立式铣床控制电路分析
X5040(X53K)立式铣床的PLC改造
目录第一章绪论 (1)第二章总体设计 (2)2.1设计流程图 (2)2.2 X5040铣床简介 (2)2.3 FX2N(C)PLC简介 (4)2.4 X5040型铣床电气原理图线路分析 (4)2.5 PLC的I/O分配 (8)2.6 PLC接线图 (11)第三章X5040立式铣床电气系统的软件设计 (13)3.1 PLC程序设计 (13)3.2程序解释及调试 (16)第四章小结 (19)参考文献 (20)任务书............................................................................................. 错误!未定义书签。
摘要X5040铣床是一种应用广泛的多用途机床,它可以进行平面、斜面、螺旋面等多种表面的加工,它原是采用继电接触器电路来实现其电气控制,但是在电气控制系统中,故障的查找与排除是非常困难的,特别是在继电器接触式控制系统,由于电气控制线路触点多、线路复杂、故障率高、检修周期长,给生产与维护带来诸多不便,严重的影响生产。
PLC是专为工业应用而设计,其可靠性高,抗干扰能力强。
可将X5040铣床电气控制线路改造为基于FX2N的可编程控制器控制,可以提高铣床的整个电气控制系统的工作性能及参数指标,具有较高的可靠性与灵活性,减少工人维护、维修的工作量。
本文介绍了用PLC取代X5040铣床的继电器控制电路,阐述了PLC的设计方案;根据控制要求,确定PLC的输入输出点数,对I/O地址进行了分配,并画出了I/O接线图;根据控制原理,进行系统的软件设计,画出了T形图。
关键词:X5040铣床;电气控制;PLC控制;梯形图第一章绪论可编程控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计。
他采用可编程序的存储器,用来在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字的、模拟的输入输出,控制各种类型的机械或生产过程。
XA5032 立式升降台铣床电路图 2009

2
3
=
+
4
5
1
9 /4.2:C
8
4
12 /4.5:C
E
图号 设计
5
90001
共 8 页
EPLAN
2021/1/11 第 4 页
6
1
3.6:B / 4
11
-SB7
A
/4.2:A
12
急停按钮
51
11
-SB8
/4.3:A
12
急停按钮
52 B
11
-SB1
/4.2:C
12
主轴停止
5
11
-SB2
12
221
1
3
2
12
4
3A
2A
2
4
01
380V/110V/100VA
-QF7
12
3A
照明变压器
-TC3
-QF11
222
1
3
201 1 2
2
4
380V/24V/63VA
3A
2
-PE
203
13
-SA6
14
210
204
x1
-EL
机床照明 x2
B 4 / 5.1:A 01 / 5.1:D
C
D
项目描述:XA5032 立式升降台铣床电路图 2009
2
