汽车纵梁数控冲孔新技术
汽车纵梁冲孔数控生产线自动编程系统ActiveX Automation技术的应用
削量大 ,同一加 工路线要反复切削 多次 ,此时可利 用固定循环功能 , 用 一个 程 序 段 实 现通 常 由 于 3 ~
C DC M A /A 系统 的开发正伴随着计算机软硬件技术的高速发展 向着更
高 、更深层次 的方向发展 。汽 车纵梁 中孔生产线 自动编程软件是~个
典型的C D A 系统。它采用Atv ̄uo ain A/ M C ci e t m to 技术 ,在Wn osT idw N 操作
1 多个程序段指令才 能完成 的加工 0 路 线。并且在重复切 削时 ,只需要
改变相关数值即可。这个固定 循环
系统或Wn o s0 0 idw 20 操作系统上运行 。汽车纵梁结构工程图形设计可以
A tCD u o A 软件 的二次开 发。根 据开发周 期短 、见效快、系统稳定性好
面相 同。这 种 方 法 的优 点是 有 效
避免 刀具 的损耗 ,但 是R 的计算 稍
微复杂 :
和功能强等原则 ,专用的汽车纵梁冲孔生产线C M A 系统一般采 用通用
CD A 系统 的二次开发。
专用的汽车纵梁冲孔生产线C M A 系统 采用的技 术路线是增加原菜
对简化程序非常有效。
形 、数据、程序等) 、传递 、加工处理 的全过程。
汽车 底盘是支承 、安装汽 车发动机及 其各部件 、总成 ,形成 汽
车 的整体造型 ,接受发动机的动力使汽车产生运 动 ,并保证正常行驶 的重要汽车部件 。汽车底盘纵梁 孔生产线 ,是汽车底盘 多品种小批 中 量生产 的关键设备。欧洲在2 世纪8 年代后期 ,开始在汽车底盘纵梁 O O
足不 了汽车纵 梁冲 孔数控生产线 的过滤式 、分段局部优化、相 同刀具
基于双冲的汽车纵梁数控冲孔线技术研究
的 缺 陷 是 生 成 程 序 的 冲 孔 次 数 比较 多 ,加 工 运 行 的
时间长 , 效率 低 。
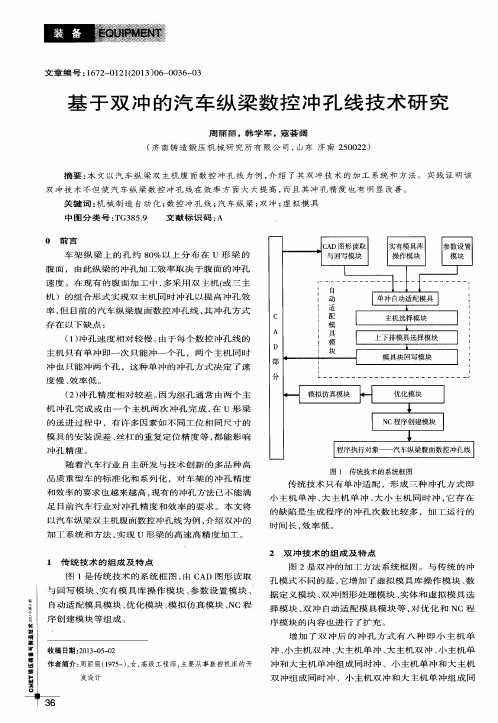
2 双 冲 技 术 的 组 成 及 特 点 1 传 统 技 术 的 组 成 及 特 点
图 1 传统技术 的系统框图
传 统 技 术 只 有 单 冲 适 配 ,形 成 三 种 冲 孔 方 式 即
小 主机 单 冲 、 大 主 机单 冲 、 大 小 主 机 同时 冲 , 它 存 在
和 效 率 的要 求 也 越 来 越 高 , 现 有 的 冲孔 方 法 已不 能 满
足 目前 汽 车行业 对 冲孔精 度 和效率 的要求 。本 文将
的 送 进 过 程 中 ,有 许 多 因 素 如 不 同 工 位 相 同 尺 寸 的
模 具 的安装 误差 、 丝杠 的重 复定位 精度 等 , 都 能 影 响 冲孔精 度 。
随 着 汽 车 行 业 自主 研 发 与 技 术 创 新 的 多 品 种 高 品 质 重 型 车 的标 准 化 和 系 列 化 ,对 车 架 的 冲 孔 精 度
文章 编 号 : 1 6 7 2 — 0 1 2 1 ( 2 0 1 3) 0 6 — 0 0 3 6 — 0 3
基 于 双 冲 的 汽 车 纵 梁 数 控 冲 孔 线 技 术 研 究
