硬度的测试。
一、概述LX-AO型低硬度橡胶硬度计(邵氏AO型硬度计)是测定低硬度橡胶和海绵硬度的仪器。
适用于硬度值低于20HA邵氏A型硬度的橡胶的测定。
它参照执行GB/T531.1-2008/ISO7619-1:2004硫化橡胶或热塑性橡胶压入硬度试验方法的第1部分:邵氏硬度计法(邵尔硬度)标准中有关规定。
本硬度计可装置在配套生产的定负荷测定架上,能在实验室内对低硬度试片测定其硬度。
还可手持硬度计表头,对承装在设备上的低硬度材料测定其硬度。
二、主要参数刻度盘值:0-100Hao压针行程:0-2.5mm压针端部压力: 0.55N-8.05N(56gf~821gf)三、使用方法手持硬度计使压足平压于试样(或试件)上,直至硬度计压足与试样平稳地完全接触,硫化橡胶保持时间为3s(热塑性橡胶则为15s)时即读数,这时指针所指刻度即为被测试样(试件)的硬度值。
为了提高测量准确度,应将硬度计装置在配套生产的定负荷测定架上,把试样也置于测试台上,使压针头离试样边缘至少15mm,硬度计在规定的重锤作用下,平稳无冲击地压在试样上,最大速度为3.2mm/s,当压足与试样完全接触3s(15s)时读数,即为试样材料的硬度值。
测定均应在不同的位置选测五点,每点相距至少6mm,测定结果取中值。
四、使用须知1.当硬度计压针处于自由状态时,指针应指“0”,压针端面与压足平面紧密接触于玻璃板上,指针应指“100”。
巴柯尔硬度计

巴氏硬度计简介:巴柯尔硬度计又称为巴克尔硬度计、巴式硬度计,934-1硬度计,934-1巴氏硬度计,巴柯尔硬度计价格,巴柯尔硬度计厂家,巴柯尔玻璃钢硬度计,铝合金硬度计,巴氏硬度测量仪是一种压痕硬度计,它以特定压头在标准弹簧力的作用下压入试样,以压痕的深度确定试样的硬度。
巴氏硬度计有100个刻度,每个刻度代表压入0.0076mm的深度。
可测量的材料:铝、铝合金、软金属、塑料、光纤、消防梯、复合材料、橡胶或皮革。
玻璃钢等。
用途巴氏硬度计主要用于测试铝及铝合金。
测试铝型材、板材、管材、棒材及铝合金铸件、锻件、机械加工零件,测试超厚铝合金材料及组装后的铝合金制品(例如铝合金门窗、幕墙、消防梯等)。
相关标准:ASTM B648《巴柯尔硬度计测量铝合金硬度的试验方法》。
巴氏硬度计的另一主要应用是用于测试玻璃钢(玻璃纤维增强塑料)和硬塑料。
大部分玻璃钢制品的产品标准中都要求测试巴氏硬度。
相关标准:GB/T3854—2005《增强塑料巴柯尔硬度试验方法》、ASTM D2583—07《巴氏硬度计测量硬塑料压痕硬度的试验方法》。
巴氏硬度计的改进型935—1、936—1可用于测试很软的金属、软塑料、皮革、橡胶、木材等。
目录一、概述 (1)二、原理与结构 (2)三、技术参数 (3)四、使用方法 (3)五、仪器校正 (4)六、压针 (5)七、硬度块 (7)八、测量次数 (7)九、型号选择 (8)十、配置 (8)十一、硬度换算表 (9)一、概述巴氏硬度计(巴柯尔硬度计)是一种压痕式硬度计,最早产自美国。
巴氏硬度计有三种型号,其中OU2800-1型巴氏硬度计是代表型产品,应用量最大,一般提到巴氏硬度计主要是指OU2800-1型。
巴氏硬度计主要应用于以下两个领域:其一是铝加工行业,用于测试纯铝、较软的铝合金、较厚的铝合金、铝板带、铝型材、铝棒、铝铸件、铝锻件及组装好的铝合金制品(铝合金门窗、幕墙等)。
相关标准是美国标准ASTM B68-00《使用巴氏硬度计测量铝合金硬度的试验方法》。
手持韦氏硬度仪工作原理
手持韦氏硬度仪工作原理
手持韦氏硬度仪是一种常用的硬度测试仪器,它通过测量材料在特定载荷下的压痕尺寸,来评估材料的硬度。
本文将介绍手持韦氏硬度仪的工作原理,在解释相关原理之前,我们先简要介绍一下韦氏硬度测试的基本原理。
韦氏硬度测试是利用压痕的深度来表示材料的硬度,即通过测量压头对材料施加压载时,压头对材料表面的压入深度来反映材料的硬度。
