HANUC加工中心系统参数说明书
CNC哈斯机器操作指南

开机启动 Start Up Procedure
1. 在关机状态下,按绿色的“Power On(开机)”按钮,机器随之进入 启动状态,请耐心等待。 If the machine is off, press the green “POWER ON” button. This will begin a startup cycle that may take a few minutes to complete.
5. 按“SELECT PROG(选择程序)”键。 Press “SELECT PROG” key.
18
从USB导入程序 Loading a Program into Memory From USB
显示屏上会显示程序内容。如果程序内容背景色是蓝色,按两次“MEM (记忆)”按键使其转换为白色。只有当程序内容背景色为白色时,才表 示程序即将启动。 The program will appear in the upper left window of the display screen. A white background means the program is ready to run. If the background is blue, press “MEM” key to activate.
31
使用对刀仪设置刀具长度
Using Touch Setter to Set Tool Length
7. 按“ENTER(输入)”键。 Press the “ENTER” key.
32
使用对刀仪设置刀具长度
Using Touch Setter to Set Tool Length
8. 利用方向键在屏幕上选择刀具种类:铣刀,钻头,丝攻。选好以后, 按“ENTER(输入)”键。
加工中心操作说明
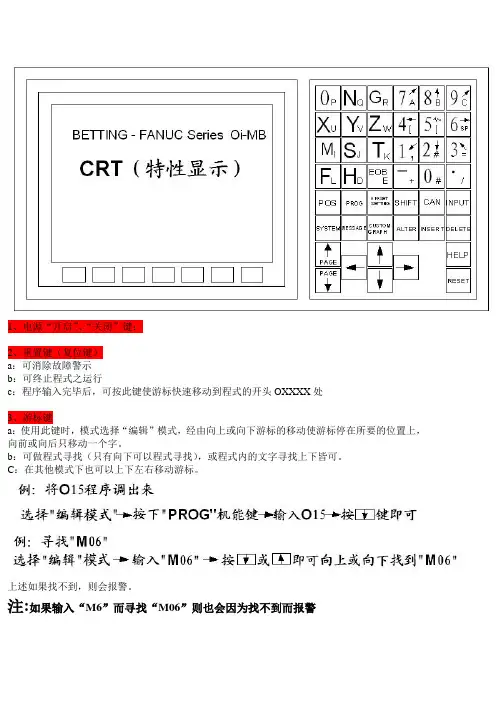
1、电源“开启”、“关闭”键:2、重置键(复位键)a:可消除故障警示b:可终止程式之运行c:程序输入完毕后,可按此键使游标快速移动到程式的开头OXXXX处3、游标键a:使用此键时,模式选择“编辑”模式,经由向上或向下游标的移动使游标停在所要的位置上,向前或向后只移动一个字。
b:可做程式寻找(只有向下可以程式寻找),或程式内的文字寻找上下皆可。
C:在其他模式下也可以上下左右移动游标。
上述如果找不到,则会报警。
注:如果输入“M6”而寻找“M06”则也会因为找不到而报警4:翻页键与3差不多,翻程序快。
5:转换键(SHIFT)此键无连续性,用一次就按一次6:文字键输入英文字母、数字和其他文字7:程式编辑键(ALTER)程式更改键,可为程式名或程式内文字改革例题1:将G90改为G91例题2:将O0001改为O0002注:NC内无O0002存在,否则会产生报警。
注:该键只能一次修改一次8:程式插入键(INSERT)可作为新建程式或程式内文字插入例题1:程序名的建立选择“编辑”模式选择“PROG”机能键“【DIR】”软键显示已有程序名输入Oxxxx(程序名不能重复)INSERT”输入例题2:程序的输入按已编好的程序输入即可注:a、可连续输入但输完一行必须以“;“结束。
b、输入完后按“INSERT”后才能保存c、可输入完一行后按也可输入几行后按“INSERT”例题3:字和程序段的插入如在G90 G54 X0 Y0的G90 G54之间插入G00:将光标移到G90位置,输入G00,然后按下INSERT如在G90 G54 X0 Y0;和G01 X10 Y10;,两段之间插入G01 X5 Y5;、将光标移动到G90 G54 X0 Y0;的“;”位置,输入G01 X5 Y5;,按“INSERT”键即可。
9:程式删除键(DELETE)例题1:单个字的删除例题2:程序段的删除将光标移到预删除程序段的最前端,输入“;”,再按“DELETE”功能键例题3:整个程序的删除输入程序号“Oxxxx”,按下“DELETE”功能键例题4:多个程序段的删除:将N10到N120删除将光标移到N10处,输入N120,再按“DELETE”功能键例题5:多个程序删除,将O10到O80之间的所有程序删除输入O10,O80,按下“DELETE”功能键10、输入键:INPUT校刀,补刀输入键:此键不能作为程式输入用,仅作为校刀,补刀以及手动输入(MDI)之输入。
数控加工中心机械说明书 中英文
