▲-PFMEA表格
PFMEA第五版表格
特殊特 性
筛选器 代码
预防措施
探措施
根据规范
MRKJ503
根据数据表调整力的大 小
5
8对电机性 能曲线进
2
M
行完全检
测
带位置控 制传感器 的选择性
压装
带压力监 测的选择 性压装
P
改进措施
责任人
目标完成 日期
状态: 尚未确认/ 决策/执行
已完成 不执行
采取基于 证据的措
施
完成日期
严 重 度
发 生 度
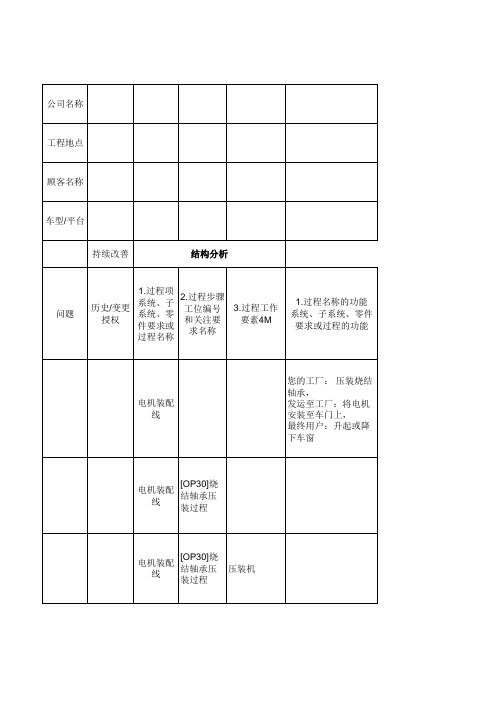
电机装配 线
[OP30]烧 结轴承压 装过程
电机装配 线
[OP30]烧 结轴承压 装过程
压装机
功能分析
项目 开始日期 修订日期 职能团队
失效分析
PFMEA
2.过程步骤的功能 3.过程工作要 1.对于上一较高级别要素和
和产品特性 素的功能和 I或最终用户的失效影响(
(量值为可选项) 过程特性
FE)
不能实现 烧结轴承 的轴向定 位
机器将烧结 轴承压入电 机壳,实现 轴向定位
设备在达 到最终位 置前停止
PFMEA
系统/子系 统/组件/部
件
DFMEA编 号
设计职责
保密等级
风险分析
当前的对失效起因的预 防措施( PC)
频 度 (0 )
FC /FM 的当前探
测措施 (DC)
FC
/F
M 的 AP(行 探 动优先 测 级) 度 (
公司名称
工程地点
顾客名称
车型/平台 持续改善
结构分析
功能分析
问题
历史/变更 授权
1.过程项 系统、子 系统、零 件要求或 过程名称
制程PFMEA分析表格
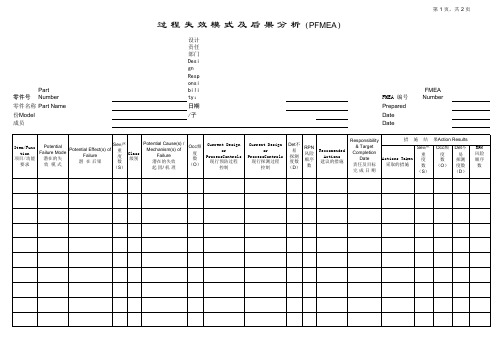
零件号 Part Number 设计责任部门Design Responsibility: 关键日期Key Date: 系统/子系统/部件System/Subsystem/Component FMEA 编号 FMEA Number 零件名称 Part Name 车型/年份Model Year(s)/Vehicle(s) 核心小组成员Core Team Member 编制Prepared by: 编制日期Date (Orig.): 修订日期Date (Rev.):
Det不 RPN 易 风险 探测 顺序 度数 数 (D)
Reccomended Actions 建议的措施
第 2 页,共 2 页
sults RPN 风险 顺序 数
Sev严 Potential Effect(s) of 重 Class Failure 度 级别 潜 在 后果 数 (S)
Potential Cause(s) / Mechanism(s) of Failure 潜在的失效 起 因/ 机 理
Occ频 Current Design or Current Design or 度 ProcessControls现 ProcessControls 数 行预防过程 现行探测过程 (O) 控制 控制
措 施 结 果Action Results Responsibility & Target Sev严 Occ频 Det不 Completion 重 度 易 Date Actions Taken 度 数 探测 采取的措施 责任及目标 数 (O) 度数 完成日期 (S) (D)
Potential Item/Funct Failure Mode ion 项目/功能 潜在的失 要求 效 模式
PFMEA评分表
PFMEA评分表PFMEA评分表》是一种常用的品质管理工具,用于进行潜在失效模式与效应分析(Process Failure Mode and Effects Analysis,简称PFMEA)。
它的目的是识别关键步骤或流程中的潜在失效模式,并评估其对产品或服务质量的影响程度。
PFMEA评分表可以帮助团队全面分析和评估可能发生的失效模式,并制定适当的预防和纠正措施,从而最大程度地降低产品或服务质量风险。
通过对各种失效模式和其效应的评估,可以提前发现潜在问题并采取相应的控制措施,以确保产品或服务质量的稳定和可靠。
在PFMEA评分表中,各个步骤或流程会被列出,并根据其对产品或服务的潜在失效的重要程度进行评分。
评分标准可以根据具体情况进行制定,但通常包括失效模式的严重性、发生频率和检测能力等方面的考量。
评分结果可以帮助团队确定哪些步骤或流程需要重点关注和改进,从而优化生产或服务流程,提高质量稳定性。
综上所述,《PFMEA评分表》是一种重要的品质管理工具,用于识别和评估潜在的失效模式,以确保产品或服务质量的稳定和可靠。
PFMEA评分表是一种用于进行过程故障模式与影响分析的工具。
它由以下几个组成部分构成,并且包含一些必填项。
1.项目信息在评分表的顶部,需要填写一些项目信息,以便对分析的过程进行标识和跟踪。
