CAM编程的基本实现过程
工程机械CAD_CAM课后习题答案

⼯程机械CAD_CAM课后习题答案第⼀章概述1.简述产品设计制造的⼀般过程。
答:CAD/CAM系统是设计、制造过程中的信息处理系统,它主要研究对象描述、系统分析、⽅案优化、计算分析、⼯艺设计、仿真模拟、NC编程以及图形处理等理论和⼯程⽅法,输⼊的是产品设计要求,输出的是零件的制造加⼯信息。
2.简述CAD/CAM技术的概念、狭义和⼴义CAD/CAM技术的区别与联系。
答:CAD/CAM技术是以计算机、外围设备及其系统软件为基础,综合计算机科学与⼯程、计算机⼏何、机械设计、机械加⼯⼯艺、⼈机⼯程、控制理论、电⼦技术等学科知识,以⼯程应⽤为对象,实现包括⼆维绘图设计、三维⼏何造型设计、⼯程计算分析与优化设计、数控加⼯编程、仿真模拟、信息存贮与管理等相关功能。
区别:⼴义的CAD/CAM技术,是指利⽤计算机辅助技术进⾏产品设计与制造的整个过程,及与之直接和间接相关的活动;狭义的CAD/CAM技术,是指利⽤CAD/CAM系统进⾏产品的造型、计算分析和数控程序的编制联系:⼴义的CAD/CAM技术包容狭义的CAD/CAM技术3.传统的设计制造过程与应⽤CAD/CAM技术进⾏设计制造的过程有何区别与联系?答:区别:传统的设计与制造⽅式是以技术⼈员为中⼼展开的,,产品及其零件在加⼯过程中所处的状态,设计、⼯艺、制造、设备等环节的延续与保持等,都是由⼈⼯进⾏检测并反馈,所有的信息均交汇到技术和管理⼈员处,由技术⼈员进⾏对象的相关处理。
以CAD/CAM技术为核⼼的先进制造技术,将以⼈员为中⼼的运作模式改变为以计算机为中⼼的运作模式,利⽤计算机存贮量⼤、运⾏速度快、可⽆限期利⽤已有信息等优势,将各个设计制造阶段及过程的信息汇集在⼀起,使整个设计制造过程在时间上缩短、在空间上拓展,与各个环节的联系与控制均由计算机直接处理,技术⼈员通过计算机这⼀媒介实现整个过程的有序化和并⾏化。
联系:制造过程的各个环节基本相同。
4.简述我国CAD/CAM技术发展的过程与特点。
CAM实验报告
CAM实验报告一、实验目的、内容与要求。
(一)实验目的1基本掌握一套CAM软件的使用(如UGNX软件CAM模块,或Mastercam等)。
2了解数控铣削加工的找正、装夹及对刀方法。
3了解模具制造工艺流程及数控铣床的使用。
4了解模具从三维模型设计到CAM计算机模拟加工及后处理NC代码生成,到数控加工产品的整个流程。
5进一步熟悉和掌握数控系统编程指令,加深了解对数控铣床工作原理。
(二)实验内容和要求利用CAM软件(如UG的CAM模块、Mastercam等)对模具零件进行数控编程与加工。
掌握零件的平面、两维轮廓、三维曲面等的数控编程与加工方法。
掌握相关工艺参数的含义,其取值大小对零件加工效果的影响。
利用CAM对模具零件生成刀路,并模拟加工,生成NC代码,掌握NC代码在微型计算机与数控系统之间的传递加工。
二、实验主要仪器设备和材料(一)实验主要仪器设备:ZXK-32立式数控铣床(配GSK983MA铣床数控系统)。
微型计算机、量具、夹具、刃具等。
(二)实验材料:有机玻璃块料三、实验方法、步骤(一)CAM加工的实验步骤1在CAM软件中读入模具零件的三维模型;2确定模具零件的加工工艺;3在CAM软件中对三维模型作坐标变换,选择模具零件合适的数控加工编程位置;4选择CAM软件中相关工艺参数值,应适当考虑采用粗加工、半精加工、精加工制作模具零件,生成数控加工刀路,进行加工过程模拟,重新调整工艺参数值、生成刀路和加工过程模拟,直到得到合适结果;5进行后处理,生成NC代码;6对工件进行找正、装夹及对刀;7将NC代码读入数控系统,进行数控加工;8零件检验。