周 丽 丽 ,韩 学 军 ,寇 荟 阔
( 济 南 铸 造 锻 压 机 械 研 究 所 有 限公 司 , 山东 济 南 2 5 0 0 2 2)
图 1是 传 统 技 术 的 系 统 框 图 , 由 C AD 图 形 读 取
汽车纵梁数控冲孔设备在汽车行业的应用

孔作业。U形梁冲孔线 的使 用,提高 了生产 节拍,增 术跟进, 目前国内唯一 的 U形梁; 孔线设备供应商, 是 中 加 了产 能, 也有效 的解决摇臂钻床 带来 的 “ 瓶颈效应 ” , 并保持着 U形 梁冲孔线 的技术优 势,根据国内汽车厂
实 现产 能 目标 :
商对不 同纵梁 的加工要 求,拥有针对 U形 梁制孔 作业
■
装配质量 、如何 适应客户 的个性化 车架需求成 为国内 配 套 厂 得 到 了 广 泛 的 应 用 , 解 决 了 车 架 连 接 板 制 孔 低 汽车 工业 尤其是轻卡、重卡汽车 制造商着力要 实现 的 精度、低效 率的瓶颈。 目标 。在新 的 目标形势下,传统 的纵梁制孔工艺 ( 压 纵梁 冲孔 设备,根 据汽 车纵 梁制孔 工艺 的不 同, 力机成型 制孔、摇臂钻床碟钻靠模 制孔等)带来 了更 可分 为平板 冲孔 线、U形梁 冲孔线 两大 类。 自 2 0 00 多 的 “ 颈 ” 问题 : 瓶 年以来,该两种形式 的冲孔线在 国内各 大汽车厂,如 a 压力机成型制孔 : . 压机模具成本太高,模具加
配 备 自动 上下 料 的 TP 0型 系 列 数 控 液 压板 料 冲孔 机 8
第0期 数控机床市场 ・ 5・ 2 2
目
单 机 作 业的 TP 0 数 控 液 J 板 料 冲孔 机 8 硅
S TBl 0 1 P 2 - 2型 数 棺 平 顿 纵 梁 冲 孔线 ( 字形 主 机 结 构 配 有液 压 系 回 统总成)
该设 备是 一 种高 精度 高 效率 的 中厚 度板 材 加工 S P 1 0系 列 和 S T 1 0系 列 汽 车 纵 梁 平 板 T K 2 P B 2 设备, 设计 结 构 合理, 性 能优 越,采 用 国际 一流 的 数控冲孔线是 目前平板; 中孔线 中主要的两种机 型。该 F N C数 控系统, 自动编程软 件支持 多种格式 图形 种类设备是专 门为汽车车 架主纵 梁、衬 梁的平 板毛坯 U A 文件, 自动生成 的加 工程序 简单明了,极大的方便 了 ; 孔 而设计 的一种 高效、高精度的板材 自动化加工设 中 用户。液压系统采用独特 的双缸串联结构,系统根据 备, 上料、下 料、板料 的定位 及送进 、模具 的选择、 提供的板材参数, 自动转换单 双缸工作模式,有效 的 冲压过程 的实现 以及故障报警等均能够通过数控系统 降低了能耗,从而 为用户 降低 了生产成本。模具采用 直列式结构,大大 的缩短 了换模 时间,从 而提高 了整 机 的工作效率。 送进传 动部件 配置精 良,X轴、Y轴 控制 自动 完成 。配 有高效 的 自动上下料系统,采用国 际一 流的 F N C数控 系统, 高可靠性的 C C技术, U A N
汽车纵梁柔性加工的新技术
汽 车 纵 梁 柔 性 加 工 的新 技 术
