专用工装明细表
机械加工工艺知识

1.1 机械加工工艺知识使各种原材料、半成品成为产品的方法和过程各种机械的制造方法和过程的总称。
工艺规程是具体指导工人进行加工制造的操作文件。
它是最重要的一种工艺文件(包括:工艺规程、工艺装备图、工时定额、与原材料消耗定额等)。
工艺规程是安排生产作业计划、生产调度、质量控制、原材料与工具供应、生产组织和劳动组织的基础资料,因此是十分重要的生产指导文件。
工艺规程的主要内容是:产品及其各部分的制造方法和顺序、设备的选择、切削规范的选择、工艺装备的确定、劳动量及工作物等级的确定、设备调整方法、产品装配与零件加工的技术条件等。
工艺规程有四种形式:工艺过程卡片(工艺路线卡)、工艺卡片、工序卡片和工艺守则。
此外,还有调整卡片和检查卡片等的辅助文件。
指在一台机床上或在同一个工作地点对一个或一组工件连续完成的那部分工艺过程。
划分工序的依据是工作地点是否变化和工作是否连续。
指在一个工序中,当工件的加工表面、切削刀具和切削用量中的转速与进给量均保持不变时所完成的那部分工序。
工步上构成工序的基本单元。
相对刀具或设备的固定部分,工件所占有的每一个加工位置称为工位。
根据零件的结构和工艺特征进行分类、分组,对同组零件制订的统一加工方法和过程。
所设计的产品在能满足使用要求的前提下,制造、维修的可行性和经济性。
所设计的零件在能满足使用要求的前提下,制造的可行性和经济性。
在产品技术设计阶段,工艺人员对产品结构工艺性进行分析和评价的过程。
在产品工作图设计阶段,工艺人员对产品和零件结构工艺性进行全面审查并提出意见或建议的过程。
在一定生产条件下,材料加工的难易程度。
将原材料转变为成品的全过程。
改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品或半成品的过程。
指导工人操作和用于生产、工艺管理等的各种技术文件。
根据产品设计要求、生产类型和企业的生产能力,提出工艺技术准备工作具体任务和措施的指导性文件。
产品或零部件在生产过程中,由毛坯准备到成品包装入库,经过企业各有关部门或工序的先后顺序。
技术文件编号方法
技术文件编号方法(草案)1.总则1.1.凡正式技术文件都必须具有独立的编号,同一编号只能授予一份技术文件。
1.2.图纸的编号另有规定,不在本方法规定之内。
2.定义和概念2.1.产品本方法中的“产品”是指公司向客户提供的成品。
“产品”可能是一个部件也可能是单个的零件。
2.2.零件零件是指组成机械和机器的不可分拆的单个制件。
2.3.部件本方法中的“部件”是指公司向客户提供的产品的一个组成部分,由若干零件装配而成。
2.4.工艺工序一个或者几个工人对同一个(种)或几个(种)工件连续完成的工艺加工过程叫工艺工序。
工艺工序是使劳动对象发生物理或化学变化的工序。
2.5.检验工序检验工序是指对原材料、半成品、成品的质量进行检验的工序。
2.6.运输工序运输工序是指在工艺工序之间、工艺工序和检验工序之间运送劳动对象的工序。
2.7.在制品在企业的生产过程中,正在进行加工、装配或待进一步加工、装配或待检验验收的制品统称为在制品。
每一个工艺工序完成的在制品均必须有一个编号。