这些信息可能包括项目名称、项目编号、评分表编制人员等。
2.设计和工艺流程步骤在评分表中,需要列出与该过程相关的设计和工艺流程步骤。
这些步骤可以按照顺序进行排列,并且需要明确指出每个步骤的名称和内容。
3.故障模式与影响分析针对每个设计和工艺流程步骤,需要进行故障模式与影响分析。
这部分需要列出可能的故障模式,并对其进行评估。
评估可以基于指标如严重性、发生频率和可探测性等进行。
4.推理控制计划在评分表中,需要制定推理控制计划,以预防或控制故障模式对产品或过程的影响。
这部分需要明确列出控制措施、控制方式以及执行者。
PFMEA表格
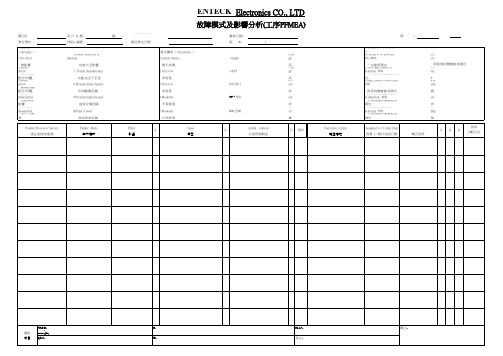
故障模式及影響分析(工序PFMEA)
機 種:203 客 戶 名 稱: FMEA 編號: 首次發行日期: 最近修定日期: 發生機率( Occurrence ) 6.Major reduction in function. 功能大受影響 7. Totally dysfunctional. 功能完全不正常 8.Presents minor hazard. 形成輕微危險. 9.Presents injury hazard. 造成受傷危險. 10.Fatal if used. 造成致命危險. Failure Mode 失效模式 Effect 影響 1.remote chance, 微乎其微. 2.Very low 非常低. 3.Very low 非常低. 4.Moderate 中等程度 5.Moderate 中等程度 Cause 原因 current controls 目前管制辦法 500-2500 66.7-500 6.67-66.7 1-6.67 <1ppm 6.High 高度 7.High 高度 8.Very High 非常高 9.Very High 非常高 10.Almost certain 幾乎是必然會發生 Corrective Action 矯正措施 125000 - 333333 50000- 125000 12500-50000 2500-12500 審核日期: 版 本: 1 偵測能力( Detection ) 1.Certain to be detected. 90~100% 一定能偵測出 2.Very high chance of detection 80% 非常高的機會能偵測出. 3.High chance of detection. 70% 很高的機會能偵測出 4.Moderately high chance of detection. 60% 中高程度的機會能偵測出. 5.Moderate chance of detection 50% 中等程度的機會能偵測出. Assigned to / Comp. Date 負責人/預計完成日期 矯正結果 6.Low chance of detection. 40% 低程度的機會能偵測出 7.Very low chance of detection. 30% 4 8.Remote chance of detection. 20% 微乎其微的機會能偵測出. 9.Very remote chance of detection. 10% 非常微乎其微機會能偵測出. 10.Slips by undetected. 無法偵測. RPN ( 矯正后) 頁 次: 1 OF 1 責任單位: 嚴重性(Severity ) 1.No effect 無影響 2.Minor effect-fit/cosmetics 輕微影響-配合/外觀. 3.Major effect-fit/cosmetics. 嚴重影響-配合/外觀. 4.Minor reduction in Function. 功能稍受影響 5.Customer dissatisfied. 客戶不滿意 Product Process or Service 產品流程或服務
过程分析表(PFMEA)

过程的输入(Input)
1. 2. 3. 4. 5. 6. 7. 8. 顾客要求, 产品图样和规范 过程特殊特性 法律法规 客户抱怨和退回数据资料 纠正或预防措施 过程流程图 类似产品和过程的 FMEA
过程的输出(Output)
过程的名称 Hale Waihona Puke Process)过程 FMEA
1. 过程潜在失效模式的清单 2. 潜在关键特性和重要特性 清单 3. 消除或减少产品失效模式 出现频次的过程措施清单 4. 提供全面的过程控制策略 基础
程序/方法(Procedure)
1. 2. 3. 4. 5. 过程管理工具 保持对项目的关注和跟踪 试验设计 回归分析 因果图
监督方法/测量指标 (Objectives)
1.
