乌斯特测试技术与纱线质量控制
乌斯特质量专家系统:无死角实时管控纱线品质

纺 机 EQUIPMENT 066中国纺织2022精 选乌斯特质量专家系统:无死角实时管控纱线品质文|本刊记者 高华斌 梁莉萍在繁忙的纺织厂寻找重要信息可以是一件既快捷又简单的事情,也可以是一项乏味的工作,让人度日如年。
乌斯特Quality Management Platform 质量管理平台改变了这种现状,给车间人员带来了巨大改变。
因此,越南领先的生产商 Hoa Tho Textile 选择了Uster Quality Expert专家系统,以便快速访问关键数据,并提高效率。
Hoa Tho 成立于1962 年,是越南规模最大、历史最悠久的纺织服装企业之一。
公司经营着多家纺纱厂,希望确保所有下属纺纱厂的质量标准相同并且都保持在高水平状态上,以便为美国、欧洲、日本和韩国等高要求市场的客户提供服务,因此,质量管理必须全面(包括来自不同地点及各种仪器和系统的数据),以便用于快速报告和智能分析。
全方位视野一站式管理Uster Quality Expert专家系统应用于纺纱各工序,具有先进的过程优化 Quality Management Platform 质量管理平台。
将所有信息都集中在一个地方——这绝对是 Quality Expert专家系统最有价值的优势。
Hoa Tho 已将其Uster AFIS Pro 2 单纤维测试仪、UsterTester 6 条干仪、Uster Tensojet 5 高速强伸仪和 Uster Quantum 3 清纱器联接到这个系统上。
有了 Quality Expert专家系统,纺纱厂经理有了一个共用基准,现在,他们可以轻松访问质量信息、比较每个纺纱厂的质量水平。
“以前这些信息需要很长时间才能到达合适的人手中,而且并不总是最新的。
现在,可以实时获得最新的质量结果,并且可以立即采取任何必要的措施”,Hoa Tho Textile 纱线技术部经理 Nguyen Huu Khanh 说。
2013年质量技术标准
2013年质量技术标准
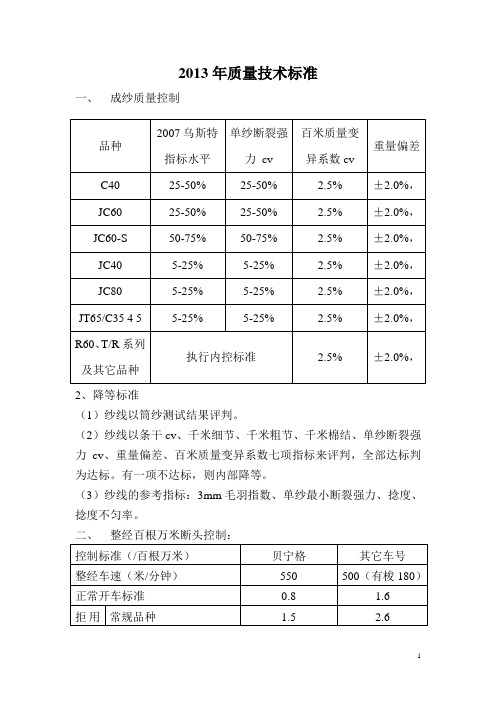
一、成纱质量控制
2、降等标准
(1)纱线以筒纱测试结果评判。
(2)纱线以条干cv、千米细节、千米粗节、千米棉结、单纱断裂强力cv、重量偏差、百米质量变异系数七项指标来评判,全部达标判为达标。
有一项不达标,则内部降等。
(3)纱线的参考指标:3mm毛羽指数、单纱最小断裂强力、捻度、捻度不匀率。
二、整经百根万米断头控制:
由技术部进行监控,出现问题及时协调、分析、解决。
由准备试验室统计整经断头情况,每周上报技术部。
技术部进行核准、汇总、考核。
三、坯布质量控制
1、物理指标控制
执行GB/T 406-2008本色布标准,经、纬密、幅宽原则上控制在下限。
客户有特殊要求时,必须满足客户要求。
2、下机坯布质量控制
严格执行GB/T 406-2008本色布标准,分纺织进行分别统计,以下机一等品率考核。
3、出厂标准
(1)、执行严格的美国四分制标准,布面罚分不超过20分/百米,每个联匹布最多打3处假开。
(2)可修疵点漏修、修不良超过5处为不合格。
4、好轴率标准
执行企业内控标准。
技术质量部
2013-01-08。
利用乌斯特电清提升成纱质量的实践

•革新改造利用乌斯特电清提升成纱质量的实践高建丽(山东惠民布鲁科纺织有限公司,山东滨州㊀251700)摘要:为了稳定成纱质量㊁控制生产成本,以生产高配C14.6t e x 纱为例,介绍其生产工艺流程和主要工艺参数;利用乌斯特电清在线监测数据,分析原棉品质对成纱质量的影响,指导清梳工序落杂工艺设置,优化配棉方案,并探讨不同型号电清对异纤控制的作用和效果.指出:原棉品质变化会引起纱线质量指标的波动,生产流程各环节随之亦产生问题;根据原棉质量波动分析乌斯特电清在线监测数据,找出其相关性,可实时优化工艺方案和操作方法,更好地控制成纱质量指标及配棉成本.