品质异常统计表
合集下载
生产损失工时明细分析统计表模板
原因描述:
组长:
生产主管:
品保主客:
工程主管:
异常 归类
口换线 口停线待料
口停线放假
口其它
口限度生产(口挑选 口返工 口直接限度生产)
工程部确认
责任 外部:口客户 口项目 口PMC 口采购 口供应商 口销售 口品保
判定 内部:口品质部 口工程部 口PMC 口仓库 口其它
.
责任部门确认:
1.外观不良
原因 分析 2.功能、性能故障 (责 任部 3.防火阻燃不达标 门)
4.软硬不达标
填写
批准
会签
品保部
工程部
总经理室
备注
1、发生异常第一时间应通报责任部门,以及责任判定部门确认。 2、异常判定由工程部(必要时也可增加品质部)承担。 3、异常判定后,异常责任部门必须配合确认并签字。
发 文
客户名称
异常工时统计分析报告表
表单编号:NEL-IM-GL-FM-0027 版本:A01
报告编号:.ຫໍສະໝຸດ 型号品名规格工单号
订单数量
异常时间
口停工待料 口设备故障 口计划临时变更 口成品批退返工 异常类别
口物料不良挑选 口不良返修 口停电 口停气 口其它
口品质异常 .
异常原因描述(因为什么停线?造成停线时间段?多少人xH=?H)
品质月报范例

给工程修模
邓细华
5月20日 无明显改善
5月份品检质量分析改善
品检课2012年一次性合格率推移表
1
2012年4月品检课不良统计表
300
100.0%
0.8 0.6 0.4 0.2 0
87.0%
86.0%
目标:95%
200
100
75.1%
87.9%
0 印刷 缺料
100% 80% 60% 无数据的部 40% 分无需放入 20% 0% 表格中。
3
包风
增加排气,延长加硫时间。
成志
5月31日
5/31验证OK
4月份成型质量分析改善
成型课2012年制程不良率推移表
4% 4% 3% 3% 2% 2%
目标:3.0%
3% 2%
3% 3%
3%
48000 40000 32000 24000 16000 8000 0
96.6% 98.1% 2012年5月成型课不良统计表 94.7% 87.5% 72.5%
工程
5月7日
5/7验证OK
5月份原料进料质量分析改善
2012年原料进料合格率推移图
目标 实际
2012年5月供应商来料不统计 10 8 累计不 6 良率 4 2 0 100% 71%
不良批次 累计不良率
100%
98.0%
100.0%
100% 80% 60% 40% 20% 0%
95% 合 格90% 率 85% 80%
1月 2月 3月
目标 96%
91.8%
89.9%
88.8%
29% 色差 尺寸小
不良项
硬度
4月
5月
6月
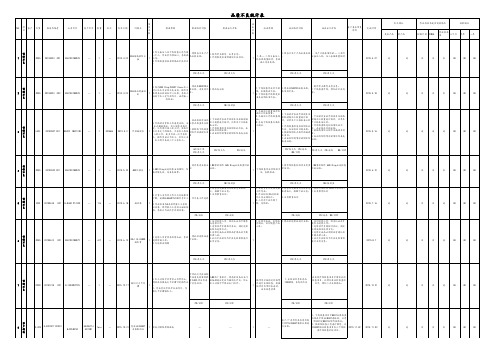
品质异常统计表

对已装配成品进行全检,剪短气管线,避免气管线过长造成管线折压
剪短气管线,避免气管线过长造成管线折压; 先安装电气安装板,再进行性能检测
黎先安
成浩然
8
7月9日
装配试机过程发现:封边机溶胶不均匀
初步认为跟溶胶阀有关
进行一次溶胶阀试装效果测验:溶胶阀已装上(机上作好标示),5个是合格的,2个是不合格的,17日进行对比效果分析----0.10MM以下的没问题,0.10MM以上的效果不好
来料轮面不平,导致质量问题(100个大轮中有2-4个是不合格的,不合格品的比率为2-4﹪)
把在部装和总装中检查到不转的轮子进行更换。
要在部装检查好,再上总装(有的在部装检查时能转半圈,到了总装就出问题,所以部装必须一个一个仔细检查好,再上总装);把不合格品收集好给到品管,要求供应商改善,品管员作重点跟进。-----7月27日,员工反映不良品减少很多,做了12条链(用了1080个轮子),只有2 个不合格,不合格比率为2‰
将已领出的安装板,下单到机加车间,按图纸要求补上一个孔位(7月15日已下单,17日返工完成)
新加工的零件严格按已更改图纸的要求进行加工,对库存中的不合格品进行返工
温玉宽
序
日期
异常问题点
原因分析
处理措施
预防措施
责任人
跟踪人
备注
13
7月15
