X62W万能铣床电控系统的PLC改造
X62W万能铣床电气控制线路的PLC改造毕业设计

2010届毕业设计任务书一、课题名称X62W万能铣床电气控制线路的PLC改造二、指导老师张朝霞三、设计内容与要求1.课题概述62W万能铣床是一种通用的多用途机床,它可以进行平面、斜面、螺旋面及成型表面的加工,它采用继电接触器电路实现电气控制。
可编程控制器(以下简称PLC)专为工业环境应用而设计,其显著的特点之一就是可靠性高,抗干扰能力强。
将X62W万能铣床电气控制线路改造为PLC控制,可以提高整个电气控制系统的工作性能,减少维护、维修的工作量。
2.设计内容与要求(1)绘制X62W万能铣床电气控制原理图(2)进行PLC选型及I/O分配(3)PLC控制程序的编写(4)按要求撰写毕业设计说明书(5)绘制设计图样1)X62W万能铣床系统电气原理图2)PLC的I/O接线图3)电气控制系统的PLC控制梯形图4)控制程序清单及注释四、设计参考书1 通过毕业设计培养学生综合运用所学的基础理论、基础知识、基本技能进行分析和解决实际问题的能力(2)使学生受到PLC系统开发的综合训练,达到能够进行PLC系统设计和实施的目的(3)掌握典型X62W铣床的工作原理和设计思路五、设计说明书要求1、杨士元李美莺栾永恒葛孚明著《可编程序控制器编程、应用和维修》清华大学出版社2、李景学金广业编《可编程序控制器应用系统设计方法》电子工业出版社3、钟肇新彭侃编译《三菱超小型可编程控制器 MELSEC-FX2系列使用手册》4、李振安主编《工厂电气控制技术》重庆大学出版社5、李茂林《低压电器及配电电控设备选用手册》辽宁科学技术出版社6、刘祖润、胡俊达主编《毕业设计指导》机械工业出版社7、有关其它电气控制、PLC教材或设计手册六、毕业设计答辩及说明书要求1、封面2、目录3、内容摘要(200-400字左右,中英文)4、引言5、正文(设计方案比较与选择,设计方案原理、计算、分析、论证、设计结果的说明及特点)6、结束语7、附录(参考文献、图纸、材料清单等)七、毕业设计答辩及论文要求1、毕业设计答辩要求答辩前三天,每个学生应按时将毕业设计说明书或毕业论文、专题报告等必要资料交指导教师审阅,由指导教师写出审阅意见。
X62W万能铣床的PLC改造
X62W万能铣床的PLC改造国家职业资格全市统一鉴定维修电工论文(国家职业资格二级)论文题目: X62W万能铣床的PLC改造姓名:身份证号:准考证号:工作单位:X62W万能铣床的PLC改造本文阐述了X62W万能铣床电气控制电路的工作原理,分析探讨了用PLC进行电气控制系统改造的具体方法,从而可以提高整个电气控制系统的工作可靠性,减少维护维修的工作量。
X62W万能铣床;PLC;梯形图X62W万能铣床是一种通用的多用途的机床,它可以进行平面、斜面、螺旋面及成型表面的加工,采用继电器电气控制电路。
PLC用软件代替大量的中间继电器和时间继电器,仅剩下与输入输出少量的有关的少量元件,因触点不良造成的故障大为减少,PLC还具有很强的抗干扰能力。
将X62W万能铣床电气控制改选为PLC控制,可提高整个电气控制系统的工作性能,减少维护、维修的工作量。
X62W万能铣床电路如图1所示,该线路分为主电路、控制电路和照明电路三部分。
电气控制线路的工作原理如下:1.1 主电路分析X62W万能铣床共用三台异步电动机拖动,分别是主轴电动机M1:用来带动铣刀进行铣削加工,通过SA3来实现正反转;进给电动机M2通过操作手柄和机械离合器的配合拖动工作台6个方向的进给运动和快速移动,接触器KM3、KM4实现M2正反转;冷却泵电动机M3,当M1启动后,用手动开关QS2控制;保护有:熔断器FU1作短路保护,3台电动机分别用热继电器FR1、FR2、FR3作过载保护。
1.2 控制电路分析控制电路的电源由控制变压器TC输出110V电压供电。
(1)主轴电动机M1的控制。
SB1、SB2和SB5、SB6实现两地启动和停止控制。
KM1是主轴电动机启动接触器,YC1是主轴制动用的电磁离合器,SQ1是主轴变速时瞬时点动开关。
(2)进给电动机M2的控制。
工作台的进给运动在主轴启动后方可进行。
工作台的进给可以在3个坐标的6个方向运动,进给运动是通过两个操作手柄和机械联动机构控制相应的位置开关使进给电动机M2正转或反转来实现的,并且6个方向的运动是联锁的,不能同时接通。