关键词:电清;U S T E R Q U A N T UM 2型;U S T E R Q U A N T UM 3型;在线监测;异纤;含杂率;短绒率;配棉中图分类号:T S 103.12+4㊀㊀㊀文献标志码:B ㊀㊀㊀文章编号:1001G9634(2020)06G0051G03P r a c t i c eo f I m p r o v i n g Y a r nQ u a l i t y b y U s t e r E l e c t r i cC l e a n i n gG A OJ i a n l i(S h a n d o n g Hu i m i nB u l u k eT e x t i l eC o .,L t d .,B i n z h o u251700,C h i n a )A b s t r a c t :I no r d e r t o s t a b i l i z e y a r n q u a l i t y a n d c o n t r o l p r o d u c t i o n c o s t s ,t a k i n gt h e p r o d u c t i o n o f h i g h g r a d eC14.6t e x y a r n a s a n e x a m pl e ,t h e p r o c e s s f l o wa n dm a i n p r o c e s s p a r a m e t e r s a r e i n Gt r o d u c e d .B a s e do n t h eo n Gl i n em o n i t o r i n g d a t ao fU s t e r e l e c t r i c c l e a n i n g,t h e i n f l u e n c eo f r a w c o t t o n q u a l i t y o n y a r n q u a l i t y i s a n a l y z e d ,t h e p r o c e s s s e t t i n g o f i m p u r i t i e s s h e d d i n g i nb l o w i n g Gc a r d i n gp r o c e s s i s g u i d e d ,a n dt h es c h e m eo fc o t t o na s s o r t i n g i so p t i m i z e d .T h ef u n c t i o na n d e f f e c t o fd i f f e r e n tt y p e so fe l e c t r i cc l e a n i n g o nf o r e i g nf i b e rc o n t r o la r ea l s od i s c u s s e d .I t i s p o i n t e do u t t h a t t h e c h a n g e o f r a wc o t t o n q u a l i t y w i l l c a u s e t h e f l u c t u a t i o no f y a r n q u a l i t y i n Gd e x ,a n dt h ec h a n g eo fr a w c o t t o n q u a l i t y wi l l l e a dt o p r o b l e m si ne a c hl i n ko f p r o d u c t i o n p r o c e s s .A c c o r d i n g t o t h e f l u c t u a t i o n o f r a wc o t t o n q u a l i t y ,t h e o n Gl i n em o n i t o r i n g da t a o fU s t e r e l e c t r i c c l e a n i n g i sa n a l y z e dt of i n do u t t h ec o r r e l a t i o n ,s ot h e p r o c e s ss c h e m ea n do p e r a t i o n m e t h o d c a nb e o p t i m i z e d i n r e a l t i m e ,a n d t h e y a r n q u a l i t y i n d e xa n d t h ec o s t s o f c o t t o na s s o r Gt i n g ca nb eb e t t e rc o n t r o l l ed .Ke y Wo r d s :e l e c t r i cc l e a n i n g ;U S T E R Q U A N T UM 2;U S T E R Q U A N T UM 3;o n Gl i n e m o n i t o Gr i n g ;f o r e i g n f i b e r ;i m p u r i t y c o n t e n t ;s h o r t f i b e r r a t e ;c o t t o na s s o r t i n g 收稿日期:2020G03G23作者简介:高建丽(1968 ),女,山东惠民人,高级工程师,主要从事棉纺织工艺及技术管理等方面的研究.