整经设备及其技术特征
机织—整经工艺及发展 -1
整经工艺及整经机的最新设备和发展趋势摘要:整经工艺分为分批整经,分条整经,分段整经和球经整经。
各种方法各有利弊,各有使用的范围。
本文通过介绍三款分批整经机和分条整经机来介绍当下国内和国外整经机的先进技术及发展趋势。
关键词:智能整经机,高速整经机,机电一体化整经机,整经机发展趋势一:整经简介整经是纺织工艺中非常重要的一步,它的加工质量将直接影响后道加工的生产效率和织物质量。
因此整经机的好坏和效率关系到整个制造过程的质量。
目前各类国产整经机已基本达到国内纺织企业整经生产的要求,但在整经张力控制、整经速度、整经自动控制等方面,与国外设备尚存在一定差距。
虽然国外先进整经机与国内高产整经机相比仍具有较高的性价比优势,但随着近年来国产整经机的快速发展,整经设备的主要技术参数和技术特征均已接近国外同类机型水平。
近年来,整经机的机电一体化发展越发迅速,国内市场也涌现出一批优秀的整经机,我们不妨通过一些实例来看看整经机的先进设备以及其今后的发展1.1整经及其地位整经是将一定根数的经纱按工艺设计规定的长度和幅宽,以适宜、均匀的张力平行卷绕在经轴或织轴上的工艺工程。
整经工序使得经纱卷装由络筒筒子变成经轴或织轴,若所制成的是经轴,则再通过浆纱工序形成织轴。
若所制成的是织轴,则提供给穿经工序,为构成织物的经纱系统做进一步准备。
在纺织的准备工序中,有络筒、整经、浆纱、上浆等。
其中整经工序的加工质量直接影响后道加工的生产效率和织物质量。
需注重各个细节做好整经。
1.2整经过程1.分批整经:先将全幅织物所需要的总经纱根数的一部分卷绕成若干只经轴,然后再将若干只经轴通过浆纱机并合或用并轴机并合后卷绕在织轴上,以满足总经根数的要求。
轴经整经的特点是整经速度快,生产率高,适宜于大批量生产,常用于棉织方面。
2.分条整经:先将全幅织物所需的总经纱根数的一部分按照需要组成一个条带,然后将其卷绕在整经滚筒上。
当一根条带绕到规定长度时,剪断并穿入绞线。
第二章 整经(冯13911)

分层穿筘法则从上层(或 下层)开始,把纱线穿入伸缩 筘中部,然后逐层向伸缩筘 外侧穿入,如图2—10(b)所 示。此法纱线层次清楚,找 头、引纱十分方便,但扩大 了纱线张力差异,影响整经 质量。因此,目前1452型整 经机上较多采用分排穿筘法。
二、分条整经的卷绕 (一)卷绕传动
滑差电动机1经主轴O1、 离合器2,使滚筒3转动,将
纱线条带卷绕到滚筒上。卷
绕过程中滚筒卷绕半径和卷
绕力矩不断增大,滑差电动
机的机械特性使滚筒转速下
降,从而保证纱线卷绕速度、
卷绕张力恒定。分条整经机
上除使用滑差电动机调速外,
还有交流电动机配以无级变
速器调速、直流变速电动机
2-11
阻力,满足片纱张力调整的需要。
均匀张力的措施
1. 筒子与导纱瓷眼的相对位置 2. 合理配置张力垫圈的重量 3. 合理穿入后筘和伸缩扣 4. 适当加长筒子架到机头的距离 5. 集体换筒 6. 加强生产管理,保持良好的机械状态
第二节 整经卷绕
整经卷绕一般属平行卷绕方式,对卷绕过程的要求是整经 张力和卷绕密度均匀、适宜,卷绕成形良好。
1.分批整经 (轴经整经)
生产效率高,适宜于大批量生产的特点,并且整经轴质量也 较好,片纱张力比较均匀。主要用于原色或单色织物生产,也 可用于色织物生产,但对于花纹复杂或隐条、隐格织物有一定 技术难度。
