Brother系统程序模拟功能
BROTHER编程说明

"记忆运作 模式"+单 一+空运行 +改写
3 / 83 ページ
8. 连续运作
程序编制也 会有失败品 产 在生 连。 续运作 之前,一定 要先确保程 序的确认修 正已完成。
NC言語 テキスト Brother
"记忆运作 模式"
4 / 83 ページ
NC言語 テキスト Brother
工作台移动 桌面横切机器 S2C 22B S2A 20A 等
3.2 『 工件坐 标系』
工件坐标原点
【 解说 】 为了加工 每一个工 件而指定 的坐标系 叫做工件 坐 工标件系 坐。 标 系的原点 是以从机 械原点到 偏移量的 距离设定 的。 【 补足 】机械上的 X轴,Y 轴,Z轴的 方向按照 如下所记 。
N0010 (T1 D1 6ENDMI G100X1 0.Y-2 0.Z9.T 1G43H1 S5000 M03; G01X- 50.Y- 20.F70
N0020 (T2 D 5.1DRI LL) G100X -20.Y -20.Z 11.0G4 3H2T2 S6000 G81Z- 5.5R1 1.K0F1 000; X-20. Y-2 G80;
2.开关2 3.通信 4.外部输 入信号 5.外部输 入信号 6.Z轴测 7.原点测 量 8.热变位 自动补正 9.QT
5: 机械参数
1:系统1 2:系统2 3:系统3 4:螺距误 差补正 5:伺服
NC言語 テキスト Brother
空转偏移量 ATC动作开 始位置
行程范围设 置 参考点设定 快速移动改 写设定
回转轴 (A
、B) →
°/min
F(°
/min)=180x
兄弟Brother QL系例标签打印机说明书

本说明书的内容及本产品的规格如有变更,恕不另行通知。
Brother 公司保留在不另行通知的情况下,对其中所包含的规格和材料进行更改的权利,同时由于信任所引用的材 料所造成的损害(包括结果性损害),包括但不限于印刷上的错误和其他与此出版物相关的错误 Brother 公司将不 承担责任。
本指南中的屏幕图像和打印机图示可能会因您的操作系统或打印机而有所不同。
并非所有型号在所有国家/地区均可用。
版本 D 软件使用说明书Brother QL 系列创建标签附录简介目录商标 ...............................................................................................................................3关于本说明书 .................................................................................................................3本说明书中使用的符号 (3)标签创建概览 ....................................................................................................................4从标签创建到打印 ..........................................................................................................4如何使用适用于 Windows® 的 P-touch Editor ..................................................................6启动 P-touch Editor ........................................................................................................6启动 P-touch Editor 帮助 .............................................................................................10使用其他应用程序创建标签 .........................................................................................12如何使用 P-touch Transfer Manager (仅限 QL-580N / 1050 / 1060N / 720NW ) (仅限 Windows®) .........................................................................................................18启动 P-touch Transfer Manager ..................................................................................18通过 USB 将标签模板从计算机传输到打印机 ..............................................................19备份标签模板 ...............................................................................................................21通过网络将模板传输至打印机(仅限 QL-580N / 1060N / 720NW ) ...........................22如何使用 