赵 加 蓉
( 南 铸 造 锻 压 机 械 研 究 所捷 迈 数 控 公 司 , 东 济 南 2 0 0 ) 济 山 5 1 1
随着车 型 的更 新 换 代 速度 不 断 加 快 , 车 的生 汽
2 0 年 5月 为 安 徽 江 淮 汽 车 股 份 有 限 公 司 生 产 的 01 S P8 1 TP 一0 0型 闭 式 床 身 转 塔 模 具 结 构 形 式 的 数 控
生产 率 低 , 且 精 度 差 , 动强 度 极 大 。 因此 , 种 而 劳 一 新 型高 精度 、 高效 率 的数控 柔性 化 加工 设备 在近 四 、
五年里 在汽 车行 业 中 得 到 了 越来 越 广 泛 的 应 用 , 这
就是汽 车纵 梁数 控 冲孔生 产线 。 汽 车纵 梁 数控 冲孔 生产 线 是一 种 数控 自动 化 、 柔性化 生 产制 造设 备 , 通 过应用 计算 机控 制技 术 , 它
所开 发 的最 早 , 发 品 种 最 多 。为 满 足 不 同 用 户 开
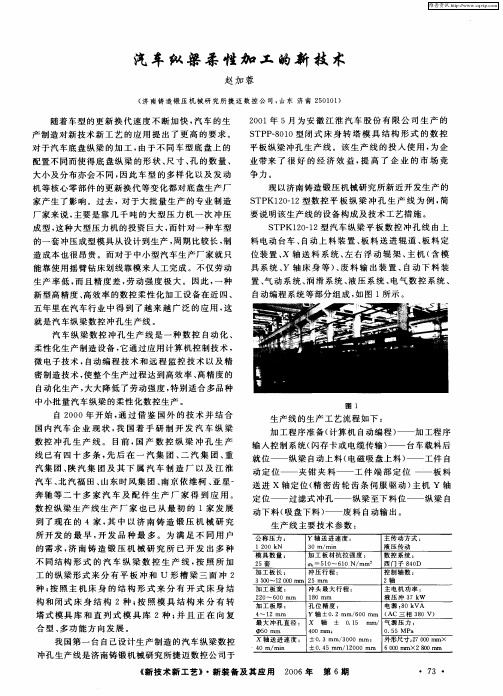
送 进 X轴定 位 ( 密齿 轮 齿 条 伺 服 驱 动 ) 精 主机 Y 轴 定 位—— 过滤式 冲孔 —— 纵 梁至下 料 位—— 纵 梁 自
动下料 ( 盘下 料 ) 吸 —— 废 料 自动 输 出 。 生产 线 主要技 术参 数 :
厂 家来 说 , 主要 是靠 几 千 吨 的大 型压 力 机 一 次 冲压 成型 , 这种 大型 压力 机 的投资 巨大 , 而针 对 一种 车型 的一套 冲压成 型模 具从 设计 到生 产 , 周期 比较 长 , 制 造成 本也 很 昂贵 。而对 于 中小型 汽 车生产 厂 家就 只
能靠 使用 摇臂 钻 床划线 靠模 来人 工 完成 。不 仅劳 动
汽车纵梁及边框数控冲孔线的电气设计
1
概 述
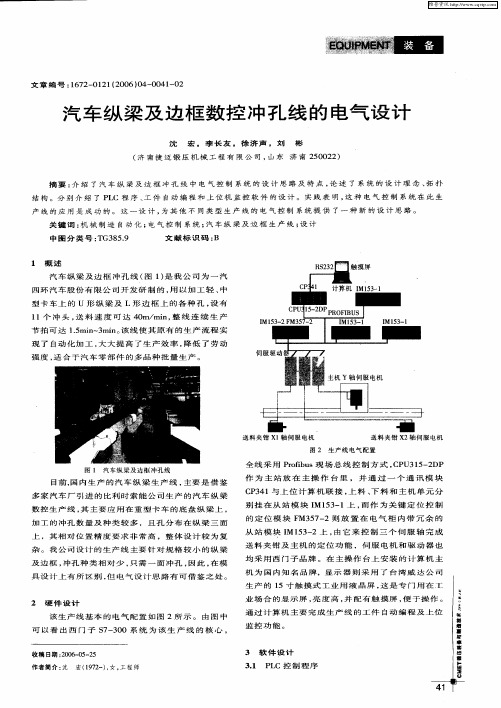
汽 车 纵 梁 及 边 框 冲 孔 线 ( 1 是 我 公 司 为 一 汽 图 ) 四环汽 车股 份有 限公 司 开发研 制 的 , 以加工 轻 、 用 中 型 卡 车 上 的 U 形 纵 梁 及 L形 边 框 上 的 各 种 孔 , 有 设
目前 , 内 生 产 的汽 车 纵 梁 生 产 线 , 要 是 借 鉴 国 主 多 家 汽 车 厂 引 进 的 比利 时 索 能 公 司生 产 的 汽 车 纵 梁
数 控生 产线 , 主要 应 用在 重型 卡车 的底 盘纵 梁 上 , 其
C 3 P 41与 上 位 计 算 机 联 接 , 料 、 料 和 主 机 单 元 分 上 下
别 挂 在 从 站 模 块 I 1 3 1上 , 作 为 关 键 定 位 控 制 M 5— 而
加 工 的 冲 孔 数 量 及 种 类 较 多 ,且 孔 分 布 在 纵 梁 三 面
上 ,其 相 对 位 置 精 度 要 求 非 常 高 , 整 体 设 计 较 为 复 杂 。 我 公 司 设 计 的 生 产 线 主要 针 对 规 格 较 小 的纵 梁
的 定 位 模 块 F 5 — 则 放 置 在 电 气 柜 内 带 冗 余 的 M3 7 2
