数控加工工艺与编程课程设计加工走刀路线图(参考示例)
数控铣床编程30例带图

实例一毛坯为70㎜×70㎜×18㎜板材,六面已粗加工过,要求数控铣出如图3-23所示的槽,工件材料为45钢。
1.根据图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线1)以已加工过的底面为定位基准,用通用台虎钳夹紧工件前后两侧面,台虎钳固定于铣床工作台上。
2)工步顺序①铣刀先走两个圆轨迹,再用左刀具半径补偿加工50㎜×50㎜四角倒圆的正方形。
②每次切深为2㎜,分二次加工完。
2.选择机床设备根据零件图样要求,选用经济型数控铣床即可达到要求。
故选用XKN7125型数控立式铣床。
3.选择刀具现采用φ10㎜的平底立铣刀,定义为T01,并把该刀具的直径输入刀具参数表中。
4.确定切削用量切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
5.确定工件坐标系和对刀点在XOY平面内确定以工件中心为工件原点,Z方向以工件表面为工件原点,建立工件坐标系,如图2-23所示。
采用手动对刀方法(操作与前面介绍的数控铣床对刀方法相同)把点O 作为对刀点。
6.编写程序按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。
考虑到加工图示的槽,深为4㎜,每次切深为2㎜,分二次加工完,则为编程方便,同时减少指令条数,可采用子程序。
该工件的加工程序如下(该程序用于XKN7125铣床):N0010 G00 Z2 S800 T1 M03N0020 X15 Y0 M08N0030 G20 N01 P1.-2 ;调一次子程序,槽深为2㎜N0040 G20 N01 P1.-4 ;再调一次子程序,槽深为4㎜N0050 G01 Z2 M09N0060 G00 X0 Y0 Z150N0070 M02 ;主程序结束N0010 G22 N01 ;子程序开始N0020 G01 ZP1 F80N0030 G03 X15 Y0 I-15 J0N0040 G01 X20N0050 G03 X20 YO I-20 J0N0060 G41 G01 X25 Y15 ;左刀补铣四角倒圆的正方形N0070 G03 X15 Y25 I-10 J0N0080 G01 X-15N0090 G03 X-25 Y15 I0 J-10N0100 G01 Y-15N0110 G03 X-15 Y-25 I10 J0N0120 G01 X15N0130 G03 X25 Y-15 I0 J10N0140 G01 Y0N0150 G40 G01 X15 Y0 ;左刀补取消N0160 G24 ;主程序结束实例二毛坯为120㎜×60㎜×10㎜板材,5㎜深的外轮廓已粗加工过,周边留2㎜余量,要求加工出如图2-24所示的外轮廓及φ20㎜的孔。
走刀路线图
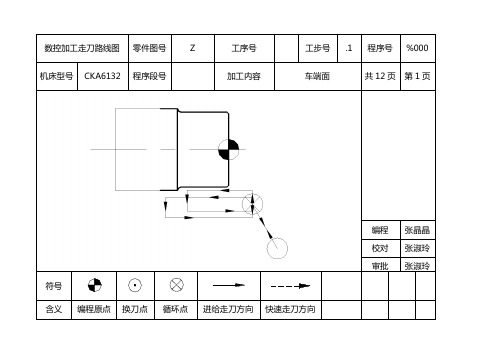