目录Catalog AI安全注意事项Safety precautions………………………………………II安全操作指导原则Safe operating guide…………………………………III★★★重要说明★★★★★★Important★★★……………………………IV安装须知Installation notice……………………………………V环保须知Environmental notice………………………………VI前言Foreword………………………………………………VII第一次启动前注意事项Notice before the first time starting………………..VIII目录Catalog B………………………………….使用说明书 Operating instructionOperating manual电气说明书 electrical operating instructionElectrical operating manual机械使用说明书Mechanical operating instructionMechanical operating manualI安全注意事项 Safety precautions在安装、运行、编程、维护、检修之前,请务必熟读机械制造商所刊行的规格书、本说明书、相关说明书、附属文件,然后正确使用。
请在熟悉了本装置相关知识、安全信息及注意事项之后再使用。
Before installing, operating, programming, maintaining, and overhauling, please be sure to read up on all related specification, instruction, manual book, and files.Before using this machine, please be familiar with all related knowledge, safety information, and precautions.在本说明书中,将安全注意事项的等级分为“危险”、“警告”、“注意”。
加工中心操作说明书
62FANUC--系0统操作编程说明书1第一篇:编程 61. 综述 6 1.1 可编程功能 6 1.2 准备功能 6 1.3 辅助功能 82. 插补功能9 2.1 快速定位( G00) 9 2.2 直线插补( G01)10 2.3 圆弧插补( G02/G03) 11 3. 进给功能 12 3.1 进给速度 12 3.2 自动加减速控制13 3.3 切削方式( G64)13 3.4 精确停止 (G09) 及精确停止方式 (G61) 13 3.5 暂停( G04) 13 4. 参考点和坐标系 14 4.1 机床坐标系14 4.2 关于参考点的指令 ( G27、 G28、 G29 及 G30 ) 14 4.2.1 自动返回参考点(G28)14 4.2.2 从参考点自动返回( G29) 15 4.2.3 参考点返回检查( G27 ) 15 4.2.4 返回第二参考点( G30 ) 15 4.3 工件坐标系17 4.3.1 选用机床坐标系 ( G53)17 4.3.2 使用预置的工件坐标系( G54~G59)17 4.3.3 可编程工件坐标系 ( G92) 18 4.3.4 局部坐标系 ( G52) 19 4.4 平面选择 19 5. 坐标值和尺寸单位20 5.1 绝对值和增量值编程( G90 和 G91) 20 6. 辅助功能 20 6.1 M 代码20 6.1.1 程序控制用 M 代码 20 6.1.2 其它 M 代码21FANUC--系0统操作编程说明书 26.2 T 代码216.3 主轴转速指令 (S 代码 ) 226.4 刚性攻丝指令( M29 )227. 程序结构22 7.1 程序结构22 7.1.1 纸带程序起始符 (Tape Start) 22 7.1.2 前导 (Leader Section) 22 7.1.3 程序起始符 (Program Start) 23 7.1.4 程序正文 (Program Section) 23 7.1.5 注释 (Comment Section) 23 7.1.6 程序结束符 (Program End) 23 7.1.7 纸带程序结束符 (Tape End) 23 7.2 程序正文结构23 7.2.1 地址和词23 7.2.2 程序段结构247.2.3 主程序和子程序248. 简化编程功能27 8.1 孔加工固定循环 (G73,G74,G76,G80~G89) 27 8.1.1 G73(高速深孔钻削循环)31 8.1.2 G74(左螺纹攻丝循环)32 8.1.3 G76(精镗循环 ) 32 8.1.4 G80(取消固定循环 ) 33 8.1.5 G81(钻削循环 ) 34 8.1.6 G82(钻削循环,粗镗削循环 ) 34 8.1.7 G83(深孔钻削循环 ) 34 8.1.8 G84(攻丝循环 ) 35 8.1.9 G85(镗削循环 ) 36 8.1.10 G86(镗削循环 ) 36 8.1.11 G87(反镗削循环 ) 36 8.1.12 G88(镗削循环 ) 37 8.1.13 G89(镗削循环 ) 37 8.1.14 刚性攻丝方式388.1.15 使用孔加工固定循环的注意事项399. 