从 站 模 块 I 1 3 2上 , 它 来 控 制 三 个 伺 服 轴 完 成 M 5- 由
送料 夹钳 及 主机 的定 位 功能 ,伺服 电机 和驱 动 器也
及 边 框 , 孔 种 类 相 对 少 , 需 一 面 冲 孔 , 此 ,
3
软件 设计
作者 简 介 : 沈 宏 ( 9 2 ) 女 , 程 师 17一 , 工
31 P C控 制 程 序 . L
带有红外检测功能的汽车纵梁平板数控冲孔线——板材FMC
组成 部 分 : 自动 上 料 装 置 、 自动 冲 孔 主 机 、 自动 卸 料
装置 、 控 ( C 单元 以及废 料排 出装 置 。 图 1 数 N u) 见 所
( ) 机 操作 方式— —用 于设 备补 孔加 工 , 2单 由操
作 者 通 过 键 盘 输 入 和 专 用 按 钮 实 现 m 机 动 作 。设 备 -
行 。该 种 操 作 方 式 被 称 为 在 线 操 作 方 式 即 自动 化 生
产。
梁 平 板 数 控 冲孔 线 。 管 国 内 生 产 厂 家 不 同 , 备 的 尽 设 组 成 各 有 特 色 ,但 是 基 本 组 成 和 主 要 技 术 参 数 都 大
同小 异 。
21 设 备 的 组 成 . 汽车 纵梁平 板数 控 冲孔线 可 以简单归 纳 为五个
汽车 纵梁 平板 数控 冲孔线 的 主要 技术 参 数 ( 见
调 试 也 用 此 种 操 作 方 式 。该 操 作 方 式 又 称 为 离 线 型 操作 方式 。
期 :0 1 0 — 9 21-82
4 汽 车 纵 梁 平 板 数 控 冲 孔 线 的 对 中 装 置 和 销 孔 定 位 装 置
数
材 的加 工过程 全部 完成 。
( ) 冲 孔 板 材 的 补 孔 工 作 流 程 : 冲 孔 平 2 已 已
卡 车纵 梁 平 板 坯 料 经 冲孔后 折 弯成 U字 型纵
梁 ,纵 梁 上 需 加 工 多 达 3 0个 尺 寸 和 形 状 不 同 的 安 0
板 经 对 中装 置 完 成 对 中 后 , 钳 夹 紧 板 材 , 后 执 行 夹 然
文 章 编 号 - 6 2 0 2 (0 0 — 0 8 0 1 7 — 1 12 1 ) 6 0 2 — 5 1
浅谈汽车底盘纵梁冲孔加工设备的应用与前景
技 术 ,2015,50(1). [2】 何 梦辉.新型汽 车纵梁数控平板 冲孔线 『J1_AI汽车制 造业 ,2008,
(7). [3] 迟 志波.国内汽车纵梁数 控 冲孑L生 产线 的发 展动 向I J1.数控 机床
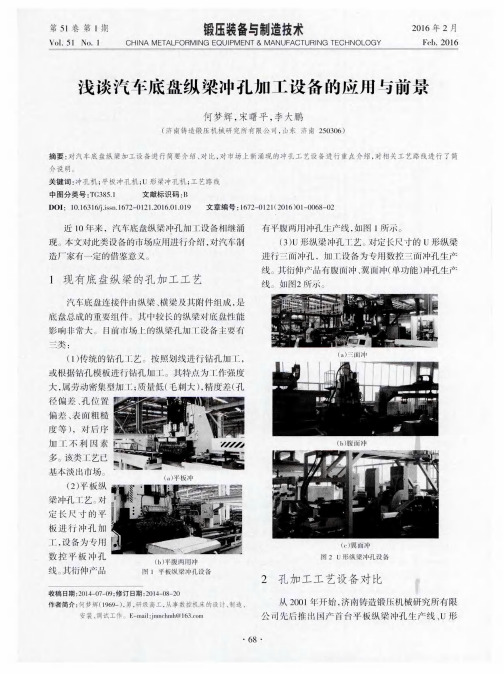
优 势 ,与传 统钻 孔 工艺 的低 效率 、低 质 量 (孔 毛刺 大 、 上 ,孔 加 工 设 备 中 ,按 工 艺 比例概 算 ,平 板 冲市 场 占
孔 位偏 差 大 )、后 续 工序 工 作量 大 且质 量 问题 多 等 缺 有率 约 为 50%~60%,U形 冲 占有率 约 为 30%~40% ,