四、列出零件数控编程加工的方式及其主要工艺参数。
(一)零件数控编程加工的方式(1)型腔铣去除大量余料(2)平面铣削精加工(3)固定轮廓铣精加工(二)主要工艺参数表操作名刀具刀具选择类型切削方式主轴转速步进量吃刀深度进给率CA VITY_ MILL D12 mill_contour型腔铣1500rpm 刀具平直50%0.5mm 500mmpmFACE_MI LLING_A REA D12 mill_planar平面铣1750rpm 恒定10mm0.2mm 350mmpmFIXED_C ONTOUR B8 mill_contour固定轮廓铣750rpm 恒定0.25550mmpm五、模具零件的三维CAD模型及加工后的模具零件图片。
Master-CAM软件自动编程
Master-CAM软件自动编程数控自动编程是利用计算机和相应的编程软件编制数控加工程序的过程。
现代加工业的发展,实际生产过程中,比较复杂的二维零件、具有曲线轮廓和三维复杂零件越来越多,手工编程已满足不了实际生产的要求。
如何在较短的时间内编制出高效、快速、合格的加工程序,在这种需求的推动下,数控自动编程得到了很大的发展。
随着微电子技术和CAD技术的发展,自动编程技术逐渐发展到以图形交互为基础,与CAD相集成的CAD/CAM一体化的编程方法。
可提供单一准确的产品几何模型,几何模型的产生和处理手段灵活、多样、方便,可实现设计、制造一体化。
通过几年的教学经验,主要从CAM 系统关键技术、CAM软件编程过程其操作步骤、数控自动编程的实践性等方面谈谈我的几点看法:一、CAM系统关键技术主要有:1.复杂形状零件的几何建模对于图纸及曲面特征点测量数据的复杂形状零件数控编程,其首要环节是建立被加工零件的几何模型。
复杂零件建模的主要技术内容包括:曲线曲面生成、编辑、裁剪、拼接、过度、偏置等等。
2.加工方案与加工参数的合理选择数控加工的效率与质量有赖于加工方案与加工参数的合理选择,其中刀具、刀轴控制方式、走刀路线和进给速度的自动优化选择与自适应控制是重中之重。
其目的是在满足加工要求、机床正常运行和一定的刀具寿命的前提下,尽可能提高加工效率。
3.刀具轨迹生成刀具轨迹生成是复杂零件数控加工中最重要的内容,能否生成有效的刀具轨迹直接决定了加工的可能性、质量与效率。
刀具轨迹生成的首要目标是使所生成的刀具轨迹能满足无干涉、无碰撞、轨迹光滑、切削负荷光滑并满足要求、代码质量高。
同时,刀具轨迹生成还应满足通用性好、稳定性好、编程效率高、代码量小等条件。
4.数控加工仿真尽管目前在工艺规划和刀具轨迹生成等技术方面已取得很大进展,但由于零件形状的复杂多变以及加工环境的复杂性,要确保所生成的加工程序不存在任何问题仍十分困难,其中最主要的有加工过程的过切与欠切、机床各部件之间的干涉与碰撞等。
MasterCAM自动编程
MasterCAM自动编程9.1数控自动编程简介数控自动编程是利用计算机和相应的编程软件编制数控加工程序的过程。
随着现代加工业的发展,实际生产过程中,比较复杂的二维零件、具有曲线轮廓和三维复杂零件越来越多,手工编程已满足不了实际生产的要求。
如何在较短的时间内编制出高效、快速、合格的加工程序,在这种需求推动下,数控自动编程得到了很大的发展。
数控自动编程的初期是利用通用微机或专用的编程器,在专用编程软件(例如APT系统)的支持下,以人机对话的方式来确定加工对象和加工条件,然后编程器自动进行运算和生成加工指令,这种自动编程方式,对于形状简单(轮廓由直线和圆弧组成)的零件,可以快速得完成编程工作。
