闸阀阀座变形原因分析及改进措施
闸阀的常见故障分析与改良措施
闸阀的常见故障分析与改良措施1、概述•闸阀以其耐压、耐温(高低温)、耐腐蚀(多种材料配置)、具备双向密封功能、耐磨损和使用寿命长等优点越来越广泛地应用于各类工业系统,实现介质的开启与关闭,为系统的稳定与控制发挥了重要的作用。
•2、分类•以国产常见标准的明杆闸阀的闸板形式分类(新构造未列入),其主要有Z40、Z41、Z42和Z44等构造(图1)。
用户选型时应以工况要求为原则,参考选择合适型号。
并在安装、调试和维护等方面规范操作,以防止或杜绝事故的发生。
•(a)Z40型楔式弹性板闸阀(b)Z41型平行式单闸板闸阀(c)Z41型楔式单闸板闸阀(d)Z42型楔式双闸板闸阀(e)Z44型平行式双闸板闸阀•3、常见事故•3.1、阀杆断裂或变形•(1)断裂•阀杆断裂一般发生在上下螺纹根部,此处截面积最小,易出现应力集中及超标现象。
尤其当工作条件较大地偏离设计参数时。
如某电厂曾多次发生DN175电动闸阀开启后阀杆梯型螺纹退刀槽处拉断的事故。
调查发现,阀门的阀盖预紧螺母松动,阀盖上移,阀杆螺母卡住,显然这是电装行程调试过位,保护力矩过大引起的事故。
•另一类阀杆断裂事故则发生于开启瞬间。
表现为闸板尚未脱离阀座,阀杆即在上或下螺纹根部断裂。
其原因通常认为是闸板卡住,这其实只是部分原因或次要原因。
一个重要原因是阀体中腔关闭后的异常升压,亦即阀门关闭后,封闭于上下游两侧密封面之间的中腔流体压力远高于上游压力的现象。
•产生这种现象有两种原因。
其一中腔流体被上游流体加热升温发生膨胀,导致压力剧烈升高。
其二闸板关闭瞬间流体封闭于中腔,无法外流,中腔空间被阀杆进一步挤压,由于液体的可压缩性十分有限,也会使压力剧增,这一现象尤其易发生在发电厂的Z962类主给水闸阀上。
同时,其异常升压一般会成几何级数增加,远远超过阀杆强度设计极限。
•(2)变形•阀杆弯曲一般出现在电动阀门电装调试不当时,如关闭力矩过大又未设行程保护或失调等,其对阀门的破坏非常大。
闸阀阀座变形原因分析及改进措施
平 行 双 闸板 闸 阀 等 。 闸 阀可 采 用 自密 封 方式 密 封 , 也 可采 用强 制 密封 。 由于 强 制 密封 可 靠 性 高 , 石 在 油 化工 行业 使用 较 为普遍 。 楔 形 闸阀靠 楔形 阀板 上 的两 密封 面和 阀座 上 的
PA N iy ng。AU e — ng, O N G Zh— o I W n ho S She g yi SH EN n — n, Zha — , o xi LU iho Ca— ng, U o — a g LI Y ng g n
( CNPC’ Ke b r tr o lTu ua o sEn n ei g, b l r y La oa o y f rOi b l rGo d giern Tu u a
v l e bl c a lt s wa a v o k, l hi s owi g t a v o k’ oo a uf c u i u lt nd m p op r ma c n o v l e bl c S p r m n a t rng q a iy a i r e t ~
s a s be a e de o m a i b vr u o fe t of g e t x r i n nd f ito f c c m i r m e t c m f r ton y it e f e f c r a e t uso a rc i n or e o ng f o
Go d sa c n e f os Ree rh Ce tro CNPC. ’ n7 0 6 , h n X a 1 0 5 C ia)
