5浅析提高连续压机生产线刨花铺装纵向密度偏差控制精度
(质量管理知识)刨花板质量

(质量管理知识)刨花板质量如何提高刨花板质量(Ⅰ)--合理控制密度及垂直于板面密度分布摘自:本站原创作者:木业网编者按:我国的刨花板生产近十年来受到中密度纤维板(MDF)的冲击,曾一度处于回缩低迷状态;但最近几年来刨花板年产量已开始回升,2003年产量已达547.1万m3,进入了一个重新发展时期。
如何提高刨花板质量是众多的刨花板生产企业首要的感兴趣的问题。
为此,本刊特将中国林科院木材工业研究所王培元研究员生前在1985~1986年撰写的《如何提高刨花板质量》系列文章略加删简,分成七篇汇入本刊,着重介绍刨花板的原材料性质、板子结构、物理力学性能与制板工艺等关系;限于篇幅,删除了有关管理与设备篇章。
对于目前所发展的各种结构刨花板,刨花板新产品、复合板、脲醛胶以外其它胶种所制造的刨花板、非木质原料刨花板等质量有关的特殊问题,不作介绍。
一、合理控制密度及垂直于板面密度分布有关刨花板的质量问题似乎可分为两类:一类是带有原理性质的,如密度,垂直于板面的密度分布,表面质量,用胶量,施胶效率,甲醛释放,原料性质,刨花几何形状,板坯结构,热压条件,回弹,含水率及尺寸稳定性,产品不同用途对产品质量的要求等。
另一类则属于生产中的产品质量控制,如产品厚度控制,合理砂光量控制,抗弯强度、垂直于平面的抗拉强度及吸水厚度及吸水厚度膨胀控制,车间质量控制,过程控制等。
本文仅概要介绍密度和垂直于板面密度分布两个专题。
(一)合理控制密度从我国现阶段刨花板生产情况出发,合理控制刨花板密度可是刨花板生产技术管理中的一把金钥匙。
提高刨花板的密度几乎可以改进所有的力学性能。
一般认为,当板的密度增加100kg/m3,静曲强度约可增加8N/mm2(80kgf/cm2),垂直于平面的抗拉强度约增加0.2 N/mm2(2kgf/cm2)其它力学性能如抗弯弹性模量、握钉力、硬度、抗压损等都有很大增强。
其原因是随着压缩比的增大刨花之间的孔隙减小,而且胶接面积增加,板子的强度自然增加。
机械加工精度的影响因素及提高措施

机械加工精度的影响因素及提高措施【摘要】机械加工精度的影响因素包括加工工艺参数的选择、材料的选取、机床精度和稳定性、刀具磨损和尺寸精度、以及工艺装备和工装精度。
为了提高机械加工精度,需要综合措施,如优化加工工艺流程、发展高精度加工技术。
在实际应用中,需要注意控制好这些因素,以确保产品的质量和精度。
通过合理选择工艺参数和材料,加强对机床精度和刀具磨损的管理,以及提升工艺装备和工装精度,可以有效提高机械加工的精度和稳定性。
不断优化技术手段和加工流程,并注重细节的控制,是提高机械加工精度的有效途径。
【关键词】机械加工精度、加工工艺、材料选取、机床精度、刀具磨损、工艺装备、工装精度、综合措施、高精度加工技术、加工工艺流程优化。
1. 引言1.1 研究目的本文旨在探讨机械加工精度的影响因素及提高措施,旨在帮助加工企业和技术人员更好地理解和掌握机械加工精度的关键问题。
具体来说,我们将深入分析加工工艺参数、材料选取、机床精度和稳定性、刀具磨损和刀具尺寸精度以及工艺装备和工装精度对机械加工精度的影响。
通过对这些关键因素的研究,我们旨在从根本上找出影响机械加工精度的瓶颈,为进一步提高加工精度提供科学依据和技术支持。
通过本文的研究和分析,我们希望为加工行业提供可行的综合措施,推动高精度加工技术的发展,并优化加工工艺流程,以实现更高水平的机械加工精度。
1.2 研究意义机械加工精度的提高对于提升工件质量、减少资源浪费、提高生产效率具有重要意义。
高精度的机械加工可以保证零件的尺寸精度和表面质量达到要求,提高零件的装配精度和工作稳定性,使整个机械设备的性能得到提升。
高精度的机械加工还能够减少材料的浪费,降低生产成本,提高产品的市场竞争力。
