钢筋电渣压力焊接头检验批质量验收记录(新)
钢筋工程检验批质量验收记录

钢筋工程检验批质量验收记录1. 引言本文档记录了对于钢筋工程检验批的质量验收过程和结果。
通过对钢筋工程进行严谨的质量验收,可以确保工程质量符合相关标准和要求,提高工程的安全性和可靠性。
2. 检验批信息检验批名称:钢筋工程检验批施工合同编号:[合同编号]合同工程量:[工程量]施工单位:[施工单位名称]监理单位:[监理单位名称]验收日期:验收日期3. 验收标准和方法本次钢筋工程的验收标准遵循国家相关标准和要求,并根据构造配置和设计文件的要求进行验收。
具体的验收方法包括:•检查钢筋清理情况:检查钢筋表面是否有锈蚀、油污等污染物,保证钢筋的清洁度。
•检查钢筋尺寸:对钢筋的直径、长度和弯曲情况进行检查,确保符合设计要求。
•检查钢筋的连接方式:检查钢筋的焊接质量、螺纹连接质量等,确保连接牢固可靠。
•检查钢筋的布置情况:检查钢筋的布置是否符合设计要求,保证钢筋覆盖层的厚度达到要求。
4. 验收过程和结果4.1 验收过程•检查钢筋清理情况:对钢筋表面进行观察和检查,未发现明显的锈蚀、油污等污染物。
•检查钢筋尺寸:使用钢筋直径测量仪对钢筋的直径进行测量,结果显示符合设计要求。
对钢筋长度进行测量,未发现明显的偏差。
对弯曲钢筋进行测量,结果显示符合设计要求。
•检查钢筋的连接方式:对焊接的钢筋进行外观检查,未发现焊接缺陷。
对螺纹连接进行检查,未发现松动或断裂等情况。
•检查钢筋的布置情况:对钢筋布置进行观察和测量,发现布置符合设计要求。
对钢筋覆盖层厚度进行测量,结果显示符合设计要求。
4.2 验收结果根据以上的检验过程,本次钢筋工程检验批的质量验收结果如下:•钢筋清理情况:合格•钢筋尺寸:合格•钢筋连接方式:合格•钢筋布置情况:合格5. 验收结论本次钢筋工程检验批的质量验收结果显示符合相关的验收标准和要求,工程质量达到了预期的要求。
经过严谨的验收过程,保证了钢筋工程的安全性和可靠性。
基于对钢筋工程的质量验收结果,提出以下验收意见:•完善施工单位的质量管理体系,以确保施工过程中质量控制的有效性。
钢 构 件 焊 接 检验批质量验收记录
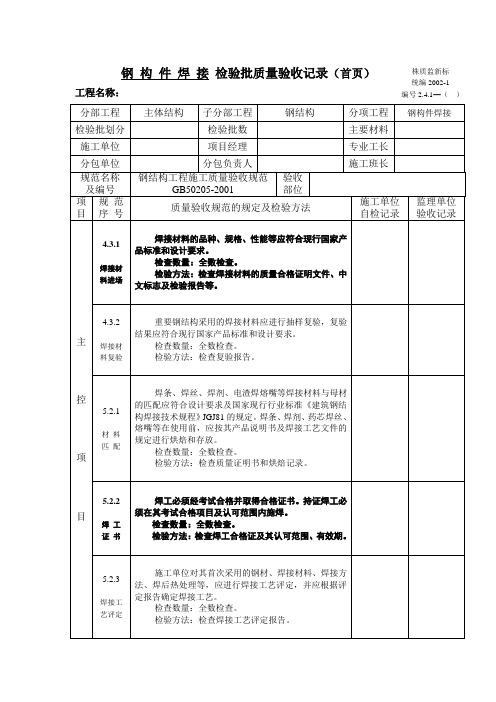
检查数量:按量抽查1%,且不应少于10包。
检验方法:观察检查。
5.2.7
预热和后热处理
对于需要进行焊前预热或焊后热处理的焊缝,其预热温度或后热温度应符合国家现行有关标准的规定或通过工艺试验确定。预热区在焊道两端,每侧宽度均应大于焊件厚度的1.5倍以上,且不应小于100mm;后热处理应在焊后立即进行,保温时间应根据板厚按每25mm板厚1h确定。
