SMT工艺规范
SMT工艺设计规范

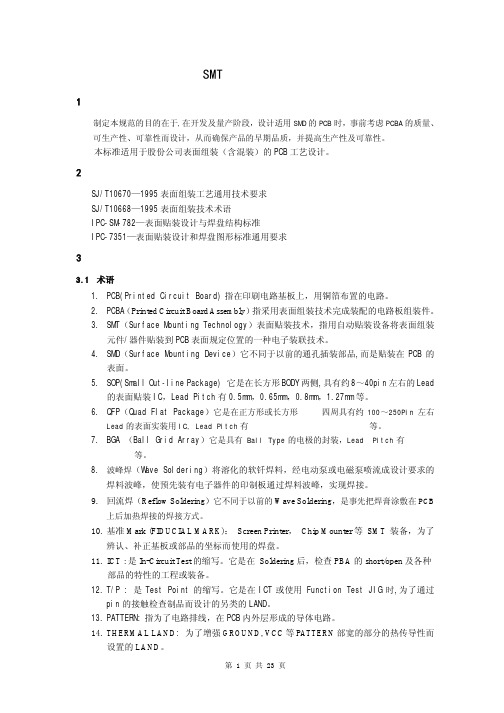
SMT工艺设计规范1.主题内容和适用范围制定本规范的目的在于,在开发及量产阶段,设计适用SMD的PCB时,事前考虑PCBA的质量、可生产性、可靠性而设计,从而确保产品的早期品质,并提高生产性及可靠性。
本标准适用于股份公司表面组装(含混装)的PCB工艺设计。
2.引用标准SJ/T10670—1995表面组装工艺通用技术要求SJ/T10668—1995表面组装技术术语IPC-SM-782—表面贴装设计与焊盘结构标准IPC-7351—表面贴装设计和焊盘图形标准通用要求3.内容和要求3.1术语1.PCB(Printed Circuit Board)指在印刷电路基板上,用铜箔布置的电路。
2.PCBA(Printed Circuit Board Assembly)指采用表面组装技术完成装配的电路板组装件。
3.SMT(Surface Mounting Technology)表面贴装技术,指用自动贴装设备将表面组装元件/器件贴装到PCB表面规定位置的一种电子装联技术。
4.SMD(Surface Mounting Device)它不同于以前的通孔插装部品,而是贴装在PCB的表面。
5.SOP(Small Out-line Package) 它是在长方形BODY两侧,具有约8~40pin左右的Lead的表面贴装IC,Lead Pitch有0.5mm,0.65mm,0.8mm,1.27mm等。
6.QFP(Quad Flat Package)它是在正方形或长方形BODY四周具有约100~250Pin左右等。
Lead的表面实装用IC, Lead Pitch有 0.4mm, 0.5mm, 0.65mm, 0.8mm7.BGA (Ball Grid Array)它是具有 Ball Type的电极的封装,Lead Pitch有 0.8mm,1.27mm等。
8.波峰焊(Wave Soldering)将溶化的软钎焊料,经电动泵或电磁泵喷流成设计要求的焊料波峰,使预先装有电子器件的印制板通过焊料波峰,实现焊接。
SMT工艺流程及各工位操作规范

SMT工艺流程及各工位操作规范概述表面贴装技术(Surface Mount Technology,简称SMT)是一种电子组装技术,广泛应用于电子产品的制造过程中。
本文将介绍SMT工艺流程的各个环节,以及各个工位的操作规范。
SMT工艺流程SMT工艺流程可以分为以下几个步骤:1.元件和PCB准备:在工艺开始之前,需要准备好元件和PCB板。
元件应进行分类、清洁和盘装。
PCB板应进行清洁和定位。
2.印刷:将焊膏粘贴到PCB板上。
3.安装:将元件粘贴到PCB板的焊膏上,这一步骤也称为贴片。
4.回流焊接:使焊膏熔化,并固定元件到PCB板上。
5.检查:检查焊接质量,包括元件是否安装正确,焊点是否合格。
6.清洗:清洗PCB板和元件以去除焊膏残留物。
7.测试:对已焊接的PCB板进行功能和性能测试。
8.包装:将已测试合格的PCB板进行包装,以备下一步骤的使用。
工位操作规范1. 元件和PCB准备工位•元件分类:根据元件相关规格和封装形式,进行分类并放置在对应位置,以便后续使用。
