珍珠镍的工艺资料.doc
PKS珍珠镍电镀工艺

PKS珍珠镍电镀工艺PKS珍珠镍电镀工艺一、特性:1、本电镀配方能产生均匀而沙面的装饰性细幼镍结晶镀层,其效果犹如珍珠表面一样晶莹细致的、柔和的、有细滑的金属感及优良的而磨性能,镀层表面可镀铬及其它金属镀层。
2、本系列有多款供选择:沙镍剂K1-J能镀出幼细珍珠光泽柔和的镀层;沙镍剂K1-B能镀出沙感较大、光泽的镀层;沙镍剂K1-R则能镀出较粗晶粒镀层,适宜于套铬。
在同一个镀槽内随每日生产的操作条件不同或添加剂的量可镀出不同的粗幼晶粗。
二、操作条件:镀浴成份范围标准六水硫酸镍440-470克/升 450克/升六水氯化镍 35-40克/升 38克/升硼酸 35 -40克/升38克/升珍珠镍哑光载体K2 15-25毫升/升20毫升/升珍珠镍光亮载体K3 6-8毫升/升 6毫升/升沙镍剂K1 0.3-0.7毫升/升 0.5毫升/升pH 值 4.1-4.5(为使低区都达以均一的沙面效果,最佳为4.1-4.2)温度 50-60℃(温度过高,会使K4沙镍剂提前分解;温度过低时,高电流区域易产生凹现象。
)电压取于阴、阳极之间距离,一般电压为5-10伏特阴极电流密度3-8安培/分米2(4-6安培/分米2较佳)阳极电流密度 1-3安培/分米2阳极99.7%¥纯电解镍电镀时间3-10分钟搅拌阴极摆动(不能打气)2米/分钟过滤每天电镀完毕后必须过滤,电镀时切勿过滤电镀速度1微米/分钟(阴极电流密度为5安培/分米2时)槽内断电时限不得超过10秒(立即通电最佳)整流机能有效地输出9-12伏特电压,纹波系数须小于5.0%PKS 珍珠镍电镀工艺一、溶液配制:1、取二分之一缸纯水,加热至60℃左右,加入所需的硫酸镍、氯化镍、硼酸粉(先用纯水将硼酸粉调成糊状,再慢慢加入。
),不断搅拌至完全溶解;2、然后加入3克/升活性碳,搅拌1小时,保持温度60℃左右,静置一晚,过滤澄清;3、调节pH=4.2左右(可用10%纯硫酸调低pH值,或用碳酸镍调高pH值),补纯水至所需的水位,用1伏特的电压电解数小时(阴极用瓦楞形的不锈钢板);4、按“添加剂添加技术”要求那样加入珍珠镍K1系列添加剂后,让镀液静置10分钟,并用3伏电压弱电解10分钟(阴极用瓦楞形的不锈钢板),即可进行生产。
浩德珍珠镍资料
15mL/L
FYD-B(辅助剂)
2-6mL/L
4mL/L
FYD-C (走位剂)
2-6mL/L
4mL/L
电流密度
3A-8 A/dm2
5A/dm2
温度
48℃-58℃
53℃
PH值
4.0-4.8
4.5
搅拌
摆动或旋转
循环
不间断继续空泵循环
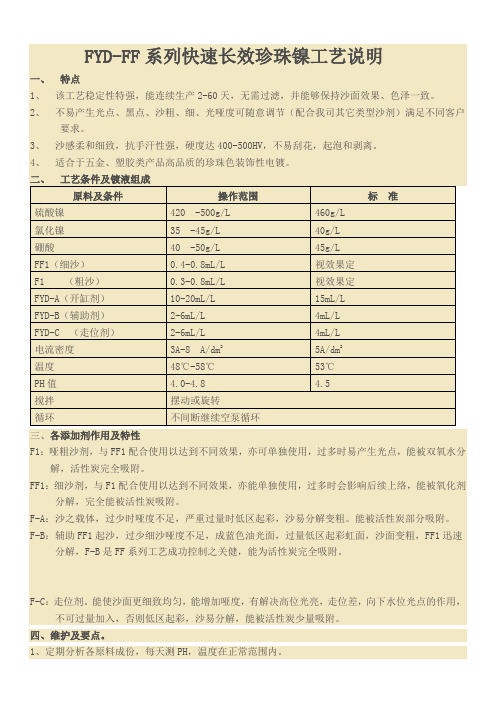
三、各添加剂作用及特性
F1:哑粗沙剂,与FF1配合使用以达到不同效果,亦可单独使用,过多时易产生光点,能被双氧水分解,活性炭完全吸附。
FF1:细沙剂,与F1配合使用以达到不同效果,亦能单独使用,过多时会影响后续上络,能被氧化剂分解,完全能被活性炭吸附。
F-A:沙之载体,过少时哑度不足,严重过量时低区起彩,沙易分解变粗。能被活性炭部分吸附。
F-B:辅助FF1起沙,过少细沙哑度不足,成蓝色油光面,过量低区起彩虹面,沙面变粗,FF1迅速分解,F-B是FF系列工艺成功控制之关健,能为活性炭完全吸附。