在当前全球制造业高速发展的背景下,加工精度要求越来越高,对机械加工精度的研究和提高具有重要的现实意义。
通过深入研究机械加工精度的影响因素及提高措施,可以为实现更高精度的机械加工提供理论指导和实践经验,推动我国制造业的技术水平和竞争力不断提升。
分析机械设备装配精度的影响因素和控制措施

分析机械设备装配精度的影响因素和控制措施一、设备装配精度机械设备装配就是将一系列全部合格的零部件、设备组装成具有肯定生产力量的技术装备或生产线系统。
产品装配完成后需要进行各种检验和试验,以确保其装配质量和使用性能。
为了使机械设备具有正常工作性能,必需保证其装配精度。
设备装配精度包含各独立设备之间所需正确联动的位置精度、单台设备重现的制造精度和整台设备在使用中的运行精度。
二、设备安装协作精度的影响因素设备在装配时受到的精度影响因素不是单一的,应从多方面因素综合考虑和分析。
下面重点介绍了八种影响因素。
(一)基础的影响设备基础存在强度不够、沉降不匀称和抗振性能不足等一些缺陷对安装精度存在严峻的影响。
设备找平、找正、找标高及安装检验合格后,若基础强度不足、连续下沉,安装会存在偏差,造成设备安装精度降低。
因此,设备安装前,应检查和测试基础强度是否符合设计要求,应观测基础沉降是否稳定,确定都合格后作最终设备调整和固定安装。
设备运行过程中可能会产生较大的动载荷或冲击载荷,若设备基础抗振性能不足,也会影响设备安装精度。
(二)灌浆和垫铁的影响在垫铁和二次灌浆层上安装设备。
若垫铁本身的质量(表面不平整、有毛刺,尺寸误差大)、垫铁的接触质量(垫铁不平稳、接触不好,未焊牢)、二次灌浆质量(不密实、强度达不到)存在一些问题,会严峻影响设备装配精度。
应严格根据垫铁的设置和灌浆要求进行合理的施工和安装,使设备装配误差降到最低限度。
(三)地脚螺栓的影响地脚螺栓的位置、标高、垂直度和紧固力矩直接影响设备安装的质量。
有些设备(特殊是自动化程度高的联动设备)对标高、位置的精确性要求很严。
因此,必需在设备安装前,地脚螺栓埋设后对其进行检查和矫正。
当发生偏差时,应依据设备的详细状况采纳不同的处理方法。
地脚螺栓若安装不垂直,在浇灌混凝土时产生偏移,还可能产生局部间隙,造成设备与螺母的接触会倾斜不正,受力不均衡,影响设备的坚固安装固定;螺栓紧固力低于标准要求,装配连接存在松动,设备在工作运行中会产生振动和位移,造成设备安装精度降低。
机械加工工艺技术的误差及改善对策
机械加工工艺技术的误差及改善对策误差是机械加工中普遍存在的问题,它会影响产品的质量、尺寸精度以及装配、使用性能。
减小误差、提高加工精度是机械加工过程中需要不断努力去解决的问题。
本文将探讨机械加工工艺技术中的常见误差及改善对策。
机械加工中常见的误差有以下几种:1.几何尺寸误差:包括线度误差、平面度误差、圆度误差等。
这些误差在机械加工中往往由于设备、夹具或刀具的不准确性、磨损程度以及操作技术的限制所引起。
2.位置误差:主要指的是零件相对位置的偏差,包括平行度、垂直度、位置误差等。
该误差主要与夹具的精度、设备的稳定性以及操作人员的技术要求有关。
3.表面粗糙度误差:机械加工过程中,材料的切削及刀具的磨损会导致表面粗糙度的增加。
表面粗糙度误差会影响零件的摩擦、密封以及抗腐蚀等性能。
针对以上误差,我们可以采取以下改善对策来提高机械加工工艺技术的精度:1.选择合适的设备和夹具:设备和夹具的精度直接影响工艺的精度。
在机械加工过程中应选择精度高、稳定性好的设备和夹具,以减小工艺误差。
2.改进刀具的质量和磨损情况:刀具是机械加工中常用的工具,其质量和磨损程度会直接影响加工的精度。
可以通过改善刀具的质量和加强刀具的维护,减小刀具带来的加工误差。
3.优化加工工艺参数:在机械加工过程中,合理设置加工工艺参数是提高加工精度的关键。
可以通过合理设置切削速度、进给速度、切削深度等参数,减小误差的产生。