2.8.工艺装备工艺装备简称工装,是产品制造过程中所用的各种工具的总称,包括:刀具、夹具、模具、量具、检具、辅具、工位器具等,本文中“工装”专指夹具、量具、检具等不包含模具、刀具等。
2.9.专用工装专为某产品、工序所用的工装称为专用工装。
2.10.通用工装能为几种产品或工序所共用的工装称为通用工装。
2.11.报告本方法规定的“报告”是指主要以文字为主的各类冠以“报告”、“通知”、“申请”等名头的技术文件,例如:评审报告等。
2.12.报表本方法规定的“报表”是指主要以数字、表格为主的需要经常(周期性)上报的各类文件。
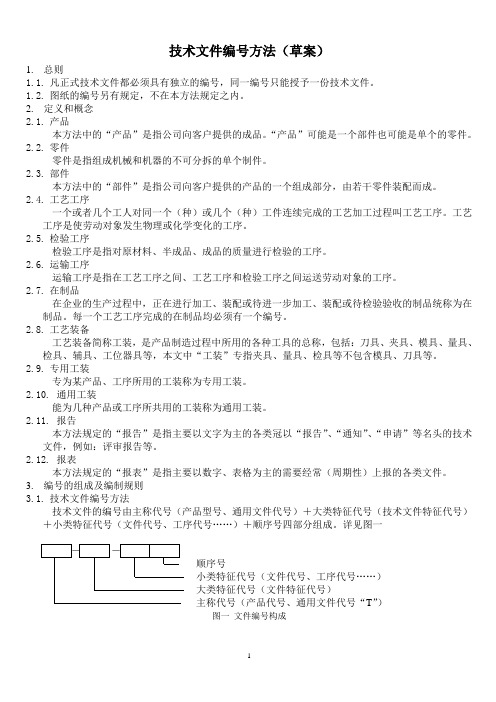
3.编号的组成及编制规则3.1.技术文件编号方法技术文件的编号由主称代号(产品型号、通用文件代号)+大类特征代号(技术文件特征代号)+小类特征代号(文件代号、工序代号……)+顺序号四部分组成。
详见图一顺序号小类特征代号(文件代号、工序代号……)大类特征代号(文件特征代号)主称代号(产品代号、通用文件代号“T”)图一文件编号构成3.1.1.主称代号的编号方法技术文件的主称代号一般用产品代号来表示,通用文件的主称代号用“T”表示。
洗浴工装预算报价范本

14 税金3.41% 15 本预算明细表总价:
单项报价 38407 58725 12518 32520 26675
100250 170750
88780 112569
17063 183890
2000 84415 31664 960226
郑重提示 本预算明细表没有包括主材:家用电器、家具系列产品:
以及所有服务织物品、灯具。
一、第三层 总服务台
序 号
工程名称
1 雕花挂镜线
2 局部造型背景墙
单位 数量
m 18
㎡8
3 异造型服务台 4 服务台立柜 5 墙面局部木艺雕花装饰
m 12
㎡6 ㎡1
6 局部造型艺术吊顶
㎡ 75
7 木艺造型包窗套
m 15
8 墙、顶面刮腻子刷乳胶漆
㎡ 90
9 雕花腰线
m 18
10 贴墙裙壁纸
㎡ 16
11
合价(元)
85.00
1530.00
420.00
3360.00
1100.00
13200.00
380.00
2280.00
420.00
420.00
170.00
12750.00
165.00
2475.00
15.00
1350.00
33.00
594.00
28.00
448.00
38407.00
二、第三层 6间休息室
6 局部造型艺术吊顶
㎡ 530
7 雕花腰线
m 960
8 贴墙裙壁纸
㎡ 40
9 踢脚板
m 960
10 木艺造型处理走廊墙壁
处 16
11
家装、工装报价单模版

材料说明:1、德国汉高防水。2、不含地面找平及特殊处理。 377.0 工艺说明:1、清理基层,涂膜无漏刷和鼓泡。 2、背面是乳胶漆、或柜子涂
刷与墙砖同高。
材料说明:1、水泥、黄砂、901 胶,厚度3CM-4cm以内,厚度每增加1cm另 97.5 加3元/㎡
工艺说明:1、清理基层,严禁破坏防水层。
材料说明:1、水泥砂浆,损耗5-8%。 2、不含主材及对原地面处理。
5.0
307.0 工艺说明:1、满批腻子二到三遍,干燥后带灯打磨,墙面平整清洁,边角顺
直。
第 5 页,共 9 页
客户签字: .