X62W万能铣床电气控制线路PLC改造
毕业设计(论文)X62W万能铣床电气控制线路PLC改造下达日期:2015 年7 月10 日开始日期:2015 年7 月11 日完成日期:2015 年10 月11 日指导教师:学生专业:电气自动化班级:1305学生姓名:教研室主任:电气工程学院目录摘要 (1)Abstract (2)第一章铣床特点及电气控制线路分析 (3)1.1 铣床简介 (3)1.2 X62W万能铣床 (4)1.3 电器元件设备 (6)1.4 电力拖动特点及控制要求 (7)1.5 电气控制线路 (7)1.6 电气控制线路分析 (10)第二章可编程控制器的概述 (15)2.1 PLC的发展历史 (15)2.2 PLC的构成 (16)2.3 PLC的基本特点 (16)2.4 PLC的功能 (17)2.5 PLC的应用领域 (17)2.6 PLC的分类 (18)2.7 PLC的发展方向 (21)第三章 X62W万能铣床电气控制线路的PLC改造的硬件设计 (22)3.1 X62W铣床PLC控制系统的分析 (22)3.2 PLC的选型及校验 (22)3.3 PLC的I/O端口的分配 (22)3.4 系统控制的安装设计 (23)第四章 X62W万能铣床电气控制线路的PLC改造的软件设计 (25)4.1 梯形图控制分析 (25)4.2 主轴控制电路分析 (26)4.3 进给控制电路分析 (27)4.4 PLC控制指令语句表 (28)X62W万能铣床PLC控制指令语句表 (29)第五章 X62W万能铣床PLC改造后的运行调试 (31)5.1 PLC的模拟实验 (31)5.2 改进后的X62W万能铣床空载实验 (31)5.3 改进后的X62W万能铣床的负载实验 (32)第六章 PLC控制与电气控制的区别 (32)6.1 PLC控制系统与电气控制系统的不同之处 (32)第七章致谢 (33)参考文献 (36)摘要铣床可以用来加工平面、斜面、沟槽,装上分度头可以铣切直齿齿轮和螺旋面,装上圆工作台还可以铣切凸轮和弧形槽。
X62W万能铣床PLC改造毕业设计

• 为了适应各种工业控制需要,除了单元式的小型PLC以
外,绝大多数PLC均采用模块化结构。PLC的各个部件, 包括CPU,电源,I/O等均采用模块化设计,由机架及电 缆将各模块连接起来,系统的规模和功能可根据用户的 需要自行组合。
编程简单易学
• PLC的编程大多采用类似于继电器控制线路的梯形图形
式,对使用者来说,不需要具备计算机的专门知识,因 此很容易被一般工程技术人员所理解和掌握。
• 因此人们迫切需要一种新的工业控制装置来取代传统的继电器控制系统,是 • 第一台可编程控制器自从1969年在美国问世以来,在工业控制中得到广泛
•
X62W万能铣床的简单介绍
• X62W万能铣床是一种通用的多用途机床, 它可以进行平面、斜面、螺旋面及成型表 面的加工,是一种较为精密的加工设备, 它采用继电接触器电路实现电气控制。PLC 专为工业环境应用而设计,其显著的特点 之一就是可靠性高,抗干扰能力强。将X62W万能铣床电气控制线路改造为可编程控制 器控制,可以提高整个电气控制系统的工作性能,减少维护、维修的工作量。 能完成很多普通机床难以加工或者根本不能加工的复杂型面的加工。 采用X62W铣床可以提高零件的加工精度,稳定产品的质量。 采用X62W可以比普通机床提高2~3倍生产率,对复杂零件的加工,生产率可以提高十 几倍甚至几十倍。 此机床具有柔性,只需更换程序,就可以适应不同品种及尺寸规格零件的自动加工。 大大的减轻了工人的劳动强度。
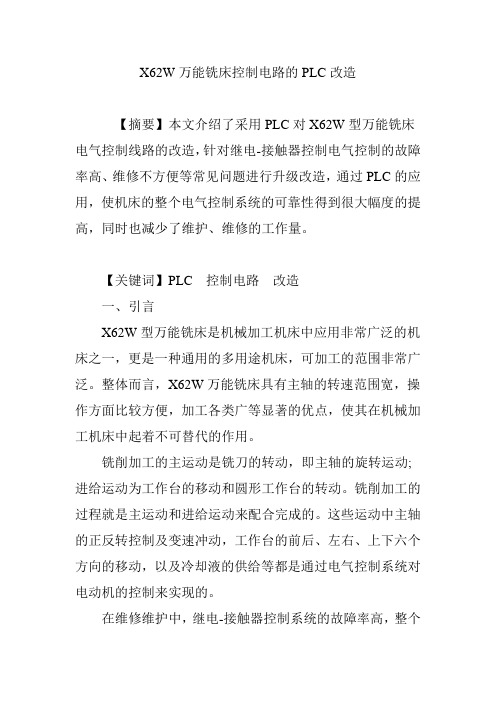
4-1 PLC外部接线图
X62W万能铣床电气控制线路的PLC设计
• 根据X62W万能铣床的控制要求, 设计该电气控制系统的PLC控制 梯形图,如图所示。该程序共 有8条支路,反映了原继电器电 路中的各种逻辑内容。该程序 及PLC的硬接线不仅保证了原电 路的工作逻辑关系,而且具有
X62W万能铣床的PLC控制改造

