日本图纸说明
外国与国内机械图纸差异

快速看懂国外机械图纸株洲职业技术学院刘培德自改革开放以来,我国引进了不少国外设备、图纸和其它技术资料,有不少发达国家的机械图样投影方法与我国所采用的投影方法不同。
为了更好地学习发达国家的先进技术,故快速看懂国外机械图纸很有必要。
1 概述当今世界上,ISO国际标准规定,第一角和第三角投影同等有效。
各国根据国情均有所侧重,其中俄罗斯、乌克兰、德国、罗马尼亚、捷克、斯洛伐克以及东欧等国均主要用第一角投影,而美国、日本、法国、英国、加拿大、瑞士、澳大利业、荷兰和墨西哥等国均主要用第三角投影。
解放前我国也采用第三角投影,新中国成立后改用第一角投影。
在引进的国外机械图样和科技书刊中经常会遇到第三角投影。
ISO国际标准规定了第一角和第三角的投影标记(图1和图2)。
在标题栏中,画有标记符号,根据这些符号可识别图样画法,但有的图纸无投影标记。
图1 第一角画法标记符号图2 第三角画法标记符号2 第三角投影空间可由正平面V、水平面H、侧平面W将其划分成八个区域,分别为第1、第2、第3、第4、第5、第6、第7、第8分角,如图3所示。
图32.1 将物体放在第一分角内投影称为第一角投影,又称E法——欧洲的方法。
2.2 将物体放在第三分角内投影称为第三角投影,又称为A法——美国的方法。
我国用的是第三角投影法。
第三角投影是假想将物体放在透明的玻璃盒中,以玻璃盒的每个侧面作为投影面,按照人—面—物的位置作正投影而得到图形的方法,如图4、图5。
图4 图52.3 第三角投影中六个基本视图的位置ISO国际标准规定,第三角投影中六个基本视图的位置如图6所示。
图6以上视图是将物体投影到一个封闭矩形(透明的)“投影箱”的各个投影面上而得到的。
每个视图都可以理解为:当观察者的视线垂直与相应的投影面时,他所看到的物体的实际图像。
前视图即观察者假想自己处于物体的前面,并逐点移动眼睛的位置,且视线始终垂直于一个假想的正立投影面(透明的)而得到的物体的正面投影,其它视图可按类似方法获得。
5中小河流洪水淹没风险区域图制作指南(日本)

村确定洪水可能淹没区域水位、洪水警报传达方法、避难地点, 以及采取及时有序的避难措施的基本依据。 另外, 洪水可能淹没区域所属地区的市镇村长为了通告所有 居民,而将市镇村地区防灾规划中所制定的上述事项制作成文 件, 即绘制洪水灾害预测图时, 也需要灵活运用洪水淹没预想图。 因为洪水淹没预想图会根据因降雨量的不同而截然不同,所 以通过将该河流的防洪相关规划的设计降雨 (以下称为“规划基 本降雨”)作为对象降雨来保证一致性。另外,对于规划基本降 雨而言, 为了确保在必要治水设施已完成的河流发生洪水时能及 时有序地难,需在图上说明工程及有关假设条件。 (2) 关于洪水可能淹没区域之外区域被淹的可能性 洪水可能淹没区域显示的是以规划基本降雨为对象, 按照河 流治理情况推测的可能受淹区域, 对于其他区域不能以此判断水 灾的安全性。比如,如果实际降雨超过规划基本降雨,或者因支 流泛滥、涨潮、堤内积水等引起泛滥时,未确定为洪水可能淹没 区域的区域也有可能被淹没。 因此,未被指定为洪水可能淹没区域并不代表不会被淹,在 发布洪水淹没预想图时要对此明确说明。 (3) 关于听取市镇村的意见
1 总论
1.1 目的