2.
内部和外部符合性 风险顺序数改进后的有效性
过程分析表
1. 2.
过程名称:PFMEA
子过程(Subprogram)
工序过程 FMEA
核心过程■
管理过程□
支持性过程□
责任者(Responsibility)
多功能小组:提供 FMEA 数据 资料并主持编写 FMEA 多功能小组:评审/批准 FMEA
资源需求(Resource)
1. 2. 厂房设备。 试验设备。
PFMEA表格(第四版)

措施结果action results R P N
必备条件 requirement
S
O
D
潜在失效模式及后果分析表(PFMEA) RE MODE AND EFFECTS ANALYSIS(PROCESS FMEA)
系统item: 子系统/部件model year(S)/program(s): 核心小组 core team:
级别 classification 项目 process step 功能 function 严重度Severity 潜在失效模式 potential failure mode 潜在失效的后 果potential effect(s) failure 现行过程current process 潜在失效的 起因/机理 频 potential cause(S) 现行过程预防控制 度 现行过程探测控制 controls of failure 数 controls detection prevention 0
FMEA编号 : 过程责任process responsibility 关键日期key date 页码 第 页,共 页 编制人 prepared by: PFMEA 日期(版本) date(Orig)
风险 建议 顺序 措施 探 测 数 recommended action 度 RPN D
责任和目 标完成日 措施实 期 responsibili 施描述 ty&target 及完成 completion 日期
PFMEA表格
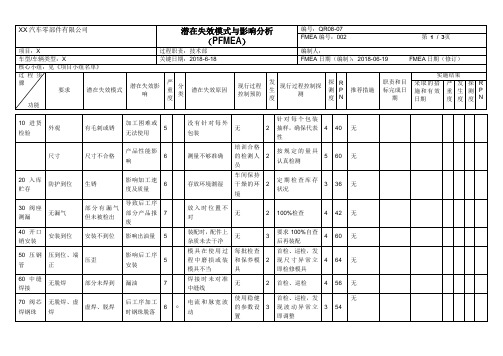
外观
有毛刺或锈
加工困难或无法使用
5
没有针对每外包装
无
2
针对每个包装抽样,确保代表性
4
40
无
尺寸
尺寸不合格
产品性能影响
6
测量不够准确
培训合格的检测人员
2
按规定的量具认真检测
5
60
无
20入库贮存
防护到位
生锈
影响加工速度及质量
6
存放环境潮湿
车间保持干燥的环境
2
定期检查库存状况3Biblioteka 36无30阀座测漏
漏油
6
孔片与配件之间未放好
无
2
首检、巡检
4
48
无
130、线圈插片
插入方向正确
左右搞错
影响绕线
5
操作时看错
无
2
首检、巡检
4
40
无
140、线圈绕结
圈数正确
圈数不正确
电阻异常
4
设定错误
无
3
每日班前点检设备设定
4
48
无
150、线圈焊接
无脱焊、虚焊
虚焊、脱焊
不通电
◇
7
焊接电流、脉宽波动
无
2
每日班前点检焊接参数
100%检查
4
56
无
200、总成焊接
无脱焊、虚焊
虚焊、脱焊
顾客难以安装
◇
7
焊接电流、脉宽波动
无
2
每日班前点检焊接参数
3
42
无
无漏气
部分有漏气但未被检出
导致后工序部分产品报废
7
放入时位置不对
制程PFMEA分析表格
Occ频 度 数
(O)
Current Design or
ProcessControls 现行预防过程 控制
Current Design or
ProcessControls 现行探测过程 控制
Det不
易 探测 度数 (D)
RPN 风险 顺序 数
Reccomended Actions
建议的措施
Responsibility
措 施 结 果Action Results
& Target Completion
Date 责任及目标 完成日期
Actions Taken 采取的措施
Sev严 重 度 数
(S)
Occ频 度 数
(O)
Det不 易 探测 度数
(D)
RPN 风险 顺序
数
Part 零件号 Number
建议的措施
Responsibility
措 施 结 果Action Results
& Target Completion
Date 责任及目标 完成日期
Actions Taken 采取的措施