4.加强操作人员的技术培训:操作人员的技术能力对机械加工工艺的精度有着重要的影响。
应加强操作人员的技术培训,提高其对机械加工工艺的理解和熟练度,减小误差的发生。
5.质量控制和检测系统的建立:建立完善的质量控制和检测系统可以实时监测工艺的精度,及时发现并纠正误差。
通过建立质量控制和检测系统,可以提高机械加工工艺的稳定性和精度。
6.不断引进新技术和新装备:机械加工领域的技术和设备不断更新,新技术和新装备的引入可以帮助提高加工的精度。
应关注行业的发展动态,不断引进新技术和新装备,以提高机械加工的质量。
生产部生产线改进与产能提升措施

生产部生产线改进与产能提升措施随着市场竞争日趋激烈,企业迫切需要提高生产线的效率和产能。
生产部是企业生产力的核心部门,通过对生产线的改进和优化,可以有效提升企业的产能,并实现更高的经济效益。
本文将探讨一些生产部生产线改进和产能提升的措施,以助您的企业在市场中取得更大的竞争优势。
一、工艺流程优化生产线的高效运转离不开清晰流畅的工艺流程。
通过详细的工艺流程分析,我们可以找出生产线中存在的瓶颈和不必要的环节,然后采取相应的优化措施。
1.1 瓶颈环节的优化首先,我们需要确定生产线中的瓶颈环节,即制约整个生产线效率的关键环节。
通常这些环节包括物料供应、设备运转、工艺流程、人员配备等。
针对不同的瓶颈环节,可以采取以下优化措施:- 提高物料供应的及时性:与供应商建立紧密的合作关系,确保物料供应的及时性和持续性。
- 设备维护与改进:定期对生产设备进行保养和维护,确保设备的正常运转;同时,采用先进的设备技术和自动化系统,提高生产效率。
- 工艺流程改进:对生产过程中的各个环节进行精细的分析和优化,消除不必要的环节和浪费,提高整体效率。
- 人员培训和配备:加强对生产人员的培训和专业知识的提升,保障工作人员具备高效处理和解决问题的能力。
1.2 流程优化除了瓶颈环节的优化,还需要对整个生产线的工艺流程进行优化。
可以采取以下措施:- 合理规划生产任务和流程:通过合理分配生产任务和制定详细的生产计划,避免生产线的闲置或过载。
- 开展流程改进项目:通过引入精益生产、六西格玛等管理方法,分析并改进工艺流程中的问题,提高生产效率。
- 优化布局和设备配置:通过改变工作站的布局、优化设备配置等方式,实现物料和人员的高效流动,减少生产线的拥堵和等待时间。
二、技术创新和自动化应用随着信息技术的快速发展,许多传统的生产方式已经被新技术取代。
通过技术创新和自动化应用,可以大幅提升生产线的效率和产能。
2.1 引入先进设备和工艺引入先进的生产设备和工艺技术,是提高生产线效率和产能的重要手段。
机械加工精度的影响因素及提高措施

机械加工精度的影响因素及提高措施机械加工精度是指加工件的尺寸精度、形位精度和表面粗糙度等加工质量指标达到设计要求的程度。
在实际的机械加工过程中,加工精度受到多种因素的影响,因此为了提高机械加工精度,必须全面分析影响精度的因素,并采取相应的措施进行改进。
本文将从工艺、设备、工人技术水平和管理等方面详细介绍机械加工精度的影响因素及提高措施。
一、工艺因素1.1 切削参数切削参数是影响机械加工精度的重要因素,包括切削速度、进给量和切削深度。
在实际加工中,合理选择切削参数可以有效控制加工精度,避免加工过程中产生振动和变形。
一般来说,加工硬度高的材料应选择较低的切削速度和进给量,加工硬度低的材料则相反。
1.2 刀具磨损刀具磨损是导致加工精度降低的主要原因之一。
磨损的刀具会使切削力增大,而且容易产生毛刺和尺寸偏差。
加工过程中应定期更换刀具,及时进行刀具的磨削和修复。
1.3 清洁度在机械加工过程中,加工台面、刀具等各个部件的清洁度对加工精度有一定的影响。
尤其是对于精密零部件的加工,不良的工作环境和不及时的清洁维护,会直接影响零件的加工精度。
