钢包耳轴根部焊缝的相控阵超声检测与信号处理
超声相控阵技术在钢制对接焊缝检测中的应用研究
超声相控阵技术在钢制对接焊缝检测中的应用研究焊接技术是目前工业领域应用较为广泛的技术之一,焊缝连接结构具有周期短、密封性好、重量轻等特点,同时以其良好的力学性能得到青睐。
然而,焊接过程中产生的内部缺陷却大大降低了焊接性能。
超声相控阵能够实现复杂零件和盲区的检测,具有灵敏度高、结果直观,实时显示的优点,在钢制对接焊缝检测中的具有明显的应用优势。
标签:超声相控阵技术;对接焊缝检测;无损检测0 绪论钢材是现代化建设不可或缺的重要材料之一,其应用范围有目共睹。
而焊接是加工钢材的重要的重要技术手段之一,科学技术的发展使钢材的焊接性能不断提升,但仍不可避免的产生些许的缺陷。
超声相控阵技术以其独特的优势,成为钢制对接焊缝检测中的重要应用技术。
1 超声相控阵技术的起源与发展超声波被人类所发现并作为一种检测技术应用可追溯到第一次世界大战期间,被用于对水下目标的追踪。
近百年来,超声检测技术在各个领域都发挥了不可替代的重要作用。
科技的发展也使各种新技术相互融合进步,新技术不断衍生。
超声相控阵技术逐渐走入人们的视野当中。
超声相控阵技术源于相控阵雷达,在相控阵雷达的使用过程中,众多的子天线但愿有序的排列,每个子单元的电磁波幅度和延时均可控,能够达到一定空间范围内形成相对灵活的雷达波束。
与之类似,超声相控阵由众多压电阵组成的阵列换能器,达到声波发射与接收的目的。
[1]近些年来,超声相控阵技术的应用范围越来越广泛,最初的应用就是医学中的B型超声检测与诊断技术,其应用了超声相控技术以实现动态的聚焦,其利用了相控阵所使用换能器快速移动的特点,使声束形成所检测器官的影像。
其次,利用它控制局部升温,可达到热疗的效果,能够在很大程度上提升目标组织的吸收率。
在超声相控阵技术起步的发展时期,其系统的复杂性较高,检测存在很大的困难,且需要高额的检测成本,其在工业无损检测上的应用受到了极大的限制。
科技的发展使我们的生活日新月异,中国造船业崛起,船舶工业中对技术精度的要求越来越高,超声相控阵无损检测技术得到了用武之地。
双相不锈钢钢管对接环焊缝的相控阵超声检测
近年来,微电子和计算机技术飞速发展,促成了集相控阵信号产生、数据处理、显示和分析等功能于一体的相控阵仪器的发展。
随着国内外(美国ASME、国际标准ISO以及中国GB和NB)相控阵超声检测标准的完善,相控阵超声检测已广泛应用于海工、船舶、航空航天、石油化工、火电、核电等行业。
在设计时,对于海上油气工厂(FPSO)上建模块中材料为A790-S31803,规格为直径610mm,壁厚46mm的管线环焊缝,需要进行射线检测。
由于射线具有电离辐射,对检测人员的人身安全危害严重,故在管线合拢组装的过程中,不能实现射线检测中心曝光,从而降低了射线检测效率,影响项目进度。
因此,承建方、检测公司、业主和监造方进行协商后,建议采用相控阵超声检测代替射线检测进行现场检测。
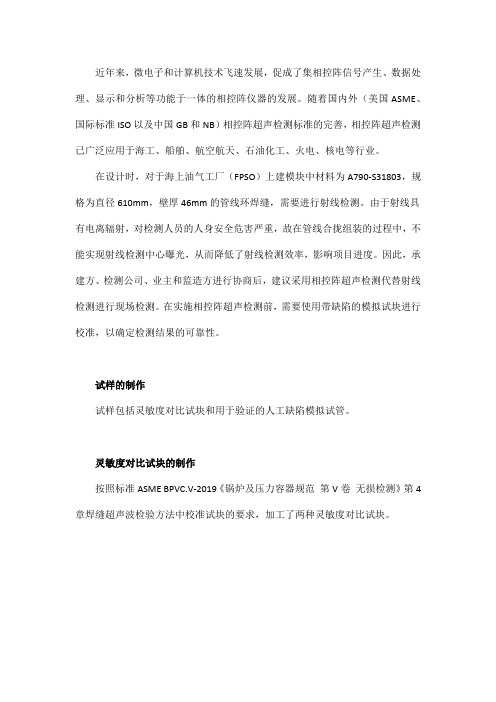