公司地址:
客户信息:
序号
项目名称
2、 顶面界面剂
3、 顶面乳胶漆(立邦美得丽)
4、 墙面基层找平
5、 墙面界面剂 6、 墙面乳胶漆(立邦美得丽) 7、 阴角线 8、 复合地板 9、 踢脚线
484.0
4615.0 800*800,广东如意陶瓷砖聚晶微粉系列,含5-8%损耗 14492.9
材料说明:1、现调超细滑石粉, 专供辅料。2、特殊情况另议。 96.5 工艺说明:1、满批腻子二到三遍,干燥后带灯打磨,墙面平整清洁,边角顺
直。
57.9 1、顶面浮尘清理干净,2、顶面刷专用界面剂一遍
347.4
10、 装饰柜制作
11、 装饰柜钢琴烤漆门 12、 装饰柜侧边封石膏板 13、 主卧衣柜制作(马六甲生态板) 15、 主卧衣柜移门 16、 主卧衣柜五金 17、 主卧衣柜侧边封石膏板 18、 主卧储藏柜制作(马六甲生态板)
100.0
201.0 石英石包柱 1278.0 300*450,广东如意陶瓷砖墙砖系列,含8%损耗
336.0 600*600,广东如意陶瓷砖墙砖系列,含8%损耗 材料说明:1、0.6覆膜板、边条,系数1.1。不含电器。
机械制造工艺文件完整性
机械制造工艺文件完整性1 范围本标准按生产类型和产品的复杂程度,对常用的工艺文件规定了完整性要求。
本标准适用于机械制造企业的工艺管理。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 4863-2008 机械制造工艺基本术语3 术语和定义GB/T 4863-2008中确立的术语和定义适用于本标准。
4 一般要求4.1 工艺文件是指导工人操作和用于生产、工艺管理的主要依据,要做到正确、完整、统一、清晰。
4.2 工艺文件的种类和内容应根据产品的生产性质、生产类型和产品的复杂程度有所区别。
4.3 产品的生产性质是指样机试制、小批量试制和正式批量生产。
样机试制主要是验证产品设计结构,对工艺文件不要求完整,各企业可根据具体情况而定;小批试制主要是验证工艺,所以小批试制的工艺文件基本上应与正式批量生产的工艺文件相同,不同的是后者通过小批试制过程验证后的修改补充更加完善。
4.4 生产类型是企业(或车间、工段、班组、工作地)生产专业化程度的分类。
生产类型的划分方法见附录A。
4.5 产品的复杂程度由产品结构、精度和结构工艺性而定。
一般可分为简单产品和复杂产品。
复杂程度由各企业自定。
4.6 按生产类型和产品复杂程度不同,对常用的工艺文件完整性作了规定(见附录B)。
使用时,各企业可根据各自工艺条件和产品需要,允许有所增减。
5 常用工艺文件5.1 产品结构工艺性审查记录记录产品结构工艺性审查情况的一种工艺文件。
5.2 工艺方案根据产品设计要求、生产类型和企业的生产能力,提出工艺技术准备工作具体任务和措施的指导性文件。
5.3 工艺流程图表示生产对象由投入到产出,经过一定顺序排列的加工、搬运、检验、停放、储存等过程的图。
工艺装备及工位器具管理制度
1。
本厂的工艺装备及工位器具由生产部门负责统一管理。
1。
1生产副厂长负责协调自制工装的生产供应。
2。
技术科对所编制的工艺装备的技术文件的正确、统一负责;3.工装及工位器具需要量的确定依据.3。
1产品的生产纲领和生产计划.3。
2产品工艺装备明细表4。
工装的验证由质检员和技术科负责,技术负责人审核、批准.4。
1工装的检定周期为三个月,当工装不能保证加工质量和生产安全时,要随时进行修理。
5。
工装经验证合格后,由质检科出具合格证,工装制造部门填写入库单,方能入库,工装入库时,整套工装图样需一起入库。
6.工装使用过程中的管理6.1专用工装使用者必须持工艺规程,并在工装借用卡上签字,保管人员才能将工装交给使用者。