刀具补偿功能40 9.1 刀具长度补偿 (G43,G44,G49) 40FANUC--系0统操作编程说明书 3 9.2 刀具半径补偿40 9.2.1 补偿向量40 9.2.2 补偿值40 9.2.3 平面选择41 9.2.4 G40、 G41 和 G42 41 9.2.5 使用刀具半径补偿的注意事项41第二篇: NC 操作421. 自动执行程序的操作42 1.1 CRT/MDI 操作面板42 1.1.1 软件键42 1.1.2 系统操作键42 1.1.3 数据输入键42 1.1.4 光标移动键42 1.1.5 编辑键和输入键43 1.1.6 NC 功能键43 1.1.6 电源开关按钮43 1.2 MDI 方式下执行可编程指令43 1.3 自动运行方式下执行加工程序43 1.3.1 启动运行程序431.3.2 停止运行程序442. 程序验证和安全功能44 2.1 程序验证功能44 2.1.1 机床闭锁44 2.1.2 Z 轴闭锁44 2.1.3 自动进给的倍率44 2.1.4 快速进给的倍率44 2.1.5 试运行45 2.1.6 单程序段运行45 2.2 安全功能45 2.2.1 紧急停止452.2.2 超程检查453. 零件程序的输入、编辑和存储45 3.1 新程序的注册45 3.2 搜索并调出程序46FANUC--系0统操作编程说明书 4 3.3 插入一段程序46 3.4 删除一段程序46 3.5 修改一个词473.6 搜索一个词474. 数据的显示和设定48 4.1 刀具偏置值的显示和输入48 4.2 G54~G59 工件坐标系的显示和输入48 4.3 NC 参数的显示和设定484.4 刀具表的修改495. 显示功能50 5.1 程序显示505.2 当前位置显示506.在线加工功能50 6.1 有关参数的修改:506.2 有关在线加工的操作 . 517.机床参数的输入﹑输出518.用户宏 B 功能558.1 变量55 8.1.1 变量概述55 8.1.2 系统变量56 8.2 算术和逻辑操作618.3 分支和循环语句63 8.3.1 无条件分支( GOTO 语句)63 8.3.2 条件分支( IF 语句)63 8.3.3 循环 (WHILE 语句 ) 64 8.3.4 注意658.4 宏调用65 8.4.1 简单调用(G65)65 8.4.2、模调用(G66、 G67)67 8.4.3 G 码调用宏68 8.4.4、M 码调用宏68 8.4.5 M 码调用子程序698.4.6 T 码调用子程序69 8.5 附加说明6962FANUC--系0统操作编程说明书 5 附录 1:报警代码表711.程序报警 (P/S 报警 ) 712.伺服报警733.超程报警744.过热报警及系统报警74 附录 2:CRT/MDI 面板图7562FANUC--系0统操作编程说明书 6第一篇:编程1.综述1.1 可编程功能通过编程并运行这些程序而使数控机床能够实现的功能我们称之为可编程功能。
HANUC加工中心操作说明书
数控系统专业制造商
HANUC 加工中心 操作说明书
深圳市海纳科数控科技有限公司
HANUC CNC Series 加工中心操作说明书
目录
目 录...................................................................................................................................................... I
第七章 程序的管理、编辑及校验 ..................................................................................................28 7.1 程序的管理 ..........................................................................................................................28 7.2 程序的编辑及校验 ..............................................................................................................33