数控加工走刀路线图零件图号Z 工序号工步号.1 程序号%000 机床型号CKA6132 程序段号加工内容车端面共12页第1页编程张晶晶校对张淑玲审批张淑玲符号含义编程原点换刀点循环点进给走刀方向快速走刀方向数控加工走刀路线图零件图号BT 工序号70 工步号70.2 程序号%0003 机床型号CKA6132 程序段号N27-N37 加工内容粗加工外轮廓共12页第2页编程张晶晶校对张淑玲审批张淑玲符号含义编程原点换刀点循环点进给走刀方向快速走刀方向数控加工走刀路线图零件图号BT 工序号20 工步号20.1 程序号%0002 机床型号CKA6132 程序段号N1-N7 加工内容精加工外轮廓共12页第3页编程张晶晶校对张淑玲审批张淑玲符号含义编程原点换刀点循环点进给走刀方向快速走刀方向数控加工走刀路线图零件图号BT 工序号20 工步号20.2 程序号%0002 机床型号CKA6132 程序段号N8-N18 加工内容加工外槽共12页第4页编程张晶晶校对张淑玲审批张淑玲符号含义编程原点换刀点循环点进给走刀方向快速走刀方向数控加工走刀路线图零件图号BT 工序号30 工步号30.1 程序号%0002 机床型号CKA6132 程序段号N19-N34 加工内容粗车外螺纹共12页第4页错误!未找到引用源。
编程校对张淑玲审批张淑玲符号含义编程原点换刀点循环点进给走刀方向快速走刀方向数控加工走刀路线图零件图号BT 工序号40 工步号40.1 程序号%0002 机床型号CKA6132 程序段号N35-N38 加工内容精车外螺纹共12页第5页错误!未找到引用源。
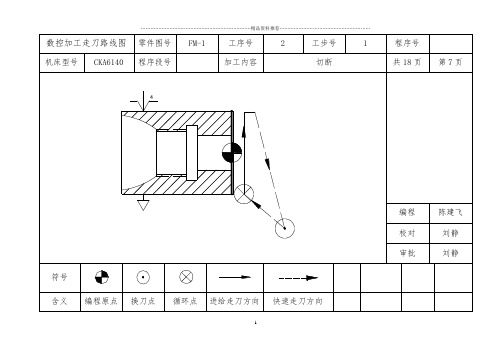
编程张晶晶校对张淑玲审批张淑玲符号含义编程原点换刀点循环点进给走刀方向快速走刀方向数控加工走刀路线图零件图号BT 工序号40 工步号40.2 程序号%0002 机床型号CKA6132 程序段号N35-N38 加工内容共12页第6页编程张晶晶校对张淑玲审批张淑玲符号含义编程原点换刀点循环点进给走刀方向快速走刀方向数控加工走刀路线图零件图号BG 工序号10 工步号10.1 程序号%0001 机床型号CKA6132 程序段号N1-N8 加工内容套1钻孔共8页第7页编程张晶晶校对张淑玲审批张淑玲符号含义编程原点换刀点循环点进给走刀方向快速走刀方向数控加工走刀路线图零件图号BG 工序号10 工步号10.2 程序号%0001 机床型号CKA6132 程序段号N9-N25 加工内容共8页第2页编程张晶晶校对张淑玲审批张淑玲符号含义编程原点换刀点循环点进给走刀方向快速走刀方向数控加工走刀路线图零件图号BT 工序号50 工步号50.1 程序号%0002 机床型号CKA6132 程序段号N45-N51 加工内容粗加工外轮廓共12页第7页编程张晶晶校对张淑玲审批张淑玲符号含义编程原点换刀点循环点进给走刀方向快速走刀方向数控加工走刀路线图零件图号BT 工序号50 工步号50.2 程序号%0002 机床型号CKA6132 程序段号N52-N60 加工内容精加工外轮廓共12页第8页编程张晶晶校对张淑玲审批张淑玲符号含义编程原点换刀点循环点进给走刀方向快速走刀方向数控加工走刀路线图零件图号BG 工序号20 工步号20.1 程序号%0001 机床型号CKA6132 程序段号N26-N36 加工内容加工外槽共8页第3页编程张晶晶校对张淑玲审批张淑玲符号含义编程原点换刀点循环点进给走刀方向快速走刀方向数控加工走刀路线图零件图号BG 工序号60 工步号60.1 程序号机床型号CKA6132 