6.2工装使用过程中,不得违章操作,不准敲打,锉修和随意拆卸等.6。
3工装使用后,使用者应将工装擦拭干净,送还库房,保管人员应将实物与帐、卡资料核实无误后,予以接收返库,对有故障的工装,保管人员接收后,应分开存放,并及时通知有关人员办理检修或报废手续.7.工装的技术监督由技术负责人兼职监督员。
8.工装的复制与报废8。
1未经验证的工装,不得复制,对不能修复的工装,应予以报废,工装报废时,应由使用单位填写工装报废单,报主管部门核准后,予以报废销帐。
液压锚杆钻机产品出厂检验规程锚杆钻机产品出厂检验由检验科领导下的出厂检验机构进行检验。
产品出厂检验按产品出厂检验报告逐项进行检验,出厂检验报告的格式、内容应符合企业标准Q/JBD01—2008的规定.1.装配质量1。
1钻机装配后进行空运转试验,观察组合阀、拨杆、凸轮旋柄,动作应灵活、准确可靠,不得有误动作。
液压支腿应伸缩自如,整机各部分动作是否匹配。
2。
外观质量钻机外观质量用目测法进行,应符合以下要求:2。
1外观无碰伤、划痕、损坏,漆膜无龟裂、剥落等缺陷; 2。
2零(部)件无飞边、毛刺;2.3铸造成形表面清砂并打磨光滑;2。
4管道布置合理、整齐;2.5铭牌装订牢固;2.6标示旋转方向箭头清晰。
工艺文件和管理文件格式表
关键工序作业指导书3
格式8
关键工序作业指导书4
格式9
总装工艺状态明细表
格式10
总装工位送料明细表
格式11
总装工时定额明细表
格式12
(辅助)生产材料消耗工艺定额
格式13
标准件明细表
格式14
车间单车工时定额
格式15
质量控制点明细表
格式16
质量控制点作业指导书
格式17
附加栏1
格式18
附加栏2
格式19
格式57
文件回收记录
格式58
文件接收登记表
格式59
文件销毁记录
格式60
技改项目评定报告
格式61
焊装车间工艺培训记录表
格式62
涂装车间工艺培训记录表
格式63
总装车间工艺培训记录表
格式64
报告
格式65
制度
格式66
工作联络单
格式67
申请
格式68
文件变更单
格式69
会议记录
格式70
文件配备表
格式71
工艺纪律考核评分记录(焊装)
工艺文件和管理文件格式表
表单编号:XXXXXXXXXXXXXX/表单归属文件:《工艺文件编制及审批管理办法》
表1 工艺文件和管理文件格式
文件名称
格式
工艺文件格式
工艺文件封面(一)
格式1
工艺文件封面(二)
格式2
总装作业指导书
格式3
焊装工艺卡
格式4
涂装作业指导书
格式5
关键工序作业指导书1
格式6
关键工序作业指导书2
格式31
总装工艺卡
格式32
模具(工装)编号明细表
赶形模(铣 车边模(车 工装) 工装) 手工冲具 其它 弯形胎
拉延模(首 拉延模(二 拉延模(三 次) 次) 次) 落料冲孔模 压印模 铆合模 滚边模 翻边胎 玻璃弯形胎 连续模 落料压印模 初装合模 连续拉延模 压凸起模 终装合模
切断兼弯曲 落料冲孔反边 模 成形模 冲镦模 校正模 铆挤工具 冷拉模 钻孔、攻丝、 综合工装模
ቤተ መጻሕፍቲ ባይዱ
换位初装合 换位初装合 模 模 拉形模 调直工具 滚筒模 装配辅具
模具(工装)编号明细表
分类组成号 组分类 符号 10 材料分解类 11 12 弯形、压延 、成形模 13 14 15 16 17 18 19 复合冲模 材料体积重 新分配模 装铆类 非冲压成形 类 手工加工类 其它 落料模 卷筒模 冲圆孔模 卷边模 冲方孔模 折边模 冲异形孔模 内翻边模 拉延模(四 次) 落料拉延模 镦粗模 冲孔模 外翻边模 整形模 冲多孔模 翻边模 反拉延模 弯曲模、压圆 模 胀形模 冲孔兼切边模 冲孔压印模 扣合模 爆炸成形模 侧面冲孔模 扭面模 塑料拉延模 切断压弯冲孔 模 挤压模 装合模 镗孔工装 压装模 冲孔切口模 扩口模 成形模 落料拉延冲 孔模 切口模 缩口模 拉延波纹模 冲孔翻边模 名称 0 1 2 3 圆管切断模 4 分离模(切 开) 5 裁头模 6 裁头冲孔模 7 冲缺口模 8 剪裁模 9 修(切)边 模