4、 适合于五金、塑胶类产品高品质的珍珠色装饰性电镀。
二、 工艺条件及镀液组成
原料及条件
操作范围
标 准
硫酸镍
420 -500g/L
460g/L
氯化镍
35 -45g/L
40g/L
硼酸
40 -50g/L
45g/L
FF1(细沙)
0.4-0.8mL/L
视效果定
F1 (粗沙)
0.3-0.8mL/L
视效果定
FYD-A(开缸剂太低
1、 分析补充硫酸镍
2、 试片调整补充
3、 补充沙剂0.1-0.3mL/L
4、 过滤或碳粉处理镀液
5、 补充阳极
024珍珠镍(A线)
第V1版
第V2版
初版发行
修改工艺温度范围
工艺温度范围变更:43±2℃改为53±2℃
2014-03-13
2014-08-16
2015-05-25
编写人:蔡金荣
Prepared by
审批人:
Approved by
如此印章并非红色,IF THE CONTROL STAMP
表此文件并非合法之版COLOR IS NOTRED,THENIT
四、维护:
4.1每操作8-10小时后,需过滤镀液,过滤后依次加入:P2:开缸量10-20%,P1:开缸量5%,沙剂:开缸量100%(预先10倍稀释);
4.2镀液经过5次过滤后,需要进行碳粉净化处理,处理后依次加入:P2:开缸量20-30%,P1:开缸量5-10%,沙剂:开缸量100%(预先10倍稀释)。
本,并不会受到控制及IS AN UNCONTROLLEDCOPY.
更新,请使用受控之文PLEASED REFERONLY TO
件。THE CONTROLLED COPY.
原料:硫酸镍、氯化镍、硼酸、添加剂(P1、P2)、沙剂(AF6、LS1、LS2、C2设备、分析设备。
五、相关记录:
5.1槽液维护记录表;
5.2设备点检记录表;
5.3工艺点检记录表;
5.4化学分析记录表;
5.5物料添加记录表。
2.2氯化镍(NiCl2·6H2O)
2.2.1准确移取缸液2ml于250ml锥形瓶中,加纯水50ml、4%铬酸钠1-2ml,用0.1N标准AgNO3溶液滴定至溶液变为砖红色即为终点,记录下消耗的AgNO3溶液体积为V。
2.2.2计算:NiCl2(g/L)= 59.5 N V
2.3硼酸(H3BO3)
镍珠的生产工艺

镍珠的生产工艺
镍珠是一种经济实用的金属制品,广泛用于汽车、航空航天、电子、化工等行业。
下面将介绍一下镍珠的生产工艺。
镍珠生产的第一步是选材。
一般来说,镍珠的主要原材料是纯镍。
在选材的过程中,要注意镍的纯度和质量。
根据需求选择合适的纯度。
一些高端产品对纯度要求较高,所以要使用高纯度的镍。
选好材料后,开始熔炼。
将选好的镍放入熔炉中,加热到适当的温度,使其融化。
熔融后的镍液经过精炼处理,去除杂质和气体,提高镍的纯度。
熔融镍液经过冷却后,得到了镍锭。
将镍锭放入破碎机中进行破碎,得到适当大小的镍块。
接下来是镍块的球化处理。
将镍块放入球磨机中,加入特定比例的添加剂如镁粉,进行球磨处理。
球磨过程中,镍块会逐渐变成球状,并且表面光滑。
这样可以提高镍粉的流动性和可压性。
球磨处理后,需要进行筛分和干燥。
将镍珠放入筛分机中进行筛分,分离出不同粒径的镍粉。
然后将镍珠放入烘干机中进行干燥,除去水分,提高镍珠的质量。