2004 年,梅雨季节暴雨和台风频繁,全国许多地方发生了 严重水灾,再次表明了平时采取措施的重要性,比如提高防灾意 识, 以及用通俗易懂的方式向居民提供决堤洪水淹没情况和避难 方法等相关信息。 通过对防洪法的修订, 需确定洪水可能淹没区域的不再局限 于大河流(洪水预报河流),还扩大到了主要的中小河流。并对 确定洪水可能淹没区域的制度进行了补充, 规定必须通过洪水灾 害预想图等手段将洪水预报、 传播途径和避难地点等信息通告所 有居民。即对于洪水预报河流之外的其他河流,如果洪水会造成 严重或较大损失, 在洪水达到警戒水位时, 需通告有关人员的 (以 下称 “水位信息通告河流”),也要编制淹没预想图。 此前的洪水淹没预想图是根据《洪水淹没预想图制作手册》 (2001 年 7 月,国土交通省河川局治水课,以下称为“原手册”) 编制的,而原手册采用的洪水分析方法是二维水动力学方法,复 杂且费时。有鉴于此,本指南试图通过引入更为简单可行的洪水 分析方法,推进洪水淹没预想图的编制。 然而,如果针对河流具体特征,采用其他方法可保证淹没深 度计算误差小于 0.5m,也可不拘泥于采用原手册或者本指南。
D-06-01-01-0焊接符号(日本)

11. 焊接记号在制图上使用的焊接符号是由JIS 所规定,有大量的符号。
下列显示了TKS经常使用的焊接符号。
关于焊接符号的细节,请参照JIS Z3021(焊接符号)。
11.1 基本符号原则上,表示2个部材之间的焊接部位的形状。
97.05.0711.2 辅助记号98.09.22TKS 使用G 。
TKS 几乎在T K S 不使用。
11.3 焊接部位的符号表示方法说明线(a) (b)(c)(D)基本記号的画法(a)箭头侧,或者,跟前一侧的焊接 (b)箭头的相反側,或者,对侧的焊接 (記号表示) (記号表示) (实际形状) 箭头侧 箭头的跟前一侧 (实际形状) 箭头的相反侧 箭头的对侧辅助记号的画法TAG基線T(n)-PS焊接施工内容的記号例示: 基本記号S : 焊接部位的断面尺寸或者强度(开先深度、角焊接的角長、Plug 孔的直径、Slot 沟的宽度、Seam 的宽度、点焊的焊核的直径或单点的强度等) R : Route 间隔 A : 开先角度L : 断续角焊接的焊接长度、Slot 焊接的沟的长度,或者在需要的时候为焊接长度 n : 断续角焊接、Plug 焊接、Slot 焊接、点焊等的数 P : 断续角焊接、Plug 焊接、Slot 焊接、点焊接等的间距T : 特別指示事項(J 形・U 形等のRoute 半径、焊接方法、非破坏试验的辅助記号、其他) ─ : 表面形状的辅助記号 G : 处理方法的辅助記号: 全周現場焊接的辅助記号 〇 : 全周焊接的辅助記号97.05.08(DR-11-4) 11.4 实例实例:3实例:498.09.22实例:1297.05.08实例:16实例:2498.09.2211.5 MF-CAD的规则(DR-11-8)加进去按照JIS焊接符号規定难于理解的部分,在MF-CAD使用下述规则进行制图。
11.5.1 引出线(说明线)①形、K形开先・张开的部材的表面,有必要进行指示的时候,要把箭头画成折线,并将②对于有97.05.1311.5.2 根据材料的R的符号的加入方法(DR-11-9)訂’98.01.2011.5.3 断续焊接(通称Tap焊接)(DR-11-10)英文断续鱼鳞片焊接“INTERMITTENT FILLET WELD”不连续焊接“DISCONTINUOUS WELDING”①所谓的断续焊接,就是・焊接了的部分和不进行焊接的部分交互地存在的焊接・在TKS 多被使用于不重视强度的地方的焊接上。
图纸日语说明
日本图纸专业术语简译1.关于焊接1.1 トビ---飞石法 就是间断性焊接。
断续焊、托焊。