㊀㊀笔者公司在络筒工序配置U S T E R Q U A N GT UM 2型电清(简称 2型电清 )和U S T E RQ U A N T UM 3型电清(简称 3型电清 ),既能很好地清除有害纱疵,又能对在线监测数据进行深度分析㊁确定纱疵产生原因,有效解决生产中的质量问题.公司生产的高配C14.6t e x 纱线质量指标稳定,但生产中发现纱疵波动,为此从原料使用到成纱工艺进行攻关,发现纱疵波动是因未及时根据原料非直观变化调整清梳工艺㊁温湿度及各工序操作要点引起,应通过乌斯特电清在线监测数据分析波动特征,并据此调整清梳等工序工艺和操作要点,提高成纱质量.ɔ15ʌ第47卷㊀第6期2020年11月㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀T e x t i l eA c c e s s o r i e s4351㊀工艺流程和主要参数1.1㊀工艺流程A 002B 型抓棉机ңJ S B 102型单轴流开棉机ңA 035F 型混开棉机ңA 025B 型多仓混棉机ңF A G106型豪猪开棉机ңF G Y G90H 型异性纤维分离器ңD H GF Z G120A T 4型棉花异性纤维分检机ңF A 231C 型梳棉机ңT M F D 80L 型自调匀整并条机ңF A 494型粗纱机ңF A 506型细纱机ңA U T O C O NE RX 5型自动络筒机.1.2㊀主要参数高配C14.6t e x 纱使用的原料大部分为新疆机采棉,少部分为非洲机采棉,原棉平均品级为3级.由于机采棉的含杂率和短绒率都高,为此在清花工序采用单轴流开棉机,打手转速为640r /m i n,尘棒隔距设置为9.0mm~11.5mm [1];梳棉工序用浙江锦峰纺织机械有限公司制造的前㊁后固定齿条盖板针布[2],优化梳棉锡林㊁盖板及刺辊的速度,锡林与刺辊速比为2.2ʒ1,以最大限度地清除原棉中的杂质和短绒[3];自络工序采用赐来福自动络筒机,配备2型和3型电清.通过对电清数据连续性统计,发现电清在线监测数据的变化与原料波动有很大相关性.2㊀乌斯特电清使用案例通常电清专家系统可根据监测纺纱过程中S L T 粗节通道和F D (V E G )异纤通道的数据变化,分析纱疵出现的相关工序,从而有效地控制纱疵的产生.随着原料含杂率和短绒率的变化,可根据电清的在线监测数据,优化清梳工序落杂工艺的设置及配棉方案.9月上旬笔者公司生产高配C14.6t e x 纱,配棉方案见表1.9月正值原棉供应青黄不接的时候,原棉品质㊀㊀表1㊀高配C14.6t e x 纱配棉方案序号比例/%产地批号主体长度/mm长度整齐度指数/%断裂比强度/(c N d t e x G1)含杂率/%短绒率/%回潮率/%马克隆值纺纱稳定系数18.52新疆451829.8081.932.52.2417.85.784.1813328.52新疆450328.8280.930.82.3625.56.114.0812638.52新疆380729.3082.530.82.1621.56.794.4113048.52新疆271628.7082.131.71.5019.17.554.3513158.52新疆816229.1682.428.61.8621.78.084.1312668.52新疆810129.8083.130.02.8415.18.463.7913778.52新疆380929.7085.429.92.6613.39.053.9214688.07巴西810231.2083.931.83.6815.08.463.6114998.07巴西806729.3383.534.44.0620.79.294.17147108.07巴西806529.0681.834.33.6017.77.274.31138118.07巴西806129.3084.331.44.1411.68.984.52139128.07巴西806228.1083.928.23.1816.19.294.48125均值29.3683.031.22.8617.97.924.16136不稳定,笔者公司生产高配C14.6t e x 纱的原料为59.65%的新疆棉和40.35%的巴西棉,原棉平均含杂率为2.86%,部分原棉含杂率高达4.14%;短绒含量较高,平均为17.9%,部分原棉短绒率高达25.5%.