型号 3TH82 44 - 0XF0 3TB44 22 - 0XF0 3TB40 22 - 0XF0 H3Y-2 PYF08A-E Y132M-4-B5 Y90L-4 JCB-22 QSM1-100L/3310/30A 3VU1340 - 1MN00 3VU1340 - 1NJ00 3VU1340 - 1ME00 QS30-63/1P D3 QS30-63/1P D2 QSLA37-11XS/20K QSLA37-11XS/30K QSLA37-22XS/20K QSLA37-22/K QSLA37-11/W QSLA37-11/GR QSLA37-22ZS/MT/R
XW5032型立式升降台铣床
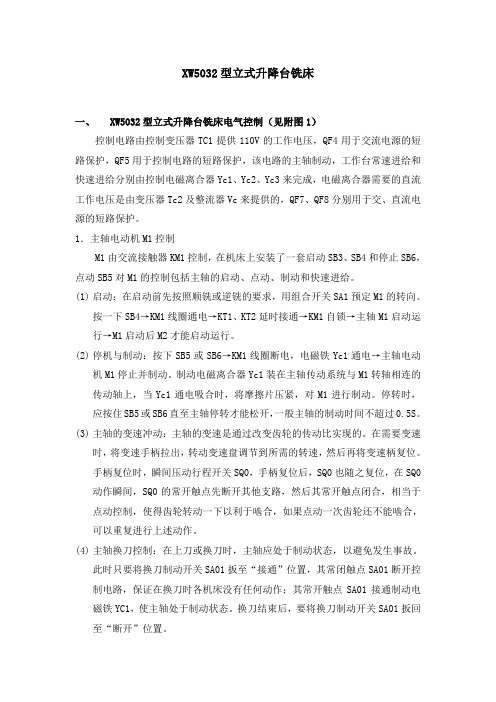
XW5032型立式升降台铣床一、XW5032型立式升降台铣床电气控制(见附图1)控制电路由控制变压器TC1提供110V的工作电压,QF4用于交流电源的短路保护,QF5用于控制电路的短路保护,该电路的主轴制动,工作台常速进给和快速进给分别由控制电磁离合器Yc1、Yc2、Yc3来完成,电磁离合器需要的直流工作电压是由变压器Tc2及整流器Vc来提供的,QF7、QF8分别用于交、直流电源的短路保护。
1.主轴电动机M1控制M1由交流接触器KM1控制,在机床上安装了一套启动SB3、SB4和停止SB6,点动SB5对M1的控制包括主轴的启动、点动、制动和快速进给。
(1)启动:在启动前先按照顺铣或逆铣的要求,用组合开关SA1预定M1的转向。
按一下SB4→KM1线圈通电→KT1、KT2延时接通→KM1自锁→主轴M1启动运行→M1启动后M2才能启动运行。
(2)停机与制动:按下SB5或SB6→KM1线圈断电,电磁铁Yc1通电→主轴电动机M1停止并制动。
制动电磁离合器Yc1装在主轴传动系统与M1转轴相连的传动轴上,当Yc1通电吸合时,将摩擦片压紧,对M1进行制动。
停转时,应按住SB5或SB6直至主轴停转才能松开,一般主轴的制动时间不超过0.5S。
(3)主轴的变速冲动:主轴的变速是通过改变齿轮的传动比实现的。
在需要变速时,将变速手柄拉出,转动变速盘调节到所需的转速,然后再将变速柄复位。
手柄复位时,瞬间压动行程开关SQ0,手柄复位后,SQ0也随之复位,在SQ0动作瞬间,SQ0的常开触点先断开其他支路,然后其常开触点闭合,相当于点动控制,使得齿轮转动一下以利于啮合,如果点动一次齿轮还不能啮合,可以重复进行上述动作。
(4)主轴换刀控制:在上刀或换刀时,主轴应处于制动状态,以避免发生事故。
此时只要将换刀制动开关SA01扳至“接通”位置,其常闭触点SA01断开控制电路,保证在换刀时各机床没有任何动作;其常开触点SA01接通制动电磁铁YC1,使主轴处于制动状态。
铣床控制电路分析
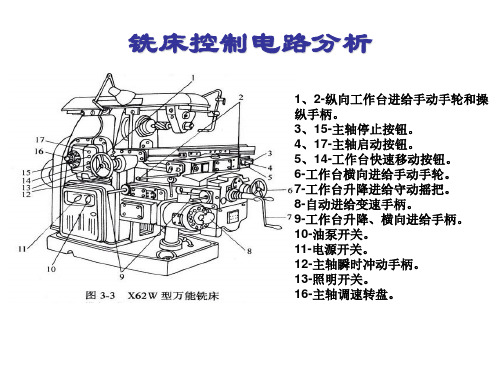
1、2-纵向工作台进给手动手轮和操 、 纵向工作台进给手动手轮和操 纵手柄。 纵手柄。 3、15-主轴停止按钮。 主轴停止按钮。 、 主轴停止按钮 4、17-主轴启动按钮。 主轴启动按钮。 、 主轴启动按钮 5、14-工作台快速移动按钮。 工作台快速移动按钮。 、 工作台快速移动按钮 6-工作台横向进给手动手轮。 工作台横向进给手动手轮。 工作台横向进给手动手轮 7-工作台升降进给守动摇把。 工作台升降进给守动摇把。 工作台升降进给守动摇把 8-自动进给变速手柄。 自动进给变速手柄。 自动进给变速手柄 9-工作台升降、横向进给手柄。 工作台升降、 工作台升降 横向进给手柄。 10-油泵开关。 油泵开关。 油泵开关 11-电源开关。 电源开关。 电源开关 12-主轴瞬时冲动手柄。 主轴瞬时冲动手柄。 主轴瞬时冲动手柄 13-照明开关。 照明开关。 照明开关 16-主轴调速转盘。 主轴调速转盘。 主轴调速转盘
