公司产品加工工艺卡
机械加工工艺过程及工序卡片
日期
机械加工工艺过程卡片
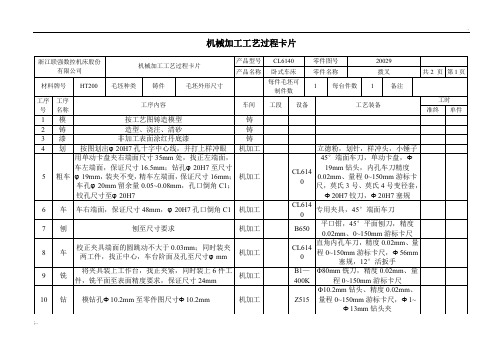
浙江联强数控机床股份有限公司
机械加工工艺过程卡片
产品型号
CL6140
零件图号
20029
产品名称
卧式车床
零件名称
拨叉
共2页
第2页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
每件毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
11
钻
模钻孔Φ10H7至Φ9.9mm,铰孔至Φ10H7
Φ80mm铣刀,精度0.02mm、量程0~150mm游标卡尺
10
钻
模钻孔Φ10.2mm至零件图尺寸Φ10.2mm
机加工
Z515
Φ10.2mm钻头、精度0.02mm、量程0~150mm游标卡尺,Φ1~Φ13mm钻头夹
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
卧式车床
CL6140
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
切削深度/mm
进给
次数
工步工时
机动
辅助
1
用单动卡盘装夹右端面车床35mm处,找正左端面,车左端面16mm至16.5mm
机械加工工艺过程及工序卡片

签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
零件图号
CL6140
零件图号
20029
零件名称
卧式车床
零件名称
拔叉
共14页
第5页
(工序简图)
车间
工序号
工序名称
材料牌号
机加工
05
粗车
HT200
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
机加工
Z32K
Φ9.9mm钻头,Φ10H7铰刀,Φ1~Φ13mm钻头夹,精度0.02mm、量程0~150mm游标卡尺,Φ10H7塞规
12
漆
按油漆工艺涂上油漆
13
检
综合检查,Φ4mm锥销孔装配时做出
14
入库
清洗干净,在无油漆面上涂上防锈油,入库
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
机械加工工艺过程卡片
浙江联强数控机床股份有限公司
机械加工工艺过程卡片
产品型号
CL6140
零件图号
20029
产品名称
卧式车床
零件名称
拨叉
共2页
第1页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
每件毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
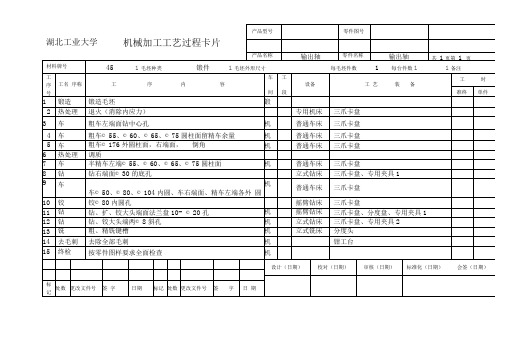
机械加工工艺卡片实例
三爪卡盘
4
车
粗车©55、©60、©65、©75圆柱面留精车余量
机
普通车床
三爪卡盘
5
车
粗车©176外圆柱面,右端面,倒角
机
普通车床
三爪卡盘
6
热处理
调质
7
车
半精车左端©55、©60、©65、©75圆柱面
机
普通车床
三爪卡盘
8
钻
钻右端面©30的底孔
立式钻床
三爪卡盘、专用夹具1
9
车
车©50、©80、©104内圆、车右端面、精车左端各外 圆
工序工时(分)
准终
单件
工步号
主轴转速
切削速度
进给量
切削深度
进给次数
装夹
粗车大头端①
CA6140
倒角
CA6140
粗车右端面
CA6140
r/min
m/min
mm/r
mm
工步工时
min
机动I辅助
125
125
200
73
73
11
0.81
0.81
0.66
1.25
0.39
0.06
0.72
0.11
设计(日期)
校对(日期)
每台件数
模锻件
1
设备名称
设备型号
设备编号
同时加工件数
CA6140
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工序工时(分)
准终
单件
CA6140
主轴转速
切削速度
进给量
切削深度
进给次数
机械加工工艺卡片

编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签名日期标记处数更改文件号笠名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒车间工序号工序名称材料牌号金工9 粗磨1 38CrMoAlA毛坯种类毛坯外形尺寸每坯可制件数每台件数圆钢中 120 X497 1 1设备名称设备型号设备编号同时加工件数外圆磨床M1432A 1夹具编号夹具名称切削液锥套心轴工位器具编号工位器具名称工序工时准终单件顶尖工步号工步内容工艺装备主轴转速(r/min切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1 粗磨外圆①至①,R a1.25。