Absr c : f m a i n f iur t y on vave s a a a re utt ou h o y a d t s s M a r t a t De or to a l e s ud l e tw sc r id o hr gh t e r n e t . c o— s op c a l i m i r s r c u e a a yss v l e bl k’ hikne s a l ss a a e i l S c e i a c i nayss, c o t u t r n l i , a v oc S t c s na y i nd m t ra ’ h m c l
闸阀维修常见故障及排除
闸阀维修常见故障及排除
闸阀维修常见故障及排除方法如下:
1. 泄漏:闸阀泄漏可能是由于密封面损坏或松动造成的。
解决方法是检查密封面是否有损坏或堵塞的杂物,并及时更换密封面或重新调整密封垫,确保密封正常。
2. 开闭不灵活:闸阀开闭不灵活可能是由于阀芯与阀座之间的摩擦力增大导致的。
解决方法是检查阀芯和阀座的摩擦力是否过大或有卡死现象,并进行清洁和润滑处理。
3. 阀杆断裂:闸阀阀杆断裂可能是由于材料疲劳、过载或操作不当造成的。
解决方法是更换新的阀杆,并确保操作正确。
4. 闸板卡死:闸阀闸板卡死可能是由于杂物堵塞或沉积物导致的。
解决方法是检查闸板是否有杂物堵塞,并进行清洗和维护。
5. 泄露密封:闸阀泄露密封可能是由于密封垫老化或破损造成的。
解决方法是更换新的密封垫,并确保密封效果良好。
6. 过热或冻结:闸阀过热或冻结可能是由于传热不良或环境温度过低造成的。
解决方法是改善传热条件或增加保温层,确保阀门正常工作温度范围内。
以上是闸阀维修常见故障及排除方法的一些常见情况,具体的维修方法还需根据具体情况进行判断和处理。
若遇到无法解决的故障,建议请专业技术人员进行维修。
阀门阀杆变形修复
阀门阀杆变形修复
修复阀门阀杆变形的方法有很多种,以下是其中几种常见的方法:1. 敲击法:对于变形较小的阀杆,可以用锤子轻敲变形部位,使其恢复原形。
2. 挤压法:对于变形较大的阀杆,可以用机械挤压工具,将变形部位挤压恢复原形。
3. 焊接法:对于变形严重的阀杆,可以采用焊接的方法,将变形部位焊接在一起,使其恢复原形。
4. 更换法:如果阀杆变形过于严重,无法修复,就需要更换新的阀杆。
在修复阀杆变形时,需要根据实际情况选择合适的方法,并遵循正确的操作步骤。
如果不确定如何操作,建议寻求专业人士的帮助。
阀门故障分析与处理
阀门故障分析与处理
一、阀门内漏故障分析与处理
故障现象:阀门内漏
原因分析:
1)、阀门设计不合理。
2)、加工件质量差。
3)、阀门不耐冲刷。
4)、检修工艺差。
处理方法:更换合格的阀门或将阀门隔离后解体阀门对阀门门芯和门座进行研磨。
对阀门进行改型,加强培训力度。
防范措施:
1)、阀门执行器的压力要适当。
2)、选用正确的阀门型号和材质。
3)、正确验收加工件。
二、阀门有砂眼及裂纹故障分析与处理
故障现象:阀门阀体上嗤水嗤汽。
原因分析:
1)、阀门质量不好。
2)、阀门铸造不合格。
处理方法:
1)、用扁铲錾去砂眼,进行补焊。
2)、对铸铁阀门,可采用钻孔加装丝堵。
3)、仔细查明裂纹深度,錾去裂纹部分,进行补焊。
防范措施:
严格把关,进货验证,保证质量,定期巡检。
三、阀门门盖结合面漏水故障分析与处理
故障现象:阀门在运行过程中阀盖泄漏严重。
原因分析:
1)、螺栓紧力不够。
2)、阀门紧固时偏斜,接合面变形。
3)、垫片质量差,,结合面不平。
处理方法:
1)、使用质量过关的垫片。
2)、清理结合面,使其平整、光滑。
3)、螺栓对角紧时,紧力要合适。
防范措施:
检修阀门时,应严格执行工艺标准。
闸阀泄漏原因分析及处理措施
闸阀泄漏原因分析及处理措施
闸阀泄漏是指闸阀在工作过程中出现了流体泄漏的现象。
造成闸阀泄漏的原因有很多,下面将从以下几个方面进行分析及处理措施的介绍。
