维氏硬度计操作规程
维氏硬度计操作规程
显微硬度计操作规程一、操作方法1、开机前对设备进行点检保养,再打开硬度计电源开关和计算机电源。
2、在电脑中打开硬度测试软件,打开目镜图像画面。
3、转动变换手轮,使试验力符合选择要求,变换手轮的力值和屏幕上显示的力值是一致的。
4、10s是最常用的试验力保持时间,也可以根据需要调整保持时间。
5、将标准块或试件放在十字试台上,转动升降旋轮是试台上升,当试件离压头下端0.5~1mm是,按“←”健,转塔转动,使40×物镜位于主体正前方位置。
6、转动升降旋轮使试台上升,直至试样表面清晰成像。
如果在目镜中观察到的像模糊,可转动目镜前部镜头,直至清晰为止。
7、按“启动”键,压头自动转到主体前方,仪器开始加载、保载、卸载,压头退回,40×物镜转到前方,屏幕到测量界面。
8、在测微目镜的视场可看到压痕,如压痕不太清楚,可缓慢转动旋轮调整,直至调到最清楚。
9、在电脑目镜画面中,利用鼠标对压痕对角线进行测试,测试完后,点击对角线按钮,就可在电脑屏幕中出现微显硬度值。
如果对压痕重新进行测试,则重新测量对角线长度即可。
10、试验结束后,清理工作台面,关闭各电源。
二、维氏硬度计常见故障与调修(1)加荷指示灯、测量显微镜灯不亮首先检查电源是否接好,然后检查开关、灯泡等。
(2)测量显微镜内浑浊,看不到或看不清压痕调整显微镜焦距和灯光,调整之后仍不清楚,则应分别转动物镜和目镜来调整。
(3)压痕不在视场内或稍转动工作台,压痕位置变化很大出现这种情况的原因是由于压头、测量显微镜、工作台三者轴心不同造成的。
(4)检定时示值超差的原因及解决办法①测量显微镜标尺不准。
用标准测微尺进行检查。
如不准可送修或更换。
②负(载)荷超出规程要求或负荷不稳,用小负荷三等标准测力计检查。
(5)加荷时有冲击现象这种情况的发生与缓冲器油太少或油太脏有关。
加满油或清洗缓冲器后一般就可解决。
维氏硬度计的操作规程

A hundred me in a hundred mouths, I am an angel but also a demon.整合汇编简单易用(页眉可删)维氏硬度计的操作规程一、试验前的准备工作1、试样1)试样的试面必须为光滑面,不得有氧化物及外来污物,试验面得表面粗糙度必须保证压痕对角线精确的测量,一般Ra 不得大于0.2微米。
2)在试样的制备过程中,因尽量受冷、热加工等对试样表面的影响。
3)试样或试验层的厚度至少应为压痕对角线的1.5倍,试验后试样背后不应出现可见的变形痕迹,试样的厚度和预计硬度值按下式选择选择适当的试验力F。
h2*HV预F= (kgf)4.7式中:F-----待选用的试验力(kgf)h-----试样厚度(mm)HV----预计硬度值(kgf/mm2)如果计算的试验力在二级试验力之间,那么应选用较小一级的试验力。
试验力选好后,转动变荷手柄,选择所需的试验力。
2、选择试台本硬度计带有多种试台,都可安装在坐标试台上,以适应各种形状试样的试验需要。
因此,当选选择好合适的试台后,先用汽油擦洗净表面油脂,然后用4支M5×10的圆柱头螺钉将其固定在试台上。
3、选择试验力保持时间试验力的保持时间对黑色金属一般为10-15秒,对有色金属为30±2秒。
4、物镜倍率选择当被测试验压痕为:≤0.2mm时,选用40×>0.2mm时,选用10×二、试验1、打开电源开关(30)照明灯。