76 2425.20 24 0.2 1编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签名日期标记处数更改文件号签名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒车间工序号工序名称材料牌号金工10 铳38CrMoAlA毛坯种类毛坯外形尺寸每坯可制件数每台件数圆钢(P120 X497 1 1设备名称设备型号设备编号同时加工件数铳床X5030 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1 粗铳齿条800 40.19 0.4 5.5 12 精铳齿条1600 80.38 0.4 1.2 1标记处数更改文件号签名日期标记处数更改文件号签名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒工步号1 粗磨①至①,带磨槽内肩面,磨60。
机械加工工艺卡片模板1
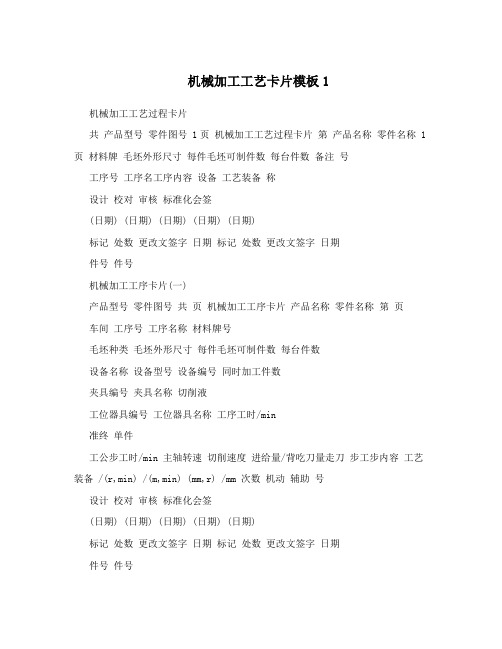
机械加工工艺卡片模板1机械加工工艺过程卡片共产品型号零件图号 1页机械加工工艺过程卡片第产品名称零件名称 1页材料牌毛坯外形尺寸每件毛坯可制件数每台件数备注号工序号工序名工序内容设备工艺装备称设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(一)产品型号零件图号共页机械加工工序卡片产品名称零件名称第页车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/min准终单件工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(二)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 2 页车间工序号工序名称材料牌号车 45钢 10 Ra 3.2毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数151513热轧圆钢Φ20×260 2 1设备名称设备型号设备编号同时加工件数卧式车床 CA6140 18夹具编号夹具名称切削液 53四爪卡盘 1 90工位器具编号工位器具名称工序工时/min 107 准终单件1220.3工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号1 车床 450 50 0.3 1 1 0.2 粗车端面φ18外圆长度至尺寸122;2 车床 450 50 0.3 2.5 1 0.1 车刀至107处粗车Φ15至1223 4 5设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(三)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 3 页车间工序号工序名称材料牌号车 45钢 15Ra 3.2毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数热轧圆钢Φ20×260 2 1 14.5设备名称设备型号设备编号同时加工件数卧式车床 CA6140 16夹具编号夹具名称切削液四爪卡盘 1 5390工位器具编号工位器具名称工序工时/min107 准终单件 14.51220.6公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步号工艺装备工步内容 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助 1 车床 450 50 0.4 1 1 0.04 半精车φ16外圆长度至尺寸107 112 车床 450 50 0.4 0.25 1 0.3 半精车φ14.5外圆长度尺寸903 车床 450 50 0.4 1 1 0.1 半精车φ11外圆长度至尺寸534 车床 450 50 0.4 0.25 1 0.1 车刀至107处半精车φ14.5至122567设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改号签字日期标记处数更改号签字日期机械加工工序卡片(四)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 