变压边力对铝合金板材深冲制耳高度影响研究
3003-O铝合金深冲带材退火制度的研究
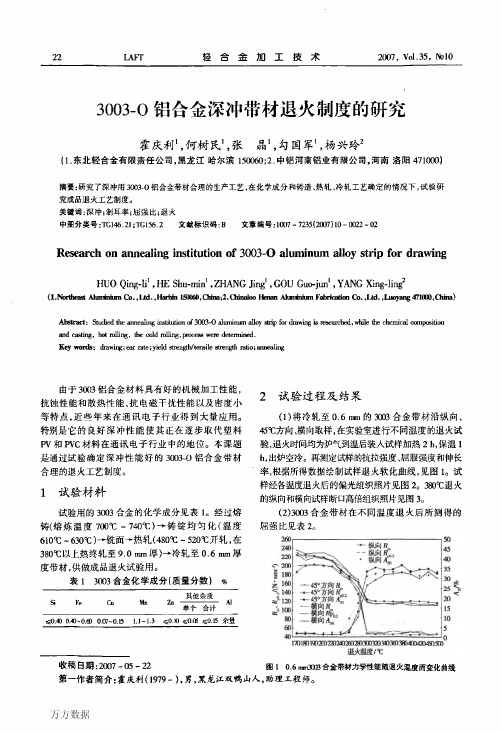
56LAFr轻合金加工技术2007.v01.35,№10(上接第23页)3结果分析a一纵向b~横向图33003合金06咖厚度带材纵向和横向试样在380。
c退火后的断口形貌从理论上讲,带材在冲压过程中,屈强比(如:,足。
)小则成形极限高,冲压性能好。
其次,影响冲压性能的因素还有晶粒的大小、形状和织构,当晶粒尺寸增大时,屈服极限降低,R。
,尺。
也随之减小。
由此可见晶粒尺寸增大时,使板材冲压性能提高。
从另一方面看,晶粒粗大会引起冲压制品的表面出现橘皮状;此外,晶粒过粗大,杂质会因晶粒晶界的相对减少而集中,也会使金属的脆倾向性增大。
从图2b、c、d、e、f、#可以看出,随着退火温度的不同带材的组织发生变化:随着退火温度升高,带材内部组织由塑性变形纤维组织向再结晶组织转变;从图2h看出,金相组织全部变为均匀细小的再结晶组织;从图2i看出,带材表层的晶粒开始长大;相应的在罔1中反映出从360℃到380℃带材的强度逐渐下降,塑性提高,纵向、横向的制耳与45。
方向的制耳逐渐趋于一致。
综合图2e、f和冲杯试验数据可以看出,320℃以下退火的带材的织构还是变形织构强于再结晶织构,在高于320℃退火时,再结晶织构明显增强。
综合考虑到实际规模化生产过程中热处理炉的容量较大,升温速度较慢,加热时间长的实际情况,确定3003合金带材在规模化生产时的退火制度为:炉气定温380aC,加热12h,保温lh,出炉空冷至室温。
在这种情况下带材的变形织构与再结晶织构基本平衡,各向同性较好。
通过表2不同温度退火的带材的屈强比可以看出,退火温度在380℃时,屈强比相对减少,即R值减小,有利于制品的深冲变形。
从图3可以看出,在沿晶界的断裂面上分布有韧窝,这表明,采用此退火工艺制度生产的3003合金带材在断裂试验中为沿晶韧性断裂,在断裂前有较大的范氏形变,有利于制品的深冲成形。
4结论在熔炼温度700℃一7加℃,均火温度610℃。
630℃,热轧开始温度480℃一520℃,热轧终了温度380℃以上条件下生产的3003合金9一坯料,冷轧为06mm的带材,其成品退火工艺制度为:炉气定温380℃,加热12h,保温1h,出炉空冷。
5A02铝合金板料深冲有限元模拟与实验研究
HAN Yong-zhi,CHEN Zhong-jia,HE Yan—sheng
(School of Material Science and Engineering。Hefei University of Technologyt Hefei 230009.China)
Abstract:The deep drawing of 5A02 aluminum sheets is experimentally investigated,and further in the framework of rate-dependent crystal plasticity theory,the deep drawing process is numerically simula— ted by the crystal plasticity finite element method(CPFEM).The earing phenomenon and the varia— tion of sheet thickness are studied.And the limit drawing coefficient of 5A02 aluminum sheets is also obtained.The height of the earing profile and the value of the limit drawing coefficient which are ob— tained from the CPFEM simulations are found in reasonable agreement with the experimental results, and the predictions of thickness variation also accord with the experimental ones. Key words:deep drawing;limit drawing coefficient;crystal plasticity
Zirlo合金薄板圆筒拉深的凸耳行为

Zirlo合金薄板圆筒拉深的凸耳行为
海争平;余剑武;毛建中;宋建力;肖清
【期刊名称】《有色金属工程》
【年(卷),期】2017(007)004
【摘要】采用试验和有限元模拟研究了Zirlo合金薄板圆筒拉深行为.结果显示:薄板不同圆环区域的金属变形对凸耳形成的影响明显,筒壁下部金属起决定性影响,凸耳主要是由筒壁下部金属由凸缘进入了筒壁时的单向拉应力状态所导致的变形不均而产生.摩擦系数的增大对凸耳率下降的影响较为平缓;随着压边力的增加,凸耳率的增长趋势趋于缓慢;随着薄板厚度的增加,凸耳率逐渐下降.有限元模拟结果与凸耳试验具有较好的一致性.
