数控加工走刀路线图
数控铣削加工的走刀路线
数控铣削加工的刀路线反映了工序的加工过程,走刀路线合理与否,关系到工件的加工质量与生产效率。
尤其在数控铣削曲面零件过程中,应认真分析零件的加工要求及其结构特点,找出走刀路线中影响加工效率的因素,在保证零件加工精度和表面粗糙度要求的前提下,应尽量缩短加工路线,从而提高数控机床的加工效率,降低加工成本。
数控加工过程中刀具相对于工件的运动轨迹称为走刀路线。
走刀路线反映了工序的加工过程,确定合理的走刀路线是保证铣削加工精度和表面质量的重要工艺措施之一,也是确定数控编程的前提。
数控铣削加工中走刀路线对工件的加工精度和表面质量有直接的影响,走刀路线合理与否,还关系到加工的生产效率,因此每道工序走刀路线的确定都是非常重要的。
一、走刀路线的确定原则影响走刀路线的因素很多,有工艺方法、工件材料及状态、加工精度及表面粗糙度要求、工件刚度、加工余量、刀具的刚度及耐用度、机床类型和工件的轮廓形状等。
在确定走刀路线时,主要应遵循以下原则:(1)保证产品质量,应将保证工件的加工精度和表面粗糙度要求放在首位。
(2)在保证工件加工质量的前提下,应力求走刀路线最短,并尽量减少空行程时间,提高加工效率。
(3)在满足工件加工质量、生产效率等条件下,尽量简化数学处理的数值计算工作量,以简化编程工作。
此外,在确定走刀路线时,还要综合考虑工件、机床与刀具等多方面因素,确定一次走刀还是多次走刀,以及设计刀具的切入点与切出点,切入方向与切出方向。
在铣削加工中,还要确定是采用顺铣还是逆铣等。
二、铣削方式的选择铣削有顺铣和逆铣两种方式。
铣削加工中是采用顺铣还是逆铣,对工件表面粗糙度有较大的影响。
确定铣削方式应根据工件的加工要求,材料的性质、状态、使用机床及刀具等条件综合考虑。
由于采用顺铣方式,工件加工表面质量较好,刀齿磨损小,因此,一般情况下,尽可能采用顺铣,尤其是精铣内外轮廓、精铣铝镁合金、钛合金或耐热合金时,应尽量按顺铣方式安排走刀路线。
三、铣削曲面类零件走刀路线的确定铣削曲面类零件的走刀路线加工面为空间曲面的零件称为曲面类零件。
数控加工路线的确定
(1)加工路线的确定原则在数控加工中,刀具刀位点相对于工件运动的轨迹称为加工路线。
确定加工路线是编写程序前的重要步骤,加工路线的确定应遵循以下原则。
1.加工路线应保证被加工零件的精度和表面粗糙度,且效率较高。
2.使数值计算简单,以减少编程工作量。
3.应使加工路线最短,这样既可以减少程序段,又可以减少空刀时间。
此外,确定加工路线时,还要考虑工件的加工余量和机床、刀具的刚度等情况,确定是一次走刀,还是多次走刀来完成加工,以及在铣削加工中是采用顺铣还是逆铣等。
(2)辅助程序段的设计1.轮廓加工的进退刀路径设计在对零件的轮廓进行加工时,为了保证零件的加工精度和表面粗糙度符合要求,应合理地设计进退刀路径。
如图1所示,当铣削平面零件外轮廓时,一般采用立铣刀侧刃切削。
刀具切入工件时,应避免沿零件外廓的法向切入,而应沿外廓曲线延长线的切向切入,以避免在切入处产生刀具的刻痕而影响表面质量,保证零件外廓曲线平滑过渡。
同理,在切离工件时,也应避免在工件的轮廓处直接退刀,而应该沿零件轮廓延长线的切向逐渐切离工件。
图1 外轮廓加工刀具的切入切出图2 内轮廓加工刀具的切入和切出1铣削封闭的内轮廓表面时,若内轮廓曲线允许外延,则应沿切线方向切入切出。