1.密封面磨损:闸阀的密封面是指阀门的门板与阀座之间的接触面,如果密封面磨损
严重,就会导致泄漏。
处理措施可以采用更换密封面或修磨密封面的方法,确保密封面的
平整度和密封性。
2.阀体变形:闸阀在长时间使用过程中,由于受到温度、压力等因素的影响,阀体可
能会发生变形,导致密封不严。
处理措施可以通过改变安装位置,减少阀体受热和受力的
影响,或者进行阀体的修复和维护。
3.阀杆密封不良:闸阀的阀杆与阀盖之间也需要进行密封,如果阀杆密封不良,就会
导致泄漏。
处理措施可以采用更换阀杆密封垫片或调整密封垫片的压力,确保阀杆与阀盖
之间密封良好。
4.阀盖松动:闸阀的阀盖也可能会由于长时间的使用而产生松动,导致泄漏。
处理措
施可以采用调整阀盖螺栓的紧固度,确保阀盖密封良好。
5.操作不当:闸阀的泄漏还可能是由于操作不当造成的,比如关闭时力度过大,导致
密封面受损,或者开启时过快,压力造成密封失效等。
处理措施可以通过加强操作人员的
培训和指导,保证操作的规范性和正确性。
针对以上闸阀泄漏的原因,我们应该及时检修和维护闸阀,保证其正常运行。
在处理时,需要根据具体情况采取相应的处理措施,以保证闸阀的正常密封性和工作效果。
阀门装配调试技术中的常见问题分析与解决方案
阀门装配调试技术中的常见问题分析与解决方案阀门是工业生产中不可或缺的设备之一,其装配调试的质量直接关系到工艺流程的顺利进行和产品质量的稳定性。
然而,在阀门装配调试过程中,常常会遇到一些问题,如漏气、漏油、内部结构松动等。
本文将分析这些常见问题,并提供相应的解决方案。
一、漏气问题分析与解决方案1.问题分析:阀门漏气是指阀门在使用过程中,气体从阀门内部或阀体与密封面之间泄漏出来。
阀门漏气会导致工业生产中的气体流量不稳定,影响生产效率。
2.解决方案:首先,检查阀门的密封面是否平整,如有磨损或凹陷,应及时更换。
其次,检查阀门的密封垫片是否完好,如有老化或损坏,应及时更换。
最后,检查阀门的连接螺栓是否紧固,如有松动,应重新拧紧。
二、漏油问题分析与解决方案1.问题分析:阀门漏油是指阀门在使用过程中,润滑油从阀门内部或阀体与密封面之间泄漏出来。
阀门漏油会导致润滑不良,增加阀门的摩擦力,影响阀门的灵活性和使用寿命。
2.解决方案:首先,检查阀门的密封垫片是否完好,如有老化或损坏,应及时更换。
其次,检查阀门的润滑系统是否正常,如润滑油不足或润滑管道堵塞,应及时添加润滑油或清理润滑管道。
最后,检查阀门的连接螺栓是否紧固,如有松动,应重新拧紧。
三、内部结构松动问题分析与解决方案1.问题分析:阀门内部结构松动是指阀门在使用过程中,内部零部件发生松动现象。
内部结构松动会导致阀门的密封性能下降,影响阀门的正常工作。
2.解决方案:首先,检查阀门的内部零部件是否紧固,如有松动,应及时拧紧。
其次,检查阀门的内部零部件是否损坏,如有损坏,应及时更换。
最后,检查阀门的连接螺栓是否紧固,如有松动,应重新拧紧。
四、其他常见问题分析与解决方案1.问题分析:阀门打开或关闭不灵活。
阀门打开或关闭不灵活会导致操作不便,影响工艺流程的顺利进行。
2.解决方案:首先,检查阀门的操作杆是否正常,如有卡滞或损坏,应及时修复或更换。
其次,检查阀门的内部零部件是否润滑良好,如润滑不足,应添加润滑油。
阀门的常见故障、原因及处理方法
4、接触面上有气孔、砂眼等缺陷
5、法兰止口配合不当,装配时中心没找好
1、对称紧螺栓,紧力一致,结合面间隙应一致
2、更换垫片
3、进行修复研磨
4、进行补焊后磨光处理
5、重新找好中心后装配
5、阀瓣腐蚀损坏
主要是由于阀瓣材料选择不当
应按介质性质情况选用阀瓣材料或更换阀门
7、阀杆与阀套螺母咬扣或锈死
8、阀杆与压盖胀死
9、盘根压得过紧
1、对传动装置的有关部位进行检查处理
2、将齿轮轴拆下进行打磨或车削,加大间隙,使其转动自如
3、更换推力轴承或清洗后注油