在实施相控阵超声检测前,需要使用带缺陷的模拟试块进行校准,以确定检测结果的可靠性。
试样的制作试样包括灵敏度对比试块和用于验证的人工缺陷模拟试管。
灵敏度对比试块的制作按照标准ASME BPVC.V-2019《锅炉及压力容器规范第V卷无损检测》第4章焊缝超声波检验方法中校准试块的要求,加工了两种灵敏度对比试块。
图1 灵敏度对比试块实物如图1(a)所示,在原材料上加工长横孔反射体,制作原材料灵敏度对比试块,用于楔块延迟的校准。
如图1(b)所示,按照焊接工艺焊接后进行切割,制作带有焊缝的长横孔和刻槽的灵敏度对比试块,用于灵敏度校准和TCG (时间校正增益)曲线的制作等。
反射体(长横孔和刻槽)的详细参数如下: 原材料对比试块 试块编号:PAUT-SS-01 人工反射体类型:长横孔长横孔位置:T/4、T/2、3T/4(T为试件厚度)长横孔尺寸:ф3mm×80mm带焊缝对比试块试块编号:T027973人工反射体类型:长横孔长横孔位置:焊缝中心:T/4、T/2、3T/4长横孔尺寸:ф3mm×70mm试块编号:T027972人工反射体类型:长横孔长横孔位置:坡口熔合线:T/4、T/2、3T/4长横孔尺寸:ф3mm×70mm人工反射体类型:刻槽刻槽位置:焊缝上表面刻槽尺寸:70mm×1mm×2mm试块编号:T027974人工反射体类型:刻槽刻槽位置:焊缝下表面刻槽尺寸:70mm×1mm×2mm模拟试管的制作人工缺陷模拟试管采用切除对比试块后的余料制作,依据ASME BPVC.V-2019第4章强制性附录IX中对于缺陷定量和分类的规程评定要求,确定缺陷的数量和位置。
钢包耳轴的超声波探伤技术研究

第 2期 ( 总第 1 7 0期 )
钢 包 耳 轴 的超 声 波 探 伤 技 术 研 究
陈 超, 郭 燕 ,白 冰, 王子颖 , 孙光泽 ( 设备检修 中心)
摘
要: 阐述 了无损 检 测技 术 中的超 声波探 伤方 法和特 点 。根据 钢 包耳轴 的 生产要 求 , 制定 了
J l  ̄ / 5 ? 0 0 0 . 1 5 — 2 0 0 7
合 格 级 别
Ⅱ 级
验 收 标 准
J B / ? 5 0 0 0 . 1 5 — 2 0 0 7
检 测比 例
1 0 0 %
公式 ( 3 ) 、 ( 4 ) 、 ( 5 ) 巾P , 是波源的声压 , F 足
0 前 言
设 备检 修 中心机 械制 造部 加工 了一批 6 5 t 钢包
表1 超 声 波探 伤 仪 主 要 技 术 参 数
用 耳轴 , 按 照工 艺要求 , 需 要在 调质 处理前 对其 进行
超 声波 无 损 检 测 。根 据 耳 轴 的加 工 工 艺 和 结 构 特
点, 制 定 了超声 检测 方案 , 并进 行 了探伤 。通 过分析 研 究 反射 波波形 , 最 终 确 定 一 只 耳轴 中心 存 在 加工 缺陷 , 不符 合质 量要求 , 给 予判废 。
卅
0 6 K 1 2 0 23
一
2 0 1 4年 4月
Po F Fs Pr- A
.
 ̄
3 0 1 3- 9 8 / 1
.