•元件清洁:使用适当的清洁剂和工具对元件进行清洁,以去除表面的污垢和油渍。
•元件盘装:根据所需数量,将清洁的元件装入元件盘,确保装盘过程中元件之间的间隔适当。
•PCB清洁:使用清洁剂和无尘布对PCB板进行清洁,确保表面干净无污垢。
•PCB定位:使用适当的夹具或模板,确保PCB板在后续工艺过程中位置准确。
2. 印刷工位•选择合适的印刷机:根据PCB板的尺寸和要求,选择适合的印刷机进行操作。
•调整印刷机参数:根据焊膏的特性和PCB板的要求,调整印刷机的速度、压力和刮刀角度等参数。
•焊膏印刷:将焊膏均匀地印刷到PCB板上,确保覆盖面积和厚度均匀一致。
3. 安装工位•选择合适的贴片机:根据PCB板的尺寸和元件的要求,选择适合的贴片机进行操作。
•调整贴片机参数:根据元件封装形式和PCB板的要求,调整贴片机的速度、压力和放料方式等参数。
•元件安装:将元件粘贴到已上焊膏的PCB板上,确保位置准确。
SMT制程工艺操作规程完整
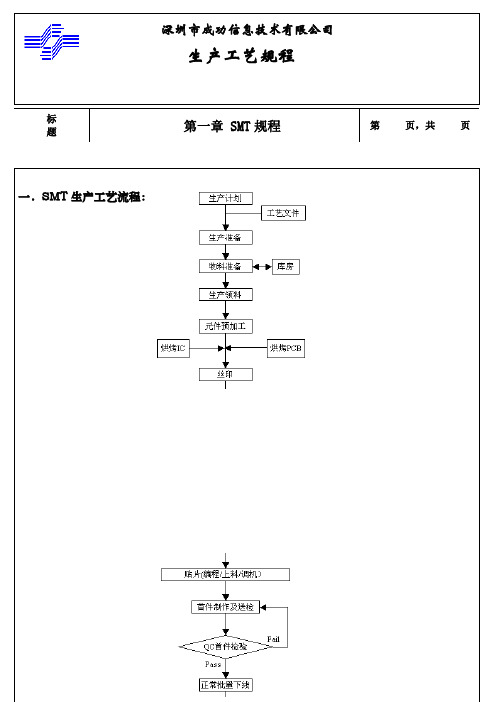
深圳市成功信息技术有限公司生产工艺规程标题第一章 SMT规程一.SMT生产工艺流程:第页,共页深圳市成功信息技术有限公司生产工艺规程标第一章 SMT规程第页,共页题标题第一章 SMT规程4.锡膏/红胶印刷: 1>作业依据:《锡膏印刷作业指导书》\《SMT红胶印刷操作规》2>作业注意事项:a.锡膏印刷必须在下线前做好锡膏解冻(4小时以上)及搅拌工作(搅拌时间必须在10分钟以上,搅拌时力度应适中、均匀),红胶解冻时间至少为4-8小时,并要检查钢网是否为所对应的机型、以及是否符合钢网标准(如是否完整无损坏、严重变形、堵孔等)。
b.印刷工位处不能有风扇或空调对着吹风,因为风会破坏锡膏的粘着特性。
c.丝印台及钢网在印刷前需清洁干净,不得有脏物。
d.在试印和钢过程中发现钢网或其它问题导致不能正常印刷时即时知会拉长处理。
e.印刷过程中要随时保持钢网底面及丝印台面的清洁,特别是对有金手指的板印刷时要特别做好清洁防护,印几块板后就要清洁一次,以防止金手指上锡。
f.在印刷过程中注意适当速度和角度,批量下线时每印刷好一块PCB 板后检查印刷的质量,合格的才能流入下一工位,印刷好的PCB板堆积数量不得超过5PCS以上.g.当印红胶过程中有个别印胶质量不佳的点时,需用棉签粘清洗剂清洗干净,并重新点胶以保证点胶品质h.在批量印刷过程中,当印刷质量变坏时,须用棉布沾酒精,对钢网各孔位及背面进行清洗,清洁后用压缩空气将印刷部分的空位吹通。
在清洗、第页,共页档,同时进行文件版本变更。
标题第一章 SMT规程e.对于操作员及生产拉长反馈之问题要即时进行确认和程序调整并做相应之程序文件更新。
f.编程员应做好相关产品贴片程序文件备份工作,防止数据丢失。
g.除被受权人员外,其他任何人不得私自进行贴片机主控计算机的操作,更不能进行贴片机程序的调用、更改。
3>作业质量要求:编程员要对所输出之贴片机程序文件及排料表的正确性进行检验确认,确保输出文件的正确性,并对操机员及拉长反馈的问题进行即时程序调整。
SMT工艺流程及各工位操作规范

SMT工艺流程及各工位操作规范SMT(表面贴装技术)是一种电子组装技术,广泛应用于电子产品的制造中。