同期2型电清在线监测数据见表2.由表2数据结合配棉情况可以看出,随着原棉㊀㊀表2㊀2型电清在线监测数据项目9月5日9月6日9月7日9月8日9月9日9月10日9月11日均值短粗节/[个 (100k m )G1]29.327.426.628.930.130.231.129.1长粗节/[个 (100k m )G1]3.63.33.83.53.73.73.53.6细节/[个 (100k m )G1]1.21.10.91.01.01.41.41.1异纤/[个 (100k m )G1]13.213.314.314.514.214.315.414.2链状疵点/个7.07.011.012.07.032.013.012.7自络效率/%86.887.186.886.286.286.386.186.5含杂率和短绒率的不断增加,在线监测的S L T ㊁异纤F D 和链状疵点F A 数据在同步升高,而自动络筒的生产效率则有所降低.根据数据的变化情况,又采集纱疵卡进行逐一分析[4],发现随着原棉含杂ɔ25ʌT e x t i l eA c c e s s o r i e s㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀V o l .47㊀N o .6No v .2020 436率的升高,残余在纱线中的植物纤维显著增加,部分植物纤维被2型电清检测为异纤F D;随着原棉短绒含量的升高,各部分棉条㊁纱线通道粘缠问题增加,生产现场飞花也随之增多,使纱线中的短粗节和链状纱疵上升[5].根据以上质量指标的波动情况,及时对清梳落杂工艺进行优化,并对值车工的清洁周期做相应调整.对于等级品质较差,且调整后质量数据改善不明显的原棉,需根据在线数据的变化再次调整[6],以保障成纱质量的稳定.表3为优化清梳工艺㊁调整清洁周期之后的在线监测数据.㊀㊀表3㊀优化和调整后的在线监测数据项目9月19日9月20日9月21日9月22日9月23日9月24日9月25日均值短粗节/[个 (100k m)G1]29.327.926.927.428.128.227.027.8长粗节/[个 (100k m)G1]3.93.73.13.43.43.43.43.5细节/[个 (100k m)G1]1.10.90.91.00.90.91.11.0异纤/[个 (100k m)G1]12.611.311.310.210.39.410.910.8链状疵点/个5.04.05.04.01.02.03.03.4自络效率/%86.987.086.787.287.087.787.587.13㊀不同型号电清异纤控制分析在上述原料使用周期中,对比2型电清和3型电清的异纤F D监测数据,发现3型电清检测出的植物性纤维增加明显(3型电清的植物性纤维过滤器灵敏度高),而异纤数据并无显著增加,也就是说,2型电清监测数据中增加的异纤数据多为植物性纤维,这在采集的纱疵卡中得到印证.2型电清和3型电清的异纤F D数据对比见表4.㊀㊀表4㊀2型电清和3型电清的异纤数据对比单位:个/(100k m)项目9月5日9月6日9月7日9月8日9月9日9月10日9月11日均值2型电清异纤12.314.313.614.514.314.215.414.13型电清异纤7.47.87.47.07.48.68.37.7比较4.96.56.27.56.95.67.16.4㊀㊀通过数据对比发现,仅对电清数据进行表面分析是不够的,还要详细了解电清的具体性能,并在实践中反复对比㊁积累,才能找出数据的相关性.表4数据表明,原料中异纤含量无显著增加,增加的大部分为植物性纤维,也就是说原料中秸秆类杂质较多,经过前工序的打击㊁分梳和清除,部分杂质被分解为细长的植物性纤维残留在纱体中,被2型电清误判为异纤清除.因此,可以适当增加清花工序的落棉率,使原棉中较大的杂质尽可能被清除掉,而对于异纤的控制则可暂不作调整.4㊀结语4.1㊀随着原棉品质的变化,纱线的质量指标会出现相应波动,生产流程各环节也会随之产生不同的问题.