• 由原理图可知:M2电机在主轴电机M1起动后才能进行工 作。在机床接通电源后,将控制圆工作台的组合开关SA32(21-19)扳到断开状态,使触点SA3-1(17-18)和 SA3-3(11-21)闭合,然后按下SB3或SB4,这时接触 器KM1吸合,使KM1(8-12)闭合,就可进行工作台的 进给控制。 • ①工作台纵向(左右)运动的控制,工作台的纵向运动是 由进给电动机M2驱动,由纵向操纵手柄来控制。此手柄 是复式的,一个安装在工作台底座的顶面中央部位,另一 个安装在工作台底座的左下方。手柄有三个:向左、向右、 零位。当手柄扳到向右或向左运动方向时,手柄的联动机 构压下行程SQ2或SQ1,使接触器KM4或KM3动作,控制 进给电动机M2的转向。工作台左右运动的行程,可通过 调整安装在工作台两端的撞铁位置来实现。当工作台纵向 运动到极限位置时,撞铁撞动纵向操纵手柄,使它回到零 位,M2停转,工作台停止运动,从而实现了纵向终端保 护。
X52K立式升降台铣床控制电路
离合器接通快速传动链来实现。 M3为冷却泵电动机。
主运动与进给运动的变速,
采用孔盘变速机构。变速手柄
动作过程中通过凸
轮压下行程开关,使电动机得 到瞬时点动,以利变速齿轮的 顺利啮合。
概括起来,X52K立式铣床有如下特点:
1)用换向转换开关SA5选择主电动机的转向; 2)主运动采用电磁离合器YB制动; 3)主运动和进给运动变速均有瞬时点动; 4)主运动和进给运动各由单独的电动机驱动,工作台的快速
离合器YC2接上进给快速传动链,移动利用电磁实现快速移动; 5)进给运动与主运动联锁,只有起动主运动后,进给运动才
能起动工作; 6)工作台6个方向的进给运动,具备完备的联锁; 7)多点控制; 8)具有短路保护、零压保护、过载保护和超程保护。
二. 电气原理图
三 . 主轴电动机的控制。
先让我们来看看X52K主轴电机的控制。由图可知KM1为控制主轴电机运 转的接触器,主轴电机通过换向开关SA5可选择正转或者反转,以适应刀 具转向的需要,但工作中不能使用换行开关SA5使电机改变转向。
为了变速时齿轮易于齿合,须使主轴电动机瞬时转动,当变速手柄推 回原来位置时,压下行程开关SQ7,使SQ7的常闭点断开,常开点闭合, 接通KM线圈,电机M1瞬时接通旋转,但KM1不能自锁。瞬时转动的时 间不能过长,因容易打坏齿轮。
四. 进给运动的电气控制
1 只有在主轴起动以后,进给运动才能起动。 2 工作台的上下前后运动由操纵手柄控制,手柄的联动机构与行程开关
X52K立式升降台铣床控制 电路
一. 控制要求与特点
X52K铣床有3台电动机,主电 动机M1功率7kW,转速 1450r/min,用换相转换开关 SA5选择主轴的转向,停车时 采用电磁离合器刺动,工作进 给电动机M2,功率1.5kW,它 完成工作台上、下、左、右、
最新X62W万能铣床电气控制线路分析(一)

主电路中,冷却泵电动机M3接在接触器KMl的常开主触点之后,所以,只有主轴电动机M1工作时才能起动。由于容量很小,故用转换开关QS2直接控制它的起停,用热继电器FR2作它的过载保护。
[归纳小结]