Sev严 重 度 数
(S)
Occ频 度 数
(O)
Det不 易 探测 度数
(D)
RPN 风险 顺序
数
FMEA Number
Item/Func tion
项目/功能 要求
Potential
Failure Mode 潜在的失 效 模式
Sev严
Potential Effect(s) of Failure
潜 在 后果
重 度 数
Class 级别
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
责任目标
完成日期
措施结果
采取的
措施
严重程度数S
频度数O
探测度数D
风险顺序数RPN
PFMEA严重度评价标准(LQ)
后果
判定准则:后果的严重度
严重度数
无警告的严重危害
失效发生时无警告。可能危害机器、装配操作者或顾客。潜在失效模式严重影响车辆安全运行和/或包含不符合政府法规项,严重程度很高。
10
有警告的严重危害
4
轻微
生产线破坏较轻,部分(少于100%)需要在生产线上其它工位返工。装配和涂装பைடு நூலகம்尖响和卡嗒响等项目不符合要求,有一半(50%)顾客发现有缺陷。
3
很轻微
生产线破坏轻微,部分(少于100%)产品需要在生产线上原工位返工,装配和涂装或尖响和卡塔响等项目不符合要求,很少(25%)顾客发现有缺陷。
2
无
仅对装配或操作者有轻微不方便,对顾客没有影响
潜在的失效模式及后果分析(PFMEA)
项目名称:过程责任部门:
车型年/车辆车型:关键日期:
主要参加人:
PFMEA编号:
页码:第页共页
编制:
PFMEA日期(编制):(修订)
过程
功能要求
潜在的
失效模式
潜在的
失效后果
严重程度数S
级别
潜在失效
原因/机理
频度数O
现行过程
控制预防
现行过程
控制探测
探测度数D
风险顺序数RPN
探测性
评价准则:在下一个或后续工艺前,或零部件离开制造或装配工位之前,利用过程控制方法找出缺陷存在的可能性
不易探测度数
几乎不可能
没有已知的控制方法能找出失效模式
10
很微小
现行控制方法找出失效模式的可能性很微小
9
微小
现行控制方法找出失效模式的可能性微小
8
很小
现行控制方法找出失效模式的可能性很小
7
小
现行控制方法找出失效模式的可能性小
≥0.83
6
1/400
≥1.00
5
1/2000
≥1.17
4
低:很少几次与相似过程有关的失效。
1/15000
≥1.33
3
很低:很少几次与几乎完全相同的过程有关的失效。
1/150000
≥1.50
2
极低:失效不大可能发生。几乎完全相同的过程也未有过失效。
≤1/1500000
≥1.67
1
PFMEA探测度分级评价标准(LQ)
6
中等
现行控制方法找出失效模式的可能性中等
5
中上
现行控制方法找出失效模式的可能性中等偏上
4
高
现行控制方法找出失效模式的可能性高
3
很高
现行控制方法找出失效模式的可能性很高
2
几乎肯定
现行工艺控制方法几乎肯定能找出失效模式,已知相似工艺的可靠的探测控制方法
1
失效发生时有警告。可能危害机器、装配操作者或顾客。潜在失效模式严重影响车辆安全运行和/或包含不符合政府法规项,严重程度很高。
9
很高
生产线严重破坏,可能100%的产品得报废,车辆/系统无法运行,丧失基本功能,顾客非常不满。
8
高
生产线破坏较严重,产品需筛选部分(低于100%)报废,车辆能运行,但性能下降,顾客不满意。
7
中等
生产线破坏不严重,部分(低于100%)产品报废(不筛选),车辆/系统能运行,但舒适性或方便性项目失效,顾客感觉不舒适。
6
低
生产线破坏不严重,产品需要100%返工,车辆或系统能运行,但有些舒适性或方便面性项目性能下降,顾客有些不满意。
5
很低
生产线破坏不严重,产品经筛选,部分(少于100%)需要返工,装配和涂装或尖响和卡嗒响等项目不符合要求,多数(75%)顾客发现有缺陷。
1
PFMEA频度分级评价标准(LQ)
失效发生的可能性
可能的失效率
CP
频度数
很高:失效几乎是不可避免的。
≥1/2
<0.33
10
1/3
≥0.33
9
高:一般与以前经常发生失效的过程相似的工艺有关。
1/8
≥0.51
8
1/20
≥0.67
7
中等:一般与以前时有失效发生,但不占主要比例的过程相类似的工艺有关。
1/80