最后,需要对镍珠进行烧结处理。
将镍珠放入烧结炉中,加热到适当的温度,使其颗粒之间发生结合,形成一定强度的球形
镍粒。
烧结后的镍珠需要进行筛分和包装。
通过筛分,分离出不同粒径的镍珠,然后进行包装,按照客户要求进行分装和标识。
这就是镍珠的生产工艺。
通过熔炼、球化、筛分、烧结等工艺步骤,最终得到具有一定强度和精度要求的镍珠。
这些镍珠被广泛应用于各个行业,为各种产品的制造提供了可靠的材料基础。
最新水性长效珍珠镍配方与工艺说明

长效珍珠镍电镀添加剂配方与工艺说明书(周生电镀导师)•水性长效珍珠镍用于高级的电镀制品,如首饰、金属纪念品、钟表配件、餐厨具、汽车配件等,拥有高雅的珍珠色外观。
长效珍珠镍工艺性能稳定,出沙快,分解慢,能长时间连续生产,大大降低生产成本。
镀层洁白柔细,犹如珍珠表面的晶莹、哑色中带光泽,外观典雅高贵。
珍珠镍层可再镀银、金、铬、青铜等镀层。
适合挂镀和滚镀。
最新的珍珠镍配方可稳定生产一个月而不需要处理,提高了工作效率。
操作参数(周生导师之@(Q):(3)(8)(0)(6)(8)(5)(5)(0)(9)。
)•范围最佳值•硫酸镍 400-480 克/升 450 克/升•氯化镍40-50 克/升45 克/升•硼酸35-45 克/升40 克/升•添加剂A25-35 毫升/升30 毫升/升•添加剂B6-10 毫升/升8毫升/升•添加剂C0.4-0.8 毫升/升0.6 毫升/升•PH值 4.5-5.0 4.8 •温度50-60℃ 55℃•搅拌阴极移动或打气•过滤生产时停滤,停产后有需要时过滤•($声$明):(建&群的都是假冒)(二手转卖我们配方的不完整)(请#认#准#文#中Q和WX)(广-告-长*期*有*效)••我们的配方平台帮助了很多中小企业提高产品技术水平,也有不少个人因此创业成功,帮助国内企业抢占国外知名企业市场,提升国产占有率是我们长期追求的目标。
目前已有An美特系列,乐思系列配方,罗门哈斯,上村,麦德美,国内知名公司药水配方。
请仔细阅读关于我们。
•镀液配制(周生导师之(W)(X):(1)(3)(6)(5)(7)(2)(0)(1)(4)(7)(0))•1.将槽洗净,加纯水到2/3体积,并加热到50-60℃2.将计算量的硼酸、氯化镍、硫酸镍加入,并搅拌,使其完全溶解3.加水到标准水位,用5%氢氧化钠溶液调PH至4.84.加1-2克/升活性炭处理1-3小时后过滤5.用瓦形不锈钢进行低电流电解4-8小时6.加入计量的添加剂A和B,搅拌均匀7.用20倍纯水稀释添加剂C,搅匀后加入槽液,搅拌镀液均匀后即可生产镀液维护•定期测试硫酸镍、氯化镍、硼酸含量,调整在工艺范围内,保持镀液比重在30-35Be,当比重小于30时,会导致C剂消耗加大,甚至不能起沙。
水性长效珍珠镍

一、特点水性长效珍珠镍 N90本系列沙剂无需保温和空泵循环,沙剂可分别做长效和短效2种用途,长效型可连续生产10天以上,短效型可达10小时左右不变粗,无针孔、亮点、黑点等。
镀层不含油性成分,极具金属感。
哑中带光泽,外观高贵典雅,硬度高达400HV以上,不易刮花,结合力强, 易套铬,镀层不起泡或剥离。