手持韦氏硬度仪是一种便携式设备,通常用于现场测量和质量控制。
手持韦氏硬度仪工作原理可以分为几个关键步骤:载荷施加、压头压入、压痕测量和硬度计算。
下面我们将详细解释这些步骤。
首先是载荷施加。
手持韦氏硬度仪通过弹簧等装置施加一个预定的载荷到压头上。
这个载荷通常是预先设定的,以确保测试的准确性和可重复性。
接下来是压头压入。
在载荷施加后,压头开始对材料表面施加压力,这会产生一个微小的压痕。
重要的是要注意,施加压力的过程需要在非常短的时间内完成,以避免材料的塑性变形对硬度测试结果的影响。
然后是压痕测量。
一旦压头施加完压力并移开,通常会采用显微镜或者数字影像技术来精确测量压痕的尺寸。
这些尺寸通常是压痕的长径和短径。
最后是硬度计算。
根据压痕的尺寸和载荷大小,通过相关的数学公式计算出材料的韦氏硬度值。
通常使用的公式是根据国际标准规定的,以确保测试结果的可比性。
手持韦氏硬度仪的工作原理是通过施加标准载荷、压头对材料表面施加压力、测量压痕尺寸和进行硬度计算来评估材料的硬度。
这种仪器因其便携性和高效性,在工业生产和质量控制领域得到了广泛的应用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基本概述海南韦氏硬度计又叫海南便携式韦式硬度计、海南钳式硬度计、海南W-20韦氏硬度计、海南铜合金韦氏硬度计、海南不锈钢韦氏硬度计、海南韦氏硬度计价格、海南韦氏硬度计厂家、海南铝型材硬度计、海南铝板硬度计、海南铝管硬度计、海南铝材硬度计、海南手持式硬度计、海南钳式铝合金硬度计、韦氏硬度计是小型便携式仪器,它体积小、重量轻、可单手操作,可快速、方便、无损地测试材料硬度,它不必取样,对操作技能要求不高,非常适于在生产现场对材料进行快速硬度检测。
现在市场上韦氏硬度计主要以W-20系列铝合金韦氏硬度计为主,还有用于检测铜合金的韦氏硬度计。
感谢您购买沧州欧谱公司生产的韦氏硬度计,在使用前请注意检查以下几点:1、操作前,表盘上的指针是否靠在左侧表壳上。
2、硬度计空打至指针不动时,指针是否停在刻度为20的位置上。
3、根据韦氏硬度标准硬度块检查是否与仪器测出的值相吻合。
如检查结果与上述三点其一不符,请参照本说明书仪器校正方法进行校正或来电垂询。
特别提示:仪器砧座与压针具有相同硬度,空打次数过多会加速压针磨损或造成砧座损坏。
目录一、产品简介 (1)二、仪器结构 (2)三、技术参数 (2)四、工作原理 (3)五、操作方法 (3)六、仪器校正 (3)七、影响测量精度的因素 (6)八、维护与保养 (7)九、硬度换算表 (8)一、产品简介铝合金韦氏硬度计有W-20、W-20a、W-20b 三种型号。
W-20型是通用型,用于测量厚度在0.8~6.0mm 的材料;W-20a 型是超厚材料专用型,用于测量厚度在6.0~13mm 的材料;W-20b 型是细管材专用型,用于测量内径为6.0(或5.0)mm 以上的管材。
三种型号的仪器都可用于测量管材、板材和型材。
对于其他无法用韦氏硬度计测量的材料(如棒材、线材、铸件、锻件及更厚的、弯曲的铝合金材料以及装配件),可选用巴氏硬度计进行快速、无损硬度检测。
对于厚度小于0.8mm 的材料,使用韦氏硬度计时可能会产生“测砧效应”。
这时在被测材料的背面会出现一个小的痕迹,这种“测砧效应”会引起测量误差,痕迹越大,误差越大;材料越软,厚度越薄,这种误差也会越大。
对于较薄的材料,如果将两件材质相同、硬度相近的材料叠加在一起测量,将有助于减小“测砧效应”带来的误差。
韦氏硬度计可用于检查工件有无热处理及热处理效果,判定工件力学性能是否合格;用于确定工件是否为不适宜的合金加工而成,间接判定材料合金成份是否合格;通过对韦氏硬度计和台式硬度计及拉伸试验机进行对比试验,可以确定某种产品的韦氏硬度合格值,利用这一数值,既可以在生产线上对产品进行工艺控制,也可以作为产品出厂合格检验和验收检验的依据。