1.2 WT ---防水焊接,焊后要用水试漏,或煤油试漏。
1.3 OT ---防油焊接,煤油试漏。
1.4 AT ---防烟焊接,排烟设置用。
1.5 溶接不可に注意---指示处不允许有焊接,防装配时干扰。
2.关于螺纹、焊接螺母2.1 ネジトオシ - 螺纹贯通2.2 ポツプナツト - 拉铆螺母 注:3015激光机在矩形管、SECC加工时使用拉铆螺母,其它可改焊接螺母。
ユ-トサ-ト - 拉铆螺母2.3 ウエルドナツト - 焊接螺母2.4 ナット - 螺母3.焊接螺母对应的底孔加工尺寸(非SUS品),SUS材质底孔加大1mm或2mm 。
M4 - ∮7 , M8 - ∮11 , SUS M4 - ∮5M5 - ∮7 , M10 - ∮13 , SUS M6 - ∮7M6 - ∮9 , M12 - ∮15 , SUS M12 - ∮134.关于加工中日语的意思4.1 ノミ - 只,仅仅 例:(H01ノミ) 只在H01上加工4.2 バリ、カエリ 毛刺、飞边、尖角。
4.3 面取リ - 打磨、表面加工处理。
4.5 パテ - 腻子 涂装前打腻子处理。
4.6 曲ゲ - 弯曲、折弯 4.8 ピツチ - 间距、斜度、误差4.7 キリ - 去掉,开孔 4.9 ダルマ穴 - 挂钩孔,(尺寸另附)4.10 仕上げ - 精加工,钣金件打磨 4.11 仕上げ真土 - 摸泥子4.12 打拔キ - 冲裁、冲孔、落料 4.13 ベンド - 弯头4.14 スボツト- 点焊 4.15 リ-マ - 铰刀(加工)4.16 裏面(ウラ面) - 背面、后面 4.17 メッキ - 电镀4.18 真直度(しんちょくど) - 直线度 4.19 皿穴(さら) - 沉头孔、划凹 4.20 砂目 (すなめ) - 划伤 4.21 ソケット - 管继手、管螺纹连接件4.22 パイプ - 管(圆管、方管等) 4.23 タップ(TAP)- 丝锥(螺纹加工)4.24 エンボス - 段差孔、沉凹孔 4.25 ナシ - 没有、无4.26 スキマ - 隙间、缝隙 4.27 コ-キング - 胶、防漏处理4.28 リベット - 拉铆钉 4.29 スボット - 点焊4.30 開先 - 坡口 4.31 切れ目(きれめ)- 裂纹、裂缝4.32 继目(つぎめ) - 接缝 4.33 皿穴(サラモミ) - 划凹孔,沉头螺钉孔4.34 ダボ - 打鼓包 4.35 意匠面(いしょぅ)- 表面,外部可视面4.36 手前側より - 从正面加工 4.37 切リ欠キ - 切口、切槽4.38 スタットボルト - 螺钉 4.39 ヤスリ - 锉刀4.40 スタットボス - 螺母柱 4.41 ガイド - 导向5.关于管螺纹5.1 PF 、 PS 、RG - 直管螺纹5.2 PT 、 RC - 锥管螺纹 加工时首先采用锥管螺纹。
日本焊接符号

日本焊接符号简介焊接符号是焊接工程中非常重要的一部分,它们用于表示焊接接头的类型、尺寸、形状和其他相关信息。
在不同的国家和地区,使用的焊接符号可能会有所不同,这篇文档将重点介绍日本焊接符号的相关内容。
1. 焊接接头类型符号日本焊接符号集中使用了几种常见的焊接接头类型符号,以下是其中一些常见的符号及其含义:•直缝焊接符号(|)这个符号表示直缝焊接,焊缝为直线型。
•角缝焊接符号(∟)这个符号表示角缝焊接,焊缝为直角型。
•对接焊接符号(〈⊥〉)这个符号表示对接焊接,焊缝为直缝,以及焊接时所使用的焊接方法。
•环焊接符号(○)这个符号表示环状焊接,一般用于管道或圆形工件的连接。
2. 焊缝尺寸和形状符号在日本焊接符号中,焊接缝的尺寸和形状也是非常重要的信息。
