机械加工图纸参数中德双语对照,收藏吧,看懂德国图纸!
教你快速看懂国外机械图纸
教你快速看懂国外机械图纸自改革开放以来,我国引进了不少国外设备、图纸和其它技术资料,有不少发达国家的机械图样投影方法与我国所采用的投影方法不同。
为了更好地学习发达国家的先进技术,故快速看懂国外机械图纸很有必要。
1 概述当今世界上,ISO国际标准规定,第一角和第三角投影同等有效。
各国根据国情均有所侧重,其中俄罗斯、乌克兰、德国、罗马尼亚、捷克、斯洛伐克以及东欧等国均主要用第一角投影,而美国、日本、法国、英国、加拿大、瑞士、澳大利业、荷兰和墨西哥等国均主要用第三角投影。
解放前我国也采用第三角投影,新中国成立后改用第一角投影。
在引进的国外机械图样和科技书刊中经常会遇到第三角投影。
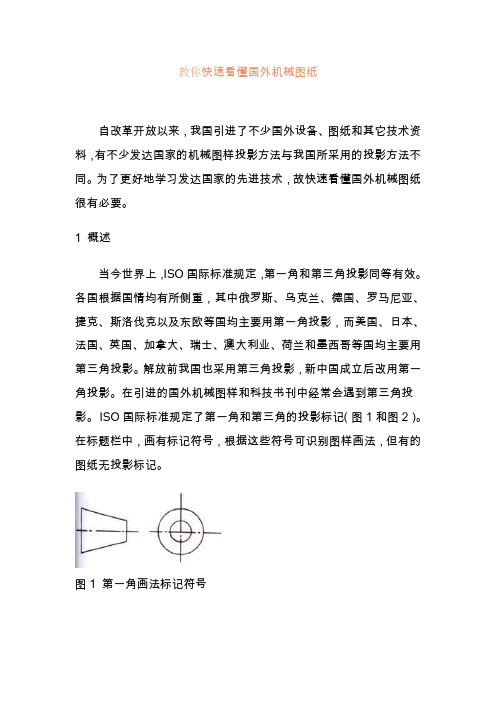
ISO国际标准规定了第一角和第三角的投影标记(图1和图2)。
在标题栏中,画有标记符号,根据这些符号可识别图样画法,但有的图纸无投影标记。
图1 第一角画法标记符号图2 第三角画法标记符号2 第三角投影空间可由正平面V、水平面H、侧平面W将其划分成八个区域,分别为第1、第2、第3、第4、第5、第6、第7、第8分角,如图3所示。
图32.1 将物体放在第一分角内投影称为第一角投影,又称E法——欧洲的方法。
2.2 将物体放在第三分角内投影称为第三角投影,又称为A法——美国的方法。
我国用的是第三角投影法。
第三角投影是假想将物体放在透明的玻璃盒中,以玻璃盒的每个侧面作为投影面,按照人—面—物的位置作正投影而得到图形的方法,如图4、图5。
图4 图52.3 第三角投影中六个基本视图的位置ISO国际标准规定,第三角投影中六个基本视图的位置如图6所示。
图6以上视图是将物体投影到一个封闭矩形(透明的)“投影箱”的各个投影面上而得到的。
每个视图都可以理解为:当观察者的视线垂直与相应的投影面时,他所看到的物体的实际图像。
前视图即观察者假想自己处于物体的前面,并逐点移动眼睛的位置,且视线始终垂直于一个假想的正立投影面(透明的)而得到的物体的正面投影,其它视图可按类似方法获得。
机械图纸德英中翻译

机械图纸中英文翻译

近几年,我厂和英国、西班牙的几个公司有业务往来,外商传真发来的图纸都是英文标注,平时阅看有一定的困难。
下面把我们积累的几点看英文图纸的经验与同行们交流。
1 标题栏英文工程图纸的右下边是标题栏(相当于我们的标题栏和部分技术要求),其中有图纸名称(TILE)、设计者(DRAWN)、审查者(CHECKED)、材料(MATERIAL)、日期(DATE)、比例(SCALE)、热处理(HEAT TREATMENT)和其它一些要求,如:1)TOLERANCES UNLESS OTHERWISE SPECIFIAL 未注公差。
2)DIMS IN mm UNLESS STATED 如不做特殊要求以毫米为单位。
3)ANGULAR TOLERANCE±1°角度公差±1°。
4)DIMS TOLERANCE±0.1未注尺寸公差±0.1。
5)SURFACE FINISH 3.2 UNLESS STATED未注粗糙度3.2。
2 常见尺寸的标注及要求2.1孔(HOLE)如:(1)毛坯孔:3"DIAO+1CORE 芯子3"0+1;(2)加工孔:1"DIA 1";(3)锪孔:锪孔(注C'BORE=COUNTER BORE锪底面孔);(4)铰孔:1"/4 DIA REAM 铰孔1"/4;(5)螺纹孔的标注一般要表示出螺纹的直径,每英寸牙数(螺矩)、螺纹种类、精度等级、钻深、攻深,方向等。
如:例1.6 HOLES EQUI-SPACED ON 5"DIA(6孔均布在5圆周上(EQUI-SPACED=EQUALLY SPACED均布)DRILL 1"DIATHRO'钻1"通孔(THRO'=THROUGH通)C/SINK22×6DEEP沉孔22×6例2.TAP7"/8-14UNF-3BTHRO'攻统一标准细牙螺纹,每英寸14牙,精度等级3B级(注UNF=UNIFIED FINE THREAD美国标准细牙螺纹)1"DRILL 1"/4-20 UNC-3 THD7"/8 DEEP 4HOLES NOT BREAK THRO钻1"孔,攻1"/4美国粗牙螺纹,每英寸20牙,攻深7"/8,4孔不准钻通(UNC=UCIFIED COARSE THREAD 