2、依据“试验前的准备”所述,选择“试验力、试台、物镜倍率,预制试验力保持时间。
3将试样放置于试台上,并应保证试面与主轴轴线垂直。
4将10倍物镜转至正前方,旋转升降手轮使物面离物镜下端面约8毫米,再满满的转动升降手轮并再目镜中观察,直至看清试样表面得加工痕迹。
如果从目镜中观察分划板上得刻线不清晰,可转动目镜,使之清晰为至。
操作者再使用过程中,可随时旋转亮度调节旋钮,选择舒适得视场照明亮度。
维氏硬度测试作业标准
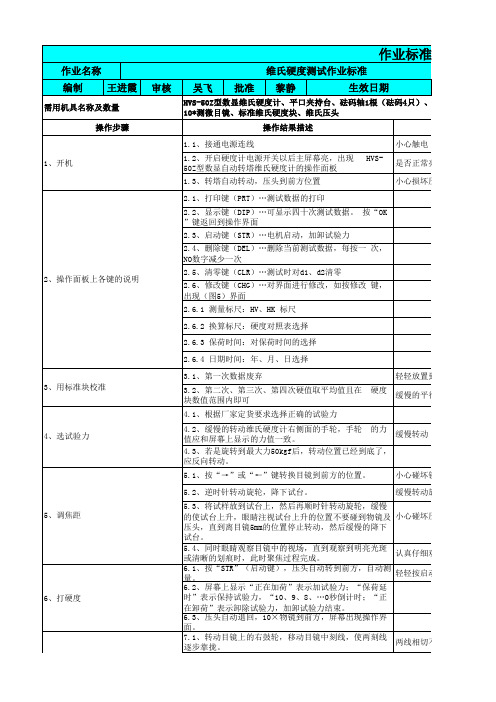
轻按按钮,禁止反复按
8.4、这时屏幕上显示本次测量的示值和所转换的硬度示 如果认为测量有误差可重复上
值;
程序再次测量。
按“打印键”会打出除第一次测试之后的所有试验示值。 第一次数据不计
10.1、试验结束关闭硬度计电源;
10、关机
10.2、拔除电源线;
小心触电
注意 事项
10.3、罩上防护罩。
1、维氏硬度计电器元件、开关、插座安装位置严禁自行拆装。如果擅自拆装将可能出错而引发安全事故; 2、压头是仪器非常重要的部分,因此在操作时要小心,不要随便触及压头; 3、压头应保持清洁,当沾上了油污或灰尘时可用脱脂棉沾上酒精或乙醚,在压头顶尖处小心轻擦干净; 4、当测试不规则的试样时,操作时要小心,防止压头碰击试件而损坏压头; 5、调焦时要小心,避免试件与压头或镜头发生碰撞。一旦发生碰撞对这两个部件都造成损坏; 6、如果试台上没有试件不能开始测试程序,压头压向试台会对两个部件都造成损坏; 7、本仪器试验力在加载或试验力未卸载的情况下,严禁移动试件,否则会损坏仪器; 8、插入目镜孔内的目镜部分不用油润滑,可经常用软布擦保持干燥,防止生锈。禁止用手摸目镜的镜片,目镜长时 不用可取下; 9、测微目镜插在目镜管内,或作 旋转时要注意测微目镜应紧贴目镜管不能留有空隙,否则会影响测量精度; 10、换物镜时降下试台,用手持住物镜缓慢的逆时针转动物镜,即可卸下物镜; 11、试样表面必须清洁如果表面沾有油脂和污物,则会影响测量准确性。在清洁试样时,可用酒精和乙醚抹擦;
2.6.4 日期时间:年、月、日选择
3.1、第一次数据废弃
轻轻放置到样品台上
3.2、第二次、第三次、第四次硬值取平均值且在 块数值范围内即可
硬度
缓慢的平行移动
4.1、根据厂家定货要求选择正确的试验力
维氏硬度计的操作规程通用版

操作规程编号:YTO-FS-PD463维氏硬度计的操作规程通用版In Order T o Standardize The Management Of Daily Behavior, The Activities And T asks Are Controlled By The Determined Terms, So As T o Achieve The Effect Of Safe Production And Reduce Hidden Dangers.标准/ 权威/ 规范/ 实用Authoritative And Practical Standards维氏硬度计的操作规程通用版使用提示:本操作规程文件可用于工作中为规范日常行为与作业运行过程的管理,通过对确定的条款对活动和任务实施控制,使活动和任务在受控状态,从而达到安全生产和减少隐患的效果。
文件下载后可定制修改,请根据实际需要进行调整和使用。