目录第一章摘要与前言 (2)第二章 2.1PLC技术 (4)2.1.1 PLC的结构及各部分的作用 (5)2.1.2 PLC的工作原理 (5)2.1.3 PLC编程语言 (5)2.1.3.1梯形图编程语言 (6)2.1.3.2 语句表编程语言 (6)2.2 X62W万能铣床工作原理及继电器接线图 (7)2.2.1 工作原理 (7)第三章基于PLC的X62W万能铣床的PLC控制改造硬件部分的设计 (10)3.1 X62W万能铣床的PLC控制改造 (10)3.1.1 改造方法 (10)3.1.2 PLC硬件设计 (10)第四章PLC程序设计 (12)4.1 三菱FX2N—32MR型PLC梯形图编程语言 (12)4.2 西门子S7-200 PLC语句表编程语言 (15)4.3 触摸屏选择及设计 (19)4.3.1 MCGS组态编辑............................... 错误!未定义书签。
4.3.2 通讯连接 (20)第五章仿真调试 (21)结束语 (25)参考文献 (26)附录 A (27)摘要X62W万能铣床是一种通用的多用途机床,它可以进行平面、斜面、螺旋面及成型表面的加工,是一种较为精密的加工设备,它采用继电接触器电路实现电气控制。
PLC专为工业环境应用而设计,其显著的特点之一就是可靠性高,抗干扰能力强。
将X62W 万能铣床电气控制线路改造为可编程控制器控制,可以提高整个电气控制系统的工作性能,减少维护、维修的工作量。
本文通过对X62W万能铣床的PLC控制改造过程的介绍,阐述了X62W万能铣床电气控制线路的工作原理,详细说明了用PLC 进行电气控制系统改造的具体方法,从而可以提高整个电气控制系统的工作性能。
[关键词] X62W万能铣床;电气控制系统;PLC;I/O分配图;梯形图;语句表;常见故障及检修。
前言X62W万能铣床是一种高效率的加工机械,在机械加工和机械修理中得到广泛的应用。
X62W万能铣床PLC改造
1 绪论1.1 国内外数控机床的发展状况自从1969年第一台可编程控制器在美国问世以来,在工业控制中得到广泛的应用。
近年来,我国在石油,化工,机械,轻工,发电,电子,橡胶,塑料加工等行业工业设备的电气控制中,越来越多的采用PLC机控制,并取得了显著的效果,深受各行业的欢迎。
铣床是以各类电动机为动力的传动装置与系统的对象以实现生产过程自动化的装置。
随着电子技术的发展,可编程控制器日益广泛的应用于机械,电子加工和设备电气改造中。
从上世纪80年代起铣床制造业的发展虽有起伏但对自动控制技术和自动铣床一直给予较大的关注。
经过95自动车床和加工中心包括自动铣床的产业化的生产基地的形成,所生产的中档普及型自动铣床的功能性能和可靠性方面已具有较强的市场竞争力,但在中高档自动铣床方面与国外一些先进产品相比仍存在较大差距。
随着科学技术的不断发展,生产工艺的不断发展改进,特别是计算机技术的应用,新型控制策略的出现,不断改变着电气控制技术的面貌,在控制方法上从手动控制发展到自动控制,在控制功能上,从简单控制发展到智能化控制;在操作上,从侧重发展到信息化处理,在控制原理上,从单一的有触头硬接线继电器逻辑控制系统发展到以微处理器或微型计算机为中心的网络化自动控制系统,X62W综合计算机技术,微电子技术,检测技术,自动控制技术,智能技术,通信技术,网络技术等先进的科学技术成果。
[1]X62W铣床是有普通机床发展而来的,它集于机械,液压,气动,伺服驱动,精密测量,电气自动控制,现代控制理论,计算机控制等技术于一体,是一种高效率,高精度能保证加工质量,解决工艺难题,而且又具有一定柔性的生产设备。
万能铣床的广泛应用,给机械制造的生产方式,产品机构和产业机构带来了深刻的变化,其技术水平高低和拥有量多少,是衡量一个国家和企业现代化的一个重要标志。
一种新型的控制装置,一项先进的应用技术,总是根据工业生产的实际需要而产生的。
可编程控制器简称PC。
X62W型万能铣床控制电路的PLC改造
西南林学院本科毕业(设计)论文(2009 届)题目:X62W型万能铣床控制电路的PLC改造教学院系交通机械与土木工程学院专业机械设计制造及其自动化2005级学生姓名徐天彩指导教师舒宇(教授)评阅人姓名(职称)舒宇2009年4月26日X62W型万能铣床控制电路的PLC改造西南林学院机械05 徐天彩【摘要】控制PLC是以计算机技术为技术核心的通用自动控制装置,在各行各业中得到了广泛的应用。