美国标准粗牙螺纹)1"-14NS-2THRO攻美国固定特种螺纹M1",每英寸牙数14,精度等级为二级(注NS=NATIONAL SPECIAL THREAD:美国固定特种标准)2.2倒角(CHAMFER)例1/8×45°BEV倒角1/8×45°(注BEV=BEVEI,斜面)1.5×45°CHAM倒角1.5×45°(注CHAM=CHAMFER倒角)2.3方(SQUARE)例5"SQUARE 5"×5"方2.4剖视(SECTION)例SECTION A-A A-A剖面2.5圆角半径例1"R R1"RADIUS MUST BE SMOOTH AND BLEND INTO FACE圆弧必须光滑且与平面相切2.6加工余量例DOTTED LINES INDICATED MAX FINISH 1"/8虚线表示最大加工余量1"/82.7零件标记例USE 5"/16 RAISED HAIRLINE LET-TERS MARKING ON ONE SIDE OF BODY用突起高为5"/16的细实线字母在本体一侧打标记3 关于铸锻件的技术要求例1.FORGING MUST BE ANNEALED TO BE BELOW 203 BRINELL HARDNESS 锻件必须退火处理,布氏硬度<203 例2.NORMALIZE TO 163-207BHNMUST BE FREE OF SCALE & RUST锻件正火处理,布氏硬度163-207,锻件表面不得有氧化皮和锈蚀例3.FORGING TO BE SHOT OR SAND BLASTED锻件需经喷丸或喷砂处理例4.UNLESS OTHERWISE SPECIFIED DRAFT ANGLES 7°未注明锻造拔模斜度7°例5.CAST TO BE FREE OF EXCESSIVE FLASH 铸件不得有过多的毛边例6.DRAFT ANGLE 2° UNLESS OTHER-WISE SPECIFIED 未注明铸造拔模斜度2°总之,看英文机械工程图纸并不是高不可攀,只要坚持常看,熟记部分单词即可。
德国机械制图准则
Normgerechtes technisches Zeichnen-Konstruktions-und Maschinenelemente -1Dr.-Ing. Vera DenzerKonstruktions-und Maschinenelemente-Freistiche,-Zahnräder,-Wälzlager,-Dichtungen u. a.Normgerechtes technisches ZeichnenNormgerechtes technisches Zeichnen-Konstruktions-und Maschinenelemente -2Dr.-Ing. Vera DenzerNormgerechtes technisches Zeichnen-Konstruktions-und Maschinenelemente -3Dr.-Ing. Vera DenzerFreistichNormgerechtes technisches Zeichnen-Konstruktions-und Maschinenelemente -4Dr.-Ing. Vera DenzerFunktion eines FreistichesnInnen-und Außeneinstiche zur eindeutigen Trennung feinbearbeiteter Flächen(damit die Schleifscheibenkante an Absätzen von Drehteilen frei auslaufen kann)nAusrundung von Übergängen an Wellen u. Ä. zur Verringerung der Kerbwirkung bei scharfen Übergängen.Zz. B. aufge-presste NabeZ 5:1AnlageflächePassflächefeinbearbeitetNormgerechtes technisches Zeichnen-Konstruktions-und Maschinenelemente -5Dr.-Ing. Vera DenzerVereinfachte Darstellung2,50,2R1,2DIN 509 –Normgerechtes technisches Zeichnen-Konstruktions-und Maschinenelemente -6Dr.