一、试验前的准备工作1、试样1)试样的试面必须为光滑面,不得有氧化物及外来污物,试验面得表面粗糙度必须保证压痕对角线精确的测量,一般Ra不得大于0.2微米。
2)在试样的制备过程中,因尽量受冷、热加工等对试样表面的影响。
3)试样或试验层的厚度至少应为压痕对角线的1.5倍,试验后试样背后不应出现可见的变形痕迹,试样的厚度和预计硬度值按下式选择选择适当的试验力F。
h2*HV预F= (kgf)4.7式中:F-----待选用的试验力(kgf)h-----试样厚度(mm)HV----预计硬度值(kgf/mm2)如果计算的试验力在二级试验力之间,那么应选用较小一级的试验力。
试验力选好后,转动变荷手柄,选择所需的试验力。
2、选择试台本硬度计带有多种试台,都可安装在坐标试台上,以适应各种形状试样的试验需要。
因此,当选选择好合适的试台后,先用汽油擦洗净表面油脂,然后用4支M5×10的圆柱头螺钉将其固定在试台上。
维氏硬度计401 402MVA操作手册说明书

401MVATM /402MVA维氏硬度计操 作 手 册执行标准 GB/T4340(1.2)上海凤柏仪器仪表有限公司 Shanghai Fengbo Instruments Co.,Ltd目录1简介 (1)1.1机器概述 (1)1.2维氏硬度和努力硬度的原理 (1)2主要技术参数 (3)2.1机器主要参数 (3)3仪器的安装和调试 (4)3.1. 硬度计的工作条件 (4)3.2 拆箱和安装 (5)4 面板键功能介绍 (7)4.1机器的面板按键及其功能 (7)5硬度计的使用: (8)5.1硬度计的操作使用: (8)6 硬度计的维护及操作注意事项 (12)6.1.光源维护 (12)6.2 保险丝的更换 (13)6.3金刚石压头 (14)6.4 测微目镜 (14)6.5 试样 (15)6.6力、压痕大小的选择 (17)7 .装箱单 (18)1简介1.1机器概述首先感谢您选用本公司产品及浏览本说明书。
401/402MVA 显微维氏硬度计最适合于测试金属结构,包括微小的零件、薄板、金属箔、优质电线、薄硬化层和电镀层。
它还可用于测试诸如玻璃、珠宝和陶瓷等用洛氏测试方法及其它相对大试验力测试无法测试的非金属材料。
特别的是,它能遵循金属的结构,测试感应硬化或渗碳化等材料的内部硬度。
401/402MVA 显微硬度计是光机电一体化的高新技术产品,该硬度计造型新颖,具有良好的可靠性、可操作性和重复性,是测试显微硬度的理想产品。
该机采用C 语言编制程序,高倍率光学测量系统和光学双通道结构,光电、光偶传感等新技术。
通过按键操作,在按键上能输入测量压痕的长度、在LCD 屏幕上能显示硬度值、换算标尺、试验力、试验力保持时间和测量次数等。
401/40MVA2硬度计还可根据用户特殊需求配置,能对所测压痕和材料金相组织进行拍摄、视屏测量装置和压痕自动测量装置.以及努氏硬度的测定.1.2维氏硬度和努力硬度的原理1.2.1 维氏HV维氏硬度试验是用136°正菱形金刚石压头,以规定试验力(F)压入被测试物体的表面,经规定的保持试验力时间后,卸除试验力,用测微目镜测量试件表面的压痕对角线(d),计算压痕的锥形表面积所承受的平均压力(N/mm 2),即维氏硬度值。
维氏硬度计的操作规程(新版)