原棉含杂高,除清梳工序落棉量随之增加外,成纱棉结㊁细纱断头率均会有不同程度增加;体积较大的棉杂易嵌于罗拉沟槽内,造成成纱细节增加,甚至造成链状疵点的产生;原棉的短绒含量高,在增加落棉的同时,会严重影响后工序的重不匀㊁条干C V 值㊁粗细节和强力不匀等指标,使各工序短绒积聚,造成棉条㊁纱线通道的粘㊁缠㊁堵㊁挂,形成有害纱疵;原棉的长度整齐度低,使纤维在牵伸过程中变速不稳定,显著影响纱线的条干C V值和强力C V值.4.2㊀根据原棉的质量波动,分析乌斯特电清在线监测数据的变化情况,并在实践中对比积累,找出数据的相关性,可实时优化工艺方案和操作方法,使成纱质量指标和配棉成本得到良好控制.参考文献:[1]刘倩.棉结与短绒的系统控制与分析[J].棉纺织技术,2019,47(11):6G9.[2]贺伟娜.梳棉机纺机采棉的整改措施[J].棉纺织技术,2019,47(6):10.[3]马春琴,陈艳.新疆机采棉棉结与工艺攻关研究[J].纺织器材,2019,46(2):49G52.[4]石武铎,陈瑾,卜伟.乌斯特电清的应用[E B/O L].[2011G03G06].h t t p s://w e n k u.b a i d u.c o m/v i e w/a1530a c608a1284a c8504383.h t m l.[5]杨效青,程桂芳,李继臣.利用U S T E R电清控制纱疵的实践[E B/O L].[2011G03G06].h t t p s://w e n k u.b a i d u.c o m/ v i e w/3e86a2e79a6648d7c1c708a1284a c850a d02048b.h t m l?f r=s e a r c h.[6]陈玉峰,王子峰,陆振挺.系统控制提高机采棉纺纱质量的体会与探讨.[E B/O L].[2019G11G08].h t t p://w w w.360d o c.c o m/c o n t e n t/19/1108/22/20041982_871969973.s h t m l.ɔ35ʌ第47卷㊀第6期2020年11月㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀T e x t i l eA c c e s s o r i e s 437。
利用USTER电清控制纱疵的实践
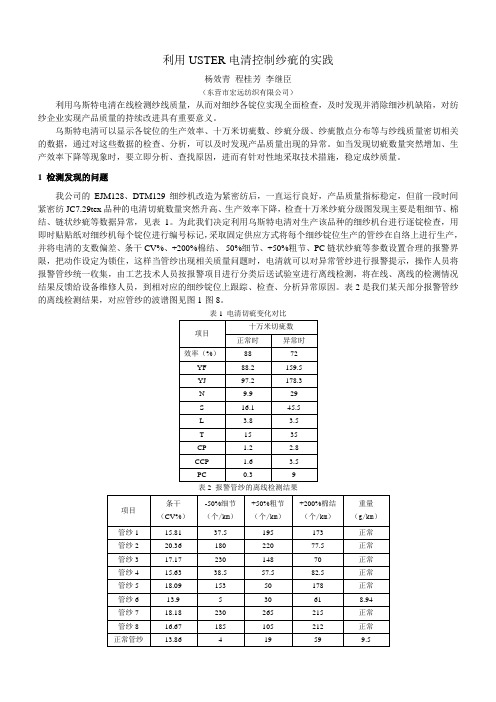
利用USTER电清控制纱疵的实践杨效青程桂芳李继臣(东营市宏远纺织有限公司)利用乌斯特电清在线检测纱线质量,从而对细纱各锭位实现全面检查,及时发现并消除细沙机缺陷,对纺纱企业实现产品质量的持续改进具有重要意义。
乌斯特电清可以显示各锭位的生产效率、十万米切疵数、纱疵分级、纱疵散点分布等与纱线质量密切相关的数据,通过对这些数据的检查、分析,可以及时发现产品质量出现的异常。
如当发现切疵数量突然增加、生产效率下降等现象时,要立即分析、查找原因,进而有针对性地采取技术措施,稳定成纱质量。
1 检测发现的问题我公司的EJM128、DTM129细纱机改造为紧密纺后,一直运行良好,产品质量指标稳定,但前一段时间紧密纺JC7.29tex品种的电清切疵数量突然升高、生产效率下降,检查十万米纱疵分级图发现主要是粗细节、棉结、链状纱疵等数据异常,见表1。
为此我们决定利用乌斯特电清对生产该品种的细纱机台进行逐锭检查,用即时贴贴纸对细纱机每个锭位进行编号标记,采取固定供应方式将每个细纱锭位生产的管纱在自络上进行生产,并将电清的支数偏差、条干CV%、+200%棉结、-50%细节、+50%粗节、PC链状纱疵等参数设置合理的报警界限,把动作设定为锁住,这样当管纱出现相关质量问题时,电清就可以对异常管纱进行报警提示,操作人员将报警管纱统一收集,由工艺技术人员按报警项目进行分类后送试验室进行离线检测,将在线、离线的检测情况结果反馈给设备维修人员,到相对应的细纱锭位上跟踪、检查、分析异常原因。
表2是我们某天部分报警管纱的离线检测结果,对应管纱的波谱图见图1-图8。
表1 电清切疵变化对比表2 报警管纱的离线检测结果图1 管纱1的波谱图图2 管纱2的波谱图图3 管纱3的波谱图图4 管纱4的波谱图图5 管纱5的波谱图图6 管纱6的波谱图图7 管纱7的波谱图图8 管纱8的波谱图我们根据上述试验结果,对各个管纱进行了问题分析和跟踪验证:(1)管纱1的条干CV%较正常恶化1.95%,粗节、细节增加约10倍,棉结增加3倍,波谱图上有8-9.5cm 的机械波,怀疑是前皮辊存在问题(皮辊直径为 3.0cm,3.0×3.14=9.42cm)。