-Ing. Vera DenzerFreistiche in BohrungenDIN 509 -E 1,2 x 0,2oderNormgerechtes technisches Zeichnen-Konstruktions-und Maschinenelemente -7Dr.-Ing. Vera DenzerSicherungsring für Bohrungen nach DIN 472Sicherungsring für Wellen nach DIN 471Normgerechtes technisches Zeichnen-Konstruktions-und Maschinenelemente -8Dr.-Ing. Vera DenzerNuten für Sicherungsringe -Welle Aufnahme eines Sicherungsringszur axialen Festlegung von BauteilenSicherungsring für Wellen nach DIN 471251,31 x 45°28∅20∅19Sicherungsring DIN 471 –20 x 1,2∅der WelleDickeDiese Kante wird bemaßt …m“(aus Tabelle)…d …n“…28“Normgerechtes technisches Zeichnen-Konstruktions-und Maschinenelemente -9Dr.-Ing. Vera DenzerNuten für Sicherungsringe -BohrungSicherungsring für Bohrungen nach DIN 4721x45°1,32528∅25∅26,2Sicherungsring DIN 472 –25 x 1,2Normgerechtes technisches Zeichnen-Konstruktions-und Maschinenelemente -10Dr.-Ing. Vera DenzerPassfedernuten -WellePassfedern dienen zur Drehmoment-übertragung zwischen Welle und NabePassfeder DIN 688545308∅25(ohne Schnitt)A-ADarstellung einzelner Konstruktionselemente – Passfeder 平键联接 平键联接 间隙wird nicht geschnitten!Kopfspiel轴11Universität PaderbornNormgerechtes technisches Zeichnen Dr.-Ing. Vera Denzer - Konstruktions- und Maschinenelemente - Prof. Dr.-Ing. Detmar ZimmerMaschinenelemente – Bsp.: StirnradgetriebeWälzlager (Rillenkugellager)Zahnrad (Geradstirnrad)Dichtungen (Radialwellendichtringe)12Universität PaderbornNormgerechtes technisches Zeichnen Dr.-Ing. Vera Denzer - Konstruktions- und Maschinenelemente - Prof. Dr.-Ing. Detmar ZimmerZahnräderDarstellung von Zahnrädern nach DIN ISO 2203GeradstirnradKegelradSchneckeSchneckenradStirnschraubrad13Universität PaderbornNormgerechtes technisches Zeichnen Dr.-Ing. Vera Denzer - Konstruktions- und Maschinenelemente - Prof. Dr.