1.4 加工顺序合理的加工顺序能够有效避免因前道工序的精度问题而影响后续工序的加工精度。
通过分析零部件的结构特点和材料性能,制定合理的加工顺序,可以大大提高加工精度。
二、设备因素2.1 设备精度机床的精度直接影响到加工零件的精度。
在选择机床时应尽量选择精度高的设备,确保设备的动态稳定性和静态稳定性。
定期对机床进行维护和校准,也能有效提高加工精度。
2.2 夹具刚度夹具的刚度会对加工精度产生重要影响,夹具的刚度越大,零件的变形就越小,因此应尽量选择刚度大的夹具,避免因夹具变形而影响加工精度。
2.3 外部环境外部环境的稳定性对机械加工精度也会产生一定影响,对于高精度的零部件加工,应尽量选择温度、湿度等稳定性高的加工环境。
三、工人技术水平3.1 操作技能工人的操作技能直接影响零部件的加工精度。
连续平压热压机生产薄型刨花板质量问题及对策
消耗量的主要途径。定制家具部件厚度减小后 ,为了保 为突出,其产生原因是多方面的。
证家具结构 的稳定性和强度 ,对所用各种规格刨花板的
1)板坯铺装结构不对称。薄板铺装时板坯结构不对
质量提 }}{了更高的要求。本文着重对厚度规格小于 l0 mm 称 ,压制成板后密度差异过大 ,密度偏差引起 的板材内
称 中心平面两侧 的相应层 内刨花的大小 、密度 、厚度等
1)控制板坯 含水率 。生产薄板时需要较低 的刨花
均应相同或相=i丘I”。
含水率 ,干燥后刨花 含水率控制在2.0% ~3.0%为宜 ,
2)采用合理热压 曲线 。连续压机生产薄板时,应合 施 胶后 控 制表层 刨 花含水 率 为 12.5% ~l3.5%,芯 层
光时控制上 、下表面砂光量一致 ,使得砂光后的板厚方 3 薄板表面粗刨花
在着非均匀分布 的应力 ,如果不经过冷却处理而立 即堆 因有以下几点。
放 ,或者冷却不充分 ,容易造成翘曲变形 。
1)板坯含水率过高。由于连续压机中的板坯是连续
4)表 面砂光 量不 等。常规刨花板剖 面密度分布呈 移动 的,热压过程中产生的蒸汽只能从板坯两侧排 出。
“马鞍型” ,如果_上下表面砂光量不一致 ,使得砂光后 如果板坯含水 率过高 ,热 压时板材芯 层将产生 大量蒸
文献标志码:B
文章编号:1673-5064(2018)09—0030~04
Quaint Problems and Counterm easures of Thin Particleboard on
Continuous H otpress
Yang Yuan,W u Zlf ichao
Huizhou Fenglin Fiberboard Co.Ltd.,H uizhou 516053,China
浅析连续平压刨花板板面大刨花产生原因及消除
浅析连续平压刨花板板面大刨花产生原因及消除刘光新,沈文荣苏州苏福马机械有限公司,苏州江苏215129摘要:分析连续平压刨花板生产线的刨花板板面大刨花产生的原因,并提出相应的消除板面大刨花的措施。
关键词:连续平压;刨花板;大刨花;消除措施中图分类号:TS653文献标志码:B文章编号:1673-5064(2020)11-0026-03Analysis on Large Flakes Problem and Its Elimination of Particleboard SurfoceLayerLiu Guangxiri,Shen WenrongSufbma Machinery Co.Ltd.,Suzhou.Jiangsu215129.ChinaAbstract The causes of the presence of large flakes on the particleboard surface layer produced by continuous flat press particleboard production line were analyzed.Effective countermeasures to solve the problem were proposed.Keywords:continuous flat press;particleboard;large flakes;countermeasures近年来,随着国民经济的持续发展和人民生活水平的不断提高,消费者越来越注重生活质量的追求,对板材质量的要求也越来越高,从而促进了人造板制造水平的提升。