在SMT工艺流程中,需要经过一系列的工位操作,以确保电子产品的质量和稳定性。
以下是SMT工艺流程及各工位操作规范的简要介绍。
1. 印刷工艺:在印刷工艺中,操作员需要将油墨印刷到PCB(印刷电路板)上。
操作规范包括:确保油墨的质量和稠度,精准地将油墨印刷到指定的区域,以及及时清洁印刷设备。
2. 贴片工艺:在贴片工艺中,操作员需要将SMT元件精准地贴片到PCB上。
操作规范包括:确保元件的质量和定位精度,避免元件的错位和损坏,以及及时清洁贴片设备。
3. 焊接工艺:在焊接工艺中,操作员需要使用热风和焊膏将SMT元件与PCB焊接在一起。
操作规范包括:确保焊接的温度和时间控制在合适范围内,避免产生焊接质量问题,以及及时清洁焊接设备。
4. 检测工艺:在检测工艺中,操作员需要使用X射线检测或其他检测设备对焊接后的PCB进行质量检测。
操作规范包括:确保检测设备的准确性和稳定性,及时发现和修复焊接质量问题。
5. 清洗工艺:在清洗工艺中,操作员需要使用清洗设备将PCB上的残渣和污垢清洗干净。
操作规范包括:确保清洗设备的清洁度和能效性,避免清洗剂残留,以及及时清洁清洗设备。
以上是SMT工艺流程及各工位操作规范的简要介绍。
在实际生产过程中,操作员需要严格按照规范操作,以确保产品质量和生产效率。
同时,定期维护和保养设备,做好生产记录和质量追溯,也是确保SMT工艺质量的重要保证。
SMT(表面贴装技术)是一种广泛应用于电子产品制造中的先进电子组装技术。
它相对于传统的插件装配技术具有更高的生产效率、更高的集成度和更好的可靠性。
SMT工艺需要通过一系列的工位操作来完成产品的生产,每个工位都有其独特的操作规范和技术要求。
以下将介绍SMT工艺中常见的工位和操作规范。
6. 烘烤工艺:在烘烤工艺中,操作员需要将已经焊接好的PCB放入烘烤设备中进行固化和干燥。
SMT工艺设计规范

贴片机
01
02
03
04
贴片机是SMT工艺中的 核心设备,用于将电子 元件贴装到PCB板上。
选择合适的贴片机需要 考虑元件的大小、形状、 精度和响焊接质量。
生产效率是贴片机的关 键指标,能够提高生产 效益。
焊接设备
焊接设备是SMT工艺中的重要设备之 一,用于将电子元件与PCB板焊接在 一起。
焊盘设计
焊盘材料
根据元件规格和焊接要求,选择合适 的焊盘材料,如铜、镍等,确保焊接 质量和可靠性。
焊盘尺寸
根据元件引脚间距和焊接工艺要求, 合理设计焊盘尺寸,以确保元件能够 稳定地焊接在电路板上。
PCB设计规范
板材选择
根据电路板的功能和生产条件,选择合适的板材,如FR4、CEM-1等,以确保 电路板的电气性能和机械强度。
对焊接好的电路板进行质量检查,确保焊 接质量符合要求。
检测与返修
光学检测
使用自动光学检测设备对焊接好的电路板进行检测,发现并定位问题。
功能性检测
对焊接好的电路板进行功能性检测,验证电路板是否正常工作。
返修
对检测出的问题进行返修,修复电路板。
记录与统计
对检测和返修过程中的问题进行记录和统计,以便持续改进工艺。
探索可弯曲、可折叠的柔性电子材 料,以适应不同形态的产品设计, 提高产品的便携性和适应性。
自动化与智能化发展
自动化生产线
通过自动化设备实现SMT工艺的 连续生产,提高生产效率,降低
人工成本。
智能化检测与监控