-Ing. Detmar ZimmerZahnräderTeilzeichnung einzelner Zahnräder • In ungeschnittener Ansicht wird ein volles Zahnrad dargestellt. • Im Schnitt werden die Zähne ungeschnitten dargestellt. • Die Bezugsfläche (Teilkreis-∅) ist auch bei verdeckten Teilen eines Zahnrades oder in Schnitten mit einer schmalen Strichpunktlinie darzustellen. Stirnrad14Universität PaderbornNormgerechtes technisches Zeichnen Dr.-Ing. Vera Denzer - Konstruktions- und Maschinenelemente - Prof. Dr.-Ing. Detmar ZimmerZahnräderTeilzeichnungen Kegelrad Zusammenstellungszeichnungen Kegelradpaar mit AchsenschnittpunktSchneckenradSchnecke und Schneckenrad15Universität PaderbornNormgerechtes technisches Zeichnen Dr.-Ing. Vera Denzer - Konstruktions- und Maschinenelemente - Prof. Dr.-Ing. Detmar ZimmerDarstellung einzelner Konstruktionselemente - WälzlagerZusammensetzung von Rillenkugellagern: Außenring, Innenring, Rollkörper und Käfig. 滚动轴承的组成:外圈、内圈、滚动体、保持架。
图纸用德语中文对照表

图纸用德语中文对照表ü ü?研磨铸造日期凸起毫米(字体)尺寸磨损密封ü: 材料证书形式ü有尖锐的边缘倒成圆角偏差,.重要!注意加工余量类似类似零件:可选材料:全部–!所有螺丝以扭距旋紧一般公差按° (.°) 一般起模锥度°(例如°)ü一般加工件倒角所有尺寸为硬阳极化处理前尺寸?(。
) 所有未注倒角(例如)所有未标明的圆角为, 所有未指明的表面,孔和螺纹??所有壁厚尺寸为最小值ü一般外形上未标明的倒角按照旧的材料名称依照标准规格适应残留的内浇口凸起小于毫米?初始尺寸盲孔附件变化说明数量视图没有横断面和内部肋的示图指示更正图图测目前原材料进入输出部分任何泄漏添嵌表面裂缝() 阳极氧化进料剩余输出部分补充项目排出口辅助的外面的–喷嘴凹进毫米打上交货日期钢印外侧质量等级工件上打上钢印在节距圆上!确保气孔在正确的位置表面涂层铸造退刀槽任意产品描述滚筒加工在装配时钻孔ü∮在装配时,打∮的销:印字母打标记铸造标记, .: 用钢印字母或铭刻打上持久的标记, . :标上永久记号,如用钢印字母或铭刻:ü加工涉及到的边缘卡口标注更正关于元素带有沙砾研磨带波纹加工说明.定单号反过来向上加工到毫米深度加工加工过量毫米….“?加工余量也即铸件尺寸留有的加工余量保证全部加工清理出为止ü加工过量毫米压铸件.:??标记模型编号:铸造厂记号铸造日期ü?ü只有金属模铸造的铸件要加工ü加工过量毫米金属模铸件ü ?。
?:长度和直径尺寸的加工余量:毫米.装配完所有零部件后加工。
.。
.。
字母—打印上去的相关系统按更正(ü)爆破压力倍工作压力巴(一次性试验)。
应商提供并组装涂层两面铸造记号. 模锻件上描述用凸字三维相关系统按ü ?流量计轮廓的参考线ü加工参考面抛光抛光。
快速看懂国外机械图纸
快速看懂国外机械图纸株洲职业技术学院刘培德1 概述当今世界上,ISO国际标准规定,第一角和第三角投影同等有效。
俄罗斯、中国、乌克兰、德国、罗马尼亚、捷克、斯洛伐克以及东欧等国均主要用第一角投影,美国、日本、法国、英国、加拿大、瑞士、澳大利业、荷兰和墨西哥等国均主要用第三角投影。
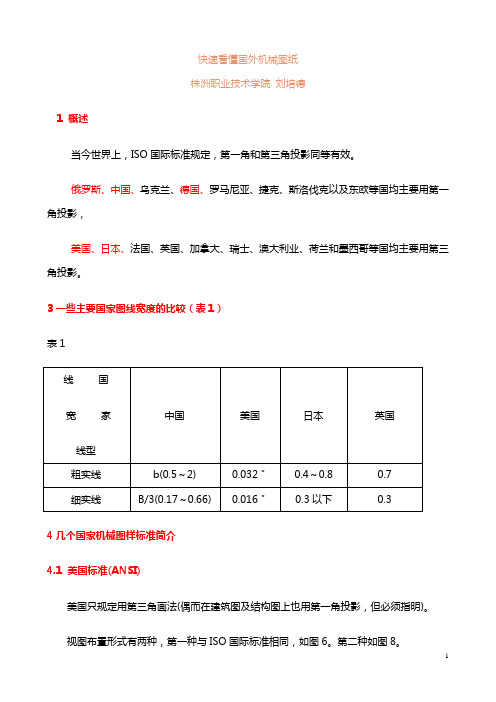
3一些主要国家图线宽度的比较(表1)表14几个国家机械图样标准简介4.1 美国标准(ANSI)美国只规定用第三角画法(偶而在建筑图及结构图上也用第一角投影,但必须指明)。