若内轮廓曲线不允许外延(见图2),刀具只能沿内轮廓曲线的法向切入切出,此时刀具的切入切出点应尽量选在内轮廓曲线两几何元素的交点处。
当内部几何元素相切无交点时(见图3),为防止刀具在轮廓拐角处留下凹口,刀具切入切出点应远离拐角。
图3 内轮廓加工刀具的切入和切出2如图4所示,用圆弧插补方式铣削外整圆时,当整圆加工完毕时,不要在切点处直接退刀,而应让刀具沿切线方向多运动一段距离,以免取消刀补时,刀具与工件表面相碰,造成工件报废。
铣削内圆弧时也要遵循从切向切入的原则。
最好安排从圆弧过渡到圆弧的加工路线(见图5,这样可以提高内孔表面的加工精度和加工质量。
本篇文章来源于数控网|原文链接:2.孔加工时引伸距离的确定孔加工在确定轴向尺寸时,应考虑一些辅助尺寸,包括刀具的引入距离和超越距离。
数控加工走刀路线图介绍
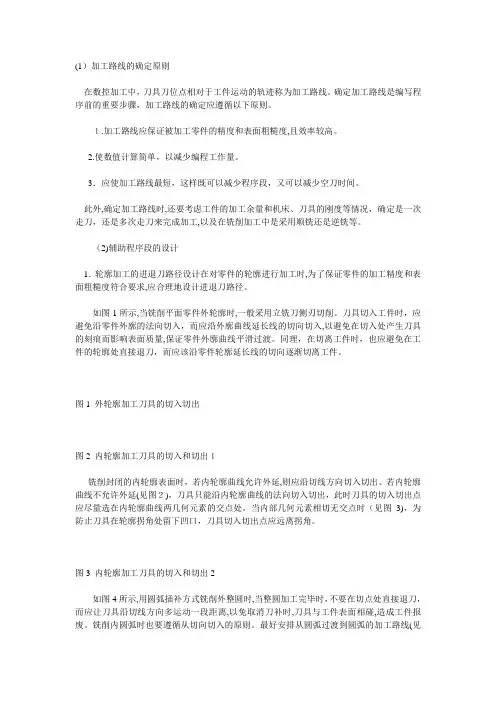
14.4 数控加工走刀路线图
数控加工走刀路线图零件图号工序号 2 工步号 2 程序号O0002 机床型号KV650 程序段号加工内容铣心型轮廓共 6 页第 2 页
编程
校对
审批
符号
含义抬刀下刀编程原点起刀点
走刀
方向
走刀线
相交
爬斜坡铰孔行切数控加工走刀路线图零件图号工序号 3 工步号 3 程序号O0003 机床型号KV650 程序段号加工内容挖槽共 6 页第 3 页
编程
校对
审批符号
含义抬刀下刀编程原点起刀点走刀
方向
走刀线
相交
爬斜坡铰孔行切
数控加工走刀路线图零件图号工序号 5 工步号5-8 程序号O0005
钻孔
编程
校对
审批符号
含义抬刀下刀编程原点起刀点走刀
方向
走刀线
相交
爬斜坡铰孔行切
数控加工走刀路线图零件图号工序号 6 工步号13 程序号O0006 机床型号KV650 程序段号加工内容加工内球面共 6 页第 6 页
编程
校对
审批。
零件数控车床编程与操作加工
包 头 职 业 技 术 学 院
结构工艺性 几何要素 尺寸标注
该零件的结构工艺性好,便于装夹加工。因此,可选用标准刀具 进行加工。
该零件轮廓几何要素定义完整,尺寸标注符合数控加工要求,有 统一的设计基准,且便于加工、测量。
数控教研室
学习环节一:制定工艺方案
033 该零件外圆面 3000.033 、 4100.04 、 2100.、长度 70 0.1 尺寸 和 20 0.1 尺寸精度要求较高,其中外圆柱面尺寸公差等级 为IT8-IT9级,图中未注尺寸公差按IT12级处理。该零件表面质
零件数控车床编程与操作加工
学习情境8—典型轴类零件车削加工 1.学习情境8.1-典型轴类零件1的车削加工
2.学习情境8.2-典型轴类零件2的车削加工 3.学习情境8.3-典型轴类零件3的车削加工
包头职业技术学院-数控教研室
学习情境8—典型轴类零件车削加工 职业能力
包 1.能对轴类零件进行数控车削加工工艺分析并制定加工工艺路线。 头 2.能正确选择轴类零件数控车削加工所用刀具材料及刀具几何参数,并能 职 正确使用所选刀具进行加工。 业 3.能合理选择加工轴类零件所用切削用量。 技 4.能正确编写轴类零件的数控车削加工程序。 术 5.能合理使用数控车床对类轴零件进行加工。 学 6.能选择并使用相关量具对轴类零件进行质量检测。 院 7.能对轴类零件进行质量评估并能初步分析超差原因。 8.能制定轴类零件数控车削加工工艺规程。 9.能计算轴类零件加工过程尺寸链尺寸。 10.能选择、使用轴类零件加工夹具。