3 5 c r M 。
a < 6 . 3 t t m
嘶
△ _2 0
器 I ' } 试 块种 类 探 头 型} = } f I 厅 式 检 测 灵 敏 度 耦 合 剂 仪 器 探 仪 头 参 数 t t S ~ 6 1 0 e C S K — I A 2 . 5 P 1 4 个 扣 查 0 2 平 底 孔 机 油 技 术 要 求 检 测 标 准
论钢包耳轴的探伤工艺

论钢包耳轴的探伤工艺摘要:钢包耳轴承载着整个钢包的重量并且在高温下作业,一旦耳轴有缺陷没有及时发现将引起极大地安全事故。
因此对使用中耳轴的检测相当的必要。
关键词:钢包耳轴;应力裂纹;磁粉检测;超声检测钢水包在使用中由于耳轴需要承受钢包整体重量,在使用中不断与吊钩内衬摩擦,钢水包耳轴容易出现划伤,进而产生微小裂纹。
而这些缺陷需要及时检测出,否则容易造成安全隐患,引起表面裂纹扩散。
检测的方法有渗透探伤法,超声波探伤法、磁粉探伤法等。
其中磁粉较渗透的检测方法更优。
在这里我们简要介绍下耳轴的超声波和磁粉探伤两种方法。
1 耳轴中存在的主要缺陷耳轴的主要缺陷为在铸造中产生的缩孔、裂纹和夹渣以及在使用中耳轴摩擦副产生相对运动时,软基材料表面较粗大的凸起由于粘着磨损而产生脱落,形成较硬的粗大磨粒;同时耳轴表面也由于粘着磨损产生了高硬度的细小磨粒。
两种磨粒滞留在接触区内共同参与磨粒磨损。
在摩擦副中粗大磨粒承受了大部分载荷,仅有极少部分高硬度细小磨粒参与磨料磨损。
由于粗大磨粒硬度小于耳轴表面硬度。
因此粗大磨粒对耳轴磨损作用很小,耳轴磨损速度显著降低。
实践证明,由于耳轴处于高温辐射区,油脂润滑失效,耳轴磨损相当严重,并多次发生耳轴表面大面积拉伤。
在承受交变应力的情况下容易产生的横向裂纹。
如果没有及时检查发现并处理这些缺陷很容易引起安全事故。
同时耳轴和钢包的连接处都是直接焊接的,由于受的拉力比较大容易开裂,使耳轴与钢包的连接不牢固,使耳轴在受力较大时有滑出脱落的危险。
2 在用耳轴的检测重点——疲劳裂纹疲劳裂纹的危害程度比较大,在被忽略时轻者使耳轴承载强度降低,严重时甚至会造成耳轴的直接断裂。
耳轴的内部缺陷(缩孔、裂纹、夹渣等)在不断承受拉应力时可能产生疲劳裂纹,但大多情况下,耳轴表面应力集中的部位(如耳轴根部、与轴套摩擦形成的沟等)在交变应力下更容易产生疲劳裂纹。
如果在使用中没有检查或是检查忽略了这些细微缺陷,耳轴在重力载荷下容易在裂纹位置直接断裂,从而造成较大的安全事故。
超声相控阵设备检测钢轨焊缝工艺

超声相控阵设备检测钢轨焊缝工艺作者:马占生胡婷来源:《山东工业技术》2019年第18期摘要:本文介绍了介绍超声相控阵检查焊缝的工艺,不同探头对应不同扫查手法,对现场探伤具有重要的意义。
关键词:钢轨;焊缝;相控阵DOI:10.16640/ki.37-1222/t.2019.18.0380 前言随着现代技术的发展和工业检测的需要,超声相控阵技术开始在工业领域大展身手,钢轨焊缝探伤近几年也在逐步应用,本文主要介绍超声相控阵检查焊缝的工艺。
1 轨头单1扫查时,a)探头放置在钢轨踏面中间位置距离焊缝中心60mm处,平行于钢轨轴向方向,检测轨头中间部位的缺陷,同时左右各偏角0~20度,扫查本侧和对侧下颚部缺陷。
b)探头由中间向一侧平移直至轨头边缘,然后往中间方向平移直到轨头另一侧边缘,最后再往回平移到达轨头踏面中间,平移过程中需结合探头左右偏角0~20度进行,检测发现缺陷可按面板的截图键或录制键进行数据记录。
c)如有需要,可将探头放置在轨头两侧的侧面扫查,扫查同样采用平移加0~20度偏角。
2 轨头单2扫查时,a)探头放置在钢轨踏面中间位置距离焊缝中心130mm处,由中间向一侧平移直至轨头边缘,平移过程中需结合探头向外偏角0~20度进行。
b)探头放置在钢轨踏面中间位置,由中间向另一侧平移直至轨头边缘,平移过程中需结合探头向外偏角0~20度进行。
c)探头放置在踏面中间,向两侧偏角6°扫查轨头下颚与轨腰连接处圆弧的存在缺陷,检测发现缺陷可按面板的截图键或录制键进行数据记录。
d)如有需要,可将探头放置在轨头两侧的侧面扫查,扫查同样采用平移加0~20度偏角。
3 轨腰单扫查时,探头放置在钢轨踏面中间位置距离焊缝中心150mm处,可稍微左右偏转2至3°。