4 页车间工序号工序名称材料牌号Ra 3.2车 45钢 20毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 14.5热轧圆钢Φ20×260 2 1同时加工件16设备名称设备型号设备编号数卧式车床 CA6140532×0.5夹具编号夹具名称切削液 90四爪卡盘 1 107工位器具编号工位器具名称工序工时/min 14.5120 准终单件122 1.1工公步工时/min 主轴转速切削速度进给量/(mm背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) ,r) /mm 次数机动辅助号11切槽,车刀至120处切3?凹坑;1 车床 450 50 0.1 0.5 1 1 倒角;2 车床 450 50 0.1 0.5 1 0.1 车刀至120处切断3 4设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(五)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 5 页车间工序号工序名称材料牌号铣 45钢 35毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数热轧圆钢Φ20×260 2 1设备名称设备型号设备编号同时加工件数卧式铣床 XQ6125 10夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/min准终单件0.1工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号1 铣床 450 50 0.3 1.5 1 0.1 粗、精铣键槽至尺寸2 4 5 6 7设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(六)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 7 页车间工序号工序名称材料牌号铣 45钢 400毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 -0.0182611热轧圆钢Φ20×260 2 1设备名称设备型号设备编号同时加工件数卧式铣床 XQ6125 10夹具编号夹具名称切削液C1工位器具编号工位器具名称工序工时/min准终单件0.2工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号1 铣平面铣床 450 50 0.5 0.52 0.2 2345 6设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(七)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 7 页车间工序号工序名称材料牌号磨 45钢 45-0.016毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 -0.03413热轧圆钢Φ20×260 2 1 Ra 0.8设备名称设备型号设备编号同时加工件数外圆磨床 M135夹具编号夹具名称切削液12×0.5工位器具编号工位器具名称工序工时/min准终单件 370.4工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号粗、精磨右段Φ14.5处至尺寸并保1 磨床 450 50 0.2 0.7 1 0.4 证粗糙度2 3 4 5设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(八)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 8 页车间工序号工序名称材料牌号Ra 0.8磨 45钢 50毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 C1热轧圆钢Φ20×260 2 1设备名称设备型号设备编号同时加工件数 -0.016外圆磨床 M135 -0.03413夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/min 13 准终单件0.1工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号粗、精磨左段Φ14.5处至尺寸并保1 磨床 450 50 0.2 0.7 1 0.1 证粗糙度2 3 4设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号。