利用机器视觉、人工智能等技术, 实现SMT工艺过程的实时检测与 监控,确保产品质量和稳定性。
05 SMT工艺质量控制
零件质量检查
01
SMT贴片标准及工艺标准

印刷工艺
印刷机选择
锡膏选择
印刷精度
根据产品要求选择合适 的印刷机,确保印刷质
量。
根据产品特性选择合适 的锡膏,保证焊接质量。
印刷精度要求高,误差 需控制在一定范围内。
印刷质量检测
印刷完成后需进行质量 检测,确保无缺陷。
贴片工艺
贴片设备选择
根据产品要求选择合适的贴片 设备,确保贴片精度。
元件选择与准备
焊点完整性
焊点外观
焊点应连续、平滑,无气泡、空洞或 裂缝。
焊点应呈光亮的金属色,无氧化、变 色等现象。
焊点强度
焊点应牢固,能承受一定程度的压力 和振动,不易脱落。
元件位置标准
元件位置准确性
元件应放置在正确的位置,偏差 不超过允许范围。
元件方向正确性
元件的方向应符合电路设计要求, 极性元件方向正确。
焊点外观检测
焊点外观需光滑、连续、无气泡、无杂质。
检测工艺
01
功能检测
对产品进行功能检测,确保满足设 计要求。
尺寸检测
对产品尺寸进行检测,确保符合规 格要求。
03
02
外观检测
对外观进行检测,确保无明显缺陷。
可靠性检测
对产品进行可靠性检测,确保满足 使用要求。
04
SMT贴片质量标准
03
焊点质量标准
贴片材料的表面质量
贴片材料的表面应光滑、无缺陷,以确保良好的贴装效果。
辅助材料标准
1 2
粘合剂材料
用于固定电子元件的粘合剂应具有适当的粘性和 耐温性能。
清洁剂材料
用于清洁贴片表面的清洁剂应无腐蚀性、无残留 物。
3
包装材料
用于包装贴片产品的包装材料应具有保护性、防 潮性和抗震性。
SMT工艺设计规范
SMT工艺设计规范1.主题内容和适用范围制定本规范的目的在于,在开发及量产阶段,设计适用SMD的PCB时,事前考虑PCBA的质量、可生产性、可靠性而设计,从而确保产品的早期品质,并提高生产性及可靠性。
本标准适用于股份公司表面组装(含混装)的PCB工艺设计。
2.引用标准SJ/T10670—1995表面组装工艺通用技术要求SJ/T10668—1995表面组装技术术语IPC-SM-782—表面贴装设计与焊盘结构标准IPC-7351—表面贴装设计和焊盘图形标准通用要求3.内容和要求3.1术语1.PCB(Printed Circuit Board)指在印刷电路基板上,用铜箔布置的电路。
2.PCBA(Printed Circuit Board Assembly)指采用表面组装技术完成装配的电路板组装件。
3.SMT(Surface Mounting Technology)表面贴装技术,指用自动贴装设备将表面组装元件/器件贴装到PCB表面规定位置的一种电子装联技术。
4.SMD(Surface Mounting Device)它不同于以前的通孔插装部品,而是贴装在PCB的表面。
5.SOP(Small Out-line Package) 它是在长方形BODY两侧,具有约8~40pin左右的Lead的表面贴装IC,Lead Pitch有0.5mm,0.65mm,0.8mm,1.27mm等。
6.QFP(Quad Flat Package)它是在正方形或长方形BODY四周具有约100~250Pin左右等。