封边机(60CY):右支架与靠板支撑座的接合面未加工,导致无法安装---- 机械已装好,要拆掉。
吸尘糟皮带密封效果不好,导致吸尘效果不理想
-------
①把纤维皮带换成橡胶皮带(橡胶皮带密封效果比纤维皮带好);②把吸尘管接口改成移动式(接触口低于吸尘糟)---经检验后,改良后的吸尘效果比以前好很多
剪短气管线,避免气管线过长造成管线折压; 先安装电气安装板,再进行性能检测
黎先安
成浩然
8
7月9日
装配试机过程发现:封边机溶胶不均匀
初步认为跟溶胶阀有关
进行一次溶胶阀试装效果测验:溶胶阀已装上(机上作好标示),5个是合格的,2个是不合格的,17日进行对比效果分析----0.10MM以下的没问题,0.10MM以上的效果不好
来料轮面不平,导致质量问题(100个大轮中有2-4个是不合格的,不合格品的比率为2-4﹪)
把在部装和总装中检查到不转的轮子进行更换。
要在部装检查好,再上总装(有的在部装检查时能转半圈,到了总装就出问题,所以部装必须一个一个仔细检查好,再上总装);把不合格品收集好给到品管,要求供应商改善,品管员作重点跟进。-----7月27日,员工反映不良品减少很多,做了12条链(用了1080个轮子),只有2 个不合格,不合格比率为2‰
将已领出的安装板,下单到机加车间,按图纸要求补上一个孔位(7月15日已下单,17日返工完成)
新加工的零件严格按已更改图纸的要求进行加工,对库存中的不合格品进行返工
温玉宽
序
日期
异常问题点
原因分析
处理措施
预防措施
责任人
跟踪人
备注
13
7月15
封边机(60CY):右支架与靠板支撑座的接合面未加工,导致无法安装---- 机械已装好,要拆掉。
吸尘糟皮带密封效果不好,导致吸尘效果不理想
-------
①把纤维皮带换成橡胶皮带(橡胶皮带密封效果比纤维皮带好);②把吸尘管接口改成移动式(接触口低于吸尘糟)---经检验后,改良后的吸尘效果比以前好很多
品质异常统计表

杨江宏
21
7月29日
7月29日装配员工发现:气缸座连接法兰,槽打偏,造成安装困难。加工400件,39件出现问题(MZ7104-0220)
①加工时,没注意零件具体情况(内孔没铣,不均匀),定坐标方法没掌握好,导致质量不稳定;
②师傅没及时发现新员工加工零件出现的问题,导致质量问题;
新员工对不合格的39件进行返工(师傅重新调坐标),返工时没出现以上情况。
镶条钻点方法不对,造成点角度与安装角度不一致,锁紧螺丝后镶条不平行
已装配成品进行返修,将镶条反面安装,先安装再配钻,保证钻点角度与安装角度一致
先装配镶条再进行配钻
黎先安
成浩然
4
7月1日
60CL封边机输送链条有长一两节,也有短两三节,甚至五六节的(32条有3条出现此问题)
来料检验未按抽样标准检验,发现异常未做出拒收处理
高翔
谢泽球
25
7月31日
推台锯装配员工发现:调整铁(MJ263-0602)与护板座(MJ263-0603)卡不到位,安装不了---领料16个,有6个安装不了。
①经检验护板座没问题,问题出在调整铁,②图纸要求调整铁宽度是45MM,实际前后宽度加工不均匀,导致无法安装
将不合格的调整铁退回仓库,重新领6个合格品。
谢泽球
黎先安
2
7月1日
7421B箱体与电器安装板孔位不对(有品质员要求只安装三个螺丝)
箱体焊接时孔位偏;品检员用拉尺进行测量,测量误差太大,不能满足精度要求
现场已对生产部件进行配装
由品质工程师设计检具对箱体螺丝孔位置进行检验。(7月13日检具已做好,给到品检员)
成浩然
秦振伟
3
7月1日
电机拖板与中轴板磨合镶条配合不平行,电机拖板螺母未锁紧
21
7月29日
7月29日装配员工发现:气缸座连接法兰,槽打偏,造成安装困难。加工400件,39件出现问题(MZ7104-0220)
①加工时,没注意零件具体情况(内孔没铣,不均匀),定坐标方法没掌握好,导致质量不稳定;
②师傅没及时发现新员工加工零件出现的问题,导致质量问题;
新员工对不合格的39件进行返工(师傅重新调坐标),返工时没出现以上情况。
镶条钻点方法不对,造成点角度与安装角度不一致,锁紧螺丝后镶条不平行
已装配成品进行返修,将镶条反面安装,先安装再配钻,保证钻点角度与安装角度一致