分批整经机可分为两大类:一类是滚筒式摩擦传动整经机, 如1452型分批整经机等;另一类是整经轴直接传动的整经机, 如GA121分批整经机和BenningerZC—L分批整经机等。
CGGA114B 型电子整经机
CGGA114B 型新型整经机CGGA114B 型整经机是在CGGA114 型整经机基础上研制开发的新型整经机。
除保留CGGA114 型整经机的优异功能外,又有新的技术特征:压辊在制动时具有反跳功能。
自动挡风玻璃板。
W形铰链式伸缩筘。
中文触摸式电脑,显示屏显示计长﹑速度﹑断头次数及班产量等,并可自动显示故障信息。
增加一个安全杆有保护功能,抬杆刹车,保护挡车工安全。
技术参数:1、适用范围:棉,化纤及混纺纤维97-5.8tex (6s-10 s)2、整经速度: 100-1000m/min 无级调速3、整经幅宽: 1600mm, 1800mm, 2000mm4、经轴规格: a. 经轴边盘直径: 812mmb.轴芯直径: 214mmc. 圆盘直径: 214mm, 245mm, 295mmd. 传动方式:锥回定位,传动销传动锥内齿传动(适用于贝宁格,大雅,哈科巴露易斯经轴)5、伸缩筘:“W”字形,筘片穿在弹簧里,适应头份最多720根6、计长表:可预选可复零电子式计长表,最大计长99999m7、操作高度:测长辊顶面距地1087.5mm8、制动距离:小于4m9、筒子架形式:整体呈小 V形,v形角度6o10、锭子放置形式:水平或上倾14o11、筒子数:最多720只12、框架形式:每组框架4根或3根立柱,回转180o,内外侧均可摆放筒子13、清洁装置:a.筒子架框架顶面两侧各设一套自动往复式风扇吹风b.框架上方摇头风扇吹风14、张力器:双(三)立柱双圆盘式可调节包角15、导纱器:瓷件,间距14.5mm一、填空题:1、络筒过程中构成络筒张力的因素有:、、。
2、络筒时导纱距离等于和大于时,络筒张力都能保持较小波动,有利于络筒张力的均匀。
所以普通络筒机采用导纱距离一般为的距离,自动络筒机的速度很高,一般采用的导纱距离并附。
3、络筒时当速度增加时,纱线退绕张力;纱线特数增大时,纱线退绕张力。
4、气圈破裂器的作用是:当运动中的纱线和它摩擦碰撞,可以抑制的增长,从而减少纱线张力的波动。
BENN1NGER贝宁格分批整经机技术特征分析

新型织造及准备技术研讨会BENNlNGER贝宁格分批整经机技术特征分析邹迁(天津纺织集鹾天一有限公司)贝宁格(BENNINGER)高效分批整经机是瑞士贝宁格公司的知名品牌,在世界各地众多纺织生产厂家都有使用。
其产品具有高车速、高产量、高质量、低张力、品种适应广等特点。
适应了当前整经工艺的要求和发展趋势。
其独特的OPTOSTOP颚式张力器、自动预张力器、自动防缠绕装置、自动计长修正系统等装置,为保证和提高整经产品质量提供了条件。
其各部位主要性能如下:1筒子架部份1.1大V型筒架。
(BEN—VCREEL/OPTOSTOP-768为例)即两侧筒架为V形排列。
这种配置非常有利于对短纤维(棉、棉混纺、人造丝等)经纱进行低张力高速直接整经。
1.2可简单、方便、快速换筒。
因此,停机时间短,工作效率高。
(1)V形筒架采用环状链条形式。
在筒架外侧的筒子进行整经时,筒架内侧空锭杆可以做筒子存储。
换筒时,按动按钮,由电机驱动链条运动,实现快速、集中换筒。
(2)配置(电动)剪纱装置。
当换筒时,不需拉断筒角纱线。
可用剪纱装置切断纱尾,实现快速、省力地换筒。
1.3锭杆(1)锭杆:为带凸盘的园柱形,直径10ram,长度170ram。