检测发现缺陷可按面板的截图键或录制键进行数据记录。
弹出的对话框中单击“是”,进行记录。
如有需要,可将探头放置在轨墙面,距离焊缝中心线-50mm,范围120mm进行扫查。
相控阵超声波技术在奥氏体不锈钢管道环焊缝检测中的运用

电子技术 • Electronic Technology96 •电子技术与软件工程 Electronic Technology & Software Engineering 【关键词】奥氏体不锈钢 管道环焊缝 相控阵超声波 常规超声大厚度不锈钢管道焊接是海上平台工艺管线工作中的一个最重要的部分,主要使用的材料是Cr-Ni 奥氏体不锈钢,这种材料导线性较差,有较大的线膨胀系数,焊接时会产生较大的焊接应力。
如果焊接材料、工艺不当,就会使焊接出现晶间腐蚀、热裂纹等各种缺陷,影响焊缝质量。
同时,由于奥氏体焊缝是一种晶粒粗大的柱状晶组织,当超声波进入焊缝中时,会因晶粒直径、柱状晶组织产生的弹性各向异性而导致声速变化、波束偏移、散射衰减增加等问题。
因此,采用常规超声方法对奥氏体不锈钢管道环焊缝检测的效果不理想。
超声相控阵检测技术技术可以通过计算机软件对声束角度、聚集距离及焦点尺寸进行控制;能够用单个多晶片相控阵探头对同一位置的焊缝进行多角度的检测;能够检测复杂几何形状焊缝,且具有较好的机动性与灵活性;能够与机械夹具配合使用,高速、全面扫查整个试件;能够通过计算机对信号与数据进行采集处理,使超声检测结果显示更直观,此外,该技术可以对数据进行存储及转移,便于后续的离线分析。
采用超声相控阵检测技术对海上平台工艺管线焊缝进行检测,检查时间、检测成本均有显著降低,对一些接由于空间受限而导致常规超声无法完成检测的焊缝,也能够通过一次扫描进行全覆盖检测。
目前,相控阵超声波检测在奥氏体不锈钢管道环焊缝的检测工作中取得了良好的效果。
1 奥氏体不锈钢管道环焊缝超声相控阵检测技术1.1 合理选择相控阵探头奥氏体不锈钢不会在热处理过程中出现相变,也不会出现晶粒细化的现象。
横波检测时会较大地受到奥氏体不锈钢各向异性影响,相控阵超声波技术在奥氏体不锈钢管道环焊缝检测中的运用文/吴员 张天江 张利园 史学材 权利其声束还会在焊缝中出现偏转,进而生成一些与缺陷相似的伪信号。
钢轨焊缝的相控阵超声定点扫查工艺研究

铁道科学与工程学报 Journal of Railway Science and Engineering
DOI: 10.19713/ki.43−1423/u.2018.08.031
Volume 15 Number 8 August 2018
钢轨焊缝的 相控阵超声定点扫查工艺研究
收稿日期:2017−06−15 基金项目:广东省自然科学基金资助项目(2015A030310182);广东省科技计划资助项目(2016A020210100) 通信作者:陈选民(1963−),男,湖南湘潭人,副教授,从事轨道超声无损检测方法研究;E−mail:Chenxuanmin8419@
钢轨焊缝作为钢轨的薄弱部分,在焊接过程中 产生的缺陷容易发展成疲劳裂纹,其热影响区很容 易发生断轨[1]。加强焊缝部位的超声探伤,是减少 断轨确保安全最直接、最有效的技术措施。目前,
常用的超声波 A 超检测技术,需要更换不同 K 值 探头才能实现钢轨的全面扫查,而探头位置、角度、 耦合条件都会对检测结果产生影响,在实验结果的 可靠性,准确性和缺陷描述方面存在严重不足。而
中图分类号:TG115.28
文献标志码:A
文章编号:1672 − 7029(2018)08 − 2148 − 07
Research on fixed-point scanning process of ultrasonic phased array in rail welds
CHEN Xuanmin1, WEN Sheng2
第8期
