设备工装明细表
新设备工装和试验装备及量具检查清单
新设备工装和试验装备及量具检查清单1. 引言本文档旨在提供新设备的工装和试验装备以及量具的检查清单,以确保设备的正常运行和生产质量的稳定性。
本清单适用于各类工业设备的配套工装、试验装备和量具。
请根据实际情况进行核查和使用。
2. 工装和试验装备清单以下是新设备工装和试验装备的检查清单:•设备工作台或支架:检查工作台或支架的稳定性和可用性。
•手动工具:包括扳手、螺丝刀、锤子等,检查工具是否完整,无损坏。
•电动工具:包括电钻、电动螺丝刀等,检查电动工具是否有足够的电力供应和正常运转。
•气动工具:包括气动钉枪、气动扳手等,检查气动工具是否有足够的气压,并检查气管是否有漏气情况。
•预紧力测量装置:用于测量螺栓预紧力,确保各个螺栓的紧固力度符合要求。
•夹具和模具:检查夹具和模具的完整性和适用性,确保能够良好配合设备进行工作。
•清洁工具:包括刷子、布料等,用于设备保养和清洁。
3. 量具检查清单以下是量具的检查清单:•卡尺:检查卡尺的刻度是否清晰,测量是否准确。
•游标卡尺:检查游标卡尺的刻度是否清晰,游标是否灵活,测量是否准确。
•外径测微计:检查外径测微计的刻度是否清晰,测量是否准确。
•内径测微计:检查内径测微计的刻度是否清晰,测量是否准确。
•厚度千分尺:检查厚度千分尺的刻度是否清晰,测量是否准确。
•表面粗糙度检测仪:检查表面粗糙度检测仪的刻度是否清晰,测量是否准确。
•平行度测量仪:检查平行度测量仪的刻度是否清晰,测量是否准确。
•垂直度测量仪:检查垂直度测量仪的刻度是否清晰,测量是否准确。
•倾斜度测量仪:检查倾斜度测量仪的刻度是否清晰,测量是否准确。
4. 总结本文档提供了新设备工装和试验装备以及量具的检查清单。
通过仔细核查和使用本清单,可以确保设备的正常运行和生产质量的稳定性。
请务必根据实际情况进行检查和使用,以保证设备的安全和可靠性。
注:本文档仅供参考,具体的工装和试验装备清单以及量具清单可根据实际需求进行调整和补充。
工程施工器材明细表

工程施工器材明细表序号设备名称型号规格数量单位单价(元)总价(元)1 挖掘机 JH220 1吨2个台350000 7000002 混凝土搅拌机JZC350 0.35m³ 4台台60000 2400003 起重机 QZ25 25吨1个台500000 5000004 打桩机 YZJ30 30米1台台800000 8000005 压路机 YL50 50吨2个台450000 9000006 钢筋剪切机GQ50 50mm 3台台30000 900007 电焊机 WH300300A 5台台2000 100008 塔吊TCD5010 50米1台台800000 8000009 自卸车 DFL3251A 25吨3辆辆250000 75000010 起重机 TC5013 50吨1个台500000 50000011 混凝土泵HBT60 60m³/h 2台台400000 80000012 钢筋弯曲机GW40 40mm 2台台25000 5000013 推土机 TY320 320马力2台台600000 120000014 砂石分离机SJ250 250吨/小时1台台300000 30000015 搅拌车 HZS35 35m³/h 2台台300000 60000016 混凝土搅拌站HZS50 50m³/h 1台台500000 50000017 起重机 QZ50 50吨1个台600000 60000018 吊篮ZLP800 800kg 2台台200000 40000019 搅拌搅拌机JZC750 0.75m³ 3台台80000 24000020 打桩机 YZJ40 40米2台台700000 1400000备注:以上价格数据仅供参考,具体价格以实际采购为准。