目前在安装有高版本数控系统的机床上,这种自动编程方式,已经完全集成在机床的内部(例如西门子810系统)。
但是如果零件的轮廓是曲线样条或是三维曲面组成,这种自动编程是无法生成加工程序的,解决的办法是利用CAD /CAM软件来进行数控自动编程。
随着微电子技术和CAD技术的发展,自动编程系统已逐渐过渡到以图形交互为基础,与CAD相集成的CAD/CAM一体化的编程方法。
与以前的APT等语言型的自动编程系统相比,CAD/CAM集成系统可以提供单一准确的产品几何模型,几何模型的产生和处理手段灵活、多样、方便,可以实现设计、制造一体化。
采用CAD/CAM数控编程系统进行自动编程已经成为数控编程的主要方式。
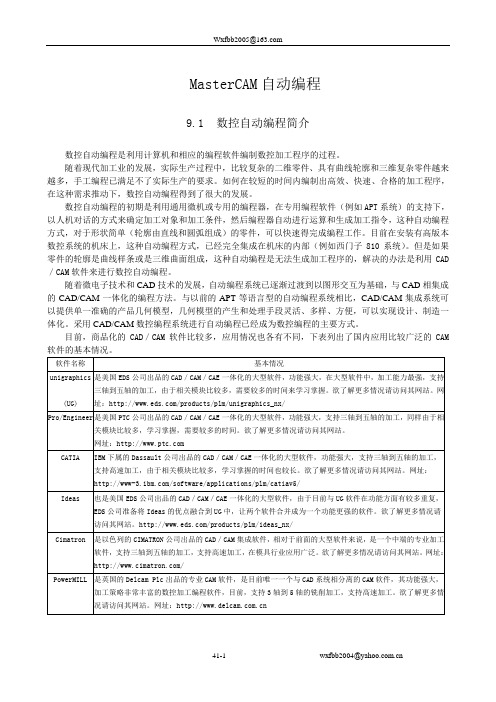
目前,商品化的CAD/CAM软件比较多,应用情况也各有不同,下表列出了国内应用比较广泛的CAM 软件的基本情况。
当然,还有一些CAM软件,因为目前国内用户数量比较少,所以,没有出现在上面的表格内,例如Cam-tool、WorkNC等。
上述的CAM软件在功能、价格、服务等方面各有侧重,功能越强大,价格也越贵,对于使用者来说,应根据自己的实际情况,在充分调研的基础上,来选择购买合适的CAD/CAM软件。
掌握并充分利用CAD/CAM软件,可以帮助我们将微型计算机与CNC机床组成面向加工的系统,大大提高设计效率和质量,减少编程时间,充分发挥数控机床的优越性,提高整体生产制造水平。
MasterCAM编程过程中的参数设置

第一章 常用刀具及在 masterCAM 实际应用的设置 (一)分类 电脑锣用刀种类很多下面按各分类分别介绍。 公制(MM)有直径 0.5、1、2、2.5、3,4,5,6,8,10,12,16,20,25,30,32,40 材质区分 高速钢,有公制或英制,这种刀最常用,特别是加工铜公,加工模料也常用,这种刀是电脑锣最常用的刀 具,价格便宜,易买,但易磨损,易损耗,进口的高速钢刀国含有 Co,Mn 等合金,较耐用,精度也高, 如 LBK,YG 等。 合金刀,也称 CAB 刀,刀具是用合金材料制成。耐高温,耐磨损,能加工高硬度材料(如烧焊过的模) 这种刀经较鹭,一般厂都不会大量用,这种刀因耐高温,所以转速通常会比较高,加工效率及质量都比高 速钢刀要好,但低转速时容易崩刀好速通常要快。 舍弃式刀粒,这种刀因刀粒是可以更换的,而刀粒是合金材料做成的,刀粒通常又有涂层,耐用,价格也 便宜,加工钢料最好用这种刀。刀粒有方形,菱形,圆形的。方形,菱形刀粒只能用二个角,而圆形刀粒
Filter:程式过滤 Recut:记录参数 Rough Pocket parameters:挖槽式粗切参数 粗切参数: Cut tolerance:粗切公差,因粗切对精度要求不高,且还要给精加工留余量,故 Cut tolerance 可取大一 点,以提高计算速度,一般在 0.02~0.05 之间 Max step down:最大 Z 向量下切量(切深),与切削力有关,与加工效率有关,也与刀杆强度有关。 在可能的情况下,取尽量大值。本例中取 2 Entry-helix:螺旋下刀。这主要用在凹模加工中,凸模可以不用。螺旋下刀是使平铣刀在切内腔时, 能顺利下切而不致于撞刀。 Prompt for entry point:指定下刀点,对凹模加工有用 Plunge outside tool center boundary:从加工范围外下刀 走刀方式:(只有 Pocket 方式才有这一选项) Zigzag:双向平行式走刀 Constant:等距环切,最省的方式 其它方式都可从图中直观地观察到,不费时间讲述 循环走刀时的刀路间距 Step over :间距占铣刀直径的百分比