二、镀液组成及作业条件镀液组成最佳条件操作范围硫酸镍400克/公升380-450氯化镍60克/公升50-70硼酸40克/公升30-40主沙剂N90A 0.8ml/公升(短效0.4-0.6)0.8-1.0开缸剂N90B 25ml/公升20-30辅助剂N90C 4ml/公升(短效不加)2—8PH酸碱度 4.8 4.5-5温度55 55-60阴极电流密度5安培/分米4–6电镀时间2分钟2–4机械搅拌工件温和往复移动,速度6-8M/分钟.镀液流动视情况有需要时使用空泵循环镀液,让镀层更均匀 6-8次循环/小时.过滤间歇性或有需要时开动过滤泵,使镀液保持不含较粗粒子,因为较粗粒子使镀层产生黑点.镀液的补充:镀液的基本成份可每星期分析一次予以调整PH值,升高PH可加入碳酸镍,而降低PH可加入化学纯硫酸,而各种添加剂的补充,请参以下数据:添加剂消耗量/1000安培小时主沙剂 120-150cc开缸剂 120-160cc辅助剂 160-200cc 请每天做赫尔槽试验以调整添加剂含量以符合要求,主沙剂加入镀液前,先用温水稀释20倍,搅拌至均匀及澄清,然后才可加入镀缸中.辅助剂及开缸剂只需以原浓度添加即可.开缸程序:1.请先注入7成满之纯水已洗净之镀缸中2.加热至60℃后依次加入硼酸.硫酸镍.氯化镍搅拌至完全溶解.3.以活性碳过滤,同时以1V电流做低电流电解24小时以上.4.以新棉芯过滤干净镀液后关掉过滤泵,5.开启循环磁力泵.6.加入添加剂如下:主沙剂 N90-A 0.8ml/L(短效0.4-0.6)开缸剂 N90-B 25ml/L辅助剂 N90-C 4ml/L (短效不加)7.加入主沙剂建议以温水稀释20倍,搅拌至均匀及澄清,然后加入缸中.8.加纯水至所需量的位置.9.测PH酸碱值,降低PH用纯硫酸,调高PH可用碳酸镍,如需要加碳酸镍,请将碳酸镍加入有棉芯过滤泵中溶解. ***10.镀液温度也相当关键,控制范围55-60℃.长效沙镀货最佳值55℃.赫尔槽试片60℃,短效低5℃.添加剂消耗量/1000安培/HN90--A沙剂120-150毫升N90--B 开缸剂 120-160毫升N90--C辅助剂 160-200毫升哑度不够时添加沙剂开缸量的10-20%镀液不过滤补加量如下N90--A 沙剂开缸量的20-30%N90--B 开缸剂开缸量的20-30%N90--C辅助剂开缸量的20-30%镀液棉芯过滤后添加量如下:N90--A 沙剂开缸量的50-60%N90--B 开缸剂开缸量的20-30%N90--C辅助剂开缸量的40-50%镀液碳粉处理后添加量如下:N90--A 沙剂开缸量的100%N90--B 开缸剂开缸量的40-60%N90--C辅助剂开缸量的100%备注:本系列沙剂可由辅助剂和沙剂来控制光哑度,沙剂多辅助剂少偏哑,反之则细亮。
珍珠镍工艺介绍
珍珠镍工艺介绍1.前言珍珠镍又称缎面镍、沙丁镍、麻面镍,是一种外观华美,色泽细腻柔和的镀层,内应力低,防腐蚀性好,是一种优良的防护装饰性镀层。
珍珠镍电镀工艺最早出现于20世纪50年代末,90年代以后发展很快。
珍珠镍可以直接作为防护装饰涂层,也可以在珍珠镍上再镀覆其他金属,如铬、金、银等,形成沙铬、沙金和沙银,其防护装饰效果更强。
目前,珍珠镍镀层已经在汽车装饰、电子产品、日用五金、文化用品等行业中得到广泛应用。
早期的珍珠镍镀层是通过机械法制得的,这种方法获得的镀层表面粗糙,无光泽,而且劳动强度大,已逐渐被淘汰。