工程施工器材明细表参考说明:1.该明细表列出了工程施工中常见的各种设备名称、型号、规格、数量、单位、单价和总价。
2.挖掘机和自卸车是施工现场必备的重型机械设备,用于土方开挖、挖土、运输等工作。
工装设备清单
38
设备S
39
工装夹具J
40
刀具D
41
设备S
42
设备S
43
设备S44工装夹具J Nhomakorabea45
设备S
台钻 动平衡工装 整体硬质合金钻头 气动打标机 激光打标机 压力机 气动压销工装 清洗机
文件编号: 备注 Memo
文件编号:
16
设备S
17
设备S
18
工装夹具J
19
刀具D
20
设备S
21
设备S
22
工装夹具J
23
设备S
24
工装夹具J
25
刀具D
26
刀具D
27
刀具D
28
设备S
29
工装夹具J
30
刀具D
31
刀具D
32
刀具D
33
设备S
34
工装夹具J
35
刀具D
36
刀具D
37
设备S
数控铣床 数控铣床 铣夹具 铣刀 压力机 加热炉 压装工装 数控车床 车夹具 车刀片 S型镗刀杆 刀体(双重夹紧式) 数控车床 车夹具 车刀片 S型镗刀杆 刀体(双重夹紧式) 加工中心 加工中心钻夹具 整体硬质合金钻头 丝锥 动平衡机
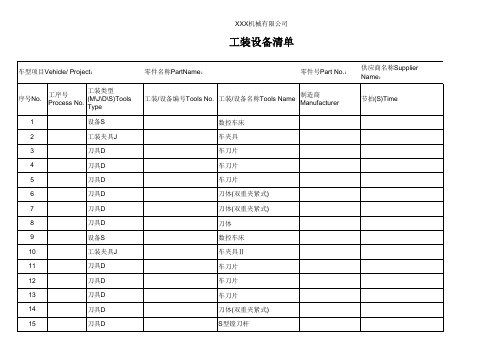
零件名称PartName:
零件号Part No.:
供应商名称Supplier Name:
工装/设备编号Tools No.
工装/设备名称Tools Name
制造商 Manufacturer
节拍(S)Time
数控车床 车夹具 车刀片 车刀片 车刀片 刀体(双重夹紧式) 刀体(双重夹紧式) 刀体 数控车床 车夹具Ⅱ 车刀片 车刀片 车刀片 刀体(双重夹紧式) S型镗刀杆
车间设备工装明细表

S504H板 后窗H板工 装 T9轨道工 装 前窗轨道 工装 S504车身 H1车身 T9车身 圣达菲车 身 T9H板工装 T形导槽孔 工装
回形冲头I
回形冲头 II S504流水 槽孔工装 H1后窗举 臂底座冲 头 H1后窗滑 动支架铆 接工装 BMPV车身 B926车身 C926车身 后窗滑动 停顿点定 位工装 H1 S504 H1
责任人
杨炽良 杨炽良 杨炽良 杨炽良 彭志广 杜宇 杜宇 杜宇 杜宇 杨炽良 彭志广 彭志广 彭志广 杨炽良 杨炽良
备 注
自制 自制 自制 自制 自制 外购 外购 外购 外购 自制 自制 自制 自制 自制 自制
H1 S504 H1 T9 H1 S504 H1 T9 SDF T509 H1 H1
1、 2、 3、 4、 5、 6、 7、 8、 9、 10、 11、 12、 13、 14、
15、
H1
滑动
2006年12月
彭志广
自制
16、 17、 18、 19、
BMPV B926 C926
调试 调试 调试 装配
2010年12月 2009年10月 2009年8月
杜宇 杜宇 杜宇
外购 外购 外购
滑动停顿 点卡片 噪音检测
制订:
王军
2011-4-3
F-S504-H 板-01 F-H1-H板02 F-T9-H板01 F-H1-HD01 L-s504TS-01 L-H1-TS01 L-T9-TS01 L-SDF-TS01 F-T9-H板02 F-H1-HD02 F-H1-HD03 F-H1-HD04 F-S504-H 板-02 D-H1-H板03 F-H1-HD05 L-BMPVTS-01 L-B926TS-01 L-C926TS-01
生产部关键设备易损件明细表
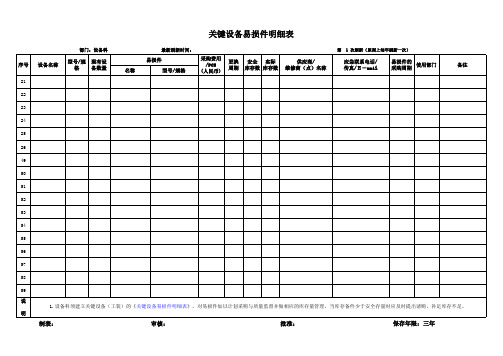
序号
设备名称
部门:设备科