Lead的表面实装用IC, Lead Pitch有 0.4mm, 0.5mm, 0.65mm, 0.8mm7.BGA (Ball Grid Array)它是具有 Ball Type的电极的封装,Lead Pitch有 0.8mm,1.27mm等。
8.波峰焊(Wave Soldering)将溶化的软钎焊料,经电动泵或电磁泵喷流成设计要求的焊料波峰,使预先装有电子器件的印制板通过焊料波峰,实现焊接。
SMT工艺设计规范

2.4 PCB焊盘设计 焊盘设计总的规则是元件的焊盘投影必须落在PCB焊盘之内,且周围留有一定的剩余 面积以利形成带弧度的焊接表面,焊盘设计应对称,双端元件两个焊盘尺寸一致。
各类型元件的焊盘具体尺寸见图表1及图示。
W L D
1)焊盘长度L=元件焊盘长度+元件焊盘高度+0.25 (mm) 2)焊盘宽度W=元件宽度+0.25 (mm) 3)焊盘间距D=元件焊盘间距-0.25(mm) 4)具体尺寸见表1 表1 普通片状元件的焊盘设计尺寸备查表
5mm 宽的工艺边 贴片完成后去除
2.3 PCB拼板设计 2.3.1对于尺寸小于50×50mm的PCB,可以设计成拼板,如图所示。但拼板后的总尺寸又 不能超出L510×W460mm的范围(包括附加的工艺边),各小拼板的方向尽量保持一致,并维 持长边在PCB的流向方向,丝印文字正对人眼。各拼板之间采用V-CUT半切口连接,如图7所 示。即两面各切入1/3的深度,中间保留1/3的板厚,可用手工很方便的分离。 在电路设计中 可直接将PCB实体拷贝拼接在一起,板间留0.3mm的余量用于切口,但注意应将完全靠边的 铜箔线路从板边往内收缩至少0.75mm,避免PCB切口加工时刀具伤及铜箔线路。采用V-CUT 拼板的PCB厚度一般不超过3.5mm。 2.3.2从设备的综合利用率和生产效率出发,我们公司自动贴片机基本按1+1配置,为最大限 度的提高设备单位产能,这样对我们前期拼板及拼板后元件有一个基本的规定,当拼板后元 件点数不少于420点,这样就达到SMT设备生产效率最大化。
焊盘从引脚弯折处开始,到元件脚边缘结束,四周再向外延伸0.3mm。 晶体管焊盘设计
焊盘从元件脚弯折处开始,到元件脚边沿结束,四周再向外延伸0.3mm。
普通集成电路芯片焊盘设计
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第六章SMT工艺规范一、锡膏印刷规格1、Chip 1608,2125,3216锡膏印刷规格示范标准(PREFERRED):1. 锡膏无偏移。
2. 锡膏厚度均匀8.31mils。
3. 锡膏成型佳,无崩塌断裂。
4. 锡膏覆盖锡垫90%以上。
允收(ACCEPTABLE):1.锡膏仍有85%覆盖锡垫。
2.锡量均匀。
3.锡膏厚度在规格内。
拒收(REJECTED):1.锡膏量不足。
2.两点锡膏量不均。
3.印刷偏移超过20%锡垫。
2、MINI(SOT)锡膏印刷规格示范:标准(PREFERRED):1. 锡膏无偏移。
2. 锡膏完全覆盖锡垫。
3. 三点锡膏量均匀,厚度8.31 mils。
允收(ACCEPTABLE):1.锡膏量均匀且成形佳。
2.厚度合乎规格8.5 mils。
3.85%以上锡膏覆盖。
4.偏移量少于15%锡垫。