目前珍珠镍电镀一般常用的有2种方法:复合电镀法和乳化剂法,前一种方法因为珍珠镍镀层光泽度不理想,镀液不易维护而使其应用受到限制;后一种方法是在瓦特镍镀液中加入起沙乳化剂,形成乳浊液,利用液滴在阴极表面的吸附和脱附,得到珍珠镍镀层,采用这种方法制得的珍珠镍镀层表面有无数重叠的凹坑,在宏观上表现出柔和的珍珠效果,但在工业生产过程中这种镀液需要配备冷热循环装置,如无冷热循环装置沙型很快变粗3-4小时后出现乱沙,需停产加碳粉过滤,这样生产效益极低,同时浪费材料,生产成本较高。
2.KMD珍珠镍添加剂的特点传统的珍珠镍添加剂生产极不稳定,科美德公司推出的珍珠镍添加剂,采用一种全新的无乳滴浊点的珠光剂,避免了以住采用乳滴浊点起沙的原理,从根本上解决了由此所引起镀液不稳定的问题,本公司采用电化学离子吸附脱附的原理所得的工艺及镀层具有如下特点:(1)达到珠光效果时间短,镀层柔软性特好,适宜各种工件。
(2)镀层洁白柔和,适宜进一步镀覆其它装饰性镀种。
(3)生产过程中不会出现油污,利于镀液的维护。
(4)镀液稳定,大处理周期长。
(5)添加剂组分少,好操作,不易添加失调。
3.基本成分对镀层的影响硫酸镍为珍珠镍镀液的主盐,在工艺范围380-420g/L内,均能得到好的珍珠镍镀层;随硫酸镍浓度的增加,镀层的珍珠效果更好,珠光出现速度更快,但浓度高于450g/L,镀液带出损失大,低于工艺范围,达到珍珠镍效果的时间长,其镀层的沙粒不均匀,且需额外加入添加剂,使珠光剂的消耗增大;镀液中氯化镍主要提供氯离子,活化阳极,促使阳极正常溶解,含量过高,易使镀层产生脆性,同时引起阳极溶解过快,导致镀液中氯离子浓度升高,增大带出损失。
珍珠镍沙丁镍标准工艺

长效迅速珍珠镍工艺一﹑特点1.沙感细腻柔和富强烈金属感,立体感强,不易被指纹污染﹐高下位一致镀层分布均匀,哑白中微带光泽。
2.出货快,时间短,30-60天无需任何解决,不用每天开缸﹑过滤,持续生产能保持沙感﹑色泽一致﹐镀液稳定性高,不易产生黑点﹑亮点,沙粗幼可随意调节,易控制。
3.表面活性高,上铬容易,分解慢,用料少,一般24小时以上补料一次。
4.该工艺合用于高档五金﹑塑料。
如卫浴﹑家具五金﹑家用电器﹑手机﹑计算机零件等。
二﹑镀液成分及操作条件﹕三﹑镀液配制1.注入三份之二旳水于代用缸(或预备槽)中﹐加热至60℃。
2.加入所需旳硫酸镍及氯化镍﹐搅拌使其完全溶解。
3.加入2-3毫升/升双氧水(30%)﹐搅拌打气两小时﹐加入前先用水稀释。
4.加入碳酸镍或5%氢氧化纳溶液﹐调节酸碱度(PH值)至5.2。
5.加入活性碳2-4克/升﹐搅数小时﹐然后静置12小时。
6.用过滤泵﹐把镀液滤入清洁之电渡槽内。
7.将过滤泵清洗干净﹐然后再填装活性碳粉(0.2克/升)及可加助滤粉(0.2克/升)一起过滤。
8.加入所需之硼酸。
9.加入稀硫酸﹐调节酸碱度至少4.5.10.用波浪状低电流密度(0.1-0.4安培/平方分米)持续电解4-6小时﹐直至低位颜色由黑变浅灰色﹐加入所需旳添加剂后﹐便可开始试镀。
四﹑各添加剂作用及特性﹕1.HX-99(细沙)起沙剂﹐随浓度增长沙感哑度增强﹐哑度与镀液成分浓度﹐开缸剂﹑辅助剂旳用量成正比﹐比重提高﹐增大开缸剂﹑辅助剂用量则起货速度快﹐沙感好﹐反之则起货慢﹐沙感弱﹐使用时必须用纯水稀释20倍以上﹐并慢慢加入﹐用机械剧烈搅拌十分钟﹐绝不可打气﹐否则易产生黑点﹑光点﹐沙分解变粗﹐能被活性炭吸附﹐亦为双氧水和高猛酸钾分解。