进给运动是工件相对于铣刀的移动。进给运动有工作台的左右、上下和前后进给移动。装上附件圆工作台,还可作旋转进给移动。工作台用来安装夹具和工件。在横向溜板上的水平导轨上,工作台沿导轨作左、右移动。在升降台的水平导轨上,使工作台沿导轨前、后移动。升降台依靠下面的丝杠,沿床身前面的导轨同工作台一起上、下移动。各进给方向由一台笼型异步电动机拖动,各进给方向的选择由机械切换来实现,进给速度由机械变换齿轮来实现变速。为了使进给时可以上下、左右、前后移动,进给电动机应能正反转。从安全的角度考虑,同一时间内只允许有一个方向进给,不允许双向或双向以上方向的进给。
1965年和1980年,分别在广州南园和香港,以烹制佛跳墙为主的福州菜引起轰动,在世界各地掀起了佛跳墙热。各地华侨开设的餐馆,多用自称正宗的佛跳墙菜,招徕顾客。佛跳墙还在接待西哈努克亲王、美国总统里根、英国女王伊丽莎白等国家元首的国宴上登过席,深受赞赏,此菜因而更加闻名于世。
三、总结
总结全文,指导学生完成课后练习题:
教学过程:
一、引入课题
同学们,我们的家乡福州是一座美丽的城市,福州的风景名胜和丰富的物产更是吸引着无数的中外游客,现在先让我们来谈一谈大家知道的福州著名菜肴有哪些呢?
二、介绍佛跳墙的由来
佛跳墙原名福寿全。光绪二十五年(1899年),福州官钱局一官员宴请福建布政使周莲,他为巴结周莲,令内眷亲自主厨,用绍兴酒坛装鸡、鸭、羊肉、猪肚、鸽蛋及海产品等10多种原、辅料,煨制而成,取名福寿全。周莲尝后,赞不绝口。后来,衙厨郑春发学成烹制此菜方法后加以改进,到郑春发开设“聚春园”菜馆时,即以此菜轰动榕城。有一次,一批文人墨客来尝此菜,当福寿全上席启坛时,荤香四溢,其中一秀才心醉神迷,触发诗兴,当即漫声吟道:“坛启荤香飘四邻,佛闻弃禅跳墙来”。从此即改名为佛跳墙。
铣床特点及电气控制线路分析

铣床特点及电气控制线路分析1 铣床简介铣削是一种高效率的加工方式,铣刀的旋转是主运动,工作台的上下、左右、前后运动都是进给运动,其他的运动,如工作台的旋转运动则是辅助运动。
铣床的种类很多,按照结构型式和加工性能的不同,可分为立式铣床、卧式铣床、仿形铣床、龙门铣床和专用铣床等。
万能铣床是一种通用的多用途机床,它可以用圆柱铣刀、圆片铣刀、成型铣刀及端面铣刀等工具对各种零件进行平面、斜面、螺旋面及成型表面的加工,还可以加装万能铣头和圆工作台来扩大加工范围。
目前,万能铣床常用的有两种,一种是卧式万能铣床,铣头水平放置,型号为X62W;另一种是立式万能铣床,铣头垂直放置,型号为X52K。
这两种铣床结构大体相似,差别在于铣头的放置方向上,而工作台进给方式,主轴变速等都一样,电气控制线路经过系列化以后,也是一样的,只不过容量不同。
型号意义图1.12 X62W万能铣床X62W万能铣床是一种通用的多用途机床,它可以进行平面、斜面、螺旋面及成型表面的加工,是一种较为精密的加工设备,它采用继电接触器电路实现电气控制。
其操作是通过手柄同时操作电气与机械,以达到机电紧密配合完成预定的操作,是机械与电气结构联合动作的典型控制,是自动化程度较高的组合机床。
X62W型万能铣床的结构主要由床身、主轴、刀杆、悬梁、刀杆支架、工作台、回转盘、横溜板、升降台、底座等几部分组成。
在床身的前面有垂直导轨,升降台可沿着它上下移动。
在升降台上面的水平导轨上,装有可在平行主轴轴线方向移动(前后移动)的溜板。
溜板上部有可移动的回转盘,工作台就在溜板上部回转盘上的导轨上作垂直于主轴轴线方向移动(左右移动)。
工作台上有T 形槽用来固定工件。
这样,安装在工作台上的工件就可以在三个坐标上的六个方向调整位置或进给。