该零件采用外圆柱面进行定位,生产类型为中批生产故在安排 工艺应采用工序集中原则。 该零件要求锐角倒钝,故编程时在锐角处安排1×450的倒角。 该零件生产批量为单件生产,因此,要按单件小批生产类型制 定工艺规程。 数控教研室
车削加工路径、切削参数选择
铸铁 HBS<200
精加工 切断(宽度<5mm)
(3)选择切削用量时应注意的几个问题 ①主轴转速 应根据零件上被加工部位的直径,并按零件和刀 具的材料及加工性质等条件所允许的切削速度来确定。切削速度除 了计算和查表选取外,还可根据实践经验确定,需要注意的是交流 变频调速数控车床低速输出力矩小,因而切削速度不能太低。根据 切削速度可以计算出主轴转速。 ②车螺纹时的主轴转速 数控车床加工螺纹时,因其传动链的 改变,原则上其转速只要能保证主轴每转一周时,刀具沿主进给轴 (多为Z轴)方向位移一个螺距即可。 在车削螺纹时,车床的主轴转速将受到螺纹的螺距P(或导程) 大小、驱动电机的升降频特性,以及螺纹插补运算速度等多种因素
在数控车床上加工零件,应按工序集中的原则划分工序,在 一次装夹下尽可能完成大部分甚至全部表面的加工。根据结构形
状不同,通常选择外圆、端面或内孔、端面装夹,并力求设计基
准、工艺基准和编程原点的统一。在批量生产中,常用下列方法 划分工序。
(1)按零件加工表面划分工序 即以完成相同型面的那一部分工艺过程为一道工序,对于加工 表面多而复杂的零件,可按其结构特点(如内形、外形、曲面和平 面等)划分成多道工序。 将位置精度要求较高的表面在一次装夹下完成,以免多次定位 夹紧产生的误差影响位置精度。 如图4-19所示工件,按照零件的 工艺特点,将外轮廓和内轮廓的 粗、精加工各放在一道工序内完 成,减少了装夹次数,有利于保
影响,故对于不同的数控系统,推荐不同的主轴转速选择范围。 大多数经济型数控车床推荐车螺纹时的主轴转速n(r/min)为: n≤(1200/P)-k
式中P——被加工螺纹螺距,mm; k——保险系数,一般取为80。
数控车床车螺纹时,会受到以下几方面的影响: ●螺纹加工程序段中指令的螺距值,相当于以进给量f(mm/
数控车床加工零件的顺序【详解】
在选定加工方法、划分工序后,接下来就是合理安排工序的顺序。
零件的加工工序通常包括切削加工工序、热处理工序和辅助工序,合理安排好切削加工、热处理和辅助工序的顺序,并解决好工序间的衔接问题,可以提高零件的加工质量生产效率,降低加工成本。
在数控车床上加工零件,应按工序集中的原则划分工序,安排零件车削加工顺序一般遵循下列原则。
1.数控车床在零件加工中先粗后精按照粗车→半精车→精车的顺序进行,逐步提高零件的加工精度。
粗车将在较短的时间内将工件表面上的大部分加工余量切掉,这样既提高了金属切除率,又满足了精车余量均匀性要求。
若粗车后所留余量的均匀性满足不了精加工的要求,则要安排半精车,以便使精加工的余量小而均匀。
精车时,刀具沿着零件的轮廓一次走刀完成,以保证零件的加工精度。
首先进行粗加工,将虚线包围部分切除,然后进行半精加工和精加工。
2.数控车床在零件加工中先近后远这里所说的远与近,是按加工部位相对于换刀点的距离大小而言的。
通常在粗加工时,离换刀点近的部位先加工,离换刀点远的部位后加工,以便缩短刀具移动距离,减少空行程时间,并且有利于保持坯件或半成品件的刚性,改善其切削条件。