拒收(REJECTED):1.锡膏85%以上未覆盖锡垫。
2.严重缺锡。
3、Diode,Melf, RECT陶磁电容锡膏印刷规格示范:标准(PREFERRED):1.锡膏印刷成形佳。
2.锡膏无偏移。
3.厚度8.3 mils 。
4.如此开孔可以使热气排除,以免气流使零件偏移。
允收(ACCEPTABLE):1.锡膏量足2.锡膏覆盖锡垫有85%以上。
3.锡膏成形佳。
拒收(REJECTED):1. 20%以上锡膏未完全覆盖锡垫。
2.锡膏偏移量超过20%锡垫。
4、LEAD PITCH=1.25mm零件锡膏印刷规格示范:标准(PREFERRED):1. 各锡膏几近完全覆盖各锡垫。
2. 锡膏量均匀,厚度在8.5 mils 。
3.锡膏成形佳,无缺锡、崩塌。
允收(ACCEPTABLE):1. 锡膏之成形佳。
2. 虽有偏移,但未超过15%锡垫。
3. 锡膏厚度合乎规范8~12 mils之间。
拒收(REJECTED):1.锡膏扁移量超过15%锡垫。
2.当零件置放时造成短路。
5、LEAD PITCH=0.8~1.0mm锡膏印刷规格示范:标准(PREFERRED):1. 锡膏无偏移。
2. 锡膏100%覆盖于锡垫上。
3. 各个锡块之成形良好,无崩塌现象。
4. 各点锡膏均匀,厚度7 mils。
允收(ACCEPTABLE):1. 锡膏虽成形不佳但仍足将零件脚包满锡。
2. 各锡膏偏移未超过15%锡垫。
拒收(REJECTED):1.锡膏印刷不良。
2.锡膏未充分覆盖锡垫,使锡垫裸露超过15%以上。
6、LEAD PITCH=0.7mm锡膏印刷规格示范:标准(PREFERRED):1. 锡膏量均匀且成形佳。
2. 锡垫被锡膏全部覆盖。
3. 锡膏印刷无偏移。
4. 锡膏厚度7.15 mils 。
允收(ACCEPTABLE):1. 锡膏篇偏移量未超过锡垫15%。
2. 锡膏成行佳,无崩塌断裂。
3. 厚度于规格范围内。
拒收(REJECTED):1. 锡垫超过15%未覆盖锡膏。
2.易造成锡桥。
7、LEAD PITCH=0.65MM之锡膏印刷规格示范:标准(PREFERRED):1. 各锡块印刷均匀且100%覆盖于锡垫之上。
2. 锡膏成形佳,无崩塌现象。
3. 锡膏厚度在7.32 mils 。
允收(ACCEPTABLE):1. 锡膏成形佳。
2. 厚度合乎规格,7.32miLs。
3. 偏移量小于10%锡垫。
拒收(REJECTED):1.锡膏印刷之偏移量大于10%锡垫宽。
2.经回焊炉后易造成短路8、LEAD PITCH=0.5MM零件锡膏印刷规格示范:标准(PREFERRED):1. 各锡块印刷成形佳,无崩塌及缺锡(SKIP)。
2. 锡膏100%覆盖于锡垫之上。
3. 锡膏厚度6.54MILS。
允收(ACCEPTABLE):1. 锡膏成形虽略微不佳,但厚度于规格内,7MILS。
2. 锡膏无偏移。
3. Reflow 之后无焊性不良现象。
拒收(REJECTED):1.锡膏成形不良且断裂。
9、Termination Chip & SOT锡膏厚度之规格示范:CHIP 1608,2125,3216:1. 锡膏完全覆盖锡垫。
2. 锡量均匀,厚度8~12 mils 。
3. 成形佳。
SOT,MINI MOLD零件锡膏厚度:1. 一般厚度规定为8~12 mils。
