首件检查记录表(改版后)
各工程首件检查记录表
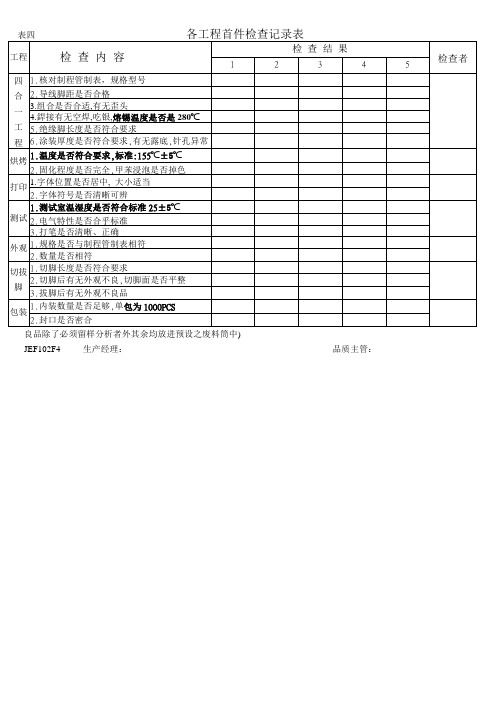
各工程首件检查记录表工程检查内容检查结果检查者1 2 3 4 5四合一工程1.核对制程管制表,规格型号2.导线脚距是否合格3.组合是否合适,有无歪头4.銲接有无空焊,吃银,熔锡温度是否是280℃5.绝缘脚长度是否符合要求6.涂装厚度是否符合要求,有无露底,针孔异常烘烤1.温度是否符合要求,标准:155℃±5℃2.固化程度是否完全,甲苯浸泡是否掉色打印1.字体位置是否居中, 大小适当2.字体符号是否清晰可辨测试1.测试室温湿度是否符合标准25±5℃2.电气特性是否合乎标准3.打笔是否清晰、正确外观1.规格是否与制程管制表相符2.数量是否相符切拔脚1.切脚长度是否符合要求2.切脚后有无外观不良,切脚面是否平整3.拔脚后有无外观不良品包装1.内装数量是否足够,单包为1000PCS2.封口是否密合良品除了必须留样分析者外其余均放进预设之废料筒中)JEF102F4 生产经理:品质主管:表四各工程首件检查记录表工程检查内容检查结果检查者1 2 3 4 5四合一工程1.核对制程管制表,规格型号2.导线脚距是否合格3.组合是否合适,有无歪头4.銲接有无空焊,吃银,熔锡温度是否是280℃5.绝缘脚长度是否符合要求6.涂装厚度是否符合要求,有无露底,针孔异常烘烤1.温度是否符合要求,标准:155℃±5℃2.固化程度是否完全,甲苯浸泡是否掉色打印1.字体位置是否居中, 大小适当2.字体符号是否清晰可辨测试1.测试室温湿度是否符合标准25±5℃2.电气特性是否合乎标准3.打笔是否清晰、正确外观1.规格是否与制程管制表相符2.数量是否相符切拔脚1.切脚长度是否符合要求2.切脚后有无外观不良,切脚面是否平整3.拔脚后有无外观不良品包装1.内装数量是否足够,单包为1000PCS2.封口是否密合良品除了必须留样分析者外其余均放进预设之废料筒中)JEF102F4 生产经理:品质主管:。
首件检查表

表单编号:YRQ-04-4014 版本:A/1
日期: 客户 模 名 料号 检查结果 1、产品结构正确,无缺孔、缺刻印、少凸包等情形。 外观 2、镀金位置正确,镀金面无刮伤、擦伤、压伤情形。 3、折弯光滑,镀层无破损、开裂、材料压薄等情形。 4、无变形、压伤、脏污、氧化等情形。 项目 尺寸 实 测 值 □OK □NG □OK □NG □OK □NG □OK □NG 判定OK/NG 机台号 备注
样品贴附处
生产担当
ቤተ መጻሕፍቲ ባይዱ
姓名 时间 姓名 时间 □ 合 格 OK □ 不合格 NG
品管担当
综合判定
注: 1.《首件检查表》由生产担当执行,由品管复核确认完成后方可开机生产,异常时要及时追溯. 2. 勾选首检时机:A.架模调机完成后;B.更换制程或工程变更时;C.换不同批材料时;D.模具维修或调整后;E.正常生产 3. ①外观、尺寸及其公差遵循正式发布最新版图纸;②首件必须为连动状态下外观OK产品;③留样必须保存2个以上
首件检验记录表
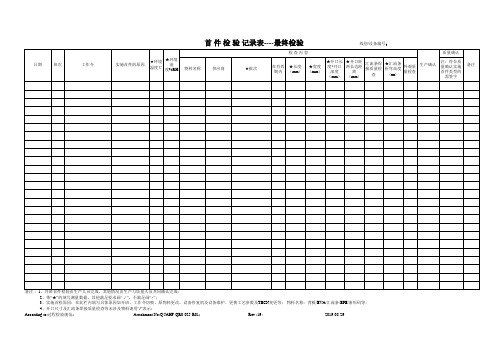