型号/规 现有设 格 备数量
21
名称
最新刷新时间: 易损件
型号/规格
采购费用 /PCS
(人民币)
更换 周期
安全 实际 库存数 库存数
供应商/ 维修商(点)名称
第 1 次刷新(原则上每年刷新一次)
应急联系电话/ 传真/E-mail
易损件的 采购周期
使用部门
备注
22
52
53
54
55
56
57
58
59
说 1.设备科须建立关键设备(工装)的《关键设备易损件明细表》,对易损件加以计划采购与质量监督并做相应的库存量管理,当库存备件少于安全存量时应及时提出请购,补足库存不足。
明
制表:
审核:
批准:
保存年限:三年
设备ppm算法

机加一车间工作检查明细表
机加一车间设备管理制度
一、目的
加强设备的日常检查与管理,延长设备的使用寿命,确保正常的生产秩序。
二、使用范围
适用于车间的各种设备工装。
三、保养细则
四、检查办法
1、每天下午3:50由车间副主任依据保养细则,对车间内设备保养
情况进行检查、记录结果。
2、对检查中发现的不合格纳入奖惩办法。
五、奖惩办法
1、对于设备检查中,若每周累计扣分超过5分,每超1分扣20时。
2、每周依据检查记录及检查结果,列入车间内先进个人进行奖励。
机加一车间
2005.01.09
扣分标准/ 1:每发现一处不合格项扣一分。
2:五项不合格项同时出现一次扣十分。
3:不合格项重复出现加倍处罚。
4:损伤情况视损伤程度而定最低扣十分,或按损失价值计算。
考核办法/ 1:每日检查,一周汇总个人按扣分每一分扣罚2小时一周内无扣分人员奖励10小时。
2:每月27号前完成总汇,5个小组各评选出两名优秀标兵各奖励50小时。
检查表单姓名:
2005年公司内部PPM管理办法。
设备工装点检表范例

总计小时
总计小时注1
2
3
4
5
6
7
8
91011121314151617181920212223
24252627
28
29
30
31
12345678总计小时总计小时注开始运行时停修时时操作工
本表第8条由班长考核:优秀※良好√合格△
检点标志:优秀良好合格
车间
班
年
月
班长设备/工装编号设备型号
设备/工装名称
锯床
检查数控切割调节是否正常开始运行时停修时时操作工
检查日期
检查气动装置是否正常
检查齿轮锯片传送链条是否松动检查齿轮锯片传送链条润滑部件效果检查电动切割电机系统是否正常检查切割锯片是否磨损本表第8条由班长考核:优秀※良好√合格△
检点标志:优秀良好合格
序
检查内容
检查切割面是否平平整
检查切割精度是否需要调效。
设备工装管理程序(含表格)
设备工装管理程序
(IATF16949-2016/ISO9001-2015)
1.0目的
为了确保对设备进行有效控制,使其完好、能力充足、保证产品在过程中的生产和质量满足规定要求。
对设备的配置、采购、验收、使用、维护保养、改造更新及验证等一系列的技术、经济、组织活动的管理做出规定。
2.0适用范围
本程序适用于公司设备、工装的管理、控制。
3.0 职责
3.1 生产部负责对本程序各项规定实施控制。
3.2 各生产车间负责正确使用设备并进行在用设备、工装的维护保养、管理工作。
4.0术语
4.1 关键设备(A类):指一旦发生故障,将导致生产中断;或对公司生产(数量和质量)产生重大影响的设备。
4.2 一般设备(B类):一般常用,易购易修的设备。
4.3 基础设施:组织在过程中使产品符合要求,所需的建筑物、工作场所和相关设施、过程设备与支持性服务。
4.4 预防性维护:为消除设备失效和计划的生产中断而策划的措施,作为制造过程设计的一项输出。
4.5 预测性维护:基于过程数据,通过预测可能的失效模式,以避免维护性问
题的活动。
5.0工作程序
工装管理。