(2)锭杆呈梅花型排列,优化了空间利用率。
垂直距离为240mm~435Inm,水平距离为240ram和320ram两档。
1.4配置先进的OPTOSTOP张力器及电子监控系统。
OPTOSTOP颚式张力器是专门为短纤维纱线高速整经时,控制筒子退绕张力而设计的,可保证纱线低张力高速运行和停机时防止松线。
其零件制造精确,品种适应范围广,适用于5~170tex纱线。
(118~3.5Ne)其作用和特点:(1)当出现断头停车时,张力器的制动盘立即关闭,夹持住纱线,防止出现松纱、捻缩,并保持纱线一定的张力。
一旦开车。
张力稳定时,张力器的制动盘立即自动张开释放纱线。
(2)当正常运行时,张力器的制动盘处于张开状态,可保证纱线在低张力(较少的导纱元件接触)状态下高速运行。
整经工艺

6
(一)张力装置
1.圆盘式张力器 圆盘式张力器
圆盘式张力装置安装在筒 纱的前方。经纱从筒子引 出经档板1并自磁孔2穿入 后,通过上张力盘3与下 张力盘4之间,绕一个立 柱7或三个立柱5、6、7后 引出。张力盘的位置可在 沟漕8滑移,以调节经纱 包围角。 图中(1)表示最小张力 调整位置,(2)表示最 大张力调整位置。
9
(二)贮纱装置
上摆式贮纱装置主要由一组固定贮纱辊1,摆动贮纱辊2,夹纱板 3,以及摆臂4等组成。
10
(三)机头
整经机机头部分主要由机头箱,经轴、主电机及尾架 组成。
(四)静电消除器
静电消除器的作用是将整经过程中纱线所产生的静电 及时加以消除。
(五)毛丝检测装置
毛丝检测装置作用是检测纱线中毛丝、粗节并在整经 中予以消除。
要求: 要求:
在整经过程中不仅要求经轴成形良好,还应改善经纱的编织 性能,消除经纱疵点,为织造提供良好的基础。
3
二、整经方法
1、轴经整经 、
轴经整经是将经编机一把梳栉所用的经纱,同时和全部卷绕到 一个经轴上。
2、分段整经 、
分段整经是将经轴上的全部经纱分成几份,卷绕成狭幅的分段 经轴,再将分段经轴组装成经编机上用的经轴。
第六章 整经工艺与设备
1
知识点
理解整经的目的与要求 了解整经机的分类以及各种整经机的结 构、功能和特点 掌握整经在经编生产中的作用和意义 重点掌握整经工艺计算的方法
2
第一节 整经的要求与整经方法
一、整经的目的与要求
目的: 目的:
整经应将筒子纱按照工艺所需要的经纱根数与长度,在相同 的张力下,平行、等速、整齐地卷绕成经轴,以供经编机使 用。
11
整经设备及其技术特征
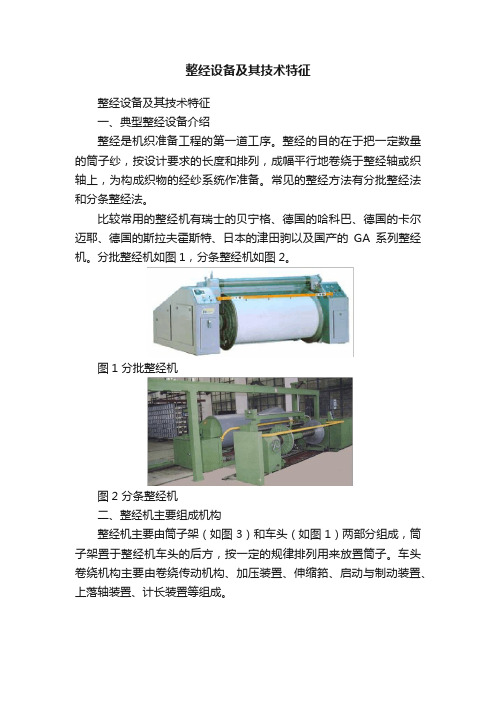
整经设备及其技术特征整经设备及其技术特征一、典型整经设备介绍整经是机织准备工程的第一道工序。
整经的目的在于把一定数量的筒子纱,按设计要求的长度和排列,成幅平行地卷绕于整经轴或织轴上,为构成织物的经纱系统作准备。
常见的整经方法有分批整经法和分条整经法。
比较常用的整经机有瑞士的贝宁格、德国的哈科巴、德国的卡尔迈耶、德国的斯拉夫霍斯特、日本的津田驹以及国产的GA系列整经机。
分批整经机如图1,分条整经机如图2。
图1 分批整经机图2 分条整经机二、整经机主要组成机构整经机主要由筒子架(如图3)和车头(如图1)两部分组成,筒子架置于整经机车头的后方,按一定的规律排列用来放置筒子。
车头卷绕机构主要由卷绕传动机构、加压装置、伸缩筘、启动与制动装置、上落轴装置、计长装置等组成。
图3 整经筒子架三、整经机主要技术性能1、分批整经机主要技术性能常见分批整经机的主要技术性能见表1。