以下是几种常见的焊缝尺寸和形状符号及其含义:•焊缝轮廓符号(J)这个符号表示焊缝的轮廓形状,例如平面焊缝、凸缝焊缝等。
•焊缝宽度符号(B)这个符号表示焊缝的宽度。
•焊缝深度符号(D)这个符号表示焊缝的深度。
3. 焊缝加工方法符号焊缝的加工方法对焊接接头的强度和质量起着重要的影响。
以下是几种常见的焊缝加工方法符号及其含义:•熔化楔形符号(V)这个符号表示焊缝的加工方式为熔化楔形。
•熔化切割符号(M)这个符号表示焊缝的加工方式为熔化切割。
•非熔化楔形符号(G)这个符号表示焊缝的加工方式为非熔化楔形。
4. 焊接材料符号焊接材料对焊接质量和接头的强度至关重要。
以下是几种常见的焊接材料符号及其含义:•焊缝金属符号(F)这个符号表示用于填充焊缝的金属材料。
•母材符号(W)这个符号表示母材的材料。
5. 其他符号除了以上提到的符号外,日本焊接符号中还有其他一些符号用于表示附加信息,例如:•焊缝方向符号这个符号用于表示焊缝的方向。
•焊接方向箭头符号这个符号用于表示焊接的方向。
•焊接位置符号这个符号用于表示焊接的位置。
结论日本焊接符号是理解和解读焊接工程图纸非常重要的工具。
快速看懂国外机械图纸
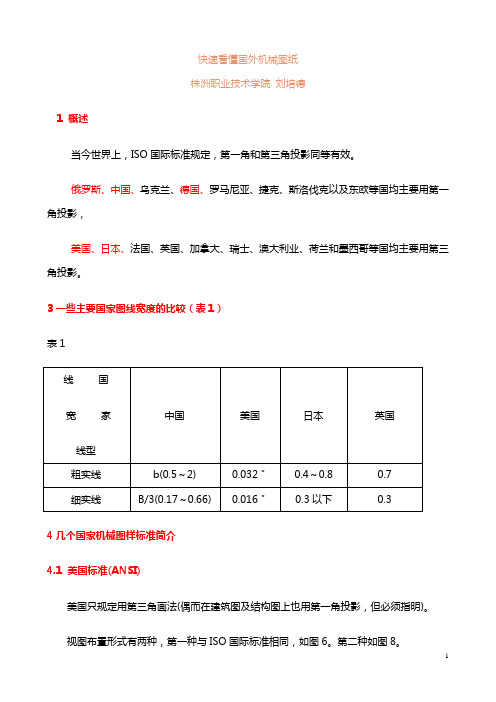
快速看懂国外机械图纸株洲职业技术学院刘培德1 概述当今世界上,ISO国际标准规定,第一角和第三角投影同等有效。
俄罗斯、中国、乌克兰、德国、罗马尼亚、捷克、斯洛伐克以及东欧等国均主要用第一角投影,美国、日本、法国、英国、加拿大、瑞士、澳大利业、荷兰和墨西哥等国均主要用第三角投影。
3一些主要国家图线宽度的比较(表1)表14几个国家机械图样标准简介4.1 美国标准(ANSI)美国只规定用第三角画法(偶而在建筑图及结构图上也用第一角投影,但必须指明)。
视图布置形式有两种,第一种与ISO国际标准相同,如图6。
第二种如图8。
图8美国标准中尺寸标注法:美国图样中的尺寸很少以mm为单位,一般采用英寸(1英寸=25.4mm),原来采用分数形式表示多少英寸,如9/16英寸等,1966年以后改为十进制,写成小数形式。
数值小于1时小数点前不写0,数字推荐水平书写。
公差尺寸的上、下偏差,要注意与基本尺寸保持相同的小数位数,如或,尺寸在6英尺以上应注出英尺英寸符号,如“12′7″。
(1)直径、半径、球形代号①视图明确反映为圆形时,不注直径代号DIA(diameter)或D,如图9;只有一个非圆视图时,尺寸数字后加注直径代号DIA或D,如图10。
图9图10②半径尺寸数字后不加注半径代号R(radius),当半径尺寸标注在不反映半径和圆弧实形的视图中,要求半径尺寸数字后加注代号TRUER (TRUE RADIUS)(真实的R)。
球形代号在尺寸数字后加注代号SPHER DIA(球直径)或SPHERR(SPHER RADIUS)(球半径)。
(2)弦长(CHORD)、弧长(ARC)注法如图11所示。
图11(3)倒角CHAM(CHAMBER)如图12所示。
图12(4)沉孔如图13。
图13(5)键槽如图14。
图14(6)螺纹标记如图15。
图154.2 日本标准(JIS)图样表示方法与美国接近,一般使用第三角投影画法,原则上同一张图纸不得混用第一角、第三角画法,必要时两种画法可局部地混合使用,但必须用箭头示出另一种画法的投影方向。
日本图纸说明
第一视角就是把物体放在座标系的第一象限;人在第一象限前方,人眼位置是光源,是
人眼—物体—图形的顺序。把物体向YZ平面投影得到主视图,向XY平面投影得到府视图,