线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;物料名称:背板/EVA/汇流条/EPE/条形码等;4、开口尺寸及汇流条焊接质量检查等未涉及物料请用“/”表示;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01; Rev.:19; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:3; 2020-03-31记录表----最终检验线别/设备编号:2020-03-31首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:20; 2019-08-29Rev.:20; 2019-08-29线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:23; 2020-03-31记录表----最终检验线别/设备编号:mm)2020-03-31线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、中间电池片距汇流条距离仅适用半片电池组件(未涉及半片电池组件用“/”)According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:19; 2019-08-29。
首件检验记录表

完成日期
成效追踪
品质主管:检验员:表
部门:班别;线别:品目:日期/时间:
NO.
检查项目
使用工具/参考依据
检验状况
备注
OK
NG
1
零件位置、规格、极性
BOM、ECN,零件位置图,MI
2
零件外观
产品检验规范
3
零组件外观
产品检验规范
4
零组件焊接品质
产品检验规范
5
玲珑电子电子有限公司
首检检查记录表
部门:班别;线别:品目:日期/时间:
NO.
检查项目
使用工具/参考依据
检验状况
备注
OK
NG
1
零件位置、规格、极性
BOM、ECN,零件位置图,MI
2
零件外观
产品检验规范
3
零组件外观
产品检验规范
4
零组件焊接品质
产品检验规范
5
首件检查结果
口合格口不合格
问题点
原因分析
纠正措施
首件检查结果
口合格口不合格
问题点
原因分析
纠正措施
负责人
完成日期
成效追踪
品质主管:检验员:
保留一年
首件检验记录表 模板
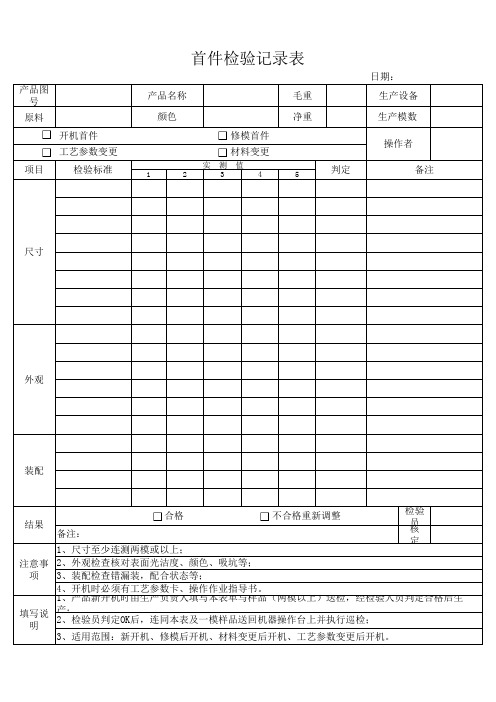
产品图号原料12345检验员核定装配
尺寸
外观
1、尺寸至少连测两模或以上;
2、外观检查核对表面光洁度、颜色、吸坑等;
3、装配检查错漏装,配合状态等;
4、开机时必须有工艺参数卡、操作作业指导书。
结果 合格 不合格重新调整
备注:
1、产品新开机时由生产负责人填写本表单与样品(两模以上)送检,经检验人员判定合格后生产;
填写说明
2、检验员判定OK后,连同本表及一模样品送回机器操作台上并执行巡检;
3、适用范围:新开机、修模后开机、材料变更后开机、工艺参数变更后开机。
检验标准实 测 值判定操作者
开机首件 修模首件 工艺参数变更 材料变更注意事项项目 备注
毛重净重首件检验记录表
生产设备 生产模数
产品名称颜色。
塑料件首件检验记录表