【总页数】5页(P22-26)
【作者】海争平;余剑武;毛建中;宋建力;肖清
【作者单位】湖南交通职业技术学院,湖南长沙410004;湖南大学机械与运载工程学院,湖南长沙410082;湖南大学机械与运载工程学院,湖南长沙410082;中核北方核燃料元件有限公司,内蒙古包头014035;长沙大方精密机电有限公司,湖南长沙410205
【正文语种】中文
【中图分类】TG115.9
【相关文献】
1.薄板圆筒拉深杯成形的数值模拟 [J], 邱晓刚;卢国清;陈文龙
2.压边圈类型对5182-O 铝合金薄板室温拉深性能的影响 [J], 王游根;黄光胜;刘定凯;陈琳;韩廷状;彭建;潘复生
3.Zirlo合金薄板圆筒拉深的凸耳行为 [J], 海争平;余剑武;毛建中;宋建力;肖清;;;;;
4.压边圈类型对5182-O铝合金薄板室温拉深性能的影响 [J], 王游根;黄光胜;刘定凯;陈琳;韩廷状;彭建;潘复生;
5.圆筒形件拉深过程中凸耳行为研究 [J], 孙雅倩
因版权原因,仅展示原文概要,查看原文内容请购买。
板料拉深成形过程中的变压边力技术

锻压技术 2003年 第2期板料拉深成形过程中的变压边力技术3上海交通大学塑性成形工程系(200030) 罗亚军33 郑静风 张永清 何丹农 摘要 压边力是板料成形过程中的重要参数之一。
在概述压边力在生产中的主要用途和意义的基础上,从压边力的加载模式、理论模型、实验研究变压边力技术与拉延筋、人工智能技术的交叉应用等方面,比较全面的综述了压边力技术的研究现状及存在问题,并探讨压边力技术的研究方向。
关键词 板料成形 变压边力 拉延筋 人工智能V ariable BHF technology in sheet metal deep dra wingShanghai Jiaotong University Luo Yajun Zheng Jingfeng Zhang Yongqing H e DannongAbstract Blank holder force (BHF )is one of important parameters in sheet metal forming process.On basis of the sketch of main use and significance of BHF in production ,research actuality and existent problems of BHF tchnology is sum 2marized from aspects of loading model ,theoretical model ,experiments ,drawbead ,artificial intelligence at home and abroad.The future research work is also discussed.K eyw ords Sheet metal forming Variable blank holder force Drawbead Artificial intelligence3上海市科学技术发展基金33男,26岁,博士研究生收稿日期:2002204211一、引言在板料拉深成形过程中,通常需要压边装置产生足够的摩擦抗力,以增加板料中的拉应力、控制材料的流动、避免起皱。
3003铝合金材料制耳率的控制
作者简介:熊彪 (1984-),男,河南郑州人,工程师 。 收稿日期:2019-10-12
· 34 ·
Copyright©博看网 . All Rights Reserved.