先装配镶条再进行配钻
黎先安
成浩然
4
7月1日
60CL封边机输送链条有长一两节,也有短两三节,甚至五六节的(32条有3条出现此问题)
来料检验未按抽样标准检验,发现异常未做出拒收处理
高翔
谢泽球
25
7月31日
推台锯装配员工发现:调整铁(MJ263-0602)与护板座(MJ263-0603)卡不到位,安装不了---领料16个,有6个安装不了。
①经检验护板座没问题,问题出在调整铁,②图纸要求调整铁宽度是45MM,实际前后宽度加工不均匀,导致无法安装
将不合格的调整铁退回仓库,重新领6个合格品。
谢泽球
黎先安
2
7月1日
7421B箱体与电器安装板孔位不对(有品质员要求只安装三个螺丝)
箱体焊接时孔位偏;品检员用拉尺进行测量,测量误差太大,不能满足精度要求
现场已对生产部件进行配装
由品质工程师设计检具对箱体螺丝孔位置进行检验。(7月13日检具已做好,给到品检员)
成浩然
秦振伟
3
7月1日
电机拖板与中轴板磨合镶条配合不平行,电机拖板螺母未锁紧
供应商来料异常统计表

□合格 □不合格 □让步接收 □退货 □合格 □不合格 □让步接收 □退货 □合格 □不合格 □让步接收 □退货 □合格 □不合格 □让步接收 □退货 □合格 □不合格 □让步接收 □退货 □合格 □不合格 □让步接收 □退货 □合格 □不合格 □让步接收 □退货 □合格 □不合格 □让步接收 □退货 □合格 □不合格 □让步接收 □退货 □合格 □不合格 □让步接收 □退货 □合格 □不合格 □让步接收 □退货 □合格 □不合格 □让步接收 □退货 □合格 □不合格 □让步接收 □退货 □合格 □不合格 □让步接收 □退货 □合格 □不合格 □让步接收 □退货 □合格 □不合格 □让步接收 □退货 □合格 □不合格 □让步接收 □退货 □合格 □不合格 □让步接收 □退货 □合格 □不合格 □让步接收 □退货
□合格 □不合格 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
供应商
深圳市齐奥通信技术有限公司
CHINA ETECH GROUPS LTD
供应商来料品质异常统计表
产品型号
来料数 量
不良数 量
不良 率
功能
不良类型数量及描述
尺寸
外观
其它
品质判定结果 不合格处理情况 备注
□合格 □不合格 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
供应商
深圳市齐奥通信技术有限公司
CHINA ETECH GROUPS LTD
供应商来料品质异常统计表
产品型号
来料数 量
不良数 量
不良 率
功能
不良类型数量及描述
尺寸
外观
其它
品质判定结果 不合格处理情况 备注
品质部表格大全
品质部表格大全
目录
1送检单
2原材料不合格处理单
3进货检验报告
4品质异常处理单
5首件确认单(金工-装配)
6首件确认单(封装)
7巡检记录表
8成品送检单
9成品常规检验记录表
10出货检验报告
11样品检验记录单
12不合格品处置单
13不合格品统计表
14让步接收降级使用申报单
15不合格品审理人员资格确认表
16不合格(品)对策表
17不合格(品)因果分析表
18纠正与预防措施及实施验证报告
19品质部工作目标
20IQC合格率统计表
21产品老化抽检合格率统计表
22FQC检验一次合格率统计表
23质量整改 (FQC工位分析整改)
24维修工位不良统计表
25质量整改 (维修工位分析整改)
26包装工序输出电压检测合格率
27OQC抽检合格率统计表
28现场质量问题点
29客户投诉统计表
30质量整改
31在用计量器具管理总台帐
32在用计量器具领用登记表
33年度计量器具周期检定计划表
34计量器具降级、限用、报废申请单35检定、校准报告
36监视和测量设备验收单
37校验通知单
38测量设备校验申请单
39强制校验召回通知单
40设备标签。
PMC部门需掌控各部门表单汇总

PMC需掌控的各部门表单汇总
环节 计划链
物料链 品质链 技术链 生产链
预期效果
1、缩短产品周 期
2、客户满意度
1、降低物料周 转天数