检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每种焊缝按数量各抽查5%,总抽查处不应少于5处。
检验方法:观察检查。
钢构件焊接检验批质量验收记录(尾页)
表5.2.4一、二级焊缝质量等级及缺陷分级
焊缝质量等级
一级
二级
内部缺陷超声波探伤
评定等级
Ⅱ
Ⅲ
检验等级
B级
B级
探伤比例
100%
20%
内部缺陷射线探伤
检验方法:检查焊接工艺评定报告。
钢构件焊接检验批质量验收记录(中1页)
项目
规范
序号
质量验收规范的规定及检验方法
施工单位自检记录
监理单位验收记录
主
控
项
目
5.2.4
内部
缺陷
设计要求全焊透的一、二级焊缝应采用超声波探伤进行内部缺陷的检验,超声波探伤不能对缺陷作出判断时,应采用射线探伤,其内部缺陷分级及探伤方法应符合现行国家标准《钢焊缝手工超声波探伤方法和探伤结果分级法》GB11345或《钢熔化焊对接接头射线照相和质量分级》GB3323的规定。
钢筋电渣压力焊接头施工质量检查验收记录
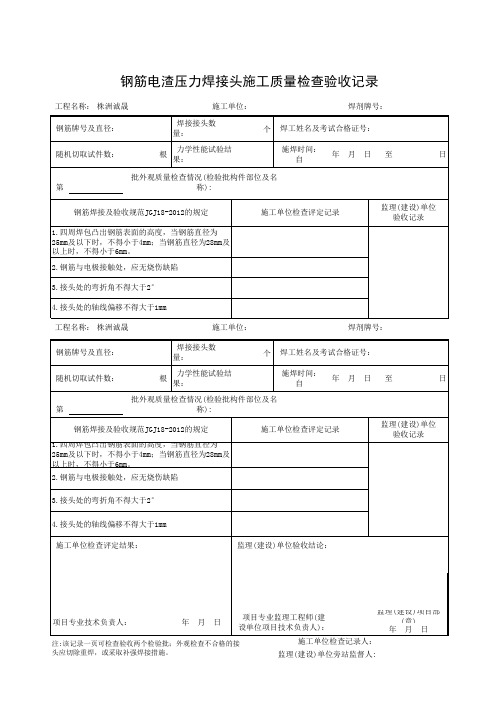
至
日
批外观质量检查情况(检验批构件部位及名
第
称):
钢筋焊接及验收规范JGJ18-2012的规定
1.四周焊包凸出钢筋表面的高度,当钢筋直径为 25mm及以下时,不得小于4mm;当钢筋直径为28mm及 以上时,不得小于6mm。
2.钢筋与电极接触处,应无烧伤缺陷
施工单位检查评定记录
监理(建设)单位 验收记录
2.钢
监理(建设)单位 验收记录
3.接头处的弯折角不得大于2°
4.接头处的轴线偏移不得大于1mm
工程名称: 株洲诚晟
施工单位:
焊剂牌号:
钢筋牌号及直径:
焊接接头数 量:
个 焊工姓名及考试合格证号:
随机切取试件数:
根
力学性能试验结 果:
施焊时间: 自
年月日
钢筋电渣压力焊接头施工质量检查验收记录
工程名称: 株洲诚晟
施工单位:
焊剂牌号:
钢筋牌号及直径:
焊接接头数 量:
个 焊工姓名及考试合格证号:
随机切取试件数:
根
力学性能试验结 果:
施焊时间: 自
年月日
至
日
批外观质量检查情况(检验批构件部位及名
第
称):
钢筋焊接及验收规范JGJ18-2012的规定
1.四周焊包凸出钢筋表面的高度,当钢筋直径为 25mm及以下时,不得小于4mm;当钢筋直径为28mm及 以上时,不得小于6mm。
施工单位检查记录人: 监理(建设)单位旁站监督人:
3.接头处的弯折角不得大于2°
4.接头处的轴线偏移不得大于1mm 施工单位检查评定结果:
监理(建设)单位验收结论:
项目专业技术负责人:
年月日
钢筋电渣压力焊接头施工质量检查验收记录
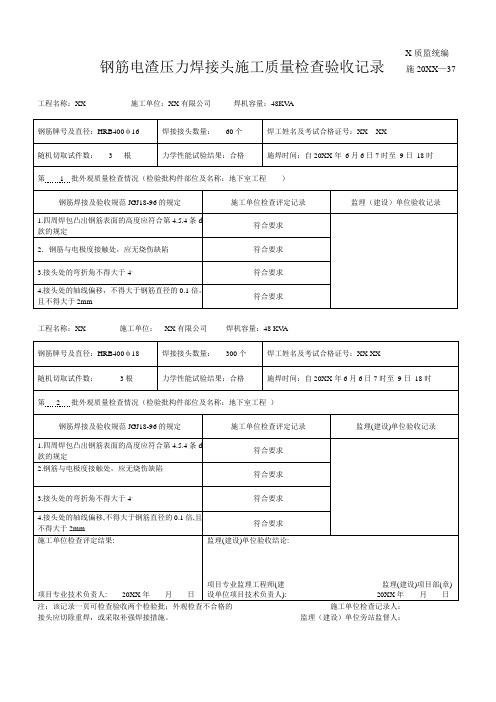