视图布置形式有两种,第一种与ISO国际标准相同,如图6。
第二种如图8。
图8美国标准中尺寸标注法:美国图样中的尺寸很少以mm为单位,一般采用英寸(1英寸=25.4mm),原来采用分数形式表示多少英寸,如9/16英寸等,1966年以后改为十进制,写成小数形式。
数值小于1时小数点前不写0,数字推荐水平书写。
公差尺寸的上、下偏差,要注意与基本尺寸保持相同的小数位数,如或,尺寸在6英尺以上应注出英尺英寸符号,如“12′7″。
(1)直径、半径、球形代号①视图明确反映为圆形时,不注直径代号DIA(diameter)或D,如图9;只有一个非圆视图时,尺寸数字后加注直径代号DIA或D,如图10。
图9图10②半径尺寸数字后不加注半径代号R(radius),当半径尺寸标注在不反映半径和圆弧实形的视图中,要求半径尺寸数字后加注代号TRUER (TRUE RADIUS)(真实的R)。
球形代号在尺寸数字后加注代号SPHER DIA(球直径)或SPHERR(SPHER RADIUS)(球半径)。
(2)弦长(CHORD)、弧长(ARC)注法如图11所示。
图11(3)倒角CHAM(CHAMBER)如图12所示。
图12(4)沉孔如图13。
图13(5)键槽如图14。
图14(6)螺纹标记如图15。
图154.2 日本标准(JIS)图样表示方法与美国接近,一般使用第三角投影画法,原则上同一张图纸不得混用第一角、第三角画法,必要时两种画法可局部地混合使用,但必须用箭头示出另一种画法的投影方向。
机械加工图纸参数中德双语对照,收藏吧,看懂德国图纸!ppt课件
7
Anodische Oxidation (Eloxiert) 阳极氧化
Anguß进料剩余
Ausgangsteil mit sachnummer ergänzt 输出部分补充项 目
Auswerfermarkierung 排出口
Auxiliary 辅助的
Aus 外面的
Auswerfer 0 – 0,2 mm vertieft 喷嘴凹进0-0.2毫米
供并组装
Beschichtet 涂层
14
Bemaßung umgestellt Bezugssystem nach 相关系统按 Bezugslinien für Zählerkontur 流量计轮廓的参考线 Bezugsfläche für spanende Bearbeitung 加工参考面 Burnishing 抛光 Brunitura 抛光 Bohrlehre Nr. X 钻模板编号:X Bohrvorrichtung Nr. X 钻模夹具编号 Bohrung 孔 Bohrung nicht ansenken 不要打埋头孔 Bohrung nicht senken, sondern nur entgraten 不要钻孔沉下,只需要去毛刺
Allgemeine Werkstückkanten 一般加工件倒角
Alle Maßangaben vor der Hartanodisierung所有尺5
机械制图名词术语英汉对照表
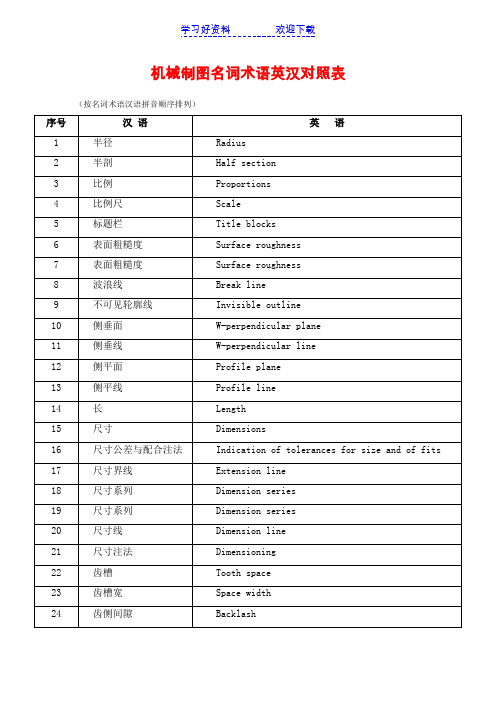
滚子半径
Radius of roller
69
滚子轴承
Roller bearing
70
过渡配合螺纹
The threads for transition fit
71
弧
Arc
72
花键画法
Conventional representation of splines
73
环
Tours
74
机械制图
Mechanical drawings
141
线
Line
142
相交
Intersect
143
相切
Tangent
144
小齿轮
Pinion
145
小径
Minor diameter
146
小径
Minor diameter
147
斜视图
Revolved views
148
形状和位置公差
Geometrical tolerance
149
虚线
Dashed line
35
齿廓
Tooth profile
36
齿廓曲线
Tooth curve
37
齿轮
Gear
38
齿轮
Gear
39
齿轮画法
Conventional representation of gears
40
垂直
Perpendicular
41
粗实线
Full line
42
粗线
Bold line
43
粗牙螺纹
Coarse thread
164
轴线
Axis of cylinder