第五章 手轮操作 ..............................................................................................................................20 5.1 手轮移动 ................................................................................................................................20 5.2 主轴操作 ..............................................................................................................................21 5.3 其它手动操作
数控加工中心机床面板按键说明书【图解】
今天讲的是加工中心操作面板详解,从事加工中心cnc工作,都是需要实际操作机器的。
那么操作面板上的按键你都了解吗?在这里远歌给你详细的解读明白。
数控加工中心机床面板按键说明书:项目一操作面板及其功能应用加工中心的操作面板由机床控制面板和数控系统操作面板两部分组成,下面分别作一介绍。
一、机床操作面板主要由操作模式开关、主轴转速倍率调整开关、进给速度倍率调整开关、快速移动倍率开关以及主轴负载荷表、各种指示灯、各种辅助功能选项开关和手轮等组成。
不同机床的操作面板,各开关的位置结构各不相同,但功能及操作方法大同小异,具体可参见数控铣床操作项目相关内容。
二、数控系统操作面板由CRT显示器和操作键盘组成,面板功能键介绍可参见数控车床操作项目相关内容。
三、项目二开机及回原点四、开机 1、首先合上机床总电源开关; 2、开稳压器、气源等辅助设备电源开关; 3、开加工中心控制柜总电源; 4、将紧急停止按钮右旋弹出,开操作面板电源,直到机床准备不足报警消失,则开机完成。
五、机床回原点开机后首先应回机床原点,将模式选择开关选到回原点上,再选择快速移动倍率开关到合适倍率上,选择各轴依次回原点。
六、注意事项1、在开机之前要先检查机床状况有无异常,润滑油是否足够等,如一切正常,方可开机;2、回原点前要确保各轴在运动时不与工作台上的夹具或工件发生干涉;3、回原点时一定要注意各轴运动的先后顺序。
项目三工件安装根据不同的工件要选用不同的夹具,选用夹具的原则: 1、定位可靠; 2、夹紧力要足够。
安装夹具前,一定要先将工作台和夹具清理干净。
夹具装在工作台上,要先将夹具通过量表找正找平后,再用螺钉或压板将夹具压紧在工作台上。
安装工件时,也要通过量表找正找平工件。
项目四刀具装入刀库一、刀具选用加工中心的刀具选用与数控铣床基本类似,在此不再赘述。
二、刀具装入刀库的方法及操作当加工所需要的刀具比较多时,要将全部刀具在加工之前根据工艺设计放置到刀库中,并给每一把刀具设定刀具号码,然后由程序调用。
HANUC2000I-MD维护说明书
系统维护说明书一、HANUC加工中心系统编程和操作时常见问题分析1 加工出来的工件形状不正确原因说明:1)编程错误,比如没有输入小数点,G02输成了G03,或坐标值输入错误;2)固定循环或复合循环指令对应的加工参数使用不正确;解决办法:1)按照编程手册要求,正确编辑程序;2)检查装夹是否夹紧。
2 自动加工时,按下循环启动按键,机床不动作原因说明:1)程序没有按照指定格式编写,比如程序头没有“%”,或程序尾没有“M30”,或在M30指令后没有输入回车符;2)程序中有的指令出现语法错误,比如输入一个坐标值时,多输入了一个小数点;3)进给指令中没有指定F值(若没指定F值,则系统认为进给速度为0);4)进给倍率旋钮旋到了0档;5)系统出现报警后,没有复位(即没有打开伺服);6)伺服驱动器报警。
解决办法:1)按照编程手册要求,正确编辑程序;2)调整进给倍率旋纽;3)系统出现报警后(比如急停后),要执行复位操作;4)若出现伺服报警,则要断电,重新上电。
3 手动方式下,按移动键,机床不动作原因说明:1)手动倍率旋钮旋到了0档;2)系统出现报警后,没有复位(即没有打开伺服);3)伺服驱动器报警。
解决办法:1)调整手动倍率旋纽;2)系统出现报警后(比如急停后),要执行复位操作;3)若出现伺服报警,则要断电,重新上电。