4、校直或更换
5、用力缓慢试开或再关0.5—1圈
6、检查顶尖、阀瓣卡子及阀瓣与阀杆销子是否由于运行时间过长而磨损脱落,针对具体情况进行修复或更换有关零件
6、阀门本体漏
1、制造时浇铸不好,有砂眼或裂纹
2、阀体补焊时开裂
1、挖击裂纹或砂眼,打磨坡口
2、改进补焊工艺,重新施焊,探伤检查验收
7、紧固螺栓损坏
1、螺栓螺纹粗糙度超标,加工பைடு நூலகம்合格
2、螺栓材料不对,变形
3、涂料不干净使螺栓紧不动
1、重新加工或更换螺栓
2、更换材质符合要求的螺栓
3、清除涂料或采用紧一圈松半圈的方式紧螺栓,不可强紧
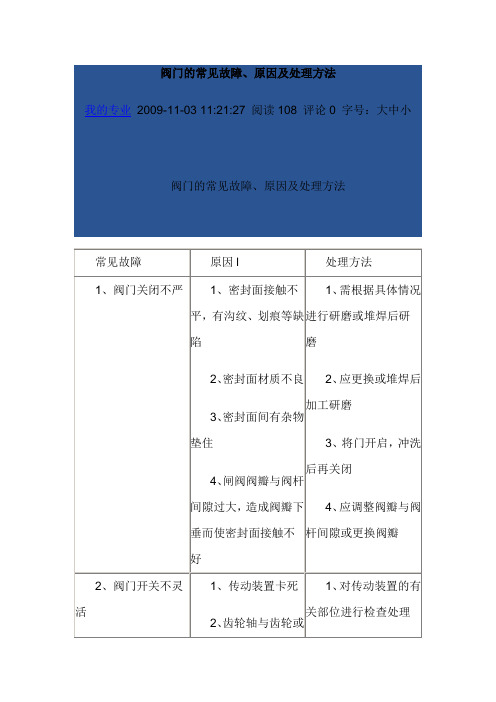
阀门的常见故障、原因及处理方法
我的专业2009-11-03 11:21:27阅读108评论0字号:大中小
阀门的常见故障、原因及处理方法
常见故障
原因l
处理方法
1、阀门关闭不严
1、密封面接触不平,有沟纹、划痕等缺陷
2、密封面材质不良
3、密封面间有杂物垫住
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2010年第39卷第8期第49页石油矿场机械OIL FIELD EQUIPMENT2010,39(8):49~52文章编号:1001-3482(2010)08-0049-04闸阀阀座变形原因分析及改进措施潘志勇,刘文红,宋生印,申昭熙,路彩虹,刘永刚(中国石油集团石油管工程技术研究院石油管工程重点实验室,西安710065)摘要:针对一起闸阀阀座变形失效事故,采用理论与试验相结合的方法,对闸阀进行了宏观分析、微观分析、阀板厚度分析以及材质理化性能检验。
结果表明,阀板加工质量差和阀座装配不当导致阀座受到阀板大的挤压力和摩擦力作用产生变形。
提出了改进措施,取得了良好效果。
关键词:闸阀;阀座;变形;挤压;摩擦;失效分析中图分类号:T E927.7文献标识码:AAnalysis on Deformation of Gate Valve Seat and Improvement PAN Zh-i y ong,LIU Wen-ho ng,SON G Sheng-yin,SH EN Zhao-x i,LU Ca-i hong,LIU Yong-gang (CN PC.s K ey L abor ator y f or O il T ubular Goods Engineer ing,T ubularGoods Research Center of CN P C,X i.an710065,China)Abstract:Defo rmatio n failure study on valve seat w as carried out throug h theo ry and tests.M acro-sco pic analysis,m icrostructur e analysis,valve blo ck.s thickness analysis and material.s chem ical and phy sical proper ties tests were done for failure g ate v alv e.The r esults show that the valve seats became deformation by virtue of effect of g reat ex trusion and friction force co ming from valve block,all this w as ow ing to v alv e block.s poor manufacturing quality and improper m atc-hing between valve seat and valve body.T he im pr ovements w ere m ade at the end of this passage and go od results had been obtained.Key words:gate valve;valve seat;deform ation;ex trusio n;friction;failure analysis闸阀是一种使用广泛的阀门,主要用来接通和截断管路中的介质[1]。