了加工 时 间 ,单 件 加工 时 间 由原来 的 9~14min首次 进入 3min,与 国外 设 备相 当 。引来 国 内各卡 车 、客 车 制造 企 业竞 相采 购 ,进 口设 备 连续 4年都 无 国内销 售 纪录 。近 两年 ,随着 国 内市场 人 工成 本 升高 ,以及 国内外 市场 对设 备 自动 化 的需 求 ,相 关企 业 着手 准 备对现有设备的 自动化改造 ,新项 目规划也开始主 要考 虑 自动线 项 目。传 统钻孔 工艺 已难 以生 存 ,面临 淘 汰 。
(Jinan Foundry and Metalf orming Machiner y Research Institute Co.Ltd.,Jinan 250306,Shandong China)
Abstract:The process of punching equipment for the truck chassis has been simply introduced and compared in the text.The new em erging punching equipm ent in the m arket have been mainly expounded and the related pro— cess routes have been brief ly put forward. K eywords:Drill;Punching machine for f lat beam;Punching machine f or U beam;Process route
汽车U型纵梁数控冲孔线的加工误差补偿
汽车U型纵梁数控冲孔线的加工误差补偿I. 研究背景及意义A. U型纵梁数控冲孔线加工误差引出的问题B. 补偿技术的理论意义及现实意义II. 加工误差检测与分析A. 加工误差的产生原因B. 检测加工误差的方法C. 加工误差的分析与评价III. 补偿算法与模型A. 常用的数控冲孔加工误差补偿方法B. U型纵梁数控冲孔线的误差补偿模型C. 补偿算法的核心思想IV. 实验设计与结果分析A. 实验对象及条件B. 补偿前后加工误差的对比分析C. 实验数据分析与补偿算法的验证V. 结论与展望A. 研究成果总结B. 未来研究方向及应用前景。
第一章:研究背景及意义随着汽车工业的快速发展,汽车零部件的生产工艺和加工要求也提高到了一个新的高度,其中汽车U型纵梁作为车身的基础框架部件,在车辆的质量、安全以及行驶性能方面起着不可替代的作用。
为了满足汽车工业对U型纵梁的高精度加工要求,数控冲孔线已经成为了U型纵梁生产中不可或缺的重要设备。
然而,随着生产数量和工艺要求的提升,U型纵梁加工误差问题日益凸显,影响着产品的质量和工艺效率。
针对这一问题,需要研究加工误差的产生原因、检测方法以及误差补偿技术,以提高U型纵梁的生产效率和质量,同时也为数控冲孔生产线的稳定性和可靠性提供支持。
本章主要介绍U型纵梁数控冲孔线加工误差补偿技术的研究背景、意义和应用前景。
首先介绍U型纵梁的生产工艺和加工要求,然后分析加工误差带来的问题,最后探讨补偿技术的理论意义和现实意义。