HX-99过多会影响后续上铬。
2.HX-9(粗沙)起沙剂﹐随浓度增长哑度增长﹐过多易产生光点﹐其哑度和沙感与其他组合添加剂(如开缸剂﹑辅助剂)用量无明显影响﹐重要协同HX-99提高起货速度﹐亦可以单独使用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
科美德珍珠镍工艺资料
1.前言
珍珠镍又称缎面镍、沙丁镍、麻面镍,是一种外观华美,色泽细腻柔和的镀层,内应力低,防腐蚀性好,是一种优良的防护装饰性镀层。
珍珠镍电镀工艺最早出现于20世纪50年代末,90年代以后发展很快。
珍珠镍可以直接作为防护装饰涂层,也可以在珍珠镍上再镀覆其他金属,如铬、金、银等,形成沙铬、沙金和沙银,其防护装饰效果更强。
目前,珍珠镍镀层已经在汽车装饰、电子产品、日用五金、文化用品等行业中得到广泛应用。
早期的珍珠镍镀层是通过机械法制得的,这种方法获得的镀层表面粗糙,无光泽,而且劳动强度大,已逐渐被淘汰。
目前珍珠镍电镀一般常用的有2种方法:复合电镀法和乳化剂法,前一种方法因为珍珠镍镀层光泽度不理想,镀液不易维护而使其应用受到限制;后一种方法是在瓦特镍镀液中加入起沙乳化剂,形成乳浊液,利用液滴在阴极表面的吸附和脱附,得到珍珠镍镀层,采用这种方法制得的珍珠镍镀层表面有无数重叠的凹坑,在宏观上表现出柔和的珍珠效果,但在工业生产过程中这种镀液需要配备冷热循环装置,如无冷热循环装置沙型很快变粗3-4小时后出现乱沙,需停产加碳粉过滤,这样生产效益极低,同时浪费材料,生产成本较高。
2.KMD珍珠镍添加剂的特点
传统的珍珠镍添加剂生产极不稳定,科美德公司推出的珍珠镍添加剂,采用一种全新的无乳滴浊点的珠光剂,避免了以住采用乳滴浊点起沙的原理,从根本上解决了由此所引起镀液不稳定的问题,本公司采用电化学离子吸附脱附的原理所得的工艺及镀层具有如下特点:(1)达到珠光效果时间短,镀层柔软性特好,适宜各种工件。
(2)镀层洁白柔和,适宜进一步镀覆其它装饰性镀种。
(3)生产过程中不会出现油污,利于镀液的维护。
(4)镀液稳定,大处理周期长。
(5)添加剂组分少,好操作,不易添加失调。
3.基本成分对镀层的影响
硫酸镍为珍珠镍镀液的主盐,在工艺范围380-420g/L内,均能得到好的珍珠镍镀层;随硫酸镍浓度的增加,镀层的珍珠效果更好,珠光出现速度更快,但浓度高于450g/L,镀液带出损失大,低于工艺范围,达到珍珠镍效果的时间长,其镀层的沙粒不均匀,且需额外加入添加剂,使珠光剂的消耗增大;
镀液中氯化镍主要提供氯离子,活化阳极,促使阳极正常溶解,含量过高,易使镀层产生脆性,同时引起阳极溶解过快,导致镀液中氯离子浓度升高,增大带出损失。
控制在30-50g/L可满足工艺要求;镀液中加入硼酸35-45g/L 作为PH值缓冲剂,以维持镀液的PH值在工艺范围内,硼酸含量太低,其缓冲能力下降,HP值变化太快。
但硼酸溶解度较小,若含量太高,则易从镀液中析出,两者都会影响镀层质量。
4.工艺参数对镀层的影响
PH值最佳范围在4.4-4.6之间。