工程名称:XX 施工单位:XX有限公司焊机容量:48KV A
工程名称:XX 施工单位:XX有限公司焊机容量:48 KV A
注:该记录一页可检查验收两个检验批;外观检查不合格的施工单位检查记录人:接头应切除重焊,或采取补强焊接措施。
监理(建设)单位旁站监督人:
工程名称:XX 施工单位:XX有限公司焊机容量:48KV A
工程名称:XX 施工单位:XX有限公司焊机容量:48 KV A
注:该记录一页可检查验收两个检验批;外观检查不合格的施工单位检查记录人:接头应切除重焊,或采取补强焊接措施。
监理(建设)单位旁站监督人:
工程名称:XX 施工单位:XX有限公司焊机容量:48KV A
注:该记录一页可检查验收两个检验批;外观检查不合格的施工单位检查记录人:接头应切除重焊,或采取补强焊接措施。
监理(建设)单位旁站监督人:
工程名称:XX 施工单位:XX有限公司焊机容量:48KV A
工程名称:XX 施工单位:XX有限公司焊机容量:48 KV A
注:该记录一页可检查验收两个检验批;外观检查不合格的施工单位检查记录人:接头应切除重焊,或采取补强焊接措施。
监理(建设)单位旁站监督人:。
钢筋连接检验批质量验收记录表

/
3
箍筋直径、横向、纵向受力钢筋间距符合设计及规范要求
施工单位
检查结果
经检查,主控项目合格,一般项目符合设计及规范要求,评定合格。
专业工长:
质量员:
年月日
监理单位
验收结论
监理工程师:
年月日
江苏省建设工程质量监督总站监制
验收项目
设计要求及
规范规定
最小/实际
检查数量
检查记录
检查
结果
主
控
项ห้องสมุดไป่ตู้
目
1
钢筋的连接方式
设计的钢筋连接方式:电渣压力焊
全数
/
全数
钢筋连接方式为:电渣压力焊
2
接头的力学性能、弯曲性能
钢筋机械连接接头、焊接接头的力学性能、弯曲性能应符合国家现行相关标准的规定。
/
检测合格
3
螺纹接头的拧紧扭矩值
螺纹接头应检验拧紧扭矩值,挤压接头应量测压痕直径,检验结果应符合现行行业标准《钢筋机械连接技术规程》JGJ 107的相关规定。
6
/
6
钢筋焊接接头的外观质量符合现行行业标准和《钢筋焊接及验收规程》JGJ 18的规定
3
钢筋的接头面积百分率
纵向受力钢筋机械连接接头或焊接接头时,同一连接区段内纵向受力钢筋的接头面积百分率设计要求为:
当设计无具体要求时,应符合5.4.6条规定。
3
/
3
同一连接区段内,纵向受拉钢筋的接头面积百分率50%。
钢筋连接检验批质量验收记录
苏TJ5.1.2.2
工程名称
分部(子分部)工程名称
混凝土结构
分项工程名称
钢筋连接
施工单位
电渣压力焊质量验收及不合格检验批的处理方法