向XZ平面投影得到右视图。即物体放在图纸和你的眼睛中间,从眼睛方向投影到图纸上。
日本图纸说明
图幅说明
日本图纸图幅各部分功能如下:
切削加工
未注圆角
表面粗糙度
loos
■5?
CKIG
冲压加工
原材料尺寸
FTKR
X1
热处理
图纸比例
表面处理
重量
机型
10加工
日本图纸视角
日本采用的是第三视角法(在图纸图框右下角用“第3角法”标出),中国采用的是第
一视角法。
第一视角法,也称第一象限法,俗称投影法;第三视角法,也称第三象限法,俗称镜面 法。第一角和第三角的区别:
日本公司的图纸分类编号
日本公司的图纸分类编号图纸名称.............起头记号..........备注地脚螺栓平面图....A.............也包括详图梁平面图................F.............也包括贯通孔平面图立面图....................E标准图....................S柱详细图................C墙皮柱详细图.........P.............也包括束柱大梁详细图.............G.............吊车梁用CG作起头记号小梁详细图..............B.............也包括连接梁垂直支撑详细图 (V)水平支撑详细图.....H楼梯详细图.............K桁架详细图.............T屋面檩条详细图......M墙面檩条详细图......D防压曲详细图.........Z注:“起头记号”即前缀,“防压曲”即我们所说的“隅撑”材料采购入库--②运送到切断车间(或称下料车间)--进行除锈、切割、成孔、刨边等各种机械加工作业--质量检查验收--零部件标识、分类--③分配到不同类型的构件组立车间(或称组合焊接车间)--零部件在主部件上的定位--焊接作业--焊缝无损探伤检测--其它质量检查验收项目--防锈涂装--标识--分装或储放--④运送到工地--吊装就位--临时固定--永久固定--进入其它建筑安装分项作业流程。
工厂加工主要是指第②第③这两个过程。
零部件、构件加工详图资料是进行这两个生产过程的依据。
零部件加工详图资料是用于指导切断车间或称下料车间的生产作业的。
分别有板件加工、型材加工。
日本企业一般把这类资料称为加工。
日本JIS标准图纸标注说明
日本JIS标准图纸说明1.图纸中SS400对应国内标准为Q235A;STPG370钢管对应的是20#无缝钢管;STKM13A对应国内标准为Q275;STKM13A、SS400、STPG370钢管材料国内也可以买到。
2.油漆:底漆-----环氧富锌漆,40um;中层漆----环氧云铁漆,40um;内表面面漆----丙烯聚氨酯漆,40um,颜色为灰白色;3.管路球阀:国内市场同样可以购买的到。
如替换可参考:SH01738A更换为Q11F系列二片式DN50的球阀,SH01733A更换为Q11F系列二片式DN15的球阀,SH01737A更换为Q11F系列二片式DN40的球阀,Z3650-20060更换为GB3747.1-83中的管径φ28卡套式焊接管接头。
4.焊接焊缝水密试验、PT检查,但是焊脚8mm以上的不需要PT检查。
(PT检查即为渗透检查)5.孔的标注中螺栓的型号后面跟着的HTW的意思,图中SW意思为弹簧垫圈。
6.耐磨焊材HF650(日本神钢),对应的日本标准为JIS Z3251 DF3C-600-B,该标准对应的国内标准为GB/T984中EDPCrMoV-A1焊材(D237铬钼钒钢堆焊焊条)。