根据密封元件形式的不同闸阀可分为楔形闸阀、平行式闸阀、楔形双闸板闸阀、平行双闸板闸阀等。
闸阀可采用自密封方式密封,也可采用强制密封。
由于强制密封可靠性高,在石油化工行业使用较为普遍。
楔形闸阀靠楔形阀板上的两密封面和阀座上的两密封面楔入时的紧密结合来达到密封,由于楔入过程中密封面要承受大的挤压力和摩擦力,所以密封面容易发生损伤而导致泄漏。
为提高楔形闸阀的可靠性和延长其使用寿命,很多学者从材料、结构和受力等方面进行了研究[2-8],但现场楔形闸阀失效事故仍时有发生,有些甚至在使用一次或几次后就发生了失效,给生产带来了很大的安全隐患。
本文研究的失效闸阀为XFF65-60楔形闸阀,在油田现场第1次水压试验后就产生了失效。
试验中工作人员关闭闸阀后开启,再次关闭闸阀后发现闸阀未能截止水流。
本文以该起闸阀失效事故为研究对象,分析闸阀失效的原因,探讨避免此类事故发生的措施和方法。
¹收稿日期:2010-01-08作者简介:潘志勇(1976-),男,湖北天门人,工程师,硕士,2006年毕业于中国石油大学(北京),主要从事石油管方面的研究和技术服务工作,E-mail:panzy@tg rc.or g。
1 宏观分析剖开闸阀本体后发现闸阀内部A 阀座已发生大的变形(如图1),A 阀座局部内凹、变形严重,左下侧部位已脱离和本体的螺纹啮合。
图1 本体剖开后的A阀座外观图2 A 阀座外观形貌A 阀座外观形貌如图2,表面可见Ñ、Ò和Ó三处破碎区,表面硬化层和基体分界明显;区域Ñ两条裂纹均从圆内侧贯穿到圆外侧,表面硬化层及附近基体有向阀板开启方向较小的残留位移;区域Ò破碎严重,靠圆内侧裂纹处表面硬化层有脱落,表面可见3条从圆内侧贯穿到圆外侧的裂纹,裂纹平行于阀板开启方向,表面硬化层及附近基体有向阀板开启方向的残留位移;区域Ó裂纹呈90b 三角形,自圆内侧两处延伸相汇于端面中部,靠圆内侧裂纹处表面硬化层有脱落,表面硬化层及附近基体有向阀板开启方向较小的残留位移。
A 阀座端面区域Ò和区域Ó局部破碎严重,区域Ò分布有2处发射状小裂纹,显示挤压破碎形貌,区域Ò还可见从圆内侧点1到圆外侧点2再到圆内侧点3的圆弧线挤压痕迹(如图2)。
B 阀座变形成椭圆形,其中短轴方向平行于阀板开启方向。
阀板A 面与A 阀座密封面相接触,外观形貌如图3,区域Ô倒角处有粘结金属粒。
阀板B 面完好,未见损伤。
图3 阀板A 面外观形貌2 阀座表面微观分析对图2中的区域Ò进行电子显微镜观察,如图4,可见裂纹以集中区(图中双点划线圆)为中心呈放射状挤压破碎形貌,所以区域Ò受到了局部挤压作用。
对区域Ò平整处显微观察发现有摩擦损伤形貌(如图5)。
图4 A 阀座区域Ò微观形貌#50# 石油矿场机械 2010年8月图5 A 阀座区域Ò表面摩擦形貌3 阀板厚度分析将阀板密封环中心圆均匀分成16等份按图3方位进行厚度测量,最下端为起始零点,按逆时针方向逐一测量。
以密封环中心圆方位角为横坐标,以测量点厚度值为纵坐标画折线图(如图6)。
由图6可见,密封环中心圆对称位置处厚度有较大差异,呈现不对称性,另外180b 方位处(图3最上端)厚度明显偏小,这将严重影响阀板和阀座贴合的紧密度,阀板开启和关闭过程中在2对接触面上必将产生大的摩擦阻力。
图6 阀板密封环沿圆周厚度值4 材质分析对阀座、阀板和本体进行化学成分分析,对本体进行纵向拉伸和横向冲击试验,结果符合SY/T5127)2002标准[9]和厂家规范要求。