例如,当加工如图2.8所示零件时由于余量较大,粗车时,可按先车端面,再按40mm→35mm→29mm→23mm的顺序加工;精车时,如果按40mm35mm→29mm→23mm的顺序安排车削,不仅会增加刀具返回换刀点所需的空行程时间,而且还可能使台阶的外直角处产生毛刺,应该按23mm→29mm→35m→40mm的顺序加工。
如果余量不大则可以直接按直径由小到大的顺序一次加工完成,符合先近后远的原则,即离刀具近的部位先加工,离刀具远的部位后加工。
3. 数控车床在零件加工中内外交叉对既有内表面(内型、内腔)又有外表面的零件,安排加工顺序时,应先粗加工内、外表面,然后精加工内、外表面。
加工内、外表面时,通常先加工内型和内腔,然后加工外表面。
原因是控制内表面的尺寸和形状较困难,刀具刚性相应较差,刀尖(刃)的耐用度易受切削热的影响而降低,以及在加工中清除切屑较困难等。
数控加工路线的确定
(4)选择使工件在加工后变形小的路线
对横截面积小的细长零件或薄板零 件应采用分几次走刀加工到最后尺 寸或对称去除余量法安排走刀路线, 安排工步时,应先安排对工件刚性 破坏较小的工步。
(5)根据加工质量要求和工件毛坯的质量及材料, 选择好铣削的方式(顺铣或逆铣)。
6)孔加工时的加工路线确定,应根据技术
条件按加工路线最短或加工精度最高的原则, 同时,还应考虑孔加工时的引伸距离。 对于点位控制的数控机床,只要求定位 精度较高,定位过程尽可能地快,而刀具相 对于工件的运动路径无关紧要,因此这类机 床应按路径最短来安排走刀路线。 对于位置要求较高的孔系加工,特别要 注意孔的加工顺序的安排。在精镗孔系时, 镗孔路线一定要注意各孔的定位方向一致, 即采用单向趋近定位点的方法,以避免传动 系统反向间隙误差对定位精度的影响。
加工路线的确定
铣削内外圆时加工路线的确定 当铣切内圆时也应该遵循此 种切入的方法。最好安排从 圆弧过渡到圆弧的加工路线。 切出时也应多安排一段过渡 圆弧再退刀,这样可以降低 接刀处的接痕,从而可以降 低孔加工的粗糙度和提高孔 加工的精度,图是铣切内圆 的加工路线示意图。
切入、切出路径
铣削内轮廓的切入切出路径
b)路线1
c)路线2
交错加工内、 外圈孔,减少
空刀时间。
(a) (a)
(b) (b)
最短加工路线选择
2、确定对刀点与换刀点
刀具与工件原点 X 轴方向之距离
刀具与工件原点 Z 轴方向之距离
刀具与工件原点 Y 轴方向之距离
确定对刀点与换刀点
对于数控机床来说,在加工开始时,确定 刀具与工件的相对位置是很重要的,它是 通过对刀点来实现的。
对刀点
指通过对刀确定刀具与工件相 对位置的基准点。
数控技术及应用A实验报告模版
实验一数控车床基本操作一、实验目的通过本次实验了解数控车床加工所需要的基本内容和操作方法。
二、实验设备本次实验所使用的数控车床型号为J1FCNCⅣ 460X1000,该车床配备的刀架为电动四方刀架,配备的系统是CASNUC 2000TA。
三、实验内容系统加电过程、断电过程,MDI面板介绍、机床操作面板介绍,手动操作。
四、实验步骤4.1 系统加电过程系统加电过程按如下步骤进行。
(1)打开机床总电源开关。
(2)打开机床电器柜上的开关。
(3)按下系统操作面板上的启动按钮,数秒钟后液晶显示器应有显示。
4.2 系统断电过程系统断电过程和加电过程相反。
确认系统处于非加工过程,机床可运动部件(拖板、主轴、刀架等)处于停止状态,按下急停开关。
(1)关闭系统操作面板上的系统电源开关。