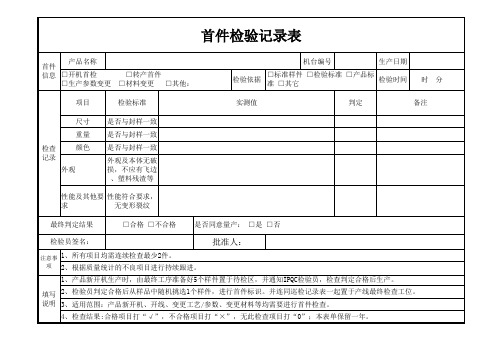
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
性能及其他要 性能符合要求,
求
无变形裂纹
最终判定结果
□合格 □不合格 是否同意量产: □是 □否
检验员签名:
批准人:
注意事 1、所有项目均需连续检查最少2件。 项 2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好5个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
首件检验记录表
产品名称 首件 信息 □开机首检
□生产参数变更
□转产首件 □材料变更 □其他:
机台编号
生产日期
检验依据
□标准样件 准 □其它
□检验标准
□产品标
检验时间
时分
项目
检验标准
实测值
判定
பைடு நூலகம்
备注
尺寸
重量
检查 记录
颜色
外观
是否与封样一致
是否与封样一致
是否与封样一致
外观及本体无破 损,不应有飞边 、塑料残渣等
首件。巡检。末检记录表

检验员
日期:
检验数量
210-0.3
首件
冲字
GEELY 清晰,无 574034 明显歪斜
内孔去毛 刺
孔内无台阶
攻丝
M12×1.5-6H 孔深21min
末件
210-0.3
判定结果
冲字
GEELY 清晰,无 574034 明显歪斜
内孔去毛 刺
孔内无台阶
判定:
攻丝
M12×1.5-6H 孔深21min
机台产品名称末件末件生技科质检科冷墩首件冲字首件末件检验记录表机台检验数量确认形式首件末件生技科冷墩确认形式攻丝冲字作业员末件首件末件检验记录表工序
首件/末件检验记录表
编号:
工序:
机台
产品名称
确认形式 项目
冷墩
基准 30±0.2 26±0.2 22±0.2 60º
1 生技科 2
3 4 5
项目
作业员
冷墩
内孔去毛 刺
孔内无台阶
判定:
攻丝
M12×1.5-6H 孔深21min
末件判定Βιβλιοθήκη 果判定:首件/末件检验记录表
编号:
工序:
机台
产品名称
确认形式
项目
冷墩
基准 30±0.2 26±0.2 22±0.2 60º
1 生技科 2
3 4 5
项目
作业员
冷墩
基准 30±0.2 26±0.2 22±0.2 60º
1 质检科 2
基准 30±0.2 26±0.2 22±0.2 60º
1 质检科 2
3 4 5
检验员
日期:
检验数量
210-0.3
首件
冲字
首件检查记录单

段差
电气性能耐压1500V/来自.5M/1sec表面缺陷
功率
V W
内部结构
电源线连接
N色、L色、≡色
接地电阻
25A/0.1Ω/1secΩ
保险丝连接
□N极□L极
温度记录
第三周期OFF℃,ON℃
恒温器连接
□N极□L极
机械性能
端子拉力
插接式
742#kgf
灯亮方式
□灭明式□明灭式
764#kgf
电器连接方式
东莞俊亿实业有限公司
首件检查记录单
单据号码
制令
批 量
单据日期
机种
班 别
生产日期
客户
类 别
□成品□半成品
类别
名称
规格
判定
类别
名称
规格
判
定
电器部件
电源线
包
装材
料
说明书
内配线
服务卡
保险丝
铭板
恒温器
规格标
开关
产地标签