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Dent 压痕
Deformation 变形
Der Guß muß bis 16 bar druck- und gasdicht sein 铸件必须水压或气压到16巴 压力 无渗漏) Der Guß ist poren- und lunkerfrei auszuführen 铸件不允许有疏松或缩孔 Deviation 偏移 偏差 DIN 德标 Diese Zeichnung gehört zu CENELEC这图纸是属于被CENELEC批准的机构 zugelassenen Geräten. Änderungen müssen vom EXBeauftragten genehmigt werden. 任何修改必须得到由EX授权的人员允许 Druckstellen 刮伤 Durchflußpfeil aufgegossen 铸造流向箭头 Durchmesser 直径
Ähnlich Teile 类似零件 Alternativer Werkstoff: 可选材料: Alle 全部 Alle Verschraubungen mit 5 – 8 Nm angezogen!所有螺丝以5-8Nm扭距旋紧 Allgemeintoleranze 一般公差按 Allgemeine Aushebeschrägen x° (z.B. 1,5°) 一般起模锥度X°(例如1.5°) Allgemeine Werkstückkanten 一般加工件倒角 Alle Maßangaben vor der Hartanodisierung所有尺寸为硬阳极化处理前尺寸 Alle unbemaßten Radien Rx (z.B. R3) 所有未注倒角Rx(例如R3) Alle nicht vermaßten Radien R xx 所有未标明的圆角为质量等级
Aufgestempelt 工件上打上钢印
Auf Teilkreis 在节距圆上 Auf richtige Lage der Luftbohrung achten! 确保气孔在正确的位置 Auf mantelfläche 表面涂层 Aufgegossen 铸造 Auslauf beliebig 退刀槽 任意 Art 产品描述
C
Carbonitrurazione 碳氮共渗 Case hardened 表面淬火 硬化 Category 种类 Centering 定中心 Chromium 铬 Chisel 凿 Crack 裂痕 Coordinate 坐标 Corners of part occ 零件棱角按照 Chemisch vernickness 化学镍 Chill 淬火 chill casting(冷硬铸造) Chill casting 金属模铸件
Anodische Oxidation (Eloxiert) 阳极氧化 Anguß 进料剩余 Ausgangsteil mit sachnummer ergänzt 输出部分补充项目 Auswerfermarkierung 排出口 Auxiliary 辅助的 Aus 外面的 Auswerfer 0 – 0,2 mm vertieft 喷嘴凹进0-0.2毫米 Auslieferungsdatum aufgeschlagen 打上交货日期钢印
Bearbeitung saufmaß x mm 加工过量X毫米 Bearbeitung szugabe 3 mm „bzw.“ Gußteilabmessungen beinhalten eine Bearbeitung szugabe von 3 mm 加工余量3mm/也即铸件尺寸留有3mm的加工余量 Bearbeitung zur Gewährleistung der Bodenfreiheit 保证全部加工清理出为止 Bearbeitung saufmaß x mm Druckgußausführung 加工过量X毫米 压铸件
Die Rippen sind die Verbindung zwischen dem Mittelpunkt und den Teilkreisbohrungen auf der Vorderseite 肋为正面 的中心点到节距圆上的孔圆之间的连接 Diese Maße sind nur zur Prüfung bei这些尺寸仅供检验用
机械加工图纸参数中德双语对 照,收藏吧,看懂德国图纸!