( 操作规程 )单位:_________________________姓名:_________________________日期:_________________________精品文档 / Word文档 / 文字可改维氏硬度计的操作规程(新版)Safety operating procedures refer to documents describing all aspects of work steps and operating procedures that comply with production safety laws and regulations.维氏硬度计的操作规程(新版)一、试验前的准备工作1、试样1)试样的试面必须为光滑面,不得有氧化物及外来污物,试验面得表面粗糙度必须保证压痕对角线精确的测量,一般Ra不得大于0.2微米。
2)在试样的制备过程中,因尽量受冷、热加工等对试样表面的影响。
3)试样或试验层的厚度至少应为压痕对角线的1.5倍,试验后试样背后不应出现可见的变形痕迹,试样的厚度和预计硬度值按下式选择选择适当的试验力F。
h2*HV预F=(kgf)4.7式中:F-----待选用的试验力(kgf)h-----试样厚度(mm)HV----预计硬度值(kgf/mm2)如果计算的试验力在二级试验力之间,那么应选用较小一级的试验力。
试验力选好后,转动变荷手柄,选择所需的试验力。
2、选择试台本硬度计带有多种试台,都可安装在坐标试台上,以适应各种形状试样的试验需要。
因此,当选选择好合适的试台后,先用汽油擦洗净表面油脂,然后用4支M5×10的圆柱头螺钉将其固定在试台上。
3、选择试验力保持时间试验力的保持时间对黑色金属一般为10-15秒,对有色金属为30±2秒。
4、物镜倍率选择当被测试验压痕为:≤0.2mm时,选用40×>0.2mm时,选用10×二、试验1、打开电源开关(30)照明灯。
型维氏硬度计安全操作及保养规程

型维氏硬度计安全操作及保养规程前言型维氏硬度计是一种用于测量材料硬度的设备,大多用于工业领域中进行质量控制和材料测试。
为了保证使用时的安全性和设备的长期稳定运行,必须遵守以下安全操作和保养规程。
安全操作1. 操作前准备•操作前应仔细阅读说明书,确保已经理解了整个操作流程以及注意事项。
•确认硬度计具有正确的电压和频率,加上对地线并确认接地良好。
•检查硬度计的外壳、电源线等是否损坏。
若损坏应将硬度计送到专业维修中心检修。
•操作前,用专业设备校准硬度计。
2. 操作中的安全防护•操作时必须参照说明书正确操作,严禁私自更改操作流程或参数设置。
•操作期间,要保持清醒头脑和集中的注意力,防止过度疲劳或操作失误导致意外发生。
•操作时需要佩戴防护镜、工作服等必要的防护装备,确保安全。
•切勿使用未获授权的硬度测试样品,避免使用不合适或危险的材料进行测试。
3. 操作后工作•操作结束后,应立即关闭硬度计电源和气源开关,拔掉电源插头,确保不会有意外发生。
•确认硬度计上是否有测试样品和操作记录表,及时清理并妥善保管。
•定期进行硬度计的保养和维护。
保养规程1. 硬度计保养•平时应定期对硬度计外部清理,并使用专用保养剂进行保护。
•定期校验硬度计的读数准确度并调整。
可使用硬度测试块、轮廓仪等工具进行校验,根据具体情况进行校准。
•测量皮层的硬度计需要定期更换皮层。
2. 硬度试样保养和管理•硬度试样的保养和管理是硬度计维护的重要方面。
在存放防潮、耐腐蚀等试样柜中定期维护和管理。
•避免重复使用硬度试样,以免降低测量精度和引起试样疲劳损坏。