陈选民,等:钢轨焊缝其具有波束扫描、偏转和聚焦特 性,在无损检测中具有效率高、结构盲区少的优 点[2−4]。基于相控阵扇形扫描的特点,检测可以通 过调整扇形扫描的角度范围和探头位置实现声束 覆盖待检测区域对焊缝进行全面检测。卢超等[5]利 用超声相控阵技术对钢轨气压焊焊缝进行检测,取 得很好的检测效率和检测效果。梁佳佳等[6]用超声 相控阵检测镁合金炮弹壳体,并与传统单探头检测 方法进行对比,从检测效率及精度验证该方法的有 效性。但卢超等[5]在实验过程中需要对探头位置进 行现场确定,无法做到快速有效地对钢轨焊缝进行 检测。此外,入射角度如果在第一临界角和第二临 界角之间,将发生波形转换,工件中只有横波,这 时在检测同时必须考虑检测声能量的大小。姜学平 等[7]通过楔块−钢界面的透射率,确定检测声能量, 进而得到扇形扫描中角度上下限。但其并没有确定 探头位置实现相控阵定点全面扫查。本文根据确定 的相控阵扇形扫描角度,设计了专门用于钢轨焊缝 相控阵检测的位置标示尺,实现探头扫查位置快速 确定。使用 GHT-5 和 GTS-60 标准试块对标示尺进 行验证。
相控阵焊缝检测操作规程
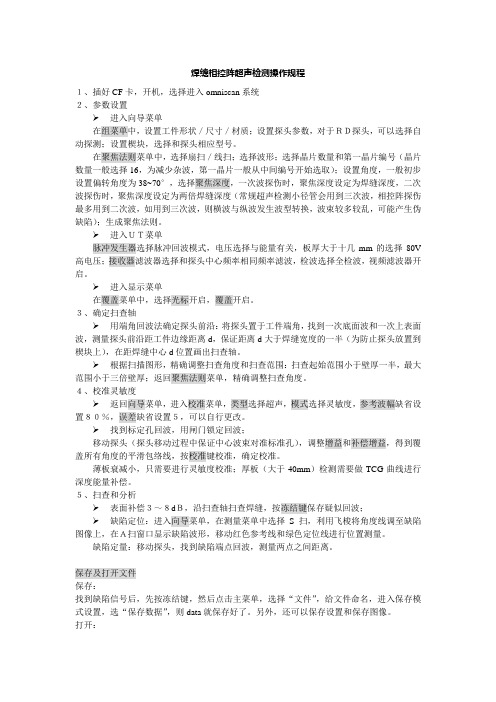
焊缝相控阵超声检测操作规程1、插好CF卡,开机,选择进入omniscan系统2、参数设置➢进入向导菜单在组菜单中,设置工件形状/尺寸/材质;设置探头参数,对于RD探头,可以选择自动探测;设置楔块,选择和探头相应型号。
在聚焦法则菜单中,选择扇扫/线扫;选择波形;选择晶片数量和第一晶片编号(晶片数量一般选择16,为减少杂波,第一晶片一般从中间编号开始选取);设置角度,一般初步设置偏转角度为38~70°,选择聚焦深度,一次波探伤时,聚焦深度设定为焊缝深度,二次波探伤时,聚焦深度设定为两倍焊缝深度(常规超声检测小径管会用到三次波,相控阵探伤最多用到二次波,如用到三次波,则横波与纵波发生波型转换,波束较多较乱,可能产生伪缺陷);生成聚焦法则。
➢进入UT菜单脉冲发生器选择脉冲回波模式,电压选择与能量有关,板厚大于十几mm的选择80V 高电压;接收器滤波器选择和探头中心频率相同频率滤波,检波选择全检波,视频滤波器开启。
➢进入显示菜单在覆盖菜单中,选择光标开启,覆盖开启。
3、确定扫查轴➢用端角回波法确定探头前沿:将探头置于工件端角,找到一次底面波和一次上表面波,测量探头前沿距工件边缘距离d,保证距离d大于焊缝宽度的一半(为防止探头放置到楔块上),在距焊缝中心d位置画出扫查轴。
➢根据扫描图形,精确调整扫查角度和扫查范围:扫查起始范围小于壁厚一半,最大范围小于三倍壁厚;返回聚焦法则菜单,精确调整扫查角度。
4、校准灵敏度➢返回向导菜单,进入校准菜单,类型选择超声,模式选择灵敏度,参考波幅缺省设置80%,误差缺省设置5,可以自行更改。
➢找到标定孔回波,用闸门锁定回波;移动探头(探头移动过程中保证中心波束对准标准孔),调整增益和补偿增益,得到覆盖所有角度的平滑包络线,按校准键校准,确定校准。
薄板衰减小,只需要进行灵敏度校准;厚板(大于40mm)检测需要做TCG曲线进行深度能量补偿。
5、扫查和分析➢表面补偿3~8dB,沿扫查轴扫查焊缝,按冻结键保存疑似回波;➢缺陷定位:进入向导菜单,在测量菜单中选择S扫,利用飞梭将角度线调至缺陷图像上,在A扫窗口显示缺陷波形,移动红色参考线和绿色定位线进行位置测量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中 国 计 量 学 院 学 报
J o u r n a l o f Ch i n a Un i v e r s i t y o f Me t r o l o g y
V0 1 . 2 5 No. 3
Se p .2 0 1 4
Ab s t r a c t :Th e ma t c h i n g p u r s u i t a l g o r i t h m a n d wa v e l e t t r a n s f o r m we r e u s e d t o d e n o i s e a n d c o mp a r a t i v e l y
Байду номын сангаас
【 关 键 词】 钢 包 耳 轴 ; 匹配追踪 ; 超声相控阵 ; 深 厚 焊 缝
【 中 图 分 类 号】 T B 5 5 3 【 文 献 标 志 码 】 A
Ph a s e d a r r a y u l t r a s o n i c t e s t a n d s i g n a l p r o c e s s f o r r o o t la f w o f l a d l e t r u n n i o n