虽然连续平压刨花板生产技术和工艺都比较先进,但是在实际生产中也会出现板面大刨花的外观质量缺陷。
笔者根据实际生产调试经验,分析其质量缺陷产生的原因,并提出相应的消除措施。
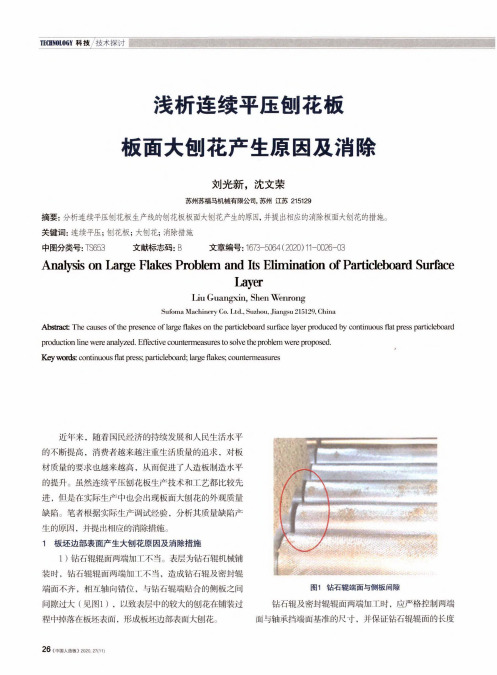
1板坯边部表面产生大刨花原因及消除措施1)钻石辗辘面两端加工不当。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浅析提高连续压机生产线刨花铺装纵向密度偏差控制精度刘光新苏州苏福马机械有限公司,江苏苏州215129摘要:总结设备调试和生产实践经验,分析影响连续压机生产线刨花铺装纵向密度偏差的因素,并提出切实有效的解决方案,以满足企业生产重量偏差高精度刨花板的需求关键词:刨花板;连续压机生产线;铺装纵向密度偏差;控制精度;PIDBrief Analysis on Improving Longitudinal Density Deviation Control Accuracy of PB Forming Machine used in production line with Conti-Press TechnologyLiu GuangxinSuzhou Sufoma Machinery Co., Ltd. Suzhou, Jiang SuAbstract: Summarize equipments debugging and experience of production practice. Analyze and research the factors which influence the longitudinal density deviation accuracy of forming machine in PB production line with conti-presss technology. Propose the ffective solutions to meet the high requirement from the company production of controlling the weight variance of the finished particle board.Key words: PB (Particle board), Continuous press technology, Longitudinal density deviation of forming, Control Accuracy, PID连续压机国产化标志着我国正式步入了国产连续压机时代,与其配套的主机全面国产化势在必行。
连续压机生产线对国产刨花铺装机提出了更高的控制要求,苏州苏福马机械有限公司(以下简称苏福马)在总结分级式铺装机多年研发、制造经验的基础上,适时开发出了与连续压机生产线配套的大产能分级式铺装机,采用过程PID(比例-积分-微分)精确控制,对系统的传递函数进行修正,以快速地跟踪变化,消除稳态误差,大大提高了铺装控制精度,实现了与连续压机生产线的完美配套。
其中,铺装纵向密度偏差的控制精度,直接影响板间重量误差。
在市场竞争激烈、板材质量要求高、成本控制严格的情况下,提高铺装纵向密度偏差控制精度显得尤为重要,这也是生产企业节省成本、创造效益的诉求。