打完标记后,标记清晰可辨。
•试样存放过程中保持干燥,定期检查硬度试样是否有损坏,如有损坏及时更换。
总结安全操作和保养规程可以保证型维氏硬度计的长期稳定运行,同时也能够确保操作人员的安全。
通过定期校验和维护硬度计、试样,延长设备的使用寿命,提高硬度测量的准确性和精度。
因此,在使用型维氏硬度计时必须严格遵守操作规程并进行定期保养。
维氏硬度计操作规程

维氏硬度计操作规程1. 引言维氏硬度计是一种用于测量材料硬度的常用仪器,它通过计算材料在受力下的压痕面积来确定材料的硬度。
本操作规程旨在介绍如何正确操作维氏硬度计以保证准确的硬度测量结果。
2. 仪器准备在开始操作维氏硬度计之前,需要对仪器进行准备工作。
2.1 校准维氏硬度计在每次使用维氏硬度计之前,都需要进行校准以确保其准确性。
校准步骤如下:•将校准块放置在硬度计的台座上。
•调整硬度计的刻度至与校准块的刻度相匹配。
•确保校准块的硬度值已知,以便后续硬度测量的准确性。
2.2 清洁仪器在使用维氏硬度计前,应将其表面和刻度清洁干净,以避免外界污染对硬度测量结果的影响。
使用干净的软布擦拭仪器表面,并确保没有灰尘或杂质。
3. 样品准备在进行硬度测量之前,需要对样品进行准备。
3.1 样品表面处理样品的表面应平整、干净,杂质或氧化物可能会影响硬度测量结果。
使用丝刷或其他合适的工具清洁样品表面,并确保其平整度。
3.2 样品保持样品的保持方式对硬度测量结果也有影响。
对于大型样品,可以使用夹具或夹子将其固定在测量平台上;对于小样品,可以使用放置台或其他固定装置将其保持稳定。
4. 测量操作操作维氏硬度计时,需要遵循以下步骤:4.1 定位样品将样品放置在硬度计的测量平台上,调整位置以确保测量点的准确性和可重复性。
样品应与硬度计垂直接触,确保受力均匀。
4.2 施加压力使用硬度计的压头,在样品表面施加均匀的力量,以产生一个可测量的压痕。
施加压力的时间应适中,过长或过短都可能影响测量结果的准确性。
4.3 观察压痕在施加压力后,观察压痕的清晰度和大小。
如果压痕过深或过浅,可能需要适当调整施压力度。
4.4 测量硬度使用显微镜或其他合适的测量工具,准确测量压痕的对角线长度,并记录下来。
根据测得的长度和校准值,计算出材料的硬度值。
5. 数据处理在测量硬度后,需要对数据进行处理和记录。
5.1 记录测量结果将每次测量的硬度值记录在硬度测量表格中,包括样品编号和日期等必要信息。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
维氏硬度计操作规程
1、打开硬度计的电源,旋转试验力变换手轮,选择试验力。
2、显示屏上显示MODEL和NOT-COV菜单,MODEL有HV、HK二种试验法,按方向键移选择表,表1适用于有色金属,表2适用于黑色金属,按ENTER键确认,主屏幕弹出转换表,按ENTER键确认,主屏幕状态显示出所选硬度值转换标尺。
3、按方向键,弹出DWELL保荷时间菜单,选择加荷时间。
4、按方向键,弹出FUNCTION菜单。
选择第一个选项Single, 按ENTER键确认,硬度计开始进入工作状态。
5、转动压头与物镜转换罩壳,使10×物镜位于主体正前方位置。
6、转动升降丝杆使试验台上升,直至试样表面清晰成像。
如果在目镜中观察到的像模糊,可转动目镜前部镜头,直至清晰为止。
7、转动转换罩壳,使压头位于主体前方,按面板START键,仪器开始加载、保载、卸载。