a n a l y z e t he s i mu l a t e s i gna l s o f l a dl e t r un ni on r oo t we l d wi t h SN R o f 2 dB a nd 一 5 d B. I n t he e xp e r i me nt ,a 6 4 e l e me n t u l t r a s o ni c pha s e d ar r a y p r o be w a s us e d t O de t e c t t he 2 30 m m de p t h o f t r u nni on r o ot w e l d. The u l t r as o ni c e c ho e s of f l a w we r e f i l t e r e d b y m a t c h i n g pu r s u i t a l go r i t hm t O b ui l d t he f l a w i ma ge . Th e r e s u l t s i n di c a t e t ha t t he pr e pr oc e s s i ng de n oi s i ng e f f e c t o f ma t c hi n g p ur s ui t a l g or i t h m i s b e t t e r t h a n wa v e l e t t r a ns f o r m
预 处 理 对 比分 析 , 在定制试块上采用 6 4阵元 超 声 相 控 阵探 头对 深 度 为 2 3 0 mm 的耳 轴 根 部 焊 缝 进 行 检 测 , 并
且结合基 于 G a b o r 原 子 库 的 匹 配 追 踪 算 法 对 回波 信 号 进 行 消 噪 后 成 像 . 结果表 明 , 在 低信 噪比( 一5 d B ) 条 件 下, 匹配追踪算法较小波变换有更好的预处理效果 ; 对 深度 位 于 2 2 0 mm 和 2 3 0 mm 处 的钢 包 耳 轴 焊 缝 缺 陷 的 实 际检 测 信 号 进 行 去 噪处 理 时 , 匹 配 追 踪 算 法 能 够 准 确 定 位 缺 陷位 置 并 显 著 提 高 缺 陷处 信 噪 比.
2 . Co l l e g e o f Qu a l i t y a n d S a f e t y En g i ne e r i n g,Chi n a J i l i a n g Uni v e r s i t y,H a n g z h ou 31 0 01 8,Ch i n a )
邓 永 贡 , 王 强 , 谷 小 红 , 范 昕炜
( 1 . 中国计量 学 院 机 电工 程学 院 , 浙 江 杭州 3 1 0 0 1 8 ;
2 . 中 国计 量 学 院 质量 与安 全工 程学 院 , 浙江 杭州 3 1 0 0 1 8 )
【 摘 要 】 采 用 匹配 追 踪 算 法 和小 波变 换 对 低 信 噪 比 ( 2 d B和 一 5 d B ) 钢 包 耳 轴 根 部 焊 缝 缺 陷 检 测 信 号 进 行
【 文章 编号1 1 0 0 4 — 1 5 4 0 ( 2 0 1 4 ) 0 3 — 0 2 6 8 — 0 5
D OI : 1 0 . 3 9 6 9 / j . i s s n . 1 0 0 4 — 1 5 4 0 . 2 0 1 4 . 0 3 . 0 0 8
钢 包 耳 轴 根 部 焊 缝 的 相 控 阵 超 声 检 测 与信 号 处 理
DENG Yo n g g o n g ,W ANG Qi a n g ,GU Xi a o h o n g ,FAN Xi n we i
( 1 .Co l l e g e o f Me c h a n i c a l a n d El e c t r i c a l En g i n e e r i n g,Ch i n a J i l i a n g Un i v e r s i t y ,H a n g z h o u 3 1 0 01 8,Ch i na