机械装配工艺标准-机械装配工艺标准规范
机械装配工艺标准|机械装配工艺标准规范机械结构件装配工艺标准机械结构装配施工工艺标准 1适用范围本工艺适用于公司产品机械结构件装配加工的过程,本标准规定了一般机械结构,比如孔轴配合,螺丝、螺栓连接等等装配要求。
本标准适用于机械产品的装配。
2引用标准(1)JB T5994 机械装配基础装配要求(2)GB 5226 机床电气设备通用技术条件(3)GB 6557 挠性转子的机械平衡(4)GB 6558 挠性转子的平衡评定准则(5)GB 7932 气动系统通用技术条件(6)GB 7935 液压元件通用技术条件(7)GB 9239 刚性转子品质许用不平衡的确定(8)GB 10089 圆柱蜗杆蜗轮精度(9)GB 10095 渐开线圆柱齿轮精度(10)GB 10096 齿条精度(11)GB 11365 锥齿轮和准双曲面齿轮精度(12)GB 11368 齿轮传动装置清洁度 3 机械装配专业术语 3.1.1 工艺使各种原材料、半成品成为产品的方法和过程。
3.1.2 机械制造工艺各种机械的制造方法和制造过程的总称。
3.1.3 典型工艺根据零件的结构和工艺特征进行分类、分组,对同组零件制订的统一加工方法和过程。
3.1.4 产品结构工艺性所设计的产品在能满足使用要求的前提下,制造、维修的可行性和经济性。
3.1.5 零件结构工艺性所设计的产品在能满足使用要求的前提下,制造的可行性和经济性。
3.1.6 工艺性分析在产品技术设计阶段,工艺人员对产品和零件结构工艺性进行全面审查并提出意见或建议的过程。
3.1.7 工艺性审查在产品工作图设计阶段,工艺人员对产品和零件结构工艺性进行全面审查并提出意见或建议的过程。
3.1.8 可加工性在一定生产条件下,材料加工的难易程度。
3.1.9 生产过程将原材料转变为成品的全过程.3.1.10 工艺过程改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品或半成品的过程。
3.1.11 工艺文件指导工人操作和用于生产、工艺管理等和各种技术文件。
工装设备命名规范
1 目的本指导书规定了公司自制或委外设计制造的工艺装备的编号规则和方法。
2 适用范围本指导书适用于公司零部件产品自制或委外设计制造的所有工艺装备。
3 术语工艺装备:包括刀具、夹具、模具、量具、检具等(以下简称工装)。
4 职责4.1 制造工程部负责对零部件新产品项目专用工艺装备(量具、检具除外)进行编号。
4.2 质量保证部负责对量具、检具进行编号。
4.3 计划物流部负责对物流用工位器具进行编号。
4.4 制造部门负责对零部件产品正式生产用专用工艺装备进行编号,并报制造工程部备案。
5规定5.1 本公司所属各制造部门的专用工艺装备都应具有独立的编号。
5.2 专用工艺装备分类有夹具、模具、量具、刀具和辅具等,编号采用字母与数字混合编号法。
5.3 专用工艺装备编号的构成5.3.1 专用工艺装备编号由部门(厂)代号、产品代号、零部件代号、工艺装备类、组代号、工艺装备设计顺序号、更改号组成,中间以短横线分开。
5.3.2 部门(厂)代号指第一次使用工艺装备的部门(厂)代号,其编制见公司组织机构。
5.3.3 生产平台代号见产品明细表。
5.3.4 工艺装备类、组的划分及代号见附录一。
5.3.5 工艺装备设计顺序号按001、002、003等数字排列,由各厂(部门)自行登记编号。
5.3.6 工艺装备作较大修改时,更改号用英文字母A、B、C等,以示区别。