CAM-第一讲
一、入门知识
1.2、UG CAM的铣加工能力及其特点 1.2、 CAM的铣加工能力及其特点
1.2.1 UG CAM可以实现的主要铣加工方式 CAM可以实现的主要铣加工方式 及其特点
一、入门知识
铣削加工 固定轴铣 变轴铣
平面铣
轮廓铣
可变轴曲面轮廓铣
顺序铣
固定轴铣
固定轴曲面轮廓铣
一、入门知识
(1)平面铣(Planar Mill) )平面铣(Planar Mill)
二、铣加工坐标系与刀具
绝对CSYS 绝对CSYS
固定的,不能被移动的, 固定的,不能被移动的, 不可见 只有一个 对于大装配模型非常有 用
二、铣加工坐标系与刀具
工作CSYS— 工作CSYS—WCS
在建模环境和加工环境都有应用 可见,可移动, 可见,可移动, 决定 I,J,K 矢量分量值和其他 Csys 数值 在加工过程中指定的起刀点,切削开始点,安全平面的z 在加工过程中指定的起刀点,切削开始点,安全平面的z 值,以及其他矢量数据都是参照工作坐标系
决定可使用的加工类型,父节点组, 决定可使用的加工类型,父节点组,加工对象等
点取初始化 可在主菜单tool下 可在主菜单tool下operation navigator-delete navigatorsetup
一、入门知识 1.5、菜单与工具条 1.5、菜单与工具条
1.5.1 NX加工界面 NX加工界面
在这里选择父节点组 操作名称
三、基本概念
Parent Group 父节点组 父节点组是指操作所需要的几何体、刀具、加工方法, 父节点组是指操作所需要的几何体、刀具、加工方法, 以及操作所在的程序组, 以及操作所在的程序组,父节点组的参数可以传递到操作 被操作所继承。 中,被操作所继承。
工业相机编程流程及SDK接口使用汇总
工业相机编程流程及SDK接口使用汇总1.工业相机编程模型和流程2.工业相机SDK接口使用总结3.Basler Pylon工业相机SDK的使用4.Pylon 以实时图像采集讲解PylonC SDK使用流程5.关于使用维视工业相机 SDK 采集图像的问题6.工业相机SDK之opencv二次开发1.工业相机编程模型和流程不同的工业相机提供不同的编程接口(SDK),尽管不同接口不同相机间编程接口各不相同,他们实际的API结构和编程模型很相似,了解了这些再对工业相机编程就很简单了。
DMA技术DMA是一种高速的数据传输操作,允许在外部设备和存储器之间直接读写数据,既不通过CPU,也不需要CPU干预。
整个数据传输操作在一个称为"DMA控制器"的控制下进行的。
CPU除了在数据传输开始和结束时做一点处理外,在传输过程中CPU可以进行其他的工作。
这样,在大部分时间里,CPU和输入输出都处于并行操作。
因此,使整个计算机系统的效率大大提高。
对于工业相机来说,当CMOS或CCD芯片曝光然后将数据转到相机缓存后,这时候DMA会负责将缓存中数据保存到硬盘上指定位置,正好满足相机高速大数据的传输。
一般都会使用DMA来完成实时的数据采集和保存。
多数时候,DMA控制器存在各种接口的图像采集卡中,包括1394/GigE/USB/Camera Link等,这些采集卡有自己的时间控制单元完成和相机曝光的同步,并控制DMA的存取行为。