(2)关闭机床电气柜上的电源开关。
(3)关闭总电源开关。
4.3 操作面板介绍系统面板如下图所示。
4.3.1 MDI键盘说明4.3.4 机床操作面板常用按钮说明手动快速进给按钮。
该按钮与同时使用,运动速度按照参数设定的速度运动。
4.4 系统显示界面介绍系统上电后显示为自动方式。
显示界面的下方是系统软键,共有7个软键。
软键用来进入系统的某一个功能菜单。
需要进入某一个功能,按下需要的软键即可。
有如下几种操作方式:4.4.1 MDI方式在上电后自动方式状态下继续按〖F2〗键进入MDI方式,此时可输入一条加工程序,按〖运行〗键运行。
在MDI方式中不进行刀具半径的补偿。
图1-44.4.2 手动手动是指操作者手工操作,控制机床运动部件移动。
在系统初始状态下,按下软键〖F1〗,系统进入手动方式。
此时的界面如图1-5所示。
在手动方式下,可以实现连续移动、点动、快速运动、手轮移动。
大多数情况下,移动速度可以调整。
图1-51. 手动回零车床上电以后首先要进行回零操作。
在手动方式状态下按〖F4〗键,进入手动回零状态。
手动回零操作步骤如下。
第一步:确认机床拖板处于机床零点内侧位置。
数控加工走刀路线图(完整版)
编程
校对
审批
符号
含义
循环点
编程原点
换刀点
快速走刀方向
进给走刀方向
数控加工走刀路线图
零件图号
LWZ-01
工序号
2
工步号
4
程序号
%2000
机床型号
程序段号
N9-N21
加工内容
精车左端外轮廓
共 9页
第 6 页
编程
校对
审批
符号
含义
循环点
编程原点
换刀点
快速走刀方向
进给走刀方向
数控加工走刀路线图
零件图号
共 9页
第8 页
编程
校对
符号
含义
循环点
编程原点
换刀点
快速走刀方向
进给走刀方向
数控加工走刀路线图
零件图号
LWZ-01
工序号
2
工步号
7
程序号
%2000
机Hale Waihona Puke 型号程序段号N42—N51
加工内容
切内槽
共 9页
第9 页
编程
校对
审批
符号
含义
循环点
编程原点
换刀点
快速走刀方向
进给走刀方向
LWZ-01
工序号
2
工步号
5
程序号
%2000
机床型号
程序段号
N22-N29
加工内容
粗车左端内轮廓
共 9页
第 7 页
编程
校对
审批
符号
含义
循环点
编程原点
换刀点
快速走刀方向
进给走刀方向
数控加工走刀路线图
数控走刀路线图
数控走刀路线图
数控走刀路线图 零件 图号
工序号
工步号
程序号 机床 型号
CK6150
程序 段号
加工 内容
共 页
第页
编 程
校 对
审 核
符号
含义 循环点
编程 原点
换刀点
快速走刀方向 进给走 刀方向
数控走刀路线图 零件 图号
工序号
工步号
程序号 机床 型号
CK6150
程序 段号
加工 内容
共 页
第页
编 程
校 对
审 核
符号
含义 循环点
编程 原点
换刀点
快速走刀方向 进给走 刀方向
数控走刀路线图 零件 图号
工序号
工步号
程序号 机床 型号
CK6150
程序 段号
加工 内容
共 页
第页
编 程
校 对
审 核
符号
含义 循环点
编程 原点
换刀点
快速走刀方向 进给走 刀方向
数控走刀路线图 零件 图号
工序号
工步号
程序号 机床 型号
CK6150
程序 段号
加工 内容
共 页
第页
编 程 校 对
审 核
符号
含义 循环点
编程 原点
换刀点
快速走刀方向 进给走 刀方向。