2、分条整经机主要技术性能常见分条整经机主要技术性能见表2。
四、分批整经工艺参数分批整经主要工艺参数有整经张力、整经速度、整经配轴等。
整经张力与纤维材料、织物组织、纱线线密度、整经速度、筒子尺寸、筒子架形式、筒子分布位置及伸缩筘穿法等因素有关。
工艺设计应尽量保证单纱张力适度、片纱张力均匀。
整经张力通过调整张力装置工艺参数(张力圈重量、弹簧加压压力、摩擦包围角等)以及伸缩筘穿法来调节。
整经速度可在整经机的速度范围内任意选择。
一般情况下,随着整经速度的提高,纱线断头将会增加,影响整经效率。
若断头率提高,整经机的高速度就失去意义。
高速整经条件下,整经断头率与纱线的纤维种类、原纱线密度、原纱质量、筒子卷装质量有着十分密切的关系,只有在纱线品质优良和筒子卷绕成形良好和无结纱时,才能充分发挥高速整经的效率。
整经轴上纱线排列过稀会使卷装表面不平整,从而使片纱张力不匀。
因此,整经根数的确定以尽可能多头少轴为原则,根据织物总经根数和筒子架最大容量,计算出一批经轴的最少只数,然后再分配每只经轴的整经根数。
整经
圆盘式经纱张力的大小取决于: 经纱绕过张力盘的个数,绕过张力盘的个数越多则 张力越大。 经纱对张力盘立柱的围绕方式,经纱对立柱的包围 角越大则经纱的张力越大。 上张力盘的重量,上张力盘的重量增加,则经纱的 张力加大,常用的有1.5cN、2cN、3.2cN、5cN等。
13
(二)张力装置 2.液态阻尼式张力器
Ø533~762/533 气动式经轴制动
经轴升降架夹紧 贮纱装置
气动、电动 上摆式(最大贮纱量为10m)
气动、气动 上摆式(最大贮纱量为10.8m)
张力罗拉装置
电子伺服控制的张力制动辊
均衡张力辊组,WA II 4Q型
加油装置 张力装置
自动溢流间歇加油装置 液阻尼式张力器
滴油自动补油装置 液阻尼式张力器(KFD-2型)
毛丝检测装置原理图
19
(八)张力均匀装置
1、张力感应装置; 2、电磁制动器; 3、张力辊; 4、导纱辊; 5、变速齿轮; 6、脉冲发生器。
20
(九)伸缩筘
伸缩筘的作用: 1、宽度调节:改变左右两个齿条之间的夹角。 2、形成交叉卷绕结构:在偏心凸轮作用下,沿经轴
轴向做微量的横向移动,使经轴产生轻微的交叉 卷绕结构,以利于经纱退绕。 3、保持与经轴表面相对恒定的位置:随着经轴直径 的加大,毛毡滚筒会发生移动,通过伸缩筘上升, 可保持其与经轴表面的相对位置不变。
上摆式贮纱装置
17
(五)静电消除器
静电消除器的作用是将整经过程中纱线所产生的静电 及时加以消除,通常是用针尖放电使空气电离的方式 释放经纱中的电荷。
(六)加油装置
1、电动机; 2、变速箱; 3、加油辊; 4、贮油箱; 5、电磁铁; 6、油槽; 7、油泵。
加油装置结构示意图
整经

纺织机械概论
第三节
整经工艺
• d、纱线合理穿入伸缩筘
分排法 特点:前排张力小的纱线, 穿入包围角较大的伸缩 筘中部, 张力均匀。 分层法 特点:由上层或下层开始, 张力大的上层或下层 纱配置折角大的中间筘齿. 层次清晰, 但张力差异大。 分排法
纺织机械概论
第三节
整经工艺
纺织机械概论
第三节
整经工艺
纺织机械概论
第二节
整经机
• 滚筒摩擦传动的整经轴卷绕(以1452型为例) • 传动系统简单,维修方便;纱线磨损严重,高速时 经轴会跳动,影响张力均匀程度和经轴圆整度。速 度低,逐渐被淘汰。断头后,经纱易卷入经轴,对制动 有较高要求.