第二章:加工误差检测与分析数控冲孔是一种高效、高精度、自动化程度高的加工方式,但是由于加工中存在的多种因素,如机床误差、刀具磨损和材料特性等,都会对加工精度产生影响,导致加工误差的产生。
因此,对于U型纵梁的加工误差进行检测与分析成为了研究的重点。
本章主要介绍U型纵梁数控冲孔线加工误差的检测方法和误差分析。
首先介绍加工误差的产生原因和加工误差的检测方法,如观察法、量测法和检测仪器法等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
动避让)。而槽梁冲则在主机前后各设置两个中心夹 钳,纵梁通过主机时,4把夹钳接力完成槽梁的输 送。输送时始终保持有两把夹钳夹住纵梁。
轮支架。平板冲时采用4列滚-q'e支撑,板料平直。槽
梁冲时则翻倒外侧的两列滚轮,采用中间的两列滚
轮支撑。采
用滚轮的优
点为夹钳行
走时穿行于
中间的两列
滚轮之间,
与料道互不
干涉。如图3
所示。
图3滚轮料道
设置两把主夹钳,采用交流伺服电机一齿轮齿 条消隙驱动;设置两把辅助夹钳,无杆气缸驱动。为 适应料端的翘曲,主辅夹钳均可在10mm范围内上
造厂的车架纵梁还是依靠大吨位压力机一次冲孑L后 弯曲成形。这种方式设备、模具投资费用巨大,如果 车型稳定。孔的规格数虽、位置稳定,该工艺的生产 效率也还是很高的,模具制造费摊下来也还经济。但 随着市场多样化、变型车需求越来越旺盛,此种方式 已经不能满足市场的需要。
对于中小型卡车生产厂家,以前则多采用钻模 板/摇臂钻划线钻孔这样的机加K?K艺。投资虽不大 但工人劳动强度很高,效率低,制孔精度差,再加上 钻模板的准备,十分费时费力。所以高效高精度的纵 梁数控冲孔技术一经出现,便很快得到了应用。
开式主机直线排列模具库的结构和选模原理如 下:
首先,模具顺并方向直线排列,冲孔时便于在槽 梁内移动。模具布置时大孔模在中间,/.b孑L模在前后 两侧,并行排列。另外数量多的冲模还按双份进行设 置。模具为可拆卸式,既可上下模单独更换,又可整 体更换上下模座。
直线模换模过程(图1):①复位气缸2上腔常 通压缩空气,气缸始终处于下压导柱8状态。②上滑 动块5(抽铁)和下滑动块17通过换模气缸4的推 拉,在导向滑槽6中移动。③图示位置上,如果下滑 动块17移动到最右端,则导柱8的上退空间打开, 在冲孔时冲头10后退。这样则只有左侧的冲头能有 选择地进行冲孔。
对于单层变截丽变宽度纵梁,可以采用平板纵 梁数控冲孔工艺后大吨位压力机弯曲成形的工艺。 对于变宽度等截面槽梁,目前比较经济的工艺是在 数控冲孔的基础上完成孔加工,再在数控折弯机上 终成形。
上述可见,纵梁数控冲孑L工艺应用已经越来越 广泛。数控冲所能达到的I艺性能、孔位精度和节拍 如下:
工艺范闸:除圆孑L外,还可以冲制异形孑L(如矩 形孔、椭圆孔等),最小孔径不小于来料厚度。
1引言 汽车车架纵梁数控冲孑L生产线是一种集机械制
造、计算机数控技术、液压控制技术、气动控制技术 等于一身的孑L冲切设备。相对于以前的制孔工艺装 备,具有投入产出比例高、加工效率高、自动化程度 高、柔性化生产强、制孔精度高等特点,适应于汽车 纵梁的大批量生产和多品种小批量的柔性生产。
2汽车纵梁数控冲技术的发展 直至上世纪80年代中期,大批量产I叶J的卡车制