W-20 系列韦氏硬度计符合中国有色金属行业标准YS/T420-2000《铝合金韦氏硬度试验方法》,是该标准认可的两种仪器之一,已通过国家计量部门的性能试验。
本产品具有携带方便、读数直观的特点。
适用于生产现场、销售现场或施工现场对产品进行快速无损的硬度检验。
- 1 -四、使用4.1 使用前的准备和检查4.1.1被测试样表面的要求试样表面的状况应符合表3中的有关要求。
●试样表面温度不能过高,应小于120℃。
●试样表面粗糙度不能过大,否则会引起测量误差。
试样的被测表面必须露出金属光泽,并且平整、光滑、不得有油污。
●试样重量的要求:对大于5kg的重型试样,不需要支撑;重量再2-5kg的试件、有悬伸部分的试件及薄壁试件在测试时应用物体支撑,以避免冲击力引起试件变形、变曲和移动。
对中型试样,必须置于平坦、坚固的平面上,试样必须决对平稳放置,不得有任何晃动。
●曲面试样:试样的试验面最好是平面。
当被测表面曲率半径R小于30mm(D、DC、D+15、C、E、DL型冲击装置)和小于50mm(G型冲击装置)的试样在测试时应使用小支承环或异型支承环。
●试样应有足够的厚度,试样最小厚度应符合表3规定。
●对于具有表面硬化层的试样,硬化层深度应符合表3规定。
●耦合—对轻型试样,必须与坚固的支承体紧密耦合,两耦合表面必须平整、光滑、耦合剂用量不要太多,测试方向必须垂直于耦合平面;—当试样为大面积板材、长杆、弯曲件时,即使重量、厚度较大仍可能引起试件变形和失稳,导致测试值不准,故应在测试点的背面加固或支承。
●试样本身磁性应小于30高斯4.2 测量●测量前可先使用随机标准里氏硬度块对仪器进行检验,其示值误差及重复性应不大于表5的规定。
注:随机硬度块的数值是用标定过的里氏硬度计,在其上垂直向下测定5次,取其算术平均值作为随机硬度块的硬度值。
如该值超标,可以使用用户校准功能进行校准。
4.2.1启动●将冲击装置插头插入位于仪器上端的冲击装置插口。
●按键,此时电源接通,仪器进入测量状态。
4.2.2加载向下推动加载套锁住冲击体;对于DC型冲击装置,则可将加载杆吸于试验表面,将DC型冲击装置插入加载杆,直到停止位置为止,此时就完成了加载。
4.2.3定位将冲击装置支承环按选定的测量方向紧压在试样表面上,冲击方向应与试验面垂直;4.2.4测量●按动冲击装置上部的释放按钮,进行测试。
此时要求试样、冲击装置、操作者均稳定,并且作用力方向应通过冲击装置轴线。
●试样的每个测量部位一般进行五次试验。
数据分散不应超过平均值的±15HL。
●任意两压痕之间距离或任一压痕中心距试样边缘距离应符合表6规定。
- 2 -三、技术参数量 程:0~20HW (相当于20~110HRE )示值误差: 0.5HW (5~17HW )重复性误差: 0.5HW (5~17HW )重 量: 0.5kg型号应用范围硬度范围工件尺寸( mm ) W-20铝合金25~110HRE 58~131HV 厚度 0.6-6 内径 >10 W-20a厚度 0.6-13 内径 >10 W-20b厚度 0.6-8 内径 >6 W-B75黄铜63~105HRF 厚度 0.6-6 内径 >10 W-B75b厚度 0.6-8 内径 >6 W-BB75紫铜 18~100HRE 厚度 0.6-6 内径 >10 W-BB75b厚度 0.6-8 内径 >6 W-B92不锈钢带冷轧薄钢带50~92HRB厚度 0.4-6 内径 >10 仪器选型表二、仪器结构1112109876532141-框架2-支撑螺钉3-手柄4-复位键5-调节螺钉6-表头7-调节螺母8-压针套筒9-负荷弹簧10-压针11-砧座12-复位弹簧四、工作原理韦氏硬度计是一种压痕硬度计。
在一定压力下,将压针压入试样表面,压入深度与材料的硬度成反比。
韦氏硬度用符号HW 表示。
对于超量程的试样,加力后指针会指示在20的位置;对于低量程的试样,加力后指针无变化,仍会靠在左壳上。