PH值小于4时,镀层表面挂痕,且高电流密度区发亮,不均匀,PH值在5以上时,镀层无光,且似有附着物,同时添加剂消耗增加,影响镀层的外观及抗蚀性能。
霍尔槽试验显示,当总电流为1A、时间为5min时,在试片范围内,能得到色泽均匀的珠光镀层,镀液的分散能力及深镀能力较好,小槽试验结果表明,在2-3min、3-4A/dm2条件下,完全可以得到合格的珠光镀层。
因阴极电流密度小,电镀时间短,沉积的镍相对较少,对减小生产成本很有好处。
温度对镀层的影响:温度低于50℃时,得到合格镀层的时间较长;高于60℃时,达到珠光效果的时间较短,相应得到的镀层较为粗糙,原因是镀液温度高,镍离子运动速度加快,沉积速度相应加快。
控制温度在50-55℃,可以满足在3min以内,得到合格的珠光镀层,同时减少镍的消耗,降低成本。
5.添加剂对镀层的影响
KMD-A1的作用为“起沙载体”,它能使镍的析出晶粒细化,增加镀层的柔软性,并能提高镀液的抗杂能力和走位能力,在一定范围内提高镀层的光亮度,其使用范围为5-20ml/L,当新镀液开缸时如加入量为5ml/L,镀层的色泽较暗,加入10ml/L时,镀层色泽洁白并有一定的光泽。
KMD-B1的作用为“辅助剂”,是由几种有机物的复配物,它的作用是防止沙变粗,在生产中用以调节沙的粗细,有本组分的镀液寿命可延长至十至十五天连续生产不需处理或过滤镀液。
KMD-C1的作用为“主沙剂”,是几种有机物的复配物,易溶于水中,不会在镀液中产生浊点,而引起镀液不稳定。
其作用是在镀液中产生珠光效果,加入量在0.5-1.0ml/L。
当加入量小于0.5时镀层为雾光镍,当加入量大于1.5ml/L时,镀层为沙镍,且镀层色泽较暗。
该添加剂在电镀过程中会消耗,但不会引起镀层质量下降,也不会在镀液表面形成油污,破坏镀液的稳定。
试验表明,使用上述添加剂,在最佳工艺范围内,镀层的柔软性与电镀时间长短无关,在定性测定柔软性试验时,将电镀1H所得镀层剥下,进行弯折试验,镀层的弯折度可达170度以上而不断折,适合各种工件及变形性较大,如眼镜架等加工行业。
6.扫描电镜分析结果
在试验过程中,通过调节添加剂的用量,得到的哑光的镀层,其扫描电镜结果见下图,镀层微观结构均匀,所以在宏观上反光更柔和、自然。
SEM 结果还显示,在镀层上并没出现传统珍珠镍所特有的半圆型凹坑,而是形成圆形颗粒状凹坑。
图1 哑光镀层放大2000倍的SEM照片。
图2珠光镀层放大2000倍SEM照片
图2为调节添加剂的用量后得到的有光泽的珠光镍SEM图。
所得图与图1没有很大的区别,只是镀层的光泽度比前一图的光泽度要高,外观似一粒粒珍珠,两种镀层中的金属镍的晶粒大小与形状基本一样。
图3为传统珍珠镍沙型SEM照片
图3为传统珍珠镍镀层的SEM图片,镀层的沙型呈半圆型凹坑,并且沙粒与沙粒之间比较松散,结构不紧密。
7.结论
(1)所得工艺操作简单,工艺范围宽,镀液处理周期长,易维护,在最佳工艺范围内得到的镀层外观细腻,色泽似珠光般柔美,高贵典雅。
镀
层柔软性好,与基体结合力好,与其它镀种配伍性强。
(2)SEM图表明,无浊点的KMD珍珠镍添加剂的作用机理与传统的添加剂的作用机理不同,镀出的产品形成很多均匀分布的独立小晶粒,使
镀层产生均匀的漫反射,宏观上给人以珍珠般的缎面效果。
(3)。