工作流程当相机工作时,就是连续的采集-处理-采集-处理...的过程,但是这就存在一个问题,如果采集的速度比处理速度快,处理不过来,怎么办?在实际中,我们使用队列来解决这个问题,当前帧没有处理完,下一帧到来时直接放入队列等待当前处理完成后再处理它。
如下图这里使用三个队列完成采集和处理同步。
DMA队列:当CMOS或CCD芯片曝光然后将数据转到相机缓存后,这时候DMA会负责将缓存中数据写入到“DMA队列”头Buffer中。
CADCAM-第一章.概述
一、CAD/CAM的基本功能
交
图
存
输
互
形
储
入
功
显
功
输
能
示
能
出
功
功
能
能
1.交互功能
人机接口是CAD/CAM系统中用户与系统连接的
桥梁
友好的用户界面,是用户直接而有效地
完成复杂设计任务的必要条件
除软件中界面设计外,还必须有交互设 备实现人与计算机之间的不断通信
2.图形显示功能
CAD/CAM是一个人机交互的过程,从产品的造型、 构思、方案的确定,结构分析到加工过程的仿真,系 统随时保证用户能够观察、修改中间结果,实时编辑 处理。
产品设计阶段
设计人员以计算机为辅助工具完成各项工作, 即计算机辅助设计(Computer Aided Design,CAD)。
生产准备阶段
工艺人员借助计算机根据产品设计阶段给出的 信息和产品制造的工艺要求,交互或自动地完成各 项工作,即计算机辅助工艺过程设计
(Computer Aided Process Planning,CAPP)。
空间的保障。
CAD/CAM系统运行时,数据
量很大,有很多算法往往生成
大量的中间数据,尤其是对图
形的操作、交互式的设计以及
IBM737Байду номын сангаасMagnetic core
storage unit
结构分析中的网格划分等。
4.输入输出功能
CAD/CAM系统运行中,用户需不断地将有关设计 的要求、各步骤的具体数据等输入计算机内,通过计 算机的处理,能够输出系统处理的结果。
生产人员完成从生 产准备到产品制造 出来的过程中的各 项活动,包括作业 计划、零件加工、 装配和性能检验。
数控铣床简答及编程
数控铣床简答及编程数控铣床是一种高精度加工设备,它可以通过数控程序来控制工作台的移动和切削刀具的运动,完成各种复杂形状的零件加工。
与传统的手工铣床相比,数控铣床具有高效、高精度、低误差等优势,被广泛应用于航空、航天、汽车、造船、模具、机械等领域。
一、数控铣床的基本结构数控铣床的基本结构包括机床主体、进给系统、主轴系统、数控系统等。
其中,机床主体是数控铣床的主体部分,包括床身、工作台、横梁等。
进给系统是用来控制工作台在三维方向上的运动,包括直线进给和旋转进给两种方式。
主轴系统是用来控制切削刀具的转速和进给速度,以便完成不同加工要求的零件加工。
数控系统则是数控铣床的核心部件,它能够根据预先编写好的数控程序来指导机床进行零件加工。
二、数控铣床的编程方式数控铣床的编程方式分为手工编程和CAM编程两种,下面分别介绍:1、手工编程手工编程是指程序员根据加工工艺要求和加工图纸,手动写出数控程序的过程。
这种编程方式需要程序员具备较强的数学和加工知识,熟悉加工工艺和刀具选择等方面的知识。
手工编程的优点是程序的灵活性高,能够满足各种特殊加工要求,但缺点是编程效率较低,容易出错,需要较高的编程技能和经验。
手工编程的基本编程指令包括以下几种:G指令:是数控程序的基本控制指令,用来描述工作台和刀具的运动轨迹、速度和加速度等信息;M指令:用来控制机床的辅助功能,如冷却系统、加热系统、气动系统等;F指令:用来控制工具的进给速度,通常用于控制铣削刀具的进给速度;S指令:用来控制主轴的转速和方向。