细纱质量控制

2、牵伸力 牵伸力随着喂入纱条的不匀和摩擦力界分布的 不匀而波动,引起纤维变速点的不稳定而影响纱条 条干均匀度。 牵伸力大时,可适当减小粗纱捻系数,以降低 纤维间的紧密度,减小快速纤维从慢速纤维中抽出 时的阻力,降低牵伸力适当加大后区牵伸倍数使进 入前区须条的紧密度降低而达到降低牵伸力,使之 与握持力相适应 在加压偏轻时,可适当增加前罗拉的加压量, 使握持力与牵伸力相适应 在握持力与牵伸力相适应的前提下,适当加强 皮圈钳口压力对稳定牵伸力有一定效果。同时还必 须适当加强皮圈中部的摩擦力界以稳定皮圈中部的 纤维运动
3、皮辊:
• 皮辊表面要光洁、滑爽,具有足够的摩擦系数及 一定的吸放湿和抗静电性能,以减少绕花;丁氰 橡胶包覆物要具有适当的硬度,富有弹性,耐磨、 耐油、耐老化,丁腈橡胶分子结构要均匀,套差 要小,防止变形偏心,减少皮辊对细纱条干的影 响
• 皮辊圆整度要好。同一副皮辊上左右两只皮辊的 直径要一致,差异一般控制在0.05mm以内,磨 损、变形、偏心跳动等不允许超过公差范围,以 减少机械因素对牵伸不匀造成的影响,提高细纱 质量
重量不匀
乌斯特 细纱质量控制指标 条干不匀 结构不匀 捻度不匀 断头率 毛羽量 成行不良
纱线不匀
改善细纱不匀的措施
1、牵伸罗拉
• 罗拉直径应与所纺纤维的长度、罗拉加压 量、罗拉的轴承型式相适应,有足够的抗 弯和抗扭刚度;具有正确的沟槽齿形和符 合要求的表面光洁度,能充分握持又不损 伤纤维 • 减少因罗拉偏心、弯曲等机械因素引起的 纱条不匀;
• 将理想波普图与实际波普图比较,计算不 匀指数,了解纺纱设备的老化程度,确定 设备的更新与使用
毛羽
危害:如果毛羽过多会影响织造效率、布面风格 和质量、染色效果 产生:1、钢领和钢丝圈配套不合理 2、细纱捻系数偏低 3、细纱工序相对湿度过低,纱线发 毛 4、细纱锭子歪斜、隔纱板松动歪斜、 钢领板定位松动、导纱钩松动等会产生歪气圈
乌斯特推出纱线毛羽检测的完美解决方案

了乌斯 特 产 品特有 的精 密 工程 以及测 量 准确 争对手系
此外 。净洗废水 的在线 深度处理和 回用技 统 5 / n的生产量 , 运行速度高达 4 0 0m mi 其 0 m/ 术研究有新突破 。 实践表 明, 臭氧 与纳米TO 光 s 兹 韦格 毛羽 能 以乌斯特 5 i 。 型条干仪相 同的速
低污染净洗废水经处理 与常规 工艺一致 ,实现 性 。
乌斯特 纺织技术负 责人 、知名质量检测行 业专 家 R c adF re 说 :“ ih r ut r 今天 ,随着纺纱 机 中紧密纺纱技术越来越 受欢迎 ,测量乌斯特
镶黄旗 采用新 技术剪羊毛 效率提高 四倍 多 毛羽和 兹韦格 毛羽值 对于实现纺纱机完全控制
2l 年第8 00 期
毛麻科技信 息
5
纺织物洗呢生态加工关键技术从全 过程控制 的 基础 , 该条千仪系列 以过去 2 年被认 可为乌斯 0
角度出发 ,采用矿物粘 土类生态型 洗涤剂对 毛 特毛羽值 值) 为行业标准值 的基础 以及毛羽 作
最新的乌斯特5 型条干仪 中有 织物进行洗呢 , 洗净效 果 良好 , 实践表明 , S 检测模块 为特色 。 GP
织”入 纤维 ,使人体 穿 着该纤 维面料制作 的 乌 斯 特技 术股 份 公 司 已通 过世 界知 名 的 “ UT R S E 条千仪系列在毛羽检测方面奠定了坚实 服装时有冰凉爽滑的感觉 ,其异型断面结构使
3 值 快捷 。该项剪毛新技术 由该旗 文贡乌拉苏术剪 重要 的 s 值突起 3mm 及以上的纤维根数 ,
乌斯特推出全新USTER CLASSIMAT 5

乌斯特推出全新USTER CLASSIMAT 5作者:王翔来源:《纺织报告》 2012年第6期文、部分摄/本刊记者王翔6月14日,乌斯特技术公司召开发布会,对USTER CLASSIMAT 5纱疵分级仪和USTER QUANTUM 3 清纱器等新品进行推荐。
同时透露,乌斯特技术公司已被丰田工业株式会社收购,将作为其旗下一个独立公司进行运作。
USTER CLASSIMAT 5展示强大分析能力据介绍,自40多年之前乌斯特首次开发USTER CLASSIMAT 以来,该仪器所测量的参数在全球纺纱厂和纱线交易中发挥了至关重要的作用。