孔时所有冲模的下死点一致。冲孔时土作行程 20mm。频次可达60min~。
5结束语 数控技术的应用,使得汽车纵梁制孔设备和加
工工艺都得到了很大的提升。可以预见,随着设备制 造技术日臻完善,数控冲的加工效率会越来越高,纵 梁生产工艺也会越来越成熟。
【参考文献】
【l】文怀兴.数控铣床设计.北京:化学工业出版社,2005—11. 【2】李长江墩控机床编程与操作.北京:机械工业出版社,2002—01.
气囊的作用下抬起,开始送料。压料力50kN。
为补偿槽梁来料翼面与腹面的直角度误差等,
主机下模座的两侧各设置了一组直线位移传感器补
偿左右梁的偏差。当槽梁进入主机冲孔区域后,传感
器滚轮与翼而全程贴合采集数据,对比输入值后确
定补偿偏差。平板冲时补偿装置退出。
腹兼平数控冲采用了既能用于平板输送又能兼
顾槽梁输送的4列滚轮料道,每600mm长设一组滚
文章编号:1672—0121f2009)06—0067—03
汽车纵梁数控冲孑L新技术
杜建政 (陕西重型汽车有限公司,陕西西安710201)
摘要:本文阐述了汽车纵梁数控冲孔新技术的发展和新工艺的应用,简要地分析了典型数控冲孔设 备——腹兼平数控冲孔生产线的工作原理和技术特点。
关键词:机械制造自动化;数控冲孔生产线;纵梁;汽车 中图分类号:TG386.2 文献标识码:B
The
万方数据
万方数据
图2腹兼平数控冲孔生产线
丝杠驱动,低摩擦直线导轨上滑移。
主机公称冲孑L力1200kN,10mm厚来料。最大
冲孔050mm。主机的角刚度满足3.4角分的许用角
变形要求。主机底座固定后,四周采用定位顶丝保持
长期精度稳定。
采用液压随动压料工艺:冲孑L前压料架先行压
紧来料后再开始冲孔。当冲头返回至设定高度后,在
纵梁的移动方向为沿着与主机移动相垂直的方 向作不后退的单向行进(菇向)。冲:fLu,d模具选择后 通过伺服电机控制两个方向的坐标联动来寻孔定 位。
数控冲的模具排列方式和选模方式是整个技术 的关键。早期的转塔冲模具为回转塔式布置,选模时 依靠伺服电机带动模具库旋转来确定。现在的直线 换模则是在主机滑块下端顺x方向同定四列直线式 排列的冲模,依靠换模气缸抽拉小小的垫铁来实现, 结构形式大为简化,换模速度大大提高。
为基准冲切夹
紧点间中心孔 找正。每根料
选择两组装置
来确定中轴线
即可(图4)。
腹兼平数 控冲采用进口
图4坯料中轴线的确定
博世力士乐液
压系统,插装阀式大流量电液比例阀控制。在主油缸
的行程上通过直线位移传感器全程反馈,油缸的上 下死点可在数控系统中随意设置。不同高度的冲模
理论上也可以实现独立的下死点位置设定,保证冲
从初期的单面冲一台主机,到可同时冲孔的3台单 面冲主机,生产效率大大提高。
设备造价方面,国产单主机数控冲的设备造价 约为250~400万元,三而冲约为800~1000万元。相 比较大吨位压力机其投入产出比例高,大大降低了 企业的投资风险,尤其是在新产品的试制阶段。
数控冲适用于单层纵梁的冲孔。对于双层纵梁 来说,如果内外梁的来料偏差大,会造成分别冲孔后 合梁的孔错位,所以其生产512艺为外梁冲孔后焊接 合梁,之后再由摇臂钻钻孔生产线“透钻”内梁而成; 如果内外梁的来料偏差小、精度高,则可采用双层梁 分别冲孔后直接合梁的1二艺。