5.3.7 量具是在生产过程中各工种都使用的工艺装备,为确保工艺装备编号的独立性,除机械加工外,其余工种应在量具类代号L前加工种代号。
各工种代号如附录二所示。
5.3.8 在制造专用工艺装备中所用的二类工艺装备其代号为原专用工艺装备类,组代号前加上“Ⅱ”。
5.3.9 委外设计、制造的工艺装备的编号应在相应的技术协议中予以明确。
5.3.10 实际生产中可能使用一副以上的同一种工艺装备,为便于管理,在标注工艺装备编号时,允许在工艺装备编号后面加注一横和1、2、3等顺序号,以示区别。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Y400-6-480-05 转子铁心叠片槽样板
借用Y400-6
2 8XD.662.007
6kV 单槽冲定位心轴 冲模分厂 Y400-6-100-01
Y400-6-100-03 转子冲片轴孔冲模 冲模分厂
编制(日期) 审核(日期) 审定 (日期)
标记 处数 更改文件号 签 字 日期 标记 处数 更改文件号 签 字 日 期
2010.8.14 产品型号 产品名称
夹 编 号 具 名 称
(YPT630 IP54 10kV)6P
宁夏鑫瑞特电机机械制造有限公司
专用工艺装备名细表
量 编 号 名 具 称 使 用 部 门
ቤተ መጻሕፍቲ ባይዱ
YPT630-6-6100-01
共 2 页 具 名 称 第 2 页 使 用 部 门
高压三相异步电动机
序 号
零(部)件 图 号 8XD662.078
零(部)件 名 称 有绕组定子铁心 定子线圈
使 用 部 门
装配分厂
模 编 号
有绕组定子铁心吊入机座装置
Y400-6-841-01 定子线圈拉形量板 电加分厂 Y400-6-970-01~02 定子线圈热模压盖板 电加分厂 Y400-6-841-02 定子线圈模压量板 电加分厂
Y400-971-01 定子线圈整形模
电加分厂
5XD.663.144
定子铁心
借用Y400-6
6kV
定子铁心叠车定位装置 机加分厂
Y400-6-480-04 定子铁心叠片槽样板
1 8XD.660.087
定子冲片
借用Y400-6
6kV 单槽冲定位心轴 冲模分厂
冲模分厂
借用Y400-6
6kV
转子冲片轴孔冲模 冲模分厂
定子冲片冲槽分离模 冲模分厂
宁夏鑫瑞特电机机械制造有限公司
专用工艺装备名细表
量 编 号 名 具 称 使 用 部 门 夹 编
借用Y400-6
产品型号 产品名称
具 名 称 号
6kV
(Y400 IP23 380V)6P
Y400-6-6100-01
共 2 页 具 名 称 第 1 页 使 用 部 门
高压三相异步电动机
序 号
零(部)件 图 号 5XD.673.194 5XD.524.105
风扇静平衡心轴
端环围圆模
编制(日期) 审核(日期) 审定 (日期)
标记 处数 更改文件号 签 字 日期 标记 处数 更改文件号 签 字 日 期
2010.8.14
Y400-6-842-01 定转冲片对槽样板
Y400-104-01
借用Y400-6 6kV
定子冲片切外圆模 冲模分厂
借用Y400-6 6kV 定子冲片外圆记号冲模 冲模分厂
5XD.674.198 5XD.676.150
转子 转子铁心 转子冲片
借用Y400-6
6kV 转子动平衡连接套 机加分厂
冲模分厂
零(部)件 名 称 转子通风槽板
使 用 部 门
模 编 号
YPT630-6-104-05 转子通风槽板槽孔冲模 冲模分厂
借用YTM630-6-102-01 转子通风槽板切外圆模
冲模分厂 机加分厂 冲模分厂
5XD.435.024 8XD.555.024
风扇 端环
YPT630-6-752-01 YPT630-6-102-06