2、减少库存 3、降低损耗
1、品质异常快 速响应
2、品质不良数 据按PO统计
1、资料的及时 与准时
2、异常的快速 处理
3、产前准备
1、生产信息准 确、及时
2、按时、按量 、保质完成生
业务部
每天8:00前更新完 每天一次
每周四15:30
每周一次
业务部 每日17:00
每天一次
PMC部 每日15:00
每天一次
PMC部 PMC部
每日10:00 每日10:00
每天一次 每天一次
PMC部 新产品
不定时
仓库
每日10:00
每天一次
PMC部 每天下班前
每天一次
PMC/生产 每天10:00
每天一次
1 来料不良统计表
2 制程异常统计表
3 成品检验不良统计表
4 客诉统计
5 退货统计 1 BOM表 2 作业指导书 3 标准产能表 4 设备异常统计表 5 工装夹具统计表 6 ECN变更 1 生产日报表
2 每小时效率统计表
3 异常统计表
4 工序交接表
5 每日入库统计表
统计单位
完成时间
提交频率
指标
业务部 业务部
品质/生产 发料不良时
不定时
生产
不定时
不定时
采购
新物料
不定时
仓库
每天9点/12点/19点 每天三次
仓库
每天9点/12点/18点 每天三次
品质
发现不良
环节 计划链
物料链 品质链 技术链 生产链
预期效果
1、缩短产品周 期
2、客户满意度
1、降低物料周 转天数
2、减少库存 3、降低损耗
1、品质异常快 速响应
2、品质不良数 据按PO统计
1、资料的及时 与准时
2、异常的快速 处理
3、产前准备
1、生产信息准 确、及时
2、按时、按量 、保质完成生
业务部
每天8:00前更新完 每天一次
每周四15:30
每周一次
业务部 每日17:00
每天一次
PMC部 每日15:00
每天一次
PMC部 PMC部
每日10:00 每日10:00
每天一次 每天一次
PMC部 新产品
不定时
仓库
每日10:00
每天一次
PMC部 每天下班前
每天一次
PMC/生产 每天10:00
每天一次
1 来料不良统计表
2 制程异常统计表
3 成品检验不良统计表
4 客诉统计
5 退货统计 1 BOM表 2 作业指导书 3 标准产能表 4 设备异常统计表 5 工装夹具统计表 6 ECN变更 1 生产日报表
2 每小时效率统计表
3 异常统计表
4 工序交接表
5 每日入库统计表
统计单位
完成时间
提交频率
指标
业务部 业务部
品质/生产 发料不良时
不定时
生产
不定时
不定时
采购
新物料
不定时
仓库
每天9点/12点/19点 每天三次
仓库
每天9点/12点/18点 每天三次
品质
发现不良
品质不良统计表
在本线外观检查项目中增加此项 检查项目,并增加至分析检查项
目中,增加二次全检确认。
2015.12.21
是
PD/田军
PD/田军
PD/田军
PD/田军
客
8
户 抱
S-CUV S-CUV1511101001
BJ92LBP34
44306T7J H011M1
1pcs
--
2015.10.31
变速箱端BOOT 未装配到位
流出。
PD/冉大杰
ME/张传星 PD/冉大杰
2015.12.27
是
是
1、对厂内P32R库存EPT小
Band夹紧位置进行全检,并
客
12
户 抱
P32R P32R160304001 EBJ100MBG35A
39100 4BA1E
1PCS
XE2FY11C3 052
2016/3/4
BOOT装配位置 不良
1
1、制程中拉力过大导致BOOT装配 位置不良
2、流出对策--a.出货时要求备货 员分件号逐项备货,并且备货完
成后要再次确认。(12/4许小
2015.12.4
2015.12.08
龙) b.对备货人员再次进行备货
是
是
流程培训。(12/4许小龙)
SP/许小龙
SP/许小龙
SP/许小龙
SP/许小龙
制
10
程 不
良
1、制作刀具补正方法OPL对全员培训
S-CUV 20151220001
1
出货员换装时零件识别错误导致标 签贴反
对客户端出货标签 互换后使用;
现出货对照主要为零件条码/厂内件号 /客户件号核对,后续增加零件条码/ 厂内件号/客户件号/实物照片对照 表,防止下次再发。