P-touch Library (仅限 Windows®) ................................................................23启动 P-touch Library ....................................................................................................23搜索标签 ......................................................................................................................23使用 P-touch Transfer Express 传输标签模板(仅限 QL-720NW ) (仅限 Windows®) .........................................................................................................25如何使用 P-touch Editor Lite (仅限 QL-700)(仅限 Windows®) ................................26如何使用 P-touch Editor Lite LAN (仅限 QL-720NW )(仅限 Windows®) ..................29使用[P-touch Update Software ] .................................................................................32将新的标签收集类别下载至 P-touch Editor / 更新 P-touch Editor 软件 .......................32更新 P-touch Editor Lite (仅限 Windows®)/ QL 打印机固件 ...................................34使用 P-touch 模板打印标签(仅限 QL-580N / 1050 / 1060N / 720NW ) .......................36P-touch 模板功能 .........................................................................................................36打印分发至多台打印机的标签(仅限 QL-720NW )(仅限 Windows®) ........................37分布式打印 ...................................................................................................................37如何使用适用于 Macintosh 的 P-touch Editor .................................................................39启动 P-touch Editor ......................................................................................................39启动 P-touch Editor 帮助 (40)目录 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1简介 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3创建标签 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4简介创建标签附录从其他应用程序直接打印 ................................................................................................42设置打印机驱动程序 ....................................................................................................42从其他应用程序打印 . (44)附录 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42简介创建标签附录简介使用 Brother 标签打印机(以下简称“打印机”)可以快速、方便地打印标签编辑软件P-touch Editor 创建的 自定义标签。
兄弟MFC-8460N_8860DN_DCP-8060维修手册
Brother(兄弟机床)CNC-B00系统内置PLC信号分配

Brother(兄弟机床)CNC-B00系统内置PLC信号分配本文介绍的内置PLC信号分配地址,只适用于Brother TC-32B/TC-22B/TC-S2C/TC-31B/TC-32BN/TC-S2Cz/TC-S2D/TC-R2B 机型机床等。
其它机型会有所不同,详情请参见相应机型内置PLC 系统手册。
为了安全、正确地使用内置PLC功能,请仔细阅读机床厂商提供的中里记载的有关安全的事项,以及与所使用功能相关的页,并理解其内容。
在进行PLC相关功能设计、修改、维修作业之前,应仔细阅读安全对策项,并理解其内容。
如果不遵守安全对策和操作说明书中描述的其他注意事项,则会导致操作者死亡或者受伤。