程序段号加工内容杯盖钻孔共8页第8页编程张晶晶校对张淑玲审批张淑玲符号含义编程原点换刀点定位点进给走刀方向快速走刀方向数控加工走刀路线图零件图号BG 工序号30 工步号30.1 程序号%0001 机床型号CKA6132 程序段号N37-N40 加工内容粗车外螺纹共8页第4页编程张晶晶校对张淑玲审批张淑玲符号含义编程原点换刀点循环点进给走刀方向快速走刀方向数控加工走刀路线图零件图号BG 工序号30 工步号30.2 程序号%0001 机床型号CKA6132 程序段号N41-N46 加工内容精车外螺纹共8页第5页编程张晶晶校对张淑玲审批张淑玲符号含义编程原点换刀点循环点进给走刀方向快速走刀方向数控加工走刀路线图零件图号BT 工序号10 工步号10.1 程序号机床型号CKA6132 程序段号加工内容杯体钻孔共12页第1页编程张晶晶校对张淑玲审批张淑玲符号含义编程原点换刀点定位点进给走刀方向快速走刀方向数控加工走刀路线图零件图号BT 工序号60 工步号60.2 程序号%0003 机床型号CKA6132 程序段号N8-N19 加工内容精加工内孔共12页第10页编程张晶晶校对张淑玲审批张淑玲符号含义编程原点换刀点循环点进给走刀方向快速走刀方向数控加工走刀路线图零件图号BT 工序号60 工步号60.2 程序号%0003 机床型号CKA6132 程序段号N1-N7 加工内容粗加工内孔共12页第9页编程张晶晶校对张淑玲审批张淑玲符号含义编程原点换刀点循环点进给走刀方向快速走刀方向数控加工走刀路线图零件图号BG 工序号40 工步号40.1 程序号机床型号CKA6132 程序段号加工内容切断共8页第6页编程张晶晶校对张淑玲审批张淑玲符号含义编程原点换刀点循环点进给走刀方向快速走刀方向数控加工走刀路线图零件图号BG 工序号50 工步号50.1 程序号机床型号CKA6132 程序段号加工内容车端面共8页第7页编程张晶晶校对张淑玲审批张淑玲符号含义编程原点换刀点循环点进给走刀方向快速走刀方向。
数控加工走刀路线图
数控加工走刀路线图
零件图号
FM-2
工序号
2
工步号
6、7
程序号
%0006
机床型号
CKA6140
程序段号
加工内容
粗、精外螺纹
共18页
第18页
编程
陈建飞
校对
刘静
审批
刘静
符号
含义
编程原点
换刀点
循环点
进给走刀方向
快速走刀方向
零件图号
FM-2
工序号
1
工步号
5
程序号
%0002
机床型号
CKA6140
程序段号
加工内容
精加工内孔
共18页
第12页
编程
陈建飞
校对
刘静
审批
刘静
符号
含义
编程原点
换刀点
循环点
进给走刀方向
快速走刀方向
数控加工走刀路线图
零件图号
FM-2
工序号
2
工步号
1
程序号
%0003
机床型号
CKA6140
程序段号
加工内容
粗加工内孔
加工内容
精加工外轮廓
共18页
第16页
、
编程
陈建飞
校对
刘静
审批
刘静
符号
含义
编程原点
换刀点
循环点
进给走刀方向
快速走刀方向
数控加工走刀路线图
零件图号
FM-2
2
工步号
5
程序号
%0005
机床型号
CKA6140
程序段号
加工内容
切外槽
数控编程技巧:教你怎么样确定走刀路线和安排加工顺序

数控编程技巧:教你怎么样确定走刀路线和安排加工顺序