根据尺寸和长度将纱线瑕疵分为23个标准类别,广泛用于认证纱线质量,帮助控制纺纱工序并优化络筒工序的清纱作业。
与此同时,质量要求也显著提升。
虽然,基于粗细节分析的纱线分级仍然是基础,但还需涵盖更多关键的质量参数,例如异纤、纱支变异、周期性纱疵、不匀度和毛羽等。
对一致质量以及绝对质量日益增长的需求于质量管理而言十分重要。
这就要求为大规模生产提供关键的新工具,用以评估质量规范的极端偏差——简称为“异常值”。
为了满足这些要求,USTER CLASSIMAT 5提供所有传统的分级标准,同时扩大其范围以包含各种异常值——通常是导致索赔和纱线质量不一致的根本原因。
除了关键的粗细节之外,USTER CLASSIMAT 5第一次检测并量化了周期性纱疵、不匀度、常发性纱疵和毛羽等异常值。
对于希望了解这些纱疵的特性及来源,并据此制定预防策略的用户而言,USTER CLASSIMAT 5实为理想之选。
值得一提的是其强大的异纤检测工具,可用于检测有色异纤和植物异纤,并首次实现了对丙纶异纤进行检测。
USTER CLASSIMAT 5结合了清纱极限分析功能,可以估算并显示纱线的清纱极限,提供指数以优化清纱极限的各个区域,包括异纤在内。
现在,我们可对来自不同批次或供应商的纱线进行比较,从而确定最好和次好的质量水平。
乌斯特为化纤长丝纱生产商提供专业检测仪

一
U T R T S E - 80的 完 美 搭 档 , SE ET R 5 C0 U T RT N O A I S E E S R PD拉 伸 测 试 系 统 。 最 新 的
U T RT N O A I - 提 供 长 丝 纱 一 系 列 重 S E E S R PD 4 C 要 特 性 的测 试 。面对 化 纤领 域 的不 断发 展 ,包
E 务l 育
乌斯特为化纤长丝纱生产商 提供专业检测仪
文/ 本刊 记者 唐 洁
ቤተ መጻሕፍቲ ባይዱ
在 中 国 ,化 纤生产商 达到 了一个 高度 。2 1 00 的产 量 出现戏 剧性 的复苏 ,创造 了新 的记 录 。这
一
争而对纱线特性提 出的全新要求保持 同步 ,这 包 括 大量 的应用 ,如 服装 用 涤 纶 ,运 动 类 纺 织
识 ,软 件 和 硬件 ,乌 斯 特 仪器 则 整 合 了 以上所
有要求 。 “ 我们 与长丝生厂商一起工作 ,随时
与快 速 变 化 的制造 技 术 及 由于纺 织 业 的激 烈竞
括新型纱线 和不 同的应用 ,生产商应接不暇 。 乌 斯 特 认 识 到 了 这 些 特 殊 的 需 求 , 特 别 为
重创 了生产 商 。
择长丝初次断裂的强力值 ,或者获得强力和拉伸
值 ,此外 ,还可提供 不同的模量 值 、屈 服点及应 力 和 张 力 的 自然 拉 伸 比等 实 用 数 据 。 U T R SE
T S E - 8 0携 手 U T R T N O A I - E T R5 C 0 S E E S R PD 4 C
员 ,专为长丝产业度身定制 ,是不匀率测试 的 同义 词 。U T RT N O A I 一 拥 有 专 为化 S E E S R PD4 C 纤 长丝设 计 的专业软件 ,可测试强力 、伸 长 、 强 度 等 关 键 质量 参 数 。两个 系统 的 纱 支 测试 范 围很 广 ,可 以测 试 所 有 主要 的长 丝 纱 品 种 ,包 括 涤 纶 、锦 纶 、丙 纶 、黏胶 、芳 纶等 。G bia arl e
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4
统计值试样来源
占% 年份 地区
西欧 东欧 亚太 非洲,中东 北美
南美
1982 58 5 12 12
13
2020/6/16
1989 50 6 20 11
13
1997
40 5 22 13 8 12
2001
35 1 31 9 9 15
5
(二). 从乌斯特统计值内容看纱线测试技术的发展 1.二十年来四次统计值的内容变化
C2
D2
E2
10
B13 B14
C12
D12
E12
B11 B12
C11
D11
E11
5
0
1 1.4
2
3
5
7
疵点长度(cm)
5. 从近20年统计值内容的变化可以看出:
(1) 统计值不断提高了可比性. (2)测试仪器向多功能、智能化方向发展. (3)纱线质量的控制要达到后工序的高效率. (4)纱线质量的在线检测技术进一步发展. (5)纱线质量水平逐步提高,对质量控制的要求也相应提升. (6)从统计值看到纺纱新技术的发展—紧密纺纱、 喷气纺纱.