铣床主轴带动铣刀的旋转运动时主运动;铣床工作台的前后(横向)、左右(纵向)和上下(垂直)6个方向的运动是进给运动;铣床的其他运动,如工作台的讯转运动则属于辅助运动。
XA5032 立式升降台铣床电路图 2023
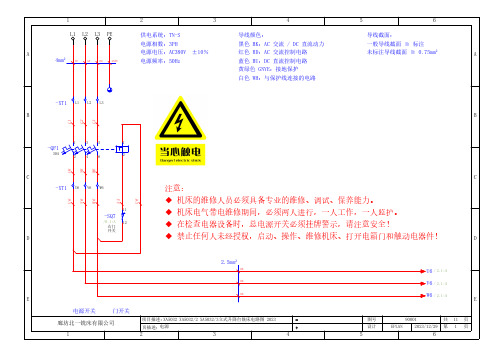
注意:◆ 机床的维修人员必须具备专业的维修、调试、保养能力。
◆ 机床电气带电维修期间,必须两人进行,一人工作,一人监护。
◆ 在检查电器设备时,总电源开关必须挂牌警示,请注意安全!◆ 禁止任何人未经授权,启动、操作、维修机床、打开电箱门和触动电器件!XA5032 XA5032/2 XA5032/3立式升降台铣床电路图 2023项目描述:ABCDE11共页XA5032 XA5032/2 XA5032/3立式升降台铣床电路图 2023项目描述:=图号90008ABCDE元件汇总表元件代号型号描述制造商数量1机床工作灯,E27/AC24V/40WJC34-EL1西门子3中间继电器,双层,4NO+4NC,线圈AC110V 3TH82 44 - 0XF0-KA1...-KA3西门子2接触器,3P/32A/15KW,2NO+2NC,线圈AC110V 3TB44 22 - 0XF0-KM1;-KM22接触器,3P/9A/4KW,2NO+2NC,线圈AC110V 3TB40 22 - 0XF0-KM3;-KM4西门子1交流电动机,7.5kW/15.2A/1455r/min YE4-132M-4-M11交流电动机,1.5kW/3.3A/1425r/minYE4-90L-4-M21冷却泵电机,380V/120W/0.38A/2800r/min,流量25L,扬程4m;;YSB-25-M3丹东山川1塑壳断路器,3P/30A,分励线圈380V QSM1-100L/3310/30A -QF1澳洲奇胜澳洲奇胜1电动机保护器,14~20A。
QSVU13-1MN00-QF2澳洲奇胜1电动机保护器,0.4~0.6A。
QSVU13-1ME00-QF3澳洲奇胜1电动机保护器,3.2~5A。
QSVU13-1NJ00-QF4澳洲奇胜3单极断路器,1P/1A;;QS30-63/1P D1-QF6...-QF8澳洲奇胜1单极断路器,1P/2A QS30-63/1P D2-QF9澳洲奇胜3单极断路器,1P/3AQS30-63/1P D3-QF10...-QF12澳洲奇胜3二位选择开关,1NO+1NC,黑;QSLA37-11XS/20K -SA1;-SA2;-SA6澳洲奇胜1三位选择开关,1NO+1NC,黑;QSLA37-11XS/30K -SA3澳洲奇胜1二位选择开关,2NO+2NC,黑;QSLA37-22XS/20K -SA4澳洲奇胜2圆按钮,2NO+2NC,黑;QSLA37-22/K -SB1;-SB2澳洲奇胜2圆按钮,1NO+1NC,白;QSLA37-11/W -SB3;-SB4澳洲奇胜2圆按钮,1NO+1NC,灰;QSLA37-11/GR -SB5;-SB6澳洲奇胜2自锁蘑菇按钮,2NO+2NC,红;;QSLA37-22ZS/MT/R-SB7;-SB8123456123456ABCDE 11共页第11页廊坊北一铣床有限公司XA5032 XA5032/2 XA5032/3立式升降台铣床电路图 2023部件汇总表 : LX1-11K - DLMX-5KS设计2023/12/27EPLAN项目描述:页描述:+=图号ABCDE元件汇总表元件代号型号描述制造商数量德力西2开启式行程开关,1NO+1NCLX1-11K -SQ1;-SQ2霍尼韦尔2行程开关,单轮自动复位,10A/300V,1NO+1NC SZL-WLC-A -SQ3;-SQ4德力西2开启式行程开关,6A/500V,1NO+1NC LX3-11K -SQ5;-SQ6北京第一机床电器厂1行程开关,滚轮直动式,2NO+2NC,2AX2-N-SQ7西门子1行程开关,10A/500V,1NO+1NC 3ES3-100-0B -SQ81变压器,输出110V;JBK3-100-TC11变压器,输出28V;JBK3-100-TC21控制变压器,63VA,输出24V;JBK3-63-TC31整流器,10A/600V;ZPQIV-1-VC11湿式多片电磁离合器,双出线,线圈电压DC24V;作为主轴制动使用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
X5032立式铣床控制电路分析
图1-4 X5032立式铣床控制电路图
控制电路由控制变压器TC1提供110V的工作电压,FU4用于控制电路的短路保护。
该电路的主轴制动、工作台常速进给和快速进给分别由控制电磁离合器YC1、YC2、YC3来完成,电磁离合器需要的直流工作电压是由整流变压器TC2及整流器VC来提供的,FU2、FU3分别用于交、直流电源的短路保护。
1.主轴电动机M1的控制
M1由交流接触器KM1控制,在机床的两个不同位置各安装了一套启动和停止按钮:SB2和SB6装在床身上,SB1和SB5装在升降台上。
对M1的控制包括主轴的启动、制动、换刀制动和变速冲动。
①启动:在启动前先按照顺铣或逆铣的工艺要求,用组合开关SA3预定M1的转向。
按一下SB1或SB2→KM1线圈通电并自锁→主轴电动机M1启动运行,标号(7-13)闭合→确保在M1启动后M2才能启动运行。
②停机与制动:按下SB5或SB6→KM1线圈断电,电磁铁YC1通电→主轴电动机M1停止并制动。
制动电磁离合器YC1装在主轴传动系统与M1转轴相连的传动轴上,当YC1通电吸合时,将摩擦片压紧,对M1进行制动。
停转时,应按住SB5或SB6直至主轴停转才能松开,一般主轴的制动时间不超过。
③主轴的变速冲动:主轴的变速是通过改变齿轮的传动比实现的。
在需要变速时,将变速手柄拉出,转动变速盘调节所需的转速,然后再将变速柄复位。
手柄复位时,瞬间压动行程开关SQ1,手柄复位后,SQ1也随之复位。
在SQ1动作瞬间,SQ1的常开触点先断开其他支路,然后其常开触点闭合,相当于点动控制KM1→M1,使得齿轮转动一下以利于啮合;如果点动一次齿轮还不能啮合,可以重复进行上述动作。
④主轴换刀控制:在上刀或换刀时,主轴应处于制动状态,以避免发生事故。
此时只要将换刀制动开关SA1扳至“接通”位置,其常闭触点SA1-2(4-6)断开控制电路,保证在换刀时候机床没有任何动作;其常开触点SA1-1(105-107)接通制动电磁铁YC1,使主轴处于制动状态。
换刀结束后。
要将换刀制动开关SA1扳回至“断开”位置。
2.进给运动控制
工作台的进给运动分为工作进给和快速进给,工作进给必须在M1启动运行后才能进行,而快速进给因属于辅助运动,可以在M1不启动的情况下进行。
工作台在6个方向上的进给运动是由机械操作手柄运动带动相关的行程开关SQ3~SQ6,并通过接触器KM3、KM4动作来实现控制进给电动机M2正反转的。