4 MDI方式下,机床无动作原因说明:1)进给倍率旋钮旋到了0档;2)系统出现报警后,没有复位(即没有打开伺服);3)伺服驱动器报警;4)移动指令输入后,没有回车;5)没有输入F指令。
解决办法:1)调整进给倍率旋纽;2)系统出现报警后(比如急停后),要执行复位操作;3)若出现伺服报警,则要断电,重新上电;4)输入指令后,记得要回车;5)进给指令输入时,要确认输入了F值。
5 螺纹加工不正确原因说明:1)螺纹加工程序输入不正确(螺距要用F指令,F1.0就表示1毫米的螺距);2)螺纹加工时,引入的长度太短;3)主轴没有转或转速太高,或主轴变频器故障;4)主轴编码器回路故障。
HANUC加工中心系统参数使用说明
05AM数控系统的参数说明本系统的参数均采用方便、易懂的表格化设计。
下面将对各类参数做详细的说明。
一、参数输入方式HANUC系统的参数值有两种形式,一类为直接输入型(直接输入数值),另一类为选择输入型(提供若干数值让用户选择)。
当把系统参数中参数项“诊断参数可以修改”设为“允许”,就可以对进给轴参数、主轴参数、输入参数、输出参数、T自定义参数和M自定义参数进行配置。
参数输入的操作过程为:通过数控键盘上的“光标键”将“虚线矩形框”移动至要输入的参数栏中,按“回车键”,就可以修改参数。
若为直接输入型,则输入数值后,按“回车键”即可;若为选择输入型,则按“光标键”选择要设置的参数值,然后再按“回车键”即可。
参数框中的“确认”按键表示新输入的参数值有效;“保存”按键表示将参数表中的参数保存起来,并使新输入的参数值有效,下一次上电后的参数值为最后一次保存的参数值;“缺省”按键表示将参数恢复为上一次存盘的数值;“放弃”按键表示新输入的参数值无效,继续保持新输入之前的参数值。
二、参数配置(一)系统参数配置(参数进入的缺省密码是1234)(二)伺服运动轴参数的配置伺服电机编码器每转计数。
如果为2500个脉冲,则应填入10000,如果为2000个脉冲,则为8000。
因为控制系统对此信号进行了四倍频。
015每转移动量(mm)5.0 5.0 5.0伺服电机每转一周对应工作台的移动量。
例如:当Z1:Z2=1:1,则010参数设为5.0mm;当Z1:Z2=1:2,则010参数设为2.5mm;当Z1:Z2=2:3,010参数则为10/3mm,会出现数值除不尽的现象,此时要连同009参数一起设置,同时扩大,009参数应设为30000,而010参数设为10.0mm。
016电机旋转方向反转反转反转用于设置伺服电机的旋转方向,缺省值为“反转”。
例如:如果在“手动连续”方式下,按操作面板上的“+X”方向键,工作台向-X方向移动,则应调整旋转方向,将该参数的值设置为“正转”。
加工中心操作说明书
(1)开机操作顺序A.打开外部总电源开关.B.切换电气箱总电源开关至”ON”状态,打开机台总电源.C.按操作面板上的”POWER ON”开关,打开NC电源.D.释放”紧急停止”开关.(2)关机操作顺序A.按下”紧急停止”开关,使机台进入紧急停止状态.B.按操作面板上的”POWER OFF”开关,关闭NC电源.C.切换电气箱总电源开关至”OFF”状态,关闭机台总电源.D.关闭外部总电源开关.(3)紧急停止开关:运转中,遇有危急的情况,立即押下此钮,机器将立即停止所有的控制;欲解除时,顺时针方向旋转此钮后,即可恢复待机状态.于解除紧急停止后,各轴必须实施机械原点复归,方可继续操作.(4)机械原点复归:机器开关机之后必须执行原点复归来建立起机械坐标系统.(5)快速移动:欲将机械各轴做大距离且快速的移动,可用快速移动.其操作步骤如下:A.模式选择开关旋转至”RAPID快送”位置.B.将快速移动速率百分比置于所需之位置.C.按下轴向移动选择开关,使各轴依所需要的方向移动.十三、PLC开关4、M.T.L.M.刀具补偿取消.5、MAN ABSOLUTE 手动绝对值(一定要开)11、AOTO POWEROFF 自动断电12、NO AIR CHECK 风压检测取消13、ATC SENSOR ON 刀库定位SENSOR接点变换14、NO USE ATC 不使用刀库15、LUBE AB CHANGE 润滑油检测接点切换16、ALARM LAMP 异警灯闪烁17、10 TOOL 选择刀库数18、16 TOOL19、20 TOOL20、12 TOOL十四、PLC记时器6055 润滑机运转时间6101润滑机暂停时间十六、ALARM MESSAGENO内容原因处理方式4 ATC NOT READY 1.夹刀无信号2.刀库后退无信号1.检查夹刀是否到位2.