数控工序设计的主要任务是进一步把本工序的加工内容、切削用量、工艺装备、定位夹紧方式及刀具运动轨迹确定下来,为编制加工程序作好准备。
走刀路线就是刀具在整个加工工序中的运动轨迹,它不但包括了工步的内容,也反映出工步顺序。
走刀路线是编写程序的依据之一。
确定走刀路线时应注意以下几点:1.寻求最短加工路线,减少空刀时间以提高加工效率
如加工图1a所示零件上的孔系。
b图的走刀路线为先加工完外圈孔后,再加工内圈孔。
若改用c图的走刀路线,则可节省定位时间近一倍。
图1 最短走刀路线的设计
2.为保证工件轮廓表面加工后的粗糙度要求,最终轮廓应安排在最后一次走刀中连续加工出来
如图2a为用行切方式加工内腔的走刀路线,这种走刀能切除内腔中的全部余量,不留死角,不伤轮廓。
但行切法将在两次走刀的起点和终点间留下残留高度,而达不到要求的表面粗糙度。
所以如采用b图的走刀路线,先用行切法,最后沿周向环切一刀,光整轮廓表面,能获得较好的效果。
图2c也是一种较好的走刀路线方式。
a
b
c
图2 铣切内腔的三种走刀路线
3.考虑刀具的进、退刀(切入、切出)路线
刀具的切出或切入点应在沿零件轮廓的切线上,以保证工件轮廓光滑;应避免在工件轮廓面上垂直上、下刀而划伤工件表面;尽量减少在轮廓加工切削过程中的暂停(切削力突然变化造成弹性变形),以免留下刀痕,如图3所示。
图3刀具切入和切出时的外延
4.选择使工件在加工后变形小的路线
对横截面积小的细长零件或薄板零件应采用分几次走刀加工到最后尺寸或对称去除余量法安排走刀路线。
数控加工走刀路线图介绍

14.4 数控加工走刀路线图
数控加工走刀路线图零件图号工序号 2 工步号 2 程序号O0002 机床型号KV650 程序段号加工内容铣心型轮廓共 6 页第 2 页
编程
校对
审批
符号
含义抬刀下刀编程原点起刀点
走刀
方向
走刀线
相交
爬斜坡铰孔行切数控加工走刀路线图零件图号工序号 3 工步号 3 程序号O0003 机床型号KV650 程序段号加工内容挖槽共 6 页第 3 页
编程
校对
审批符号
含义抬刀下刀编程原点起刀点走刀
方向
走刀线
相交
爬斜坡铰孔行切
数控加工走刀路线图零件图号工序号 5 工步号5-8 程序号O0005
钻孔
编程
校对
审批符号
含义抬刀下刀编程原点起刀点走刀
方向
走刀线
相交
爬斜坡铰孔行切
数控加工走刀路线图零件图号工序号 6 工步号13 程序号O0006 机床型号KV650 程序段号加工内容加工内球面共 6 页第 6 页
编程
校对
审批。
数控加工走刀路线图(完整版)★▲★

程序号
%2000
机床型号
程序段号
N22-N29
加工内容
粗车左端内轮廓
共9页
第7页
编程
校对
审批
符号
含义
循环点
编程原点
换刀点
快速走刀方向
进给走刀方向
数控加工走刀路线图
零件图号
LWZ-01
工序号
2
工步号
6
程序号
%2000
机床型号
程序段号
N30-N41
加工内容
精车左端内轮廓
共9页
第8页
编程
校对
符号
含义
循环点
编程原点
换刀点
快速走刀方向
进给走刀方向
数控加工走刀路线图
零件图号
LWZ-01
工序号
2
工步号
7
程序号
%2000
机床型号
程序段号
N42-N51
加工内容
切内槽
共9页
第9页
编程
校对
审批
符号
含义
循环点
编程原点
换刀点
快速走刀方向