内置plc系统手册>一、信号分配--PLC 到 NC 信号(注意)如果每次打开电源的信号被赋值给M280(外部复位),不能使用操作面板进行复位如果发生此情况,执行下列操作之一,然后纠正梯形图程序的错误。
1. 使用PLC编程软件。
选择 [在线]-[切换 RUN/STOP 状态],然后切换内置 PLC 的操作状态。
2. 断开线路,关闭信号。
3. 同时按下紧急停止开关、进给保持开关、开机开关和操作面板上的 [RELSE]。
将出现“从 PLC 复位禁止”的报警,但从内置 PLC 的复位变为有效。
二、信号分配--NC到PLC的信号往期精选01>Brother机床参数1(系统1)02>Brother机床参数2(系统2)03>Brother机床参数3(系统3)04>Brother机床参数4/5/6(伺服/补偿)05>Brother机床参数7/8(高精度/PLC)06>兄弟机PLC功能的使用介绍(一)07>兄弟机PLC功能的使用介绍(二)08>兄弟机PLC功能的使用介绍(三)09>兄弟机PLC功能的使用介绍(四)10>兄弟机PLC功能的使用介绍(五)11>兄弟机PLC功能的使用介绍(六)12>兄弟机床自定义M代码的使用13>Brother 外部输入信号详细介绍14>Brother 外部输出信号详细介绍15>Brother PLC拷贝输入/输出步骤16>Brother机床刀库故障分析17>Brother数据备份方法及文件含义18>Brother IO基板外部输入输出的连接19>Brother TC-S2D PLC信号地址19>【软件】Brother(兄弟)PLC编程软件20>FANUC/兄弟/三菱原点设定方法21>FANUC/兄弟/三菱主轴定位汇总22>【干货】FANUC报警类资料汇总23>【干货】三菱报警类维修类汇总。
brother高精度模式
速度与激情 | BROTHER高精度模式数控机床的欠切和过切就如同驾车一样,在急拐弯时车速太快容易翻车,车速太慢容易熄火。
机床在加工运行过程中,会不断地根据程序改变加工路径,在遇到转角时,就像汽车转弯一样,必然要减速慢行转弯,否则会“翻车”。
提高产品加工质量必然要控制欠切和过切,下面我们来探讨一下加工中欠切过切现象的成因和解决方式。
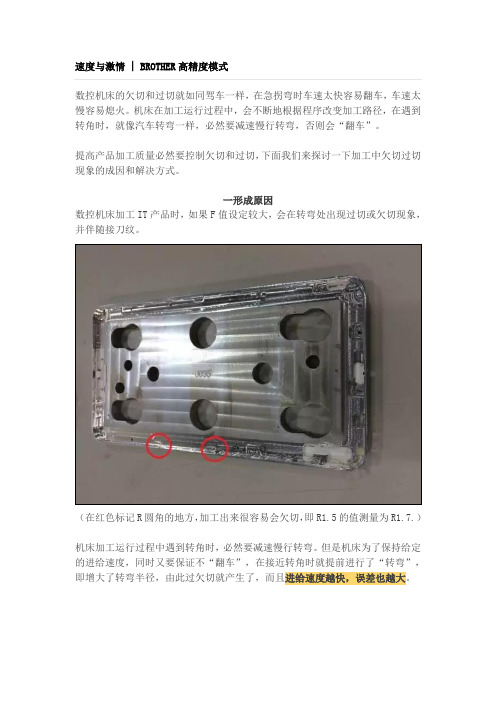
一形成原因数控机床加工IT产品时,如果F值设定较大,会在转弯处出现过切或欠切现象,并伴随接刀纹。
(在红色标记R圆角的地方,加工出来很容易会欠切,即R1.5的值测量为R1.7.)机床加工运行过程中遇到转角时,必然要减速慢行转弯。
但是机床为了保持给定的进给速度,同时又要保证不“翻车”,在接近转角时就提前进行了“转弯”,即增大了转弯半径,由此过欠切就产生了,而且进给速度越快,误差也越大。
二解决对策要保持速度的同时又保证加工形状精度,解决对策就是在转弯处自动加减速。
各系统的自动加减速功能如下:FANUC发那科——AI轮廓控制功能BROTHER兄弟——则是用高精度模式兄弟机型出厂初始设置是关闭高精度模式的,对此有必要打开兄弟机的高精度模式。
即在加工有过欠切的地方,加入高精度模式M代码,让其根据其形状自动进行減速/加速、使形状精度变好。
兄弟C00系统的高精度模式有高精度A和高精度B两种模式。
高精度模式A高精度模式A可以实现高速、高精度、高品质的加工功能。
适于外形加工、三维轮廓加工。
高精度模式A具备提高轮廓精度和提高表面等级两大功能,还可以通过更改用户参数内的设定值来改善加工的轮廓精度和表面等级。
高精度模式A功能篇功能1 提高轮廓精度提高轮廓精度,具体加减速的内容为:⏩自动拐角减速功能;⏩自动圆弧减速功能;⏩自动曲线接近减速功能。
(1)自动拐角减速功能控制拐角指令路径和刀具路径的误差,提高拐角的轮廓精度。
可通过拐角减速超程调整轮廓误差(2)自动圆弧减速功能控制圆弧加工中半径的收缩,提高圆弧的轮廓加工精度。
brother 系统

10.1 S功能 10.2 T功能 10.3 M功能10 S.T.M功能指轴移动指令以外必要的动作指令。
S :主轴转速指令T :使用刀具号指令M:机床各种辅助功能开关指令10.1 S功能指定主轴转速。
以接在S后的5位数之内的数值指定转速。
(注1) NC的RESET不能消去,接通电源时为0。
(注2)执行主轴旋转指令(M03,M04)之前必须指定S值。
(注3)若S指令与轴的移动指令在同一程序段内,则两者同时工作。
10.2 T功能·刀库旋转到指定的刀座位置(TC-22A,31A)·有以下3种指令方式。
指令方式10.2.1 指定刀具号时·在T之后指定刀具号。
(T1~T99)·从刀座上取出此号码的刀具。
(TC-22A,31A)10.2.2 以刀座号(刀库号)指定时·在T1之后的2位数指定刀座号(刀库号)。
·从刀座上取出此号码的刀具。
(T101~T1nn,nn为实际装着的刀座的最大值)(TC-22A,31A)10.2.3 以组号码指定时·在T9之后的2位数指定刀具组号码。
(T901~T930)·从刀座上取出此号码的刀具。
(TC-22A,31A)10.3 M功能·指定机床各种辅助功能的开与关。
·以接在M后3位数的数值指令。
·如M指令与轴的移动指令在同一程序段时,有以下3种情况:在轴移动之前动作与轴移动同时动作轴移动完成后动作(注)常态指令会在被下一个M代码取消或变更之前继续有效。
一次通过指令仅在指令的程序段内有效M代码-览表(1)*为接通电源时的常态M代码-览表(2)*为接通电源时的常态*为接通电源时的常态M代码-览表(3)*为接通电源时的常态*为接通电源时的常态M代码-览表(4)*为接通电源时的常态*为接通电源时的常态10.3.1 程序停止(M00)完成程序段内的动作指令后,主轴停止旋转。
同时,冷却液泵也停止,要执行下一句 程序需按起动开关。