纺织机械概论
第二节
整经机
• ⑵ 直接传动 • 采用直流调速或交流变频调速、液压无级变速器调速方 式,直接传动经轴。如Schlafhorst Z-25型整经机采用直 流调速直接驱动经轴,而Bennniger GCF整经机则采用液 压无级调速方式直接传动经轴。通过控制线速恒定来实 现恒张力目的。特点:高速化,调速范围广,控制灵敏。
2、筒子纱退绕张力的变化规律 • a、同层纱线的张力 • 锥形筒子的大端张力大于小端张力。这主要是由于纱线 有大端退绕时未完全抛离筒子表面而摩擦造成,可使筒 子下倾15°或上抬张力器; • b、整只筒子退绕的张力 • 大筒、小筒的张力大于中筒的张力,而大筒张力又大于 小筒的张力。这主要是因为大筒摩擦严重,而小筒退绕 气圈转速高所致; • c、导纱距离 • 实践证明,存在最小退绕张力的导纱距离。生产上一般 采用的导纱距离为140mm~250mm。
纺织机械概论
第一节
二、整经的分类及工艺流程 • 1、分批整经
概述
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
整经设备及其技术特征
一、典型整经设备介绍
整经是机织准备工程的第一道工序。
整经的目的在于把一定数量的筒子纱,按设计要求的长度和排列,成幅平行地卷绕于整经轴或织轴上,为构成织物的经纱系统作准备。
常见的整经方法有分批整经法和分条整经法。
比较常用的整经机有瑞士的贝宁格、德国的哈科巴、德国的卡尔迈耶、德国的斯拉夫霍斯特、日本的津田驹以及国产的GA系列整经机。
分批整经机如图1,分条整经机如图2。
图1 分批整经机
图2 分条整经机
二、整经机主要组成机构
整经机主要由筒子架(如图3)和车头(如图1)两部分组成,筒子架置于整经机车头的后方,按一定的规律排列用来放置筒子。
车头卷绕机构主要由卷绕传动机构、加压装置、伸缩筘、启动与制动装置、上落轴装置、计长装置等组成。
图3 整经筒子架
三、整经机主要技术性能
1、分批整经机主要技术性能
常见分批整经机的主要技术性能见表1。
2、分条整经机主要技术性能
常见分条整经机主要技术性能见表2。
四、分批整经工艺参数
分批整经主要工艺参数有整经张力、整经速度、整经配轴等。
整经张力与纤维材料、织物组织、纱线线密度、整经速度、筒子尺寸、筒子架形式、筒子分布位置及伸缩筘穿法等因素有关。
工艺设计应尽量保证单纱张力适度、片纱张力均匀。
整经张力通过调整张力装置工艺参数(张力圈重量、弹簧加压压力、摩擦包围角等)以及伸缩筘穿法来调节。
整经速度可在整经机的速度范围内任意选择。
一般情况下,随着整经速度的提高,纱线断头将会增加,影响整经效率。
若断头率提高,整经机的高速度就失
去意义。
高速整经条件下,整经断头率与纱线的纤维种类、原纱线密度、原纱质量、筒子卷装质量有着十分密切的关系,只有在纱线品质优良和筒子卷绕成形良好和无结纱时,才能充分发挥高速整经的效率。
整经轴上纱线排列过稀会使卷装表面不平整,从而使片纱张力不匀。
因此,整经根数的确定以尽可能多头少轴为原则,根据织物总经根数和筒子架最大容量,计算出一批经轴的最少只数,然后再分配每只经轴的整经根数。
为便于管理,各整经根数要尽量地相等或接近相等。
五、分条整经工艺参数
分条整经工艺参数有整经张力、整经速度、条带设计、定幅筘设计等。
分条整经张力与整经速度可参照分批整经的张力与速度设计。
条带设计需综合考虑筒子架最大容量、一花循环,确定每绞平均经纱数,再根据织物总经根数,计算整经条带数,最后,复核总经根数,多去少补,并计算条带宽度。