7.XT7032.15.30螺栓其对应的国标为:GB/T 27-1988(六角头铰制孔螺栓),公差为h9。
8.中日材料标准对照:序号日标国标备注材料标准号材料标准号1 SS400 JIS G 3101 Q235A GB/T 700-1988 一般用钢轧制钢2 SM490A JIS G 3106 Q390A GB/T 1591-1994 焊接结构用轧制钢3 STKM13A JIS G 3445 Q275 GB/T8162-1999 机械结构用碳钢钢管4 STPG370 JIS G 3454 20# GB/T3087-1999 压力配管用碳钢钢管5 SGP 15A JIS G 3452 10# GB/T8162-1999 配管用碳钢钢管6 S35C JIS G 4051 35# GB/T699-1999 机械结构用碳钢7 S45C JIS G 4051 45# GB/T699-1999 机械结构用碳钢8 SPCC JIS G 3141 10# GB/T13237-1991 冷轧钢9 SKC24 工具钢10 SCM435 45CrMo9STPG 350℃程度以下使用的压力配管用jis G3454 压力配管碳钢钢管SGP 使用压力比较低似的配管jis G3452 配管用碳钢钢管10.压力配管用碳钢管的尺寸和说明。
国外与国内机械图纸的差别
国外与国内机械图纸的差别自改革开放以来,我国引进了不少国外设备、图纸和其他技术资料,有不少发达国家的机械图样投影方法与我国所采用的投影方法不同。
为了更好地学习发达国家的先进技术,故快速看懂国外机械图纸很有必要。
1、画法标示ISO国标标准规定,第一角和第三角投影同等有效。
俄罗斯、乌克兰、德国、罗马尼亚、捷克、斯洛伐克以及东欧等国均主要用第一角投影;而美国、日本、法国、英国、加拿大、瑞士、澳大利亚、荷兰和墨西哥等国均主要用第三角投影。
中国国标采用第一角投影。
ISO国际标准规定了第一角和第三角的投影标记(图1和图2)。
在标题栏中,画有标记符号,根据这些符号可识别图样画法,但有的图纸无投影标记。
在国内采用第一角画法时可省略画法标识。
图1 第一角画法标记符号图2 第三角画法标记符号2、视图基本位置两种画法的基本视图如图图33、一些主要国家图线宽度的比较(表1)4、几个国家机械图样标准简介4.1、美国标准(ANSI)美国只规定用第三角画法(偶尔在建筑图及结构图上也用第一角投影,但必须指明)。
美国标准中尺寸标注法:美国图样中的尺寸很少以mm为单位,一般采用英寸(1英寸=25.4mm),原来采用分数形式表示多少英寸,如9/16英寸等,1966年以后改为十进制,写成小数形式。
数值小于1时小数点前不写0,数字推荐水平书写。
公差尺寸的上、下偏差,要注意与基本尺寸保持相同的小数位数,如或,尺寸在6英寸以上应注出英尺英寸符号,如“12’7”。
(1)直径、半径、球形代号①视图明确反映为圆形时,不注直径代号DIA(diameter)或D,如图3;只有一个非圆视图时,尺寸数字后加注直径代号DIA或D,如图4。
图3图4②半径尺寸数字后不加注半径代号R(radius),当半径尺寸标注在不反映半径和圆弧实形的视图中,要求半径尺寸数字后加注代号TRUER(TRUE RADIUS)(真实的R)。
球形代号在尺寸数字后加注代号SPHER DIA(球直径)或SPHERR(SPHER RADIUS)(球半径)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