进给走刀方向
LWZ-01
工序号
1
工步号
5
程序号
%1000
机床型号
程序段号
N41-N49
加工内容
车螺纹
共9页
第4页
编程
校对
审批
符号
含义
循环点
编程原点
换刀点
快速走刀方向
进给走刀方向
数控加工走刀路线图
零件图号
LWZ-01
工序号
2
工步号
3
程序号
进给路线图
产品型号
零件图号
产品名称
电动机
零件名称
联结轴
材料牌号
40Cr
毛坯种类
锻件
毛坯外形尺寸
Φ95型号
程序编号
夹具代号
夹具名称
冷却液
车间
4
车
数控车床
CK6140
O0002
2
专用夹具
油基切屑液
金工车间
附表11数控加工进给路线图
数控加工进给路线图
产品型号
零件图号
产品名称
电动机
零件名称
联结轴
材料牌号
40Cr
毛坯种类
锻件
毛坯外形尺寸
Φ95×55
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
5
铣
数控铣床
XK5032
O0003
3
专用夹具
乳化液
金工车间
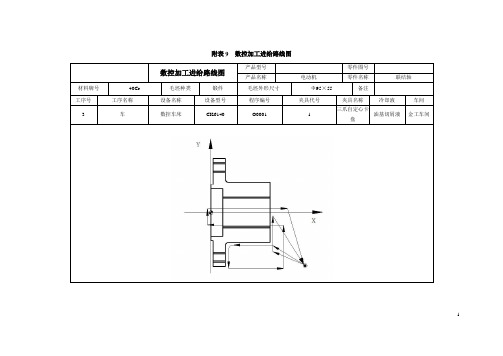
附表9数控加工进给路线图
数控加工进给路线图
产品型号
零件图号
产品名称
电动机
零件名称
联结轴
材料牌号
40Cr
毛坯种类
锻件
毛坯外形尺寸
Φ95×55
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
3
车
数控车床
CK6140
O0001
1
三爪自定心卡盘
油基切屑液
金工车间
附表10数控加工进给路线图
数控铣削加工编程图例
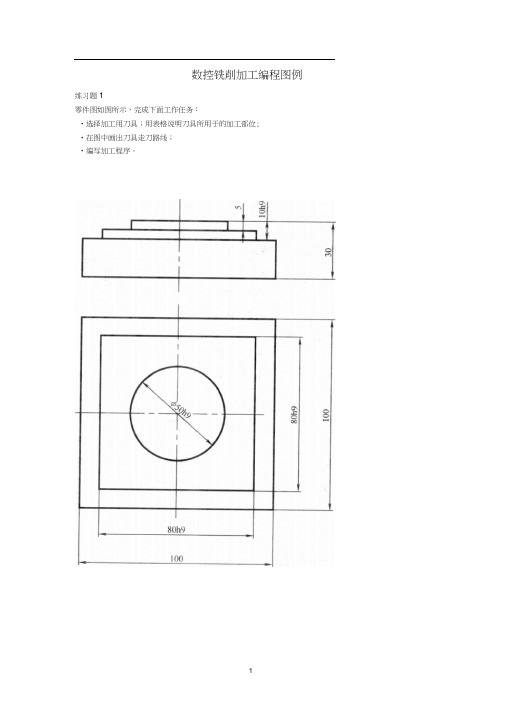
数控铣削加工编程图例练习题1零件图如图所示,完成下面工作任务:•选择加工用刀具;用表格说明刀具所用于的加工部位;•在图中画出刀具走刀路线;•编写加工程序。
练习题2零件图如图所示,编写加工程序。
•粗加工用φ 30平底铳刀,刀具长度130mm,留Imm精加工余量; •精加工用φ 10平底铳刀,刀具长度110mm技术要求未注尺寸公差按照ITl2加工和检验匚练习题3如图所示,完成下面任务:•对零件加工进行工艺设计•编写零件加工程序⅛⅛ I 80x i 50∣45mJ W列45*i练习题4如图所示,完成下面任务: •对零件加工进行工艺设计 •编写零件加工程序13*±L ¢5「LS占十Wl练习题5如图所示,完成下面任务:•对零件加工进行工艺设计•编写零件加工程序20⅛a 140x100x46mm练习题6如图所示,完成下面任务:•对零件加工进行工艺设计•编写零件加工程序如图所示,完成下面任务:•对零件加工进行工艺设计•编写零件加工程序如图所示,完成下面任务:•对零件加工进行工艺设计•编写零件加工程序A-A编写零件加工程序«0+0.03 2×^10H8其余穿80 -0()s -≡^ 0.03」册一25 _ IKa材料:45钢92h9 IOOP l ( -30 902 P 0) P l { -y. 549. -29. 379) 巴(25,3 K. 153)P t (25 J 8. 153) P S ( -9.549,29,379)技术姿求未注尺寸公劳按照n ∣2加丄和检验编写零件加工程序月F16q s=0_。