行程开关SQ5和SQ6分别控制工作台的向右和向左运动,而SQ3和SQ4则分别控制工作台的向前、向下和向后、向上运动。
进给拖动系统使用的两个电磁离合器YC2和YC3都安装在进给传动链中的传动轴上。
当YC2吸合而YC3断开时,为工作进给;当YC3吸合而YC2断开时,为快速进给。
①工作台的纵向进给运动:将纵向进给操作手柄扳向右边→行程开关SQ5动作→其常闭触点SQ5-2(27-29)先断开,常开触点SQ5-1(21-23)后闭合→KM3线圈通过(1-23-25)路径通电→M2正转→工作台向右运动。
若将纵向进给操作手柄扳向左边,则SQ6动作→KM4线圈通电→M2反转→工作台向左运动。
SA2为圆工作台控制
开关,此时应处于“断开”位置,其3组触点状态为:SA2-1、SA2-3接通,SA2-2断开。
②工作台的垂直与横向进给运动:工作台垂直与横向进给运动由一个十字形手柄操纵,十字形手柄有上、下、前、后和中间5个位置:将手柄扳至“向下”或“向上”位置时,分别压动行程开关SQ3和SQ4,控制M2正转和反转,并通过机械传动结构使工作台分别向下和向上运动;而当手柄扳至“向前”或“向后”位置时,虽然同样是压动行程开关SQ3和SQ4,但此时机械传动机构则使工作台分别向前和向后运动。
当手柄在中间位置时,SQ3和SQ4均不动作。
下面就以向上运动的操作为例分析电路的工作情况。
将十字形手柄扳至“向上”位置→SQ4的常闭触点SQ4-2先断开,常开触点SQ4-1后闭合KM4线圈经(1-31-33)路径通电→M2反转→工作台向上运动。
③进给变速运动:与主轴变速时一样,进给变速时也需要使M2瞬间点动一下,使齿轮易于啮合。
进给变速冲动由行程开关SQ2控制,在操纵进给变速手柄和变速盘时,瞬间压动了行程开关SQ2,在SQ2通电的瞬间,其常闭触点SQ2-1(13-15)先断开,而常开触点SQ2-2(15-23)后闭合,使KM3线圈经(7-15-23-25)路径通电,点动M2正转。
由KM3的通电路径可见,只有在进给操作手柄均处于零位,即SQ2~SQ6均不动作时,才能进行进给的变速冲动。
④工作台快速进给的操作:要使工作台在6个方向上快速进给,在按工作进给的操作方法操纵进给的控制手柄的同时,还要按下快速
进给按钮开关SB3或SB4,使得KM2线圈通电,其常闭触点(105-109)切断YC2线圈支路,动合触点(105-111)接通YC3线圈支路,使机械传动机构改变传动比,实现快速进给。
由于在KM1的常开触点(7-13)上并联了KM2的一个常开触点,所以在M1不启动的情况下,也可以进行快速进给。
3.圆工作台的控制
在需要加工弧形槽、弧形面和螺旋槽时,可以在工作台上加装圆工作台,圆工作台的回转运动也是由进给电动机M2来拖动的。
在使用圆工作台时,将控制开关SA2扳至“接通”的位置,此时SA2-2接通而SA2-1、SA2-3断开。
在主轴电动机M1启动的同时,KM3线圈经(9-27-23-25)的路径通电,使M2正转,带动圆工作台单向旋转运动。
由KM3线圈的通电路径可见,只要扳动工作台进给操作的任何一个手柄,SQ3-SQ6其中一个行程开关的常闭触点就会断开,都会切断KM3线圈支路,使得工作台停止运动,从而保证了工作台的进给运动和圆工作台的旋转运动不会同时进行。
4.照明电路
照明灯EL由照明变压器YC3提供24V的工作电压,SA4为灯开关,FU5提供短路保护。