2、CAM编程CAM(计算机辅助制造)编程是指运用CAM软件自动生成数控程序的过程。
它不需要程序员手写代码,而是通过输入加工图纸和加工参数等信息,由计算机自动生成加工程序。
CAM 编程具有编程效率高、编程精度高、易于操作等特点,较大程度上提高了数控铣床的生产效率。
CAM编程的主要步骤包括以下几个方面:1)导入CAD模型:CAM软件通过导入CAD模型,将三维模型转换成与机床控制器兼容的G代码或M代码;2)设置加工参数:CAM软件可以设置各种加工参数,如工具直径、切削速度、加工深度等;3)生成刀路:CAM软件通过自动选择刀具路径,生成数控程序,并对其进行模拟、分析和优化;4)输出NC文件:CAM软件将数控程序输出到NC文件中,供机床控制器进行控制和加工。
Master_cam9.3线割编程说明书
qqqqqqqqqqq第25章模具加工应用实例在本章中通过对它在精密模具中的编程实例应用来说明此软件的用法。
本章实例所用的机床为夏米尔290P慢走丝线切割机。
25.1 凹模镶块加工(部分斜度)本例中使用图25.1所示的凹模镶块加工图形在夏米尔290P机床上加工一个级进模的凹模镶块,此镶块上有5个型腔,零件高13mm,要求在此凹模镶块的刀口处加工2mm高的直壁部分,其余部分为0.75°的落料斜度。
根据加工要求确定斜度部分切割2次,直壁部分切割3次。
外形一面留磨0.3~0.5mm,其余面3次切割加工到尺寸。
型腔程序以C1型腔为例进行说明,型腔的进丝孔位置位于每个型腔的固定位置上,在C1型腔的坐标原点处,图形为凸模尺寸,间隙在加工时根据要求在CMD文件中进行调整。
P1留磨面L1C1图25.125.1.1 文件准备(1) 从系统桌面单击Wire程序快捷方式启动软件。
(2) 从主菜单中选择File→Get(“文件”→“获取”)命令,从配书光盘中调入EX25-1.MC9文件。
(3) 从主菜单中选择Modify→Break→2 pieces(“修整”→“打断”→“两段”)命令,选择图25.1中的L1直线,再单击坐标原点作为打断点,将L1直线分段,此分段点将作为串连的起点,同时也是切割路径的进刀位置。
(4) 从主菜单中选择NC utils→Post Proc→Change(“NC实用”→“后处理”→“改变”)命令,弹出Specify File Name to Read(读取特定的文件名称)对话框,在其中选择数控电火花线切割编程应用技术·432· ·432·MPWROBO.PST 后处理程序,如图25.2所示,单击“打开”按钮返回,再单击MAIN MENU (主菜单)命令返回主菜单。
图25.225.1.2 生成切割路径(1) 从主菜单中选择Wirepaths →Contour(“线切割路径”→“轮廓”)命令,进入切割路径的串连选择菜单中,从图25.1中单击L1直线的下半部分,串连方向按顺时针方向,完成图形串连,如图25.3所示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CAM编程的基本实现过程
数控(简称NC)编程技术包含了数控加工与编程、金属加工工艺、CAD/CAM软件操作等多方面的知识与经验,其主要任务是计算加工走刀中的刀位点(简称CL点)。
根据数控加工的类型,数控编程可分为数控铣加工编程、数控车加工编程、数控电加工编程等,而数控铣加工编程又可分为2.5轴铣加工编程、3轴铣加工编程和多轴(如4轴、5轴)铣加工编程等。