铣床可以用来加工平面、斜面、沟槽,装上分度头可以铣齿轮和螺旋面,装上圆工作台还可以铣切凸轮和弧形槽。
所以铣床在金属切削机床中占有很大的比重,使用数量仅次于车床。
铣床的迅速发展是由于它的积极作用正日益为人们所认识,其一,它能部分的代替人工操作,它能大大的改善工人的劳动条件,显著提高的提高生产劳动效率,加快实现工业的机械化和自动化的步伐。
因而,受到各工业国家的重视,并投入大量的人力、物力加以研究和应用。
在我国,近几年来也有较快的发展,并取得一定的成果,受到各工业部门的重视。
通过此设计,可以使大家了解到X62W万能铣床的电气控制系统的结构和PLC控制的原理,简单工作原理。
于能力有限,设计中不当之处,敬请指导老师批评指正。
【关键词】X62W万能铣床 PLC 技术改造【Abstract】PLC control technology based on computer technology for the automatic control device common core, in all walks of life have been widely used. Milling machine can be used to process flat, slope, trench, fitted with dividing head can be milling and helical gear face, fitted with a round table can also be milling and arc-shaped cam slot. Therefore, metal-cutting machine tools milling machine in a large proportion of the number second only to the use of lathes. The rapid development of milling is due to the positive role it is increasingly recognized as the first, it can replace part of the manual, it can greatly improve the working conditions of workers, a significant increase in production and labor to improve efficiency and accelerate the achievement of industry the pace of mechanization and automation. Thus, by the importance of the industrial countries, and invested a large amount of manpower and material resources to the research and application. In China, there are relatively rapid in recent years, and achieved certain results, be of great importance to the industrial sector. With this design, can make you understand that universal milling X62W electrical control system PLC control of the structure and the principle of a simple working principle. On capacity-limited, the design inappropriate, please teacher criticism.【Key Words】X62W universal milling PLC technology目录第1章前言 ........................................................................................ 错误!未定义书签。