对阀座基体进行金相分析,结果如下:组织为珠光体和铁素体(如图7);组织晶粒度为10.5级;夹杂物为A2.0,B0.5,DT iN1.5。
图7 阀座显微组织5 综合分析A 阀座硬化层有3处破碎区,严重破碎区域Ò主裂纹贯穿整个硬化层,主裂纹附近分布有纵多微小裂纹;宏观观察发现区域Ò破碎区裂纹以集中区为中心呈挤压破碎形貌,区域Ò宏观可见挤压残留的圆弧线痕迹,微观观察可见表面摩擦形貌;A 阀座3处破碎区表面硬化层及附近基体有向阀板开启方向的残留位移。
B 阀座变形呈椭圆形,其短轴方向平行于阀板开启方向。
据上推测,A 阀座和B 阀座都受到了大的挤压力和摩擦力作用,其中摩擦力方向平行于阀板开启方向。
如果A 阀座和B 阀座装配后的两表面楔形间距过大,阀板在阀杆的带动下可移动到本体内部最底端(如图8b)。
正常情况下,阀座下边缘离本体内部空间最下端距离为20mm(如图8c),而阀板在极限位置时的接触面内圆最下边缘离本体内部空间最下端距离为17mm (如图8b),所以阀板在图8b 极限位置开启上移过程中下部内倒角边沿会刮蹭到阀座下半部分,致使阀座变形或使表面破碎的小块剥落。
A 阀座严重破碎区和阀板A 面粘结金属区方位呈对称性,说明这2处是阀座和阀板密封接触时的对应部位,此现象及A 阀座和B 阀座的变形方向证明了上述情况的发生。
综合以上分析,推断A 阀座在受到阀板挤压摩擦后产生了变形和硬化层局部的破碎,阀板在本体内部过极限位置开启上移过程中致使阀座变形以及表面硬化层的进一步破碎和剥落。
#51# 第39卷 第8期 潘志勇,等:闸阀阀座变形原因分析及改进措施a阀板正常位置b阀板极限位置c 阀座正常位置图8 阀板极限位置示意6 改进措施及效果a) 改进阀板两环形密封面的加工工艺,在保证两密封面平面度的同时保证两密封面的对称性。
b) 安装新的阀座,调整阀座两密封表面间楔形空间至阀板移动到预定位置时达到良好密封。
c) 加强对使用前和使用后闸阀的检测,避免有损伤或存在其他缺陷的闸阀进入现场使用。
d) 安装新的阀板和阀座后重新对闸阀进行水压试验,结果合格,后期油田现场对闸阀开启和关闭32次也未发现闸阀发生泄漏或损坏。
7 结论1) 阀板两侧楔形表面平面度差,两侧平面与中心面不对称,严重影响了阀板和阀座的密封性能,并且导致阀板楔入和开启过程中对阀座表面产生过大的局部挤压力和摩擦力。
2) A 阀座和B 阀座装配位置不当导致两密封表面间楔形空间过大,阀板移动到预定位置时和阀座不能产生紧密密封。
3) A 阀座和B 阀座受到阀板大的挤压力和摩擦力作用导致变形。
4) 改进后的阀座满足了使用要求。
参考文献:[1] 殷连波.楔式闸阀密封件结构及其工艺性分析[J].阀门,1997(2):25-28.[2] 陈 浩,梁爱武,李悦钦,等.井口装置的失效分析[J].石油钻采工艺,2004,24(7):65-67.[3] 张建华,王 芳,尤广泉.闸阀的常见故障分析与改进措施[J].阀门,2009(3):40-43.[4] Godare W L ,Neve C G,Rar din R W.G ate valve tech -nolog y:desig ns fo r the times[R].SP E 6737-M S,1991.[5] 倪 平.铸钢楔式闸阀的优化设计[J].阀门,2008(2):1-6.[6] 钟功祥,吕治中,梁 政.高压闸阀阀板与阀座摩擦因数的试验研究[J].石油矿场机械,2008,37(2):59-61.[7] 徐 宏.楔式闸阀结构的改进[J].阀门,1998(2):24-26.[8] 李军业.弹性楔式闸阀阀体应力及位移分析[J].阀门,2003(1):2-6.[9] SY /T 5127)2002,井口装置和采油树规范[S].#52# 石油矿场机械 2010年8月。