电热管
警告标签
端子台
电源线标签
闭端端子
电脑条码
电热盘组
彩盒
定时器
外箱
马达
内衬
外
观
颜色
PE袋
间隙
□串联□并联
夹接式:闭端端子kgf
安全距离
带电体与非带电体之间mm
打接式:kgf、打接式:kgf
两带电体之间mm
电源线拉力
□15.9kgf□6kgf□1 kgf
备注:
网印及附着力
图号:
颜色:
810测试:
酒精测试:
电油测试:
螺丝扭力
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
□转产首件 □其他:
制造单号 LH2014010004
产品规格书 □制程检验标准 □产品标准 □其它 2 1.57 实测值 3 1.6 4 1.65 5 1.7 结果 √ √
1 1.6
备注
0.16
0.16
0.16
0.16
0.17
尺寸
1.颜色符合样板 2.端子无生锈 外观 检 查 记 录 结构/装配 导通性测试 功能 电阻305M/17.5Ω 3.绝缘皮无破损
4.印字内容符合样板 5.其它
OK OK OK AWM
OK OK OK
OK OK OK
OK OK OK
OK OK OK ---
√ √ √ √
STYLE 1430 22 AWG 105℃ 300V VW-1 AWM I A FT1 105℃ 300V FT1
OK 51.3MΩ
OK 51.5MΩ
OK 51.4MΩ
文件编号:
版本:
限公司
2014-11-4 700卷 9:25 备注
黄色区域为改版后
1米的测试值
工程技术:张学顶 品质格后生产。
记录表一起置于产线最终检查工位。
进行首件检查。
”;本表单保留一年。
文件编号:
版本:
东莞市联恒电子有限公司
首件检查记录表
产品型号 首 件 信 息 1430 22#黑电线 班组 □修模首件 □材料变更 □工程图纸 检验标准
外径:1.6±0.15mm 芯线:0.16mm± 0.015*17支
A
规格/颜色
黑色
料号
EEK01100001
生产日期 批量 检验时间
开机/开线首检 □生产参数变更 检验依据 项目
OK 51.3MΩ
OK 51.6MΩ
√ √ 1米的测试值
可靠性 Top1 持续改善 Top2 Top3 客诉跟进
最 终 判 定
合格 结果 □不合格
检验员:唐沛 生产确认:王艳伟
是否同意量产: 是 □否
工程技术:张学顶 品质核准:陈超
1、所有项目均需连续检查最少5PCS。 注 意 2、首检的可靠性检测项目仅进行短时间能得出结论的试验。(如跌落/拉力/吊重等) 事 3、根据品质周报中统计的Top3不良项目进行持续跟进一周。 项 4、根据同类产品的历史客诉问题持续跟进一个月。 1、产品新开机/线时,由产线最终检查工位准备好5PCS样品置于待检区,并通知IPQC检查,检查判定合格后生产。 填 写 2、IPQC判定合格后,从样品中随机挑选1PCS进行首件检查标识,并连同巡检记录表一起置于产线最终检查工位。 说 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。 明 4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“/”;本表单保留一年。