通过现场调试、实践分析,影响铺装纵向密度偏差的因素较多,下面分别对影响铺装纵向密度偏差的因素进行深入分析,为用户提供一些切实有效的解决方案,以满足用户生产的需求。
1.连续压机2.成型运输机3.预压机4.板坯秤5.铺装机图1 刨花板连续压机生产线热压成型工段1 原料目前,有很多刨花板厂为降低成本、提高竞争力,大量外购木片或工厂刨花、废单板、锯末等作为刨花板原料,品种较杂。
不同的原料,密度不相同,加工成刨花进入系统后,刨花的堆积密度会发生变化,造成后续施胶、热压、工艺、称重等的不稳定,使得铺装纵向密度调整非常困难。
建议将原料按树种、形态顺序堆放,在工艺允许、质量保证的前提下,采用配比料仓螺旋按一定比例添加,务必稳定上料,减少因原料混杂无序对生产各环节的影响,为生产工艺、板材质量的稳定创造条件,减少因原料密度的变化对铺装纵向密度偏差造成的影响。
2 成型成型运输机大皮带运输机大皮带运输机大皮带速度速度速度控制精度控制精度成型运输机2(见图1)大皮带速度的精度直接影响纵向密度偏差,鉴于成型运输机大皮带速度采用伺服控制,通过伺服控制器进行速度饱和控制、扭矩限幅达到转动速度的精度控制,减少了中间传动过程中的误差,增加了整个系统的定位精度,响应速度快、跟踪精确、工作稳定,正常情况下控制精度≤±0.25%时,对铺装纵向密度精度影响不大;在主线速度较低,控制精度超过±0.25%达到±0.5%时,对铺装纵向密度精度的影响则比较大,成为主要影响因素之一。
3 成型运输机成型运输机大大皮带打滑成型运输机大皮带速度不仅要与连续压机主线速度保持同步,而且还需保证自身速度的精准控制。
由于成型运输机大皮带长度一般达60m ,甚至更长,而皮带本身具有一定的延伸率,张紧比较困难;并且因尾部张紧辊包胶层老化,纹路磨损等因素,皮带与张紧辊之间的摩擦系数减小,不可避免地造成皮带微量打滑,使得皮带实际运行速度发生改变。
尽管伺服电机驱动控制精度非常高,但因皮带打滑,造成皮带实际速度改变,当皮带实际速度超过一定的误差范围时,皮带打滑则成为不可忽视的影响因素。
所以要选用定伸强度高、延伸率小的进口品牌PU 带,以减少打滑现象;注意检查辊筒包胶层的硬度、老化情况及包胶层纹路的磨损程度;定期检查运输皮带的张紧力,始终保持张紧状态,从而减少对铺装纵向密度精度的影响。
4 铺装铺装机机计量带速度铺装机5(见图1)的计量带速度和成型线主线速度根据不同板厚按一定比例运行,铺装机计量带的实际速度慢快直接决定了下料量的多少,而计量带的张紧程度,计量料仓内刨花料量的多少,计量仓密封对计量带阻力的大小,则直接决定了皮带打滑程度大小,从而影响计量带实际速度的变化,间接的造成了铺装纵向密度的变化。
生产过程中要注意检查计量带的张紧情况,保持张紧状态;计量料仓内保持适当的料位,不宜在过高料位状态下运行,减少物料对计量带的阻力;也可采取包胶辊或增大辊径的方式,增加计量带的摩擦力,从而减少打滑情况的发生,提高铺装纵向密度控制精度。
5 称重板坯大都采用板坯秤进行称重,称重设备的称重及安装方式,直接决定了称重的精度,从而影响到铺装纵向密度控制精度的高低。
5.1 称重方式刨花板连续压机生产线的板坯称重方式与中密度纤维板连续压机生产线有所不同,中密度纤维板只有一种纤维物料,比较容易控制,有一台板坯称4(见图1)即可;而刨花板采用分级式铺装机铺装,分上下表层刨花、上下芯层刨花,需要分别称重计量,工艺上至少采用两台板坯秤(见图1),布置在最后上表层铺装机的前后各一台。
通过两台板坯秤的差值计算出上表层铺装的上表层刨花量,从而计算出下表层的刨花量,再通过总量减去两表层的刨花量得出上下芯层刨花的重量值,当纵向密度发生改变时,通过PID 实时调整芯层铺装机计量带的速度来调节纵向板坯重量的波动值。