2020/6/16
17
(9(三).从乌斯特统计值看棉纺纱线质量的发展趋势
条干变异系数 CVm%
1957-2001年期间棉条的条干变异系数统计值
6
5
4
普梳棉条
3
精梳棉条
2
1
0 1955 1960 1965 1970 1975 1980 1985 1990 1995 2000 2005
年份
(以J10tex(60s)精梳棉纱为例,各项质量指标的统计值
10管X1000次 =10,000
30管X2次= 60(手) 15管X4次=60(手) 20管X5次=100(自)
仲裁 200
13
3.从统计值看拉伸速度对强度与伸长率的影响举例
产品
项目
统计值 50%水平 5 m/min 400 m/min
18
tex (32s)
纯 棉 针 织 管 纱
强度 ( CN/tex) 普
伸长率 ( %)
梳 Fp=0.1 / tex ( CN/tex)
p=0.1 ( %)
强度 ( CN/tex) 精
伸长率 (%)
梳 Fp=0.1 / tex ( CN/tex)
p=0.1
( %)
16.85 6.17
16.55 5.36
18.25 5.65
13.34 4.25
18.85 4.95
13.89 3.60
条子、粗纱
经验值表
经验值表
条干均 匀 度与支 5%~95% 七档 5%~95%七档 不匀
条子统计值 (在线)
条子统计值 (在线)
粗纱统计值
2020/6/16
6
续表
发布年份
1982
1989
1997
2001
支数变异系数
统计值表
统计值表 CVb%
CVcb%
成
条干均匀度
U%, CV%
U%, CV%, CVb%, I, CV(L)曲线
0
-30
-45
-75 0.1
B4 B3 B2 B1 B0
1
C4
D4
C3
D3
E
C2
D2
C1
D1
C0
D0
F
G
H1
I1
H2
I2
2
4
8
32 纱疵长度(cm)
USTER CLASSIMAT QUANTUM 异纤分级界限
反射可见度 (%)
A4 30
B4
C4
D4
E4
A3 20
B3
C3
D3
E3
F
A2
B21 B22
发布年份 统计图张数
环锭纺纱 主要统计品种
1982 166
1989 280
普梳、精梳棉; 涤/棉 , 涤, 粘 , 毛, 腈, 毛/涤
同前 增加 涤/粘
1997
2001
382
745
棉: 655(625 )
毛: 90
同前
同前
纯棉管纱与 纯棉机织纱与 筒纱分开 针织纱再分开
棉纤维检验
HVI, AFIS HVI, AFIS ( 纤维~纱 ) ( 纤维~纱 )
2020/6/16
10
2020/6/16
11
续表 发布年份
1982
1989
1997
2001
成 强度及变异系数
纱 伸长及变异系数 质 断裂功及变异系数
CRL 20s CRE 20s
CRE 5m/min
量
指
标
偶发性纱疵
5%
25%--75%
95 %
紧密纺纱
同前 同前
CRE 5m/min
CRE 400m/min
GB/T 3916-97 (ISO 2062)
拉伸 原理
CRL
CRE
CRE 5m/min
CRE
CRE 0.5m/min
400m/min (允许2-5m/min)
断裂时间
20
20
0.2-0.4
0.003
2-4
( 秒)
试验数
2020/6/16
10管X20次 10管X20次
=200
=200
10管X20次 =200
乌斯特测试技术与纱线质量控制
刘恒琦
乌斯特测试技术与纱线质量控制
一. 纱线质量控制的基本单元 二. 乌斯特统计值的应用 三. 在线与离线的质量检测
2020/6/16
2
一.纱线质量控制的基本单元
成品 或
半制品
质量检测
比较
报告 措施
2020/6/16
3
二.乌斯特统计值的应用
(一). 简介
2020/6/16
2020/6/16
高速拉伸 的影响
+ 8.3%
GB/T 398-93 0.5 m / min
≧11.2
- 8.4%
+13.9% -7.7%
≧12.4
14
4. USTER CLASSIMAT QUANTUM 纱疵分级界限
纱疵大小(%)
A4 +400
A3 +250
A2 +150
A1 +100
A0 +70 +45
(个/1000m)
2020/6表/1面6 灰尘(≤500µm)
(个/1000m)
7
2020/6/16
8
棉纺纱密度与外形的经验值
纺纱方法 普梳环锭棉纱 精梳环锭棉纱
转杯纺棉纱 紧密纺精梳棉纱
密度(g/cm3) 0.44 0.51 0.38 0.55
外形(d短/d长) 0.79~0.82 0.83 ~0.86 0.68 ~0.77 0.83 ~0.85
U%, CV%, CVb%
CVm% CVmb%
纱
细节、粗节、 棉结 质
毛羽
设定: -50%, +50%, +200%(+280%)
同前
H,Sh,CVb%
同前 同前
新增设定: -40%, +35%, +140%(+200%)
同前
量 直径变异
CVd%
指
截面形状
d短 / d长
标
密度
(g/cm3)
表面杂质(>500µm)
J10tex(60s)精梳棉纱条干变异系数50%水平
17
16.5
16
Wc
15.5
FP= 0.1 ℇP= 0.1
增加 FH
同前
2004年增 补 CLASSIMAT QUANTUM
精梳棉
转杯纺 喷气纺
棉
棉、粘、 同前
涤/棉涤/ 棉Fra bibliotek同前 同前
2020/6/16
12
2. 拉 伸 试 验 方 法 的 比 较
仪器 (标准)
Dynamat Tensomat Tensorapit Tensojet