五、操作方法将被测件置于砧座和压针之间,压下手柄,直至感到已压到底。
这时表头指针将指到一个读数,这个读数就是测得的硬度值。
超过这个限度的过大压力并不会损坏硬度计,但是,这是不必要的。
在读数时仍应握紧手柄,测试期间的任何扭转或移动都会使读数不准。
六、仪器校正本仪器的校正分为满刻度校正和负荷弹簧校正两部分。
满刻度校正实际上是为仪器提供一个基准点,本仪器的基准点设置在满刻度20 的位置。
校正方法是,当压针紧压在砧座上时,调整满刻度调节螺钉,使指针指在20 的位置(允许偏差±0.5HW)。
负荷弹簧校正实际上是为仪器提供一个已知点,这个已知点就是标准硬度块的硬度值。
校正方法是,用仪器配备的专用扳手调整调节螺母,使得当压针紧压在标准硬度块上时,指针所指示的刻度与标准硬度块的硬度值相同(允许偏差±0.5HW)。
1. W-20、W-20b 型韦氏硬度计校正步骤(1)满刻度校正在不使用试样的条件下,轻轻压下手柄,直到压针套筒落到砧座上。
压紧手柄,施加足够的压力,用小螺丝刀调整位于表头顶部的满刻度调节螺钉,如图 3 所示,直到指针指到满刻度20 为止(精确到±0.5HW),然后放开手柄。
- 3 -(2)标准试样校正1.将标准硬度块置于砧座和压针之间,压紧手柄,施加足够的压力,读取表头读数。
如果读数与标准硬度块上的硬度值相同(允许偏差±0.5HW ),仪器就校正好了。
2. 如果表头读数与标准硬度块的硬度值不同,就应将仪器拆开,露出弹簧调节螺母,以便对弹簧压力进行调整。
仪器的拆卸方法是:旋下支撑螺钉,将下手柄从主框架上取出,再从压针套筒上取下表头,压针套筒仍留在框架内。
这时在压针套筒内可找到带槽的调节螺母。
用仪器配备的专用扳手旋动螺母,就可改变弹簧对压针的压力,如图4 所示。
如果在步骤2中读取的读数小于标准硬度块的硬度值,说明弹簧压力过大,这时应反时针旋松螺母。
反之,应顺时针旋紧螺母,螺母每旋转1/4 圈,会使刻度改变2~3 格。
调整后重新装上仪器。
重复上述步骤即可将仪器调准。
- 4 -满刻度调节螺钉图3图42. W-20a 型韦氏硬度计校正步骤2.1. 将校准套套到砧座上,注意有字的一侧向外。
2.2. 旋转校准套,使校准套上箭头的方向向上。
2.3. 按 W-20 型仪器的校准步骤校准仪器。
3. 校正中的注意事项3.1. 满刻度调节螺钉出厂前已经调定。
这个螺钉不能再随便调整,除非发生以下情况才允许调整一次。
◆更换了新的压针。
◆更换了新的表头。
◆长期使用后压针发生了磨损,在压针压到砧座上时指针已偏离满刻度点。
应提醒操作人员:每隔一段时间(1~2 周),检查一次满刻度数值,以便确认压针是否发生了磨损,如满刻度数值已经发生偏移,应进行一次满刻度校正。
校正之后,调节螺钉就不要再随便动了。
必须注意:不得利用调整调节螺钉的办法来校对标准硬度块上的读数。
当满度点无法调到20 时,说明已发生故障或压针发生严重磨损,此时应更换压针。
更换压针后如满度点仍无法调到刻度20,说明仪器发生故障,此时应将仪器寄回制造厂维修。
3.2. 操作者应经常利用标准硬度块对仪器硬度测量的准确性进行检查。
如发现偏差,应调整负荷弹簧的调节螺母予以校正。
使用标准硬度块时,应只使用其上表面。
安放标准硬度块时,应使压针避开有压痕的部位,因为压痕的边棱将影响压针在试片表面的刺入深度,从而影响测量的准确性。
备用的标准硬度块可在制造厂买到。
3.3. 更换压针后,用调节螺母对负荷弹簧的压力进行调整,在感觉到负荷弹簧的阻力后,螺母只要旋紧一圈即可。
初次装调时,负荷弹簧压力过大会使压针尖端损坏。
3.4. 在测试时不要扭动被测件,否则会使压针损坏或折断。
备用的压针可在制造厂买到。
- 5 -七、影响测量精度的因素1. 试样试样表面应做清洁处理,试样上的污物,特别是细砂粒可能会影响测量精度。
2. 灵敏度仪器在刻度 4 以下和17 以上范围内,灵敏度明显降低,测量精度也随之降低。