5.2 称重设备5.2.1称重称重设备设备设备要求要求1)称重仪器要求称重面积大,提高称重精度。
2)称重模块要求动载,消除动态倾覆力矩的影响。
5.2.2称重称重设备设备设备安装方式安装方式1)称重仪器安装尽量避免安装在落料区域。
2)称重仪器安装与两侧区域离开一定距离,使皮带上板坯落在有效的称重范围内。
3)称重仪器与其他设备分离开,减少其他设备震动的影响。
6 工艺稳定性生产过程中,工艺稳定性对所生产刨花板质量的稳定起着非常关键的作用,是不可忽视的重要影响因素,直接或间接地影响着铺装纵向密度偏差的控制精度。
6.1 干燥干燥刨花刨花刨花终含终含终含水水率的稳定性干燥后的刨花终含水率一般控制在±2%左右,如果含水率过低,将导致干燥出口温度过高,除了容易引发火情外,在运输及拌胶过程中容易破坏刨花形态,施胶时还容易过量吸水吸胶,使得刨花表面缺胶,降低了刨花板内结合强度,增加了胶耗,同时也降低了板坯热传导速率;含水率过高,热压刨花板容易分层鼓泡,所以工艺上需要控制刨花含水率的稳定,同时也减少了干燥后刨花重量的波动。
6.2 施胶后施胶后刨花刨花刨花含水率的稳定性含水率的稳定性施胶后表芯层刨花的含水率,以及铺装后表芯层刨花的含水率一般要进行实时监控,含水率的变化较大时,即使在原料稳定、干燥后刨花的堆积密度不变的情况下,含水率的高低,也会导致施胶后刨花堆积密度发生变化。
6.3 刨花刨花拌胶均匀性拌胶均匀性连续压机生产线配套的拌胶机大都通过调整拌胶机出料口的阀板开度,控制驱动电机电流的大小,从而控制拌胶机内刨花的充实系数,形成拌胶环,使刨花拌胶均匀,阀板控制精度的高低,对刨花施胶的均匀性及含水率均会产生较大的影响。
6.4 施胶稳定性和均匀性胶泵选型流量不宜过大,供胶管路不宜过长,胶泵距拌胶机的高度不宜过高,否则,极易造成施胶忽多忽少,严重影响施胶的稳定性和均匀性,使得单位时间内的施胶刨花重量不同,刨花堆积密度发生变化,会造成铺装后纵向密度的波动。
7 铺装铺装计量计量计量料仓料仓料仓料位料位料位高低高低高低变化变化铺装计量料仓内料位的高低,直接引起料仓内施胶刨花堆积密度的变化,造成相同计量带速度、转耙耙齿与计量带之间相等截面积的情况下,刨花流量不同,从而造成板坯纵向密度偏差的变化,所以在程序设计及生产操作上,应注意调整施胶刨花流量PID控制,保证施胶刨花流量的稳定。
使施胶刨花的进料量与铺装需要施胶刨花量保持平衡,尽量使铺装时工作料位保持不变或变化不大,此时计量料仓的料量基本稳定在铺装需要料量的范围内,从而减少因堆积密度的变化造成对板坯纵向密度偏差的影响。
分料PID控制精度8 铺装铺装分料当施胶刨花进料量与铺装需要施胶刨花量保持平衡时,要求两铺装表层(两芯层)计量料仓内分配的料量基本相等,保证两铺装表层(两芯层)在同样转速、同样截面积的情况下,下料量也基本相等。
分料也需进行PID控制,实时对两表层(两芯层)物料重量进行比较采样,当两表层(两芯层)物料重量相差5~10kg(工艺上可设定)时,分料推杆电机开始动作,分料阀板将多分一些物料至重量轻的料仓内,直至两表层(两芯层)达到工艺控制的重量误差范围之内,为纵向密度偏差精度的提高创造条件。
主线PID调整控制调整控制9 成型成型主线以上各种综合因素对纵向密度偏差的影响,最终都靠成型主线PID调整将其控制在一定的误差范围内,所以尽量减少各种影响环节的影响,为成型主线PID调整创造有力条件,使得成型主线PID控制起来更加容易,精度更高。
PID控制属于闭环控制,是指将被控量的检测信号(即由传感器测得的实际值)反馈到变频器,与被控量的目标信号进行比例、积分、微分运算,来调整变频器的输出频率,如尚未达到,则根据两者的差值进行调整,使被控量始终稳定在目标量上,控制原理见图2。
图2 PID控制原理9.1 比例P的选取由于比例P的大小直接影响到系统的超调量、过渡时间和稳态误差,因此P的选取尤为重要。