电渣压力焊质量验收及不合格检验批的处理方法宗良钢筋电渣压力焊是一种将两根钢筋安放成竖向对接形式,利用焊接电流通过两钢筋端面间隙,在焊剂层下形成电弧过程和电渣过程,产生电弧热和电阻热,熔化钢筋、加压完成的一种压焊方法。
由于其具有现场操作方便、成本低廉等特点而在现代民用建筑施工中普遍采用。
一、适用范围⒈电渣压力焊适用于柱、墙、构筑物等现浇混凝土结构中竖向受力钢筋的连接,不得使用于梁、板等构件中作水平钢筋连接。
⒉常用牌号钢筋力学性能及电渣压力焊适用规格种类符号适用规格屈服强度抗拉强度设计强度HPB235(Q235) ф14~20 235 370 210 HRB335 B 14~32 335 455 300 HRB400 C 14~32 400 540 360 注:1 标准强度即为屈服强度; 2 任何一种牌号直径12 及以下的钢筋都不适用电渣压力焊。
二、验收程序⒈书证验收检查钢筋出厂质量证明书、钢筋进场复验报告、各项焊接材料产品合格证以及焊工操作证等。
书证验收合格后再进行外观验收。
⒉外观验收电渣压力焊接头外观应符合下列要求:⑴四周焊包凸出钢筋表面的高度不得小于4mm;⑵钢筋与电极接触处,应无烧伤缺陷;⑶接头处的弯折角不得大于3°;⑷接头处的轴线偏移不得大于钢筋直径的倍,且不得大于2mm;⑸不同直径钢筋对接应保持两种规格的钢筋轴线在同一条直线上。
钢筋焊接接头外观检查时,每一检验批中应随机抽取10%的焊接接头。
当检查判定结果各小项不合格数均小于或等于抽检数的10%,则该批焊接接头外观第 2 页,共 4 页质量评为合格;当某一小项不合格数超过抽检数的10%时,应对该批焊接接头该小项逐个进行复检,并剔出不合格接头,对不合格接头采取割除重新施焊后,可进行二次验收。
外观验收通过后再随机抽取试件进行力学性能检验。
⒊力学性能检验即拉伸试验。
规范要求“力学性能检验时,应在接头外观检查合格后随机抽取试件进行试验。
钢筋成型和安装检验批质量验收记录(二)

钢筋成型和安装检验批质量验收记录(二) 项目介绍
本文档是钢筋成型和安装检验批质量验收记录的第二部分,主要记录了第二阶
段的验收情况。
日期
2022年1月10日
验收内容
本次验收的内容为钢筋成型和安装的质量。
包括钢筋成型和钢筋安装两个部分。
钢筋成型
经过前期的准备工作,施工方开始进行钢筋成型。
在成型的过程中,监理人员
对其进行了认真地检查:
1.钢筋搭接是否符合设计要求?
2.钢筋是否在成型过程中变形?
3.钢筋成型后是否达到设计要求的长度和直径?
经过检查,问题不大,成型质量符合设计要求。
钢筋安装
随后是钢筋安装环节,施工方在进行安装前,按照设计图纸确定了钢筋的位置
和长度。
监理人员对其进行了检查:
1.钢筋是否安装到位?
2.钢筋是否符合设计图纸的位置?
3.钢筋是否达到了规定的间隔要求?
4.钢筋的长度是否符合设计要求?