X62W万能铣床控制电路的PLC改造
X62W万能铣床控制电路的PLC改造【摘要】本文介绍了采用PLC对X62W型万能铣床电气控制线路的改造,针对继电-接触器控制电气控制的故障率高、维修不方便等常见问题进行升级改造,通过PLC的应用,使机床的整个电气控制系统的可靠性得到很大幅度的提高,同时也减少了维护、维修的工作量。
【关键词】PLC 控制电路改造一、引言X62W型万能铣床是机械加工机床中应用非常广泛的机床之一,更是一种通用的多用途机床,可加工的范围非常广泛。
整体而言,X62W万能铣床具有主轴的转速范围宽,操作方面比较方便,加工各类广等显著的优点,使其在机械加工机床中起着不可替代的作用。
铣削加工的主运动是铣刀的转动,即主轴的旋转运动;进给运动为工作台的移动和圆形工作台的转动。
铣削加工的过程就是主运动和进给运动来配合完成的。
这些运动中主轴的正反转控制及变速冲动,工作台的前后、左右、上下六个方向的移动,以及冷却液的供给等都是通过电气控制系统对电动机的控制来实现的。
在维修维护中,继电-接触器控制系统的故障率高,整个控制系统在整个机床中所占的面积较大,并且存在较大的能耗,最主要的缺点是工作的可靠性不好,通过PLC的应用可以克服上述缺点,提高机床工作的可靠性,节省维修时间和节省成本,最大限度的提高机床的利用率。
二、X62W电气控制分析1.主轴的旋转运动:铣刀安装在铣床的主轴上,由电动机M1拖动。
因为铣削加工有顺铣和逆铣之分,所以要求主轴能实现正反转;为了提高生产效率,要求主轴在停车时能迅速停止,要求有停车制动控制;为了便于加工人员的操作方便,要求能实现多地控制;为保证主轴在变速时变速箱里的齿轮能正常且顺利的啮合,要求主轴电动机有冲动控制;2.工作台的移动:升降台可以沿着机床前面的垂直导轨上下移动,在升降台上的水平导轨可以实现左右移动,水平导轨上的溜板箱可以使工作台前后移动。
这六个方向的运动由同一台电动机M2拖动,要求能实现正反转控制;为了安全要求在同一时间内只允许工作如在一个方向上运动,即要求上下、左右、前后三种运动形式之间通过机械与电气方式进行互锁;为保证在调整进给量时进给箱里的齿轮能正常且顺利啮合,要求进给电机有冲动控的制;为提高工作效率,减少空行程时间,要求工作台能在各方向上进行快速移动;在使用圆形工作台时,其它六个方向的运动必须要停止,所以要求圆形工作台和直线进给之间有互锁控制;为避免误操作或较严重的撞车事故,要求主轴转动后才能进行进给运动,所以对主轴电动机M1和进给电动机M2之间要有顺序控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
原 控 制系统 电气 操 作方 法 。 铣床工作时提供切削液。铣床 的控制要求如下 : ( 3 ) 原 系统 中各 元器 件 ( 包 括按 钮 、 行 程 开关 、 热 ( I ) 铣削加工有顺铣和逆铣两种方式 , 要求主轴 的作 用 与原 电气 线路 相 同 。 电 动机 能正 反 转 。 由于 主轴 传 动 系 统 中装 有 避免 震 继 电器和 接触 器 ) ( 4 )将 原 控 制 电路 中 的 硬 件 接 线 改 为 P L C控 荡 的惯 性 轮 , 使 主轴 停 车 困难 , 故 主 轴 电动 机 采用 电 制 , 即梯形 图程 序实 现 。 磁 离 合 器来 制动 以实现 准确 停 车 。
《 装备制造技术) 2 o 1 3 年第 5 期
X 6 2 W 万 能铣 床 电控 系统 的 P L C改 造
张焕 平
( 广西机械高级技工学校 , 广西 柳州 5 4 5 0 0 5 )
摘 要: X6 2 W 万 能铣床 的 电气控制 系统 , 存在线路 复杂、 故 障率高、 维修 工作 量大、 可靠性 差等缺点。采 用三菱 P L C对 X6 2 W 万 能铣床原有 电气控 制 系统进行 改造 , 可提 高设备工作的可靠性和稳定性 。阐述 了X6 2 W 万能铣 床 电控 系统的
1 万能铣床 的电气控制要求及 其改造原 则
1 . 1 万 能铣 床 的 电气控 制 要求