2. 建议使用10 mils。
MELF,DIODE,MELM锡膏之外观:1.一般厚度:8~12 mils。
2.建议至少10mils 以上使有较好的fillet。
10、IC-零件的锡膏厚度之规格示范:PITCH=1.25mm:1. 一般厚度:8~12 mils 。
2. 建议使用10 mils。
3. 若有小于P=1.0 mm之零件,可加大10%锡面积。
4. 适用零件有: pitch=1.25mm 的IC:有SOIC,PLCC, SOCKET, SOJ。
PITCH=0.8~1.0mm之锡膏外观:1.一般厚度6~10 mils 。
2.建议厚度8mils。
PITCH=0.7mm零件之锡膏外观:1.一般厚度=6~10 mils。
2.建议使用厚度7 mils最佳。
PITCH=0.65mm:1. 一般厚度:6~10 mils 。
2. 建议使用6.5~7.0 mils 最佳。
PITCH=0.5mm锡膏之规格:1. 厚度: 一般为6~10 mils之间。
2. 建议使用6.5~7.0 mils最佳。
二、点胶规格1、Chip 1608,2125,3216点胶规格示范标准(PREFERRED):1. 胶并无偏移2. 胶量均匀。
3. 胶量足,推力足在1.5KG仍然未掉件。
允收(ACCEPTABLE):1. A 为胶之中心。
2. B 为锡垫之中心。
3. C 为偏移量。
4.P 为焊垫宽。
5.C<1/4P,且因推力足、胶均匀。
拒收(REJECTED):1.胶量不足。
2.两点胶量不均。
3.推力不足,低于1.0KG即掉件。
2、CHIP 1608,2125,3216点胶零件规格示范:标准(PREFERRED):1. 零件在胶上无偏移。
允收(ACCEPTABLE):1.偏移量C<1/4W 或1/4P拒收(REJECTED):1.P 为焊垫宽。
2. W为零件宽。
3. C为偏移量。
4. C>1/4W或1/4P。
3、SOT零件点胶规格示范:标准(PREFERRED):1.胶量适中。
2.零件无偏移。
3.推力正常,于1.5KG不掉件。
允收(ACCEPTABLE):1.胶稍多但未沾染P AD 与LEAD。
2.推力足。
拒收(REJECTED):1.溢胶,造成焊性不良。
4、MELM圆柱形零件点胶示范:标准(PREFERRED):1. 胶量正常,直径1.2mm~1.5mm之间。
2. 胶高度在0.7 m m~0.92mm间。
3. 两胶之间恰有约10%零件外径之间隙。
4.如此推力在1.5kg仍未掉件。
允收(ACCEPTABLE):1. 胶之成形不甚佳。
2. 胶稍多,但不会造成溢胶等有害质量问题。
拒收(REJECTED):1.胶偏移量>1/4W。
2.溢胶,致沾染锡垫影响焊性。
5 、Rectangle(方形)零件点胶示范:标准(PREFERRED):1. 零件无偏移。
2. 胶量足,推力够。
允收(ACCEPTABLE):1. 偏移量C<1/4W 或1/4P。
2. 胶量足,推力可。
拒收(REJECTED):1.胶偏移量1/4W以上,一点偏离零件之外。
2.推力不足,1.5KG。
6、MELF,RECT.柱状零件胶之示范:标准(PREFERRED):1. 两点胶均匀且清楚。