工艺卡片模板

描图描校底图号装订号机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名每毛坯可制作件毛坯种类毛胚外形尺寸数设备名称设备型号设备编号夹具编号夹具名称工位器具编号工位器具名称工主轴切削速进给切削进给步工步内容工艺装备转速度量深度r/min m/min mm/r次数号mm123第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名每毛坯可制作件毛坯种类毛胚外形尺寸数设备名称设备型号设备编号夹具编号夹具名称工位器具编号工位器具名称描图工主轴切削速进给切削进给描校步工步内容工艺装备转速度量深度r/min m/min mm/r 次数号mm1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名每毛坯可制作件毛坯种类毛胚外形尺寸数设备名称设备型号设备编号夹具编号夹具名称工位器具编号工位器具名称描图工主轴切削速进给切削进给描校步工步内容工艺装备转速度量深度r/min m/min mm/r 次数号mm底图号1装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名毛坯种类毛胚外形尺寸每毛坯可制作件数设备名称设备型号设备编号夹具编号夹具名称专用夹具工位器具编号工位器具名称描图工主轴切削速进给切削进给步工步内容工艺装备转速度量深度描校次数号r/min m/min mm/r mm1底图号2装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名每毛坯可制作件毛坯种类毛胚外形尺寸数设备名称设备型号设备编号夹具编号夹具名称工位器具编号工位器具名称描图工主轴切削速进给切削进给描校步工步内容工艺装备转速度量深度r/min m/min mm/r 次数号mm底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌每毛坯可制作件毛坯种类毛胚外形尺寸每台件数数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液煤油工序工时工位器具编号工位器具名称准终单件描图工主轴切削速进给切削工步工时进给步工步内容工艺装备转速度量深度描校次数号r/min m/min mm/r mm机动辅助1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名每毛坯可制作件毛坯种类毛胚外形尺寸数设备名称设备型号设备编号夹具编号夹具名称工位器具编号工位器具名称描图工主轴切削速进给切削进给步工步内容工艺装备转速度量深度描校r/min m/min mm/r 次数号mm1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助--。
加工工艺流程卡
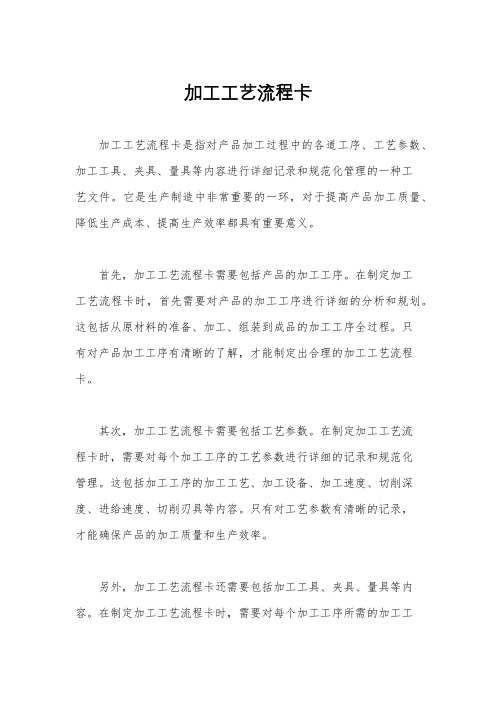
加工工艺流程卡加工工艺流程卡是指对产品加工过程中的各道工序、工艺参数、加工工具、夹具、量具等内容进行详细记录和规范化管理的一种工艺文件。
它是生产制造中非常重要的一环,对于提高产品加工质量、降低生产成本、提高生产效率都具有重要意义。
首先,加工工艺流程卡需要包括产品的加工工序。
在制定加工工艺流程卡时,首先需要对产品的加工工序进行详细的分析和规划。
这包括从原材料的准备、加工、组装到成品的加工工序全过程。
只有对产品加工工序有清晰的了解,才能制定出合理的加工工艺流程卡。
其次,加工工艺流程卡需要包括工艺参数。
在制定加工工艺流程卡时,需要对每个加工工序的工艺参数进行详细的记录和规范化管理。
这包括加工工序的加工工艺、加工设备、加工速度、切削深度、进给速度、切削刃具等内容。
只有对工艺参数有清晰的记录,才能确保产品的加工质量和生产效率。
另外,加工工艺流程卡还需要包括加工工具、夹具、量具等内容。
在制定加工工艺流程卡时,需要对每个加工工序所需的加工工具、夹具、量具等进行详细的记录和规范化管理。
这包括加工工序所需的刀具、夹具、量具等内容。
只有对加工工具、夹具、量具等有清晰的记录,才能确保产品的加工质量和生产效率。
最后,加工工艺流程卡需要进行定期的检查和修订。
在制定加工工艺流程卡后,需要进行定期的检查和修订,以确保加工工艺流程卡的准确性和实用性。