德国制造很强,可是德语属于小语种,会的人不多。那么要看图纸 咋办呢?现小编将工作以来遇见过和收集到的有关机械加工图纸常 见的德语参数及中文的对照翻译分列如下,给需要的朋友。
Ä Aberasive 研磨
Abgußdatum / x mm erhaben 铸造日期/凸起X毫米(字体)
Der Guß muß druckdicht sein und einem Prüfdruck von xx bar standhalten 铸件必须经压力测试,在xx巴压力下不渗 漏 Dem 那个 Dicke 厚度 Dichtkante 密封用边缘 Dichtflächen 密封面
Dichtfläche (keine Poren in diesem Bereich zulässig)密封面(在此部位不允许有气孔)
Countersunk 沉孔 Cylindrical lathe cutting 车外圆
D
Dadurch 因此 Datum 日期 Das Gußteil sollte keine Porösitäten und keine Lunker aufweisen 铸件应无疏松和缩孔 Das Gußteil wird als drucktragendes Bauteil für petrochemische Produkte eingesetzt und sollte keine porösen Stellen, Lunker , Risse ; Einschlüsse oder Leckagen aufweisen铸件用于石油化工产品的受压零件,不能有任何渗漏,缩孔, 裂缝,夹杂或泄漏
B
Barrel 滚筒加工
Bei montage gebohrt 在装配时 钻孔 Bei montage Für stift ∮3 在装配时,打∮3的销 Beschriftung mit Schlagzahlen: xx 印字母打标记:XXX Beschriftung aufgegossen 铸造标记 Beschriftung dauerhaft herstellen, z.B. mit Schlagbuchstaben oder Gravur: 用钢印字母或铭刻打上持久的标记 Beschriftung dauerhaft herstellen, z.B. Schlagbuchstaben oder Gravur: XXXX标上永久记号,如用钢印字母或铭刻: Bezugskante für spanende Bearbeitung 加工涉及到的边缘
Angepaßt 适应
Angußrest maximal x mm erhaben 残留的内浇口凸起小于X毫米 Anfangsmaß 初始尺寸 Anbohrung 盲孔 Anlage 附件
Änderungsbeschreibung 变化说明 Anzaht 数量
Ansicht 视图
Ansicht ohne Quer- und Innenrippen没有横断面和内部肋的示图 Angabe korrigiert 指示 更正 Absatz 图 Absatz maß 图测 Aktuelles ausgangsmaterial eingetragen目前原材料进入 Ausgangsteil 输出部分 Auslauf beliebig 任何泄漏 Anschließend verdichtet 添嵌表面裂缝
Bayonet 卡口 Bemaßung 标注
Berichtigt 更正
Bezugselement 关于元素 Bearbeitung mit schleifband körnung 带有沙砾研磨带 Bending 波纹加工 Beachten 说明 Bestell NR. 定单号 biegen 反过来 Bis 向上 bis zu einer Tiefe von 6 mm bearbeitet 加工到6毫米深度 Bearbeitung 加工
Alle nichtangegebenen Flächen, Bohrungen und Gewinde =所有未指明的表面,孔和螺纹= Alle Wandstärken sind Mindestwandstärken 所有壁厚尺寸为最小值 Allgemeine Werkstückkanten nach ISO 13715 一般外形上未标明的倒角按照ISO 13715 Alte Materialbezeichnung XXX nach Norm XXX 旧的材料名称XXX依照标准XXX Angabe 规格
Bearbeitung erst nach Montage aller Einzelteile.装配完所有零部件后加工 Buchstabe ……. aufgeschlagen 字母—打印上去的 Bezugssytem nach 相关系统按 Berichtigt 更正 Berstdruck = 5 x PN = 5 x 5 bar = 25bar (einmalig prüfen)爆破压力=5倍工作压 力=5X5BAR=25巴(一次性试验) Bereitgestellt und montiert d. Lieferanten 应商提供并组装 Beschichtet 涂层 Beschriftung beidseitig aufgegossen 两面铸造记号 Beschriftung am Pressteil erhöht. 模锻件上描述用凸字 Bemaßten 三维
Bohrungstiefe: XX mm 钻孔深:XX毫米 Bohrung ∅XX mm, XX mm tief 孔直径XXmm,XXmm深 Bohrung für Antriebswelle 为驱动轴钻孔 Bolinster 气泡 Bonderizing 磷化 Broaching 拉刀切削 Bronze oilite 锡青铜 Brüniert 发黑