brother MFC-J220 J265W J410 说明书(高级功能)
使用说明书及提供方式说明书名称说明书描述提供方式安全及法规使用本设备前,请阅读此安全说明。
印刷品/包装箱内快速安装指南请先阅读此指南。
遵循其中的说明,设置本设备并安装适用于所用操作系统与连接类型的驱动程序和软件。
印刷品/包装箱内使用说明书 (基本功能)了解传真、复印、扫描和图像捕捉中心™的基本操作方法以及耗材的更换方法,并获取故障排除提示。
印刷品/包装箱内使用说明书 (高级功能)了解更高级的操作方法:传真、复印、安全功能、打印报告和执行日常维护。
PDF 文件/随机说明书光盘内软件使用说明书遵循这些说明进行打印、扫描、网络扫描 (仅适用于 MFC-J265W)、图像捕捉中心™ 操作、PC-Fax 发送和使用Brother ControlCenter 实用程序。
PDF 文件/随机说明书光盘内网络使用说明书 (仅适用于 MFC-J265W)此说明书提供有关配置无线网络连接的更高级信息。
此外,还提供网络实用程序、网络打印、故障排除提示和支持的网络规格的信息。
PDF 文件/随机说明书光盘内i目录1常规设置1内存存储 (1)休眠模式 (1)液晶显示屏显示 (2)液晶显示屏对比度 (2)设置背景灯熄灭定时器 (2)模式定时器 (3)2安全功能4发送锁定 (4)设置并更改发送锁定的密码 (4)打开/关闭发送锁定 (5)3发送传真6其他发送选项 (6)使用多种设置发送传真 (6)对比度 (6)更改传真分辨率 (7)将您更改的内容设为新的默认值 (7)将传真设置恢复为出厂设置 (7)其他发送操作 (8)手动发送传真 (8)双向访问 (仅适用于黑白) (8)多址发送 (仅适用于黑白) (8)实时传输 (10)国际模式 (10)检查和取消等待处理的作业 (11)4接收传真12其他接收操作 (12)打印缩小的接收传真 (12)无纸接收 (12)5拨号和存储号码13其他拨号操作 (13)组合速拨号码 (13)ii存储号码的其他方式 (14)从拨出记录存储速拨号码 (14)从来电显示记录存储速拨号码 (14)设置多址发送组 (15)6打印报告17传真报告 (17)传输验证报告 (17)传真日志 (活动报告) (17)报告 (18)如何打印报告 (18)7复印19复印设置 (19)停止复印 (19)更改复印速度和质量 (19)放大或缩小复印图像 (20)使用 N 合 1 复印或制作海报 (页面布局) (21)使用自动进稿器排序多份复印件 (仅适用于 MFC-J410) (22)调整浓度 (23)将您更改的内容设为新的默认值 (23)将所有设置恢复为出厂设置 (23)8打印介质卡中的照片24图像捕捉中心™ 操作 (24)介质卡文件夹结构 (24)打印图像 (25)打印索引 (缩略图) (25)打印照片 (26)打印所有照片 (26)DPOF 打印 (27)图像捕捉中心™ 打印设置 (27)打印质量 (28)纸张选项 (28)调整亮度、对比度和色彩 (29)剪切 (29)满幅打印 (30)日期打印 (30)将您更改的内容设为新的默认值 (30)将所有设置恢复为出厂设置 (30)iii扫描到介质卡 (31)如何设定新默认值 (31)如何重置出厂设置 (31)A日常维护32清洁和检查设备 (32)清洁设备外部 (32)清洁设备打印机压辊 (33)检查墨水余量 (33)包装和运输设备 (34)B术语表37 C索引41ivv111内存存储菜单设置将被永久保存,即使出现断电,您使用功能键选择的菜单设置也不会丢失。
Brother TCS2A机器操作

主电源变压器:将三相~380V电压变 压成三相~220V电源。电源允许范 围在±10%以内。
伺服马达、刀盘马达电源接触器
控制电路接触器 控制回路空气开关 切削液马达过载保险管
.
2、机器工作原理的说明
.
数控机床的工作原理: 数控装置内的计算机对以数字和字符编码方式所记录
的信息进行一系列处理后,向机床进给等执行机构发出 命令,执行机构则按其命令对加工所需各种动作,如刀 具相对于工件的运动轨迹、位移量和速度等实现自动控 制,从而完成工件的加工。
手动快速进给模式
手动慢速进给模式
手动点动进给模式
.
+X方向进给 -X方向进给 +Y方向进给 -Y方向进给 +Z方向进给 -Z方向进给
附加轴+方向进给 附加轴-方向进给
.
Ⅱ:手轮的操作
选择所要的移动轴 OFF:关闭手轮
手轮每刻度的移动距离 × 1: 0.001mm × 10: 0.01mm × 100: 0.1mm
6000
主轴锥孔
7/24 锥柄NO.30
快速移动X、Y、Z(m/min)
36× 36× 50
切削速度(m/min) 刀具数量刀具最大长度(mm)
刀具最大重量(kg)
1~10000(XY)/1~20000(Z) 200
3.0/总重量25kg
刀具选取方式
.
最快原则
ATC 马达 电源 气源 机器尺寸 精度
并明示“维修中”; 对机器进行维修人员必须是经过Brother机器的维修培训,相关
人员不得擅自改造电路,修改设定值;
.
3、机器使用能力和安全须注意的事项
标准的加工能力
刀具直径(mm) × 进刀 刀具直径(mm) × 螺
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
兴科电子科技有限公司ຫໍສະໝຸດ 制作人: 赵俊模拟前准备
1、在启动程序模拟之前 首先把要模拟的程序设置 为主程序。 2、在自动模式下选择图 形选型,紧接着选择F0启 动循环绘图 3、如果有特殊视角需要 可以任意调剂“启动循环 绘图”右侧的选项,可以 先设置后模拟绘图,也可 以同时进行
模拟中
按下F0启动循 环绘图后显示 此画面F0对应 位置显示为“ 停止绘图”
模拟后
模拟后显示完整的刀路画面,如果 有异常部分则会模拟真实的报警。
END!
2014-07-09