3轴铣加工是最常用的一种加工类型,而3轴铣加工编程是目前应用最广泛的数控编程技术。
提示:本书中所提及的数控加工和编程,如无特别注明,均指2.5轴铣数控加工和编程或3轴铣数控加工和编程。
数控编程经历了手工编程、APT语言编程和交互式图形编程三个阶段。
交互式图形编程就是通常所说的CAM软件编程。
由于CAM软件自动编程具有速度快、精度高、直观性好、使用简便、便于检查和修改等优点,已成为目前国内外数控加工普遍采用的数控编程方法。
因此,在无特别说明的情况下,数控编程一般是指交互式图形编程。
交互式图形编程的实现是以CAD技术为前提的。
数控编程的核心是刀位点计算,对于复杂的产品,其数控加工刀位点的人工计算十分困难,而CAD技术的发展为解决这一问题提供了有力的工具。
利用CAD技术生成的产品三维造型包含了数控编程所需要的完整的产品表面几何信息,而计算机软件可针对这些几何信息进行数控加工刀位的自动计算。
因此,绝大多数的数控编程软件同时具备CAD 的功能,因此称为CAD/CAM一体化软件。
由于现有的CAD/CAM软件功能已相当成熟,因此使得数控编程的工作大大简化,对编程人员的技术背景、创造力的要求也大大降低,为该项技术的普及创造了有利的条件。
事实上,在许多企业从事数控编程的工程师往往仅有中专甚至高中的学历。
目前市场上流行的CAD/CAM软件均具备了较好的交互式图形编程功能,其操作过程大同小异,编程能力差别不大。
不管采用哪一种CAD/CAM软件,NC编程的基本过程及内容可由图1-1表示。
.1 获得CAD模型
CAD模型是NC编程的前提和基础,任何CAM的程序编制必须有CAD模型为加工对象进行编程。
获得CAD模型的方法通常有以下3种:
(1)打开CAD文件。
如果某一文件是已经使用MasterCAM进行造型完毕的,或是已经做过编程的文件,那么重新打开该文件,即可获得所需的CAD模型。
(2)直接造型。
MasterCAM软件本身就是一个CAD/CAM软件,具有很强的造型功能,可以进行曲面和实体的造型。
对于一些不是很复杂的工件,可以在编程前直接造型。
(3)数据转换。
当模型文件是使用其他的CAD软件进行造型时,首先要将其转换成MasterCAM专用的文件格式(MC9文件)。
通过MasterCAM的数据转换功能,MasterCAM可以读取其他CAD软件所做的造型。
MasterCAM提供了常用CAD软件的数据接
口,可以直接读取PRT、DWG等文件。
并且有标准转换接口,可以转换的文件格式如IGES、 STEP等。
.2 加工工艺分析和规划
加工工艺分析和规划的主要内容包括:
(1)加工对象的确定:通过对模型的分析,确定这一工件的哪些部位需要在数控铣床或者数控加工中心上加工。
数控铣的工艺适应性也是有一定限制的,对于尖角、细小的筋条等部位是不适合加工的,应使用线切割或者电加工来加工;而另外一些加工内容,可能使用普通机床有更好的经济性,如孔的加工、回转体加工等,可以使用钻床或车床进行加工。
(2)加工区域规划:即对加工对象进行分析,按其形状特征、功能特征及精度、粗糙度要求将加工对象分成数个加工区域。
对加工区域进行合理规划可以达到提高加工效率和加工质量的目的。
个人观点:在进行加工对象确定和加工区域规划或分配时,通过参考实物可以更直观地进行分析和规划。
(3)加工工艺路线规划:即从粗加工到精加工再到清根加工的流程及加工余量分配。
(4)加工工艺和加工方式确定:如刀具选择、加工工艺参数和切削方式(刀轨形式)选择等。