经过检查,发现部分位置没有安装到位,需要加强监督。
验收
根据以上的验收内容,本次施工方的钢筋成型和安装质量较为合格,但在安装
位置问题上还需要予以改进。
监理人员现场提出了整改建议,并要求施工方加强施工过程中的质量控制。
同时要求施工方在下一步的施工过程中加强对钢筋成型和安装的监管,确保施工质量的稳步提升。
验收人员
本次的验收人员包括:
•监理人员:张三
•施工方代表:李四
•建设单位代表:王五。
钢筋电渣压力焊接头检验批质量验收记录
钢筋电渣压力焊接头检验批质量验收记录一、前言钢筋电渣压力焊接头是钢筋连接的一种常用方式,在建筑、桥梁、隧道、水利等行业中广泛应用。
焊接工艺的好坏直接影响钢筋连接的安全可靠性,因此对焊接工艺和焊接接头的质量进行检验和验收,对于施工质量的保障至关重要。
本文档旨在总结钢筋电渣压力焊接头检验批的质量验收记录,以便于工程管理实践中的规范化要求。
二、检验批范围本文档适用于钢筋电渣压力焊接头检验批的质量验收记录工作。
三、质量验收内容(一)焊接焊缝外观质量焊接焊缝外观质量检验是对焊接工艺的直接检验,外观质量不良的焊接接头往往不具备保护钢筋的功能。
因此,焊接焊缝外观质量的检验是质量验收的重要环节。
(二)焊接接头尺寸钢筋电渣压力焊接头的尺寸应符合设计要求,尤其是焊接头的长度、宽度、高度、间距等尺寸应符合规范的要求,确保焊接头的力学性能达到标准要求。
因此,检验焊接接头尺寸的合格率也是质量验收的重要方面。
(三)焊接接头机械性能钢筋电渣压力焊接头的机械性能对拼接的钢筋有着重要的保护作用,因此焊接接头机械性能的检验也非常重要。
验收时需要检测焊接接头的强度和韧性等力学性能参数,并进行拉伸、扭曲、冲击等试验,确保焊接接头的机械性能与要求相符合。
四、检验依据钢筋电渣压力焊接头的检验依据是相关行业标准。
主要有:GB/T17219-1998《钢筋电渣焊接工艺规程》、GB/T1499.1-2018《混凝土用钢筋标准》等。
在验收检验时,需要根据标准明确检验方法和验收标准。
五、检验记录检验记录是质量验收的重要环节,它记录了焊接接头检验中的重要信息,也是评判焊接质量是否合格的依据。
检验记录应当包含以下信息:(一)项目和部位名称:记录钢筋电渣压力焊接头所在的建筑项目及部位。
(二)焊接接头编号:焊接接头应分别进行编号,以便于记录和管理。
(三)焊接工艺参数:记录焊接工艺参数,如电压、电流、焊接时间、电极间距、焊接线性速度等。
(四)焊接缺陷情况:在检验中发现的焊接缺陷应当详细记录。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢筋电渣压力焊接头检验批质量验收记录
单位(子单位)工程名称29#楼
分部(子分部)
工程名称
主体结构
分项工程
名称
钢筋分项
施工单位南通建工集
团股份有限
公司
项目负责人倪建琪
检验批容量600
钢筋牌号及
直径(mm)
HRB400
12
分包单位分包单位项目
负责人
检验批部位29#10F墙柱
施工依据《钢筋焊接及验收规程》
JGJ 18—2012
验收依据
《钢筋焊接及验收规程》
JGJ 18—2012
主控项目
验收项目规范规定
最小/实际抽
样数量
检查记录检查结果1
接头试件拉
伸试验
规程
5.1.7条
合格
一般项目1
当钢筋直
径小于或等
于25mm时,
焊包高度不
得小于4mm
当钢筋直
径大于或等
于28mm时,
焊包高度不
得小于6mm
规程
5.6.2条
合格2
钢筋与电
极接触处无
烧伤缺陷
规程
5.6.2条
合格3
接头处的
弯折角度不
得大于20
规程
5.6.2条
合格4
接头处的
轴线偏移不
得大于1mm
规程
5.6.2条
合格
施工单位
检查结果
专业工长:袁金成
项目专业质量检查员:童俊
年月日
监理单位
验收结论
专业监理工程师:
年月日。