日本图纸说明
一、 图幅说明
日本图纸图幅各部分功能如下:
切削加工
未注圆角R0.8
冲压加工
原材料尺寸
材质
表面粗糙度
日本采用的是第三视角法(在图纸图框右下角用“第3角法”标出),中国采用的是第一视角法。
第一视角法,也称第一象限法,俗称投影法;第三视角法,也称第三象限法,俗称镜面法。
第一角和第三角的区别:
任何物体在空间位置都有八个位置,即所谓视角。
第一视角就是把物体放在座标系的第一象限;人在第一象限前方,人眼位置是光源,是人眼-物体-图形的顺序。
把物体向YZ平面投影得到主视图,向XY平面投影得到府视图,向XZ平面投影得到右视图。
即物体放在图纸和你的眼睛中间,从眼睛方向投影到图纸上。
第三视角就是把物体放在座标系的第三象限,人还是在第一象限前方,用人眼透过座标平面去看物体,是人眼-图形-物体的顺序。
人眼所看到的物体在YZ平面留下的投影得到主视图,在XY平面留下的投影得到仰视图,在XZ平面留下的投影得到左视图。
第三视角是所见即所得,眼前看到什么就画下什么。
即图纸放在实物和你的眼睛中间,实物往你的眼睛方向投影到图纸上,简单说就是左视图在左边,右视图在右边。
三、表面粗糙度
日本用倒三角符号表示粗糙度,如下表所示,一个▽表示粗糙度25,两个▽表示6.3,三个▽表示1.6,四个▽表示0.2,“~”表示不作表面粗糙度要求的表面(按原材料的精度控制)。
注:1、若表面粗糙度符号上有字母“G”,代表研磨、磨削加工。
四、尺寸公差
日本图纸中很少标注尺寸公差,一般根据制作工艺的不同和孔、外形的类别加以区分。
注意:并不是尺寸要求不严格才不标注公差的,只有在一般未注公差不能满足要求情况下才在图纸上标注公差,有时候标注的公差要比一般未注公差宽松。
1、切削加工一般公差
2、钻头加工一般公差
3、冲压加工一般公差
4、焊接加工一般公差
五、
日本的焊接符号与中国基本相同,存在以下几点差异:1、焊缝高度
日本图纸中没有对焊缝尺寸进行标注,如下表所示,焊缝高度的确定是根据焊接板材的料厚和单侧、双侧焊接确定的。
2、箭头线和焊缝的关系
a)焊缝在箭头侧:如下图(a)所示,即箭头线指在焊缝上;
b)焊缝在非箭头侧:如下图(b)所示,即箭头线指在焊缝的背面。
日本焊接符号中没有虚线,焊缝与箭头的位置关系是通过焊接符号在焊接基准线的上方或下方区分的。
a)焊缝在箭头侧:如下图所示,焊接符号在基准线下方。
b)焊缝在非箭头侧:如下图所示,焊接符号在基准线上方。
3、断续焊
1)日本断续焊
表达形式:基本符号;焊缝长度L(焊缝段数n)-焊缝间隔P
其中焊缝间隔为焊缝的中心距离。
2)中国断续焊的表达:
表达形式:基本符号;焊缝段数n×焊缝长度L(焊缝间隔P)
其中焊缝间隔为焊缝的间隔距离。
4、点焊
1)日本的点焊符号为*,一般在*上方或下方有一个“—”表示对焊接平面平坦的要求。
“—”在*和基准线下方,表示要求箭头侧平面平坦。
“—”在*和基准线上方,表示要求非箭头侧平面平坦。
2)中国的点焊符号为○。
5、其他说明
1、图纸中的“低水素系”表示采用低氢型焊条焊接中碳钢的焊接。
六、未注形位公差(JIS B 0419-K)
1、直线度以及平面度的普通公差(单位mm)
2、垂直度的普通公差(单位mm)
3、对称度的普通公差(单位mm)
4、径向跳动的普通公差(单位mm)
七、常用螺栓、螺母的紧固扭矩值(N·m)
注:1、表中灰色框表示的是粗牙螺纹的标准螺距;
2、轮毂螺栓M16细牙 235.4~284.4 N·m;
3、轮毂螺栓M18细牙 353.0~431.5 N·m。