腹兼平数控冲由自动化物流部分、数控冲孑L主 机部分以及电气控制中心部分组成(图2)。
自动化上下料系统采用数控伺服方式,来料在 台车上定位对齐,分层排列后。抓取采用断电吸附的 磁铁来实现。
主机为可移动开式机身,安装维修方便。机身上 设置主油缸、滑块、模具库、检测装置等部件,底座上 固定伺服驱动装置。采用永磁交流伺服电机一滚珠
数控系统为多轴联动的专用于冲孔的点位控制 系统;伺服系统采用半闭环控制;各数控轴均采用绝 对值旋转编码器,可实现断电续冲功能。
建立工件坐标系,以纵梁最前端为茗轴原点,通 过设在输送料道前端的光电开关获取。Y轴原点则 通过找出来料中心线获取。
建立机床坐标系,设主机前的伺服轴为戈。轴, 主机后伺服轴为茗:轴,其原点均在最右端。另外模 具库前两个冲模的对称中点为识别刀库的刀架相关 点,各个冲模以此为基准确定刀偏。
汽车纵梁数控冲技术经历了从转塔换模冲到直 线换模冲的发展历程。转塔冲的模具选择速度慢,主 机机身笨重、移动速度慢,生产节拍低;而直线换模 冲换模速度快,效率高。实际比对,转塔冲的机身重 量约是直线换模冲的1.5倍,生产效率是直线换模 冲的2/3左右。
对于不同形式的纵梁,目前市场上已开发出了 平板数控冲、u型等截面直槽梁腹丽数控冲、U型等 截面直槽梁二而冲以及腹兼平数控冲。主机数量也
软件排刀时,通过计算CAD图形中每个孔到工 件戈轴原点距离,加上相应冲模刀偏值的总和,从小 到大进行排序,实现z轴的单向行进。根据以上方 法,在自动编程软件下,自动生成加工程序。
4腹兼平数控冲孔生产线的组成与技术特点 腹兼平数控冲是既可用于平板冲孑L又可兼顾腹
板冲孔的新型直线换模数控冲孑L设备,相对于单纯 的平板冲和腹板冲,其独特的输送滚道、夹紧方式、 对中装置都为首创。其技术特点如下:
下浮动。断电时夹钳不松开,回路上设有液压锁和蓄 能器。
对于平板梁和槽梁,均采用双向同步夹紧对中
装置定位,该方法是能实现腹兼平的关键之处。对中
后的中心轴线作为数控系统Y向尺寸的原点,数控
系统依此进行Y坐标运算。对中装置固定于主机上 料侧的料道上,根据纵梁长度优化后设置5组,采用 制动电机一正反向丝杠同步对中。安装时以第一组
3直线换模数控冲的工作原理 直线换模冲采用液压冲孔技术。工作方式为油
缸每上下运行一次,完成一个孔的冲裁。 直线换模冲的主机形式有两种:一为可移动开
式机身;另一种为固定式闭式机身。前者适用于/J,:fL 的冲切,后者适用于大孔的冲切。开式机身的移动方 式为主机在设备的固定底座上作前后滑移;固定式 闭式主机机身固定,仅模具座前后移动,数控系统中 设为Y向。
冲孔精度:孔对应翼面基准点的位置度偏差+/一 0.2ram;孑L距石向偏差+/一0.15/400ram.+/一0.30/3000
收稿日期:2009—09—1l 作者简介:杜建政(1964一),男,工程师,从事机电设备的设计制造
万方数据
业扩展到了其他行业,如电力行业的铁塔角钢也采 用了该项冲孔技术。可以预见,直线换模冲孔技术必 将在更多的领域得到更广泛的应用。