熊 彪:3003 铝合金材料制耳率的控制
技术工程
到目标值。 A 工艺路线 (一次中间退火):
《铝加工》
2020 年第 1 期总第 252 期
技术工程
3003 铝合金材料制耳率的控制
熊彪
(中色科技股份有限公司,洛阳 471039)
摘要:通过对比成分、终轧温度、中间退火前冷轧总加工率、中间退火制度四个因素对 3003 制耳率的影响,确定了一条合
理的工艺路线,稳定地将 3003 材料的制耳率控制在 3%以下,生产出满足用户使用要求的产品。
精整
2.2 试验方案 (1) 为了对比不同化学成分对制耳率的影
响,采用本文中的 3003A 和 3003B 两种成分进行投 料及对比试验。在其他条件相同的情况下,按照 A 工艺路线生产至成品。
(2) 为了对比不同终轧温度对制耳率的影 响,采用本文中的 3003B 成分投料,热轧时终轧温 度按照 290~300 ℃和 320~330 ℃控制。在其它条件 相同的情况下,按照 A 工艺路线生产至成品。
3 试验结果及分析
3.1 成分对制耳率的影响及分析 3003A、3003B 按照 A 工艺路线生产至 0.3 mm,
其制耳率检测结果见表 2。
表 2 不同化学成分生产至 0.3 mm 时的制耳率
成分
终轧温度/℃
制耳率/%
制耳方向
3003A
328
5.60
45°
3003B
326
4.10
45°
铝合金板冲压制耳效应的消除
铝合金板冲压制耳效应的消除雷刚沈一东材料022摘要:以深冲铝板为背景,分析铝板中的织构和深冲压过程产生的制耳的内在联系。
从而通过控制织构来消除制耳,其核心思想是使0°/90°制耳和45°制耳达到平衡,从而相互抵消,这需要控制板中的织构。
而织构的控制又与铝板的热轧和冷轧有密切的联系,因此,制耳的控制最终归结到热轧和冷轧工艺的相互协调。
关键词:深冲铝板; 织构; 制耳;热轧;冷轧近年来,铝合金最重要的应用是铝板深冲压成罐体。
因此,对要进行冲压的薄铝板的技术性能,可冲压性和稳定性有非常严格的要求。
在精确的冲压拉伸控制下,这种合金表现出很好的抗表面磨蚀性能和优异的成形性能。
从而制成的罐体有非常广的应用,而最大的优势是可回收利用。
因此,有必要对其冲压成形可能出现的情况进行分析。
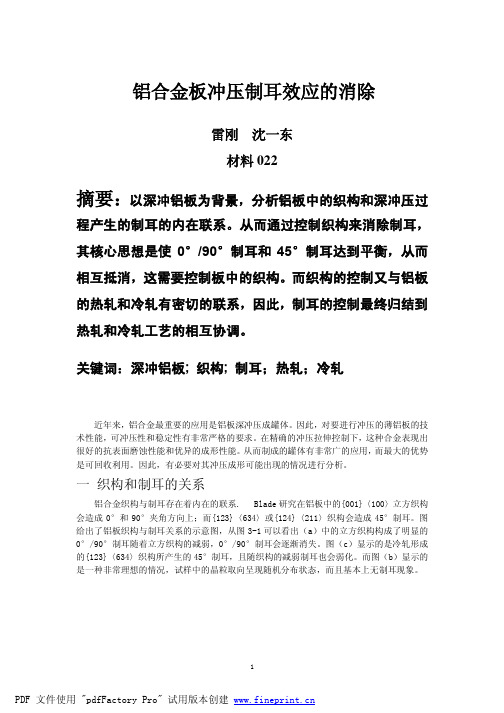
一织构和制耳的关系铝合金织构与制耳存在着内在的联系. Blade研究在铝板中的{001}〈100〉立方织构会造成0°和90°夹角方向上;而{123}〈634〉或{124}〈211〉织构会造成45°制耳。
图给出了铝板织构与制耳关系的示意图,从图3-1可以看出(a)中的立方织构构成了明显的0°/90°制耳随着立方织构的减弱,0°/90°制耳会逐渐消失。
图(c)显示的是冷轧形成的{123}〈634〉织构所产生的45°制耳,且随织构的减弱制耳也会弱化。
而图(b)显示的是一种非常理想的情况,试样中的晶粒取向呈现随机分布状态,而且基本上无制耳现象。
二制耳的消除另外,通过试样分析可以发现,立方织构和{123}〈634〉或{124}〈211〉织构会造成0°/90°和45°制耳,但这两类制耳会有相互的补偿作用。
如果这两类制耳同时出现在轧板内并有适当的配比,则可使实际的制耳大幅度降低因此利用这两类织构的相互补偿作用可以制造出深冲压铝合金薄板。
拉深工艺中新型变压边力装置的设计