检查刀库后退是否到位刀库后X24 刀库前X2614 MAGZINE NOTORIENTATION刀库未到位检查刀库计数SENSOR是否正常(未照到梁块位置为正常若未能停至正常位置请将PLC开关13反白)18 LOW LUBE LEVEL 润滑油不足检查润滑油箱是否低于低油位线19 LOW AIR RESSURE 风压不足检查风压是否足够2 3-AXIS NOT HOXIE 三轴未回原点请执行各轴原点复归26 MOTOR VERLOAD 马达超载请按下超载保护器上RESET键十七、M码一览表M00 选择停止(不须按面板选择停止)M01 选择停止(须按面板选择停止)M02 程序结束M03 主轴正转M04 主轴反转M05 主轴停止M07 外部吹气M08 切削少液ON(须按面板切削液自动)M09 切削水,外部吹气停止M13 切削水ON反主轴正转M14 切削水ON反主轴反转M19 主轴定位M24 主轴松刀M25 主轴夹刀M30 程序结束及自动断电(须按面板自动断电才有此功能) M40 第四轴松M41 第四轴夹M81 刀库前进M84 刀库后退M99 程序循环。
数控加工中心机床面板按键说明书【图解】
今天讲的是加工中心操作面板详解,从事加工中心cnc工作,都是需要实际操作机器的。
那么操作面板上的按键你都了解吗?在这里远歌给你详细的解读明白。
数控加工中心机床面板按键说明书:项目一操作面板及其功能应用加工中心的操作面板由机床控制面板和数控系统操作面板两部分组成,下面分别作一介绍。
一、机床操作面板主要由操作模式开关、主轴转速倍率调整开关、进给速度倍率调整开关、快速移动倍率开关以及主轴负载荷表、各种指示灯、各种辅助功能选项开关和手轮等组成。
不同机床的操作面板,各开关的位置结构各不相同,但功能及操作方法大同小异,具体可参见数控铣床操作项目相关内容。
二、数控系统操作面板由CRT显示器和操作键盘组成,面板功能键介绍可参见数控车床操作项目相关内容。
三、项目二开机及回原点四、开机 1、首先合上机床总电源开关; 2、开稳压器、气源等辅助设备电源开关; 3、开加工中心控制柜总电源; 4、将紧急停止按钮右旋弹出,开操作面板电源,直到机床准备不足报警消失,则开机完成。
五、机床回原点开机后首先应回机床原点,将模式选择开关选到回原点上,再选择快速移动倍率开关到合适倍率上,选择各轴依次回原点。
六、注意事项1、在开机之前要先检查机床状况有无异常,润滑油是否足够等,如一切正常,方可开机;2、回原点前要确保各轴在运动时不与工作台上的夹具或工件发生干涉;3、回原点时一定要注意各轴运动的先后顺序。
项目三工件安装根据不同的工件要选用不同的夹具,选用夹具的原则: 1、定位可靠; 2、夹紧力要足够。
安装夹具前,一定要先将工作台和夹具清理干净。
夹具装在工作台上,要先将夹具通过量表找正找平后,再用螺钉或压板将夹具压紧在工作台上。
安装工件时,也要通过量表找正找平工件。
项目四刀具装入刀库一、刀具选用加工中心的刀具选用与数控铣床基本类似,在此不再赘述。
二、刀具装入刀库的方法及操作当加工所需要的刀具比较多时,要将全部刀具在加工之前根据工艺设计放置到刀库中,并给每一把刀具设定刀具号码,然后由程序调用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
H A N U C加工中心系统参
数说明书
SANY GROUP system office room 【SANYUA16H-
05A M数控系统的参数说明本系统的参数均采用方便、易懂的表格化设计。
下面将对各类参数做详细的说明。
一、参数输入方式
HANUC系统的参数值有两种形式,一类为直接输入型(直接输入数值),另一类为选择输入型(提供若干数值让用户选择)。
当把系统参数中参数项“诊断参数可以修改”设为“允许”,就可以对进给轴参数、主轴参数、输入参数、输出参数、T自定义参数和M自定义参数进行配置。
参数输入的操作过程为:通过数控键盘上的“光标键”将“虚线矩形框”移动至要输入的参数栏中,按“回车键”,就可以修改参数。
若为直接输入型,则输入数值后,按“回车键”即可;若为选择输入型,则按“光标键”选择要设置的参数值,然后再按“回车键”即可。
参数框中的“确认”按键表示新输入的参数值有效;“保存”按键表示将参数表中的参数保存起来,并使新输入的参数值有效,下一次上电后的参数值为最后一次保存的参数值;“缺省”按键表示将参数恢复为上一次存盘的数值;“放弃”按键表示新输入的参数值无效,继续保持新输入之前的参数值。
二、参数配置
(一)系统参数配置(参数进入的缺省密码是1234)
(二)伺服运动轴参数的配置
(三)C/B/A轴参数配置表
(四)主轴参数的配置
(五)输入量参数的配置
(六)输出量参数的配置
(七)对刀参数配置
(八)刀具几何补偿参数表
(九)T自定义
(十)M自定义参数配置
(十一)报警参数配置
(十二)档位设置。