只有加工工艺流程卡能够与生产实际相结合,才能真正发挥其作用。
总之,加工工艺流程卡是生产制造中非常重要的一环,对于提高产品加工质量、降低生产成本、提高生产效率都具有重要意义。
制定加工工艺流程卡需要包括产品的加工工序、工艺参数、加工工具、夹具、量具等内容,并进行定期的检查和修订。
只有加工工艺流程卡能够与生产实际相结合,才能真正发挥其作用。
机械加工工艺卡片

外径千分尺
4
钳
划线,划出键槽位置。
径千分尺
5
铣
铣键槽。
龙铣
6
检
检验工件尺寸,符合图纸要求。
通达水工设备
机械加工综合工艺过程卡片
产品名称
第 页
产品型号
共 页
材料名称代号
毛坯种类及尺寸
圆钢
零件图号
每台件数
毛坯重量(kg)
零件净重(kg)
滑轮轴
1件
工序号
工序名称
工 序 容
技术要求及
注意事项
设备
卡具
模具
产品名称
第 页
产品型号
共 页
材料名称代号
45
毛坯种类及尺寸
圆钢
零件图号
每台件数
毛坯重量(kg)
零件净重(kg)
卷筒轴
工序号
工序名称
工 序 容
技术要求及
注意事项
设备
卡具
模具
工 具
刀 具
量 具
1
下料
下料尺寸留10mm余量。
电锯
2
车
粗车外圆留3mm余量,车端面。架中心架、打中心孔。
车床
游标卡尺
3
车
调头,架重心架、车端面及打中心孔,上两顶尖车外圆至图纸尺寸。
4
钳
划线,在法兰头及小头划出十字线。
5
镗
以十字线找正,找正后夹紧工件,镗中心孔至图纸要求,铣端面。
镗床
径千分尺
6
车
顶尖顶着中心孔,用划针盘找法兰头十字线,分两次找正,找正后,夹紧工件:车端面,总长留10mm余量,精车外圆留4~6mm余量;
调头,夹着外圆,用表校正,另一头架中心架,车端面、外径,保证长度至图纸要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(1.涂胶水前操作者要确认胶水是在使用的有效期内,且有使用效期必须大于2个月以上,2.涂胶水的过程中,胶水必须无任何杂质、胶水流动粘接性能良好、胶水涂装均匀,涂胶水位置不允许有任何残留物质粘接在胶水上面,以避免影响其使用性能,3.在涂完胶水后3分钟内必须进行热装;以上三点操作者必须100%检验并记录,检验人员每二小时进行巡检并记录)
2.车外圆Φ218(0/-0.1)台阶尺寸6(0/-0.1)
3.车内孔Φ80(-0.091/-0.121)留磨量
4.倒角1*45°
5.掉头夹紧(夹Φ218处)
6.车外圆Φ298
7.倒角1*45°
3
内孔磨
1装夹外圆
2.磨内孔Φ80(-0.091/-0.121)
4
钻孔
1.将零件放至钻孔平台。
2.套上钻孔工装,并锁紧。
LOCTITE Nr. 620胶水
6
热套链轮
1.在加温箱内勾取出加温好的扶手链轮;
(操作者必须100%控制链轮离开加温箱后,2分钟内必须要热套完成,检验人员每二小时巡检,使用秒表记录热套完成时间并记录)
2.使用石棉手套捧起链轮并平衡匀速的将链轮放置到已经装好定位工装的扶手轴链轮位置上,然后自然垂直的自由旋转一圈;
技术作业文件
生产作业指导书
产品型号
零件名称
零件号
连接盘
编制
日期
材料
材料规格
数量/台
审核
日期
/
Φ310*Φ70 T=30
2
工序号
工序名称
工序内容
设备型号
工艺装备
工时定额
1
备件取料
物料Φ310*Φ70 T=30
在领取物料后,1.操作者必须检验板料是否符合图纸要求。
/
小谢文档
2
车
1.装至车床,用三抓卡盘夹紧,
(操作者必须100%控制链轮端面要与定位工装端面平行紧贴方可以,检验人员每二小时巡检)
3.待链轮已完全稳固在扶手轴上后(15分钟),方可拆卸出定位工装;
(操作者在拆卸工装前必须确认热套链轮在轴上无松动、热套牢固后方可拆卸定位工装,检验人员每二小时进行巡检)
(注:如无特殊要求,以上工艺可概括蒂森其他碳钢件链轮热套工艺)
3.钻6-Φ10.5螺纹底孔。
4.拆除工装,孔两班倒角去毛刺
5
攻牙
1.将零件放至自动攻牙机平台。
2.装M12机用丝锥、攻牙。
4
链轮加温
1.将扶手带驱动链轮放到加温箱内并把盖合上;
2.打开加温箱电源,调节加温箱的数字温度调节仪温度到250~270℃,并将测温探头连上加温箱,打开加温启动开关开始对链轮加温;(操作者调节完温度后,须由检验人员确认温度调节仪加温范围符合热套工艺要求,并记录在过程检验表上)
3.待温度表显示已经加温到温度250~270℃时,断开加温电源,停止加温;
(此时不可马上打开加温箱,待工件在加温箱内恒温90~120分钟方可打开)(操作者需要在恒温时间开始后使用恒温记录表记录恒温开始时间,与恒温结束后的恒温时间,检验人员对对每次恒温时间进行复核并记录)
加温箱
5
涂LOCTITE Nr. 620胶水