拉深工艺中新型变压边力装置的设计刘念聪;王银芝【摘要】在分析现有压边装置应用现状的基础上,提出了一种能够提供随法兰位置变化的新型变压边力装置.利用非线性电位器模拟理想变压边力曲线,更符合拉深过程中的压边力要求.利用电液伺服阀良好的快速响应性,可以调整拉深气垫作用在板料上的压边力大小.采用随动装置使电位器输出电压随法兰行程的变化而变化.实践表明,该装置可提高板料的可成形性、材料利用率,减少不良缺陷的发生.【期刊名称】《制造技术与机床》【年(卷),期】2010(000)002【总页数】3页(P126-128)【关键词】压边装置;变压边力;起皱;曲线模拟【作者】刘念聪;王银芝【作者单位】成都理工大学自动化学院,四川,成都,610059;西华大学机械工程与自动化学院,四川,成都,610039【正文语种】中文压边力是否适当关系到拉深成形件的成形质量,如何施加压边力并对其控制是板料拉深的关键因素之一[1]。
根据理论计算,压边力的大小最好按理想压边力规律变化,即随工件成形过程中起皱可能性大小而合理变化[2],当凸缘外径减小至Rt=(0.7~0.9)R0(Rt为凸缘半径,R0为毛坯半径)时,最容易出现失稳起皱,如图1所示。
生产中广泛采用刚性和弹性两种压边装置[3],不能提供随拉深过程中的起皱规律而合理变化的压边力,使得拉深成形受到很大的应用制约。
本文开发设计了一种机、电、液结合的压边装置,实现了压边力随工件位置精确变化的功能,解决了目前压边力不能随其理想压边力曲线而变化的问题,又具有传统压边装置结构简单、成本较低的特点。
如图2所示,此结构包括理想压边力变化曲线模拟系统、工件行程随动系统和电液伺服系统3大部分。
其中理想压边力变化曲线模拟系统又包括并联电位器及其后继电路,工件行程随动系统由凸轮、齿条、气缸、气泵、滑片以及导轨等组成,而电液伺服系统采用了电液伺服阀,以满足成形时对压边力的快速响应性要求。
成形过程大致为:成形前,板料4放置于压边圈5之上,凹模3下行,将板料4压紧,同时安装在上模座1上的齿条19同步下行,待下行到规定位置后,齿条19与齿轮17啮合带动其同轴凸轮16旋转,气泵18工作,压缩气体推动气缸15的活塞杆克服弹簧阻力右行,安装在活塞杆上的滑片13沿导轨右行压紧在板料4外侧。
利用织构系数预测正交铝板拉深制耳倾向
利用织构系数预测正交铝板拉深制耳倾向
郑腾龙
【期刊名称】《塑性工程学报》
【年(卷),期】2010(17)5
【摘要】圆形铝板拉深过程中的制耳现象造成原材料的极大浪费,板材中存在的织构造成板面塑性各向异性,从而造成了制耳现象。
改变各种织构组分的体积比,使晶粒取向分布趋于均匀,可以降低板材的制耳率。
用织构组分体积比只能粗略地描述板材的晶粒取向分布,而织构系数则能更准确地描述板材内的晶粒取向分布。
文章假设铝板法兰区承受均匀的环向、径向应力,各个方向上的径向应变与晶粒取向有关。
并根据晶粒取向分布函数的对称性,得到了织构系数与制耳倾向之间的关系。
【总页数】4页(P1-3)
【关键词】铝板;制耳;织构;织构系数
【作者】郑腾龙
【作者单位】南昌大学工程力学研究所
【正文语种】中文
【中图分类】O344.2;TG386
【相关文献】
1.拉深中织构系数对立方晶粒正交板材制耳的影响 [J], 岳文霞
2.塑性变形比(r值)与板材织构和深冲制耳倾向的关系 [J], 杨惠民
3.织构多晶板的深冲制耳倾向预测 [J], 李赛毅;张新明
4.一种预测织构板材制耳倾向的新方法 [J], 李赛毅;张新明
5.立方晶粒正交板材的拉深制耳分析 [J], 岳文霞;吴浪;管明文;汤梦剑
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
式 ( ) : 。为初 始 硬 化模 量 ,。 屈 服 应 力 , 为 4中 h r为 r 饱 和应 力. ( )中 , 式 5 q为硬化 比值 .