给运动必须立即停止 , 以免损坏刀具和铣床 。 第 四, 圆工作 台运 动 只需 一个 转 向 , 且 与 工作 台 进 给运 动要 有联 锁 , 不 能 同时进 行 。
第五 , 冷 却泵 电动 机 M3只要 求 单 方 向转动 。 第六 , 要 有冷却 系统 、 照 明设备 及各种 保护 措施 。
工作 原 理 , 详 细说 明 了用 P L C进 行 改 造 的具 体 方 法 , 从 而提 高 了整 个 电 气 控 制 系统 的 工作 效 率 。
关键词 : P L C; X6 2 W 型 万 能 铣床 ; 电 气控 制 ; 改 造
中图分类号 : T G 5 4 1 . 3
文献标识码 : B
收 稿 日期 : 2 0 1 3 - 0 2 — 1 0
作者 简介 : 张焕平 ( 1 9 8 5 一) , 女, 广西柳州人 , 助理讲 师 , 主要从事机电专业相关课程的教学及 研究工作。
1 9 7
Eq ui p me nt M a n u f a c t u r i ng Te c hn o l o g y No. 5, 201 3
Lห้องสมุดไป่ตู้
2 设 计 与 实现
经过对 X 6 2 W 万 能铣 床 的控 制 系 统进 行 分 析 可
知, 该 系统 需 要输 入 点 数 为 l 3个 , 输 出点数 为 7个 ,
—
N
! ! : 亡 一 P E
墼
山
sB5 s B6
Y 0
—[
—
I X 0
P L C控 制 系统 替 代 体 积 大 、耗 能大 的继 电器 —— 接 触 器 系统 是 今后 控制 系统 发 展 的趋势 。
( 3 ) 根据加工工艺的要求 , 该铣床应具有 以下的
电气 联 锁措施 , 具体 如下 :
X 6 2 W 万能铣床是一种通用 的多用途铣床 , 其可 第一 , 为 了 防止 刀具 和 铣 床 的损 坏 , 主轴 运 动 与 以对各种零件进行平 面、 斜面 、 沟槽 、 齿轮及成型表 工作 台进给运动要有先后顺序控制 ,即进给运动要 面加工。但其长期以来采用 的是继 电器——接触器 在铣 刀 旋 转之 后 才 能进 行 ,/ j  ̄ - r 结 束 必 须在 铣 刀 停 的控制系统 , 所 以线路复杂 、 触点多 , 使得故障率高 , 转前停止进给运动。 给生 产 和 维 护 带来 诸 多 不便 ,还 影 响生 产 率 的进 一 第 二 ,工作 台在 6个 方 向上 的进 给运 动 同时 只 步提高 。为提高铣床控制系统 的可靠性和机床的加 能有 一 种运 动 产 生 ,采 用 机械 操 纵 手 柄 和位 置 开 关 工效率 ,本文采用 P L C技术对万能铣床的电气控制 相配合 的方式实现 6 个方向的连锁 。 系统 进行 改 造 。 第三 , 当主 轴 电动 机 或冷 却 泵 电 动机 过 载 时 , 进
文章编号 : 1 6 7 2 — 5 4 5 X ( 2 0 1 3) 0 5 - - 0 1 9 7 - 0 2
可编程序控制器( P L C) 是 近 几 十年 才 发 展 起 来
( 2 ) 铣床的工作 台要求有前后 、 左右、 上下 6 个
的一种新 型工业 自动控制装置 ,其可 以取代传统的 方向的进给运动 , 所 以要求进给 电动机能正反转 , 并 “ 继 电器一 接触 器 ” 控制系统 , 实 现 逻辑 控 制 、 顺 序控 通过操作手柄和机械离合器相配合来实现。进给 的 制、 定时等多种功能。P L C具有通用性强 , 可靠性高 , 快速移动通过电磁铁和机械挂挡来完成 。装有 圆形 指令 系统简单 , 编程简单易学 , 功能强大 , 且体积小 , 工作 台的铣床还有 回转运动 ,是 由进 给电动机经传 维修工作量少 ,现场连接方便等优点。因此 ,应用 动 机构 驱 动 的。
X 6 2 W 型万能 铣床有 3台异步 电动机 , 其 原理是 :
. 2 改造原 则 主轴电动机拖动铣刀旋转 ;进给电动机 M 2 实现工作 1 ( 1 ) 原 铣床 的工 艺加 工 方法 不变 。 台 的前 后 ( 横 向) 、 左右( 纵向 ) 和上 下 ( 垂直 ) 6个 方 向 ( 2 ) 在 保 留主 电路 的原 有 元 件 的基 础上 , 不改 变 的运动和圆工作 台的回转运动 ;冷却泵电动机 M 3 在