2. 胶点直径在1.25mm~1.62mm 间。
3. 推力足够,1.5kg。
允收(ACCEPTABLE):1. 依此应为允收。
拒收(REJECTED):1.溢胶,沾染锡垫。
2.胶点模糊(成型不佳),胶量偏多。
7 、MELM柱状零件点胶示范:标准(PREFERRED):1. 零件无偏移。
2. 推力1.5KG。
允收(ACCEPTABLE):1. 偏移量C<1/4P。
2. 胶量足,无溢胶。
拒收(REJECTED):1.T:零件直径。
2. P:焊垫宽。
3. C=偏移量>1/4P或1/4T。
8、SOIC胶点规格示范:标准(PREFERRED):1. 胶量均匀。
2. 胶之成形良好。
直径1.25~1.62m m ,高度0.92mm。
3. 胶无偏移。
允收(ACCEPTABLE):1. 胶量偏多,但溢胶未污染锡垫。
拒收(REJECTED):1.溢胶沾染锡垫。
2.溢胶沾染测试孔。
9、SOIC点胶零件之规格示范:标准(PREFERRED):1. 零件无偏移。
2. 胶量标准。
3. 推力正常,1.5KG。
允收(ACCEPTABLE):1. 偏移量C<1/4W。
2. 推力足1.5KG。
拒收(REJECTED):1. P:锡垫宽。
2.W:零件脚宽。
3. C:偏移量。
4. C>1/4W。
10、Chip 1608,2125,3216,MELF胶点尺寸外观示范:规格:1. 直径:0.8~1.1M M2. 高度:0.6~0.9mm。
3. 承受推力:1.5Kg。
规格:CHIP,SOT一般规格1.相同于CHIP3216.2125,SOT零件外观规格。
MELF,M ELM,陶瓷电容:1.直径:1.2~1.6mm。
2.高度:0.8~1.0 mm 。
3.承受推力:1.5~2.0kg。
4.胶之种类:㆒般已认可之胶。
11、SOIC胶点尺寸外观示范:SOIC,一般Melf零件通用:1. 直径:1.1~1.6mm。
2. 高度:0.5~1.0 m m。
3. 可承受推力:1.5kg。
4. 胶之种类:一般已认可之胶。
MELF胶之外观:1. 相同于IC 之规格。
2. 两点间有10~20%零件外径之间隔。
三、CHIP、MELF和锡球1、CHIP零件置放标准:标准:1. 零件置放于锡垫中央2. 零件斜置于锡垫上未超偏移容许误差允收:1. 零件置放于锡垫上未超偏移容许误差2. 零件斜置于锡垫上未超偏移容许误差3. 锡垫明显突出零件端底下4. 至少有80%的宽度面积沾锡A = 0.2*(W or P)W :零件宽度P:锡垫宽度A:偏移容许误差例如:此零件宽度为1.2mm锡垫宽度为1.45mm0.2*1.45 = 0.29mm 为偏移容许误差拒收:1. 零件置放于锡垫上已超出容许误差。
2. 零件斜置于锡垫上已超出其容许误差。
3. 相邻零件短路。
4. 零件端与相邻未遮护铜泊或锡垫距离小于0.13m m 。
2 、CHIP零件置放焊接标准解说图表:1.零件的两端焊接情形良好2. 焊锡的外观呈内凹弧面的形状3、MELF零件置放标准标准:1. 零件置放于锡垫中央。
2. 零件极性与PCB 标志一致。
允收:1.零件置放于锡垫上未超出其容许误差。
2.锡垫明显突出零件端底下。
A = 0.2*W W :零件宽度A:容许误差。