在完成工艺分析后,应填写一张CAM数控加工工序表,表中的项目应包括加工区域、加工性质、走刀方式、使用刀具、主轴转速、切削进给等选项。
完成了工艺分析及规划可以说是完成了CAM编程80%的工作量。
同时,工艺分析的水平原则上决定了NC程序的质量。
.3 CAD模型完善
对CAD模型作适合于CAM程序编制的处理。
由于CAD造型人员更多考虑零件设计的方便性和完整性,并不顾及对CAM加工的影响,所以要根据加工对象的确定及加工区域规划来对模型作一些完善。
通常有以下内容:
(1)坐标系的确定。
坐标系是加工的基准,将坐标系定位于适合机床操作人员确定的位置,同时保持坐标系的统一。
(2)隐藏部分对加工不产生影响的曲面,按曲面的性质进行分色或分层。
这样一方面看上去更为直观清楚;另一方面在选择加工对象时,可以通过过滤方式快速地选择所需对象。
(3)修补部分曲面。
对于有不加工部位存在造成的曲面空缺部位,应该补充完整。
如对于有钻孔的曲面,存在狭小凹槽的曲面等,应该将这些曲面补充完整,这样获得的刀具路径规范而且安全。
(4)增加安全曲面,如对边缘曲面进行适当的延长。
(5)对轮廓曲线进行修整。
对于数据转换获取的数据模型,可能存在看似光滑的曲线其实存在着断点,看似一体的曲面在连接处不能相交等问题,可通过修整或者创建轮廓线构造出最佳的加工边界曲线。
(6)构建刀具路径限制边界。
对于规划的加工区域,需要使用边界来限制加工范围的,可先构建出边界曲线。
.4 加工参数设置
参数设置可视为对工艺分析和规划的具体实施,它构成了利用CAD/CAM软件进行NC编程的主要操作内容,直接影响NC程序的生成质量。
参数设置的内容较多,下面列举其中主要几个:
(1)切削方式设置:用于指定刀轨的类型及相关参数。
(2)加工对象设置:是指用户通过交互手段选择被加工的几何体或其中的加工分区、毛坯、避让区域等。
(3)刀具及机械参数设置:是针对每一个加工工序选择适合的加工刀具,并在CAD/ CAM软件中设置相应的机械参数,包括主轴转速、切削进给、切削液控制等。
(4)加工程序参数设置:包括进/退刀位置及方式、切削用量、行间距、加工余量、安全高度等参数。
这是CAM软件参数设置中最主要的一部分内容。
.5 生成刀具路径
在完成参数设置后,即可将设置结果提交CAD/CAM系统进行刀轨的计算。
这一过程是由CAD/CAM软件自动完成的。
.6 刀具路径检验
为确保程序的安全性,必须对生成的刀轨进行检查校验,检查有无过切或者加工不到位,同时检查是否会发生与工件及夹具的干涉。
校验的方式有:
(1)直接查看。
通过对视角的转换、旋转、放大、平移直接查看生成的刀具路径,适于观察其切削范围有无越界,及有无明显异常的刀具轨迹。
(2)手工检查。
对刀具轨迹进行逐步观察。
(3)实体模拟切削,进行仿真加工。
直接在计算机屏幕上观察加工效果,这个加工过程与实际机床加工过程十分类似。
对检查中发现问题的程序,应调整参数设置,重新进行计算后再作检验。
.7 后处理
后处理实际上是一个文本编辑处理过程,其作用是将计算出的刀轨(刀位运动轨迹)以规定的标准格式转化为NC代码并输出保存。
在后处理生成数控程序之后,还需要检查这个程序文件,特别对程序头及程序尾部分的语句进行检查,如有必要可以修改。
这个文件可以通过传输软件传输到数控机床的控制器上,由控制器按程序语句驱动机床加工。
在上述过程中,编程人员的工作主要集中在加工工艺分析和规划、参数设置这两个阶段,其中工艺分析和规划决定了刀轨的质量,参数设置则构成了软件操作的主体。