8、转动转换罩壳,使10×物镜位于主体正前方位置,观察目镜中的压痕成像。
9、移动目镜的刻线,使其逐步靠拢,当刻线内侧无限接近时,两刻线内侧之间位于无光隙的临界状态时,按面板CLR键,这时主屏幕上的d1的值为零。
10、移动右边手轮使刻线分开,移动目镜左侧鼓轮,使左边的刻线移动与压痕左边外形交点相切,移动右边刻线内侧与压痕外形交点相切,按下目镜上测量按钮,对角线d1测量完成,目镜转动90度,测量对角线d2,按下测量按钮,主屏幕显示本次测量的值和所转换的的硬度值。
一次试验结束。
11.如果认为测量有误差,可重复上述程序再次测量。
维氏硬度计常见故障与调修
硬度计的种类较多,在工矿企事业和科研单位中应用最普遍的以金属洛氏、布氏、维氏硬度计为主,其中金属洛氏和金属布氏硬度计相对于金属维氏硬度计结构简单。
常见故障的调修并不是很困难。
下面就金属维氏硬度计常见故障调修介绍如下。
根据多年来的工作实践,在检定和修理工作开始前应先从调整工作台的水平入手,然后观察主轴、杠杆、升降丝杆、缓冲机构及测量装置是否正常、灵活。
保证对设备性能有一基本了解。
然后再针对出现的情况逐一解决。
(1)加荷指示灯、测量显微镜灯不亮
首先检查电源是否接好,然后检查开关、灯泡等。
如排除这些因素后还不亮,就要看看负荷是否全部加上或簧片开关是否正常。
排除之后仍不正常,就必须从线路(电路)入手逐步排查。
(2)测量显微镜内浑浊,看不到或看不清压痕
这应从调整显微镜焦距和灯光入手,调整之后仍不清楚,则应分别转动物镜和目镜,并分别移动镜内带虚线、实线、刻线的三块平镜,仔细观察问题出在哪一块镜面上,然后卸下,用长纤脱脂棉沾无水酒精擦洗干净,按相反顺序装好后观测,如仍未解决,则送修或更换测微显微镜。
(3)压痕不在视场内或稍转动工作台,压痕位置变化很大
出现这种情况的原因是由于压头、测量显微镜、工作台三者轴心不同造成的。
由于压头固定在工作轴底端,因此按以下顺序分别调整。
①调整主轴下端的活动间隙,以导向座下端面不直接接触主轴锥面为准;②调整转轴侧面螺钉使工作轴和主轴同(轴)心,调好后,在试块上压出一压痕,观察其在显微镜中位置,并记录;③轻轻转动工作台(保证试块在工作台上不移动)在显微镜下找出试块上不转动的一个点,此点即为工作台轴心;④稍松开升降丝杆压板上的螺钉和底部螺丝,轻移整个升降丝杆,使工作台轴心与测量显微镜中记下压痕的位置重合,然后固紧压板螺钉和调整螺丝,压出一压痕相互对照。
重复以上步骤,直至完全重合为止。
(4)检定时示值超差的原因及解决办法
①测量显微镜标尺不准。
用标准测微尺进行检查。
如不准可送修或更换。
②金刚石压头缺损。
用80倍立体显微镜观察,看其是否符合金刚石压头检定规程规定。
如有缺损更换压头。
③负(载)荷超出规程要求或负荷不稳,用小负荷三等标准测力计检查。
如负荷超出要求(±1.0%)但方向一致,这种情况是杠杆比例发生变化,可松开主轴保护帽,转动力点触头,调整载荷(杠杆比),调整好后固紧。
如载荷不稳,可能是力点刀刃变钝、支点钢球磨损或工作轴与主轴不同心、工作轴内有较大摩擦等原因造成。
这时检查刀刃及钢球,如变钝或磨损,应修整或更换。
检查工作轴并清洗,一定要注意配齐轴周钢球,同(轴)心的调整见步骤3。
(5)加荷时有冲击现象
这种情况的发生与缓冲器油太少或油太脏有关。
加满油或清洗缓冲器后一般就可解决。