论, 采用 晶体 塑 性 有 限 元 法 对 5 2铝 合 金 板 深 冲 A0
的方位转 动 , 从而 形 成 织 构. 由于织 构 的存 在 , 致 导 板 材力学 性 能各 向异性 , 深 冲时 , 在 冲压件 的周边 会
一 s n )l r/ . g( (" g )1
() 2
式 ( ) : 为参 考 切应 变率 , 为 滑移 系 a上 的 分 2中
并 得 出 了相 对 最 佳 的变 压 边 力加 载 曲 线 .
[ 键 词 ]铝 合 金 ;深 冲 ;晶体 塑 性 ;制 耳 ; 压 边 力 关 变 [ 图 分 类 号 ]T 8 中 G3 9 [ 献标识码] A 文 :
铝 合金 因具 有很 高 的 比强 度 和 比刚度 , 认 为 被 是 代替 钢材 的轻 量化 材 料 之 一. 合 金 板 材在 生 产 铝 及 塑性 成形 过程 中 , 晶 粒取 向往 往 会 向某 些 特 定 其
1 晶体 塑 性 本 构 理 论
T yo 、 c 、 ere Asr _ 等人 对 晶体 塑 性 a lrRi P i 、 aol e c 本 构 理论 的提 出 和完 善 做 出 了卓 越 的贡 献. 理 论 该
认 为 晶粒 的变 形 由弹 性 变 形 和塑 性 变 形 组 成 , 性 弹
切 应力 , n是 符 号 函 数 , 为 率 敏感 系数 , 为 当 s g m g
前 应变 硬化 函数 , 且
形 成高低 不 平 的轮廓 , 即通 常所 说 的制 耳 现象.
对 于 制耳 问题 的解 决 , 产 中大 多是 增加 一 道 生
鸯 ∑h J I 一 q . 9
口; 1
( 3 )
式 () h 3 中 为 滑移硬 化模 量 , 且 h 一h( ) 。eh 矗 y ( r )l ( ) y 一h sc f 。 / r 一 。 ; 4
h =q ( ) ( 印 h y 口≠ ) . () 5
工序 将其 切 除 , 这样 不 仅会影 响 产 品的质量 , 更会 造 成原 材料 的极 大 浪费 . 以如何 降低制 耳 高度 , 至 所 甚
用 户将 自己的材 料 本 构 模 型无 缝 集 成 到 A AQUS B
软 件 中.
变形 主要 由晶粒 晶格 的转 动 形成 , 其应 力 应 变 关 系
t
符 合 胡克 定律 . 塑性 变 形 则 是 位 错 在 特定 的滑 移 面 上 移 动形 成 的 , 其塑 性 变形
n * *
[ 文章编号]1 o —4 8 (0 1 0—0 40 o 3 6 4 2 1 ) 30 5—3
变压边力对铝合金板材深冲制耳 高度影 响研究
陈从 升 ,陈 忠 家 ,刘 全 坤 ,李Байду номын сангаас 亨 ,韩 豫
( 徽 建 筑 工 业 学 院机 电 工程 学 院 ,安 徽 合 肥 20 0 ; 1安 ・ 3 6 1 2合 肥 工 业 大 学材 料 学 院 ,安 徽 合 肥 2 00 ) 3 0 9 [ 摘 要 ]以筒 形 件 深 冲为 例 , 于 晶 体 塑 性 理 论 , 用 数 值 模 拟 方 法 , 究 了不 同 压 边 力 曲 线 对 制 耳 高 度 的影 响 , 基 采 研
C1 1— 1 50 M Pa,C1 — 6 0 M Pa,C4 一 06 7 2 O 41 4
式 中 : 为 滑移 面 的法线方 向 , 为 滑移 方 向 , 为 s
第 a个 滑移 系 的剪 切 率 , 且
[ 稿 日期 ]2 1 一O — 2 收 01 2 8 . [ 金 项 目]国 家 自然科 学基 金 ( 00 0 8 、 徽 省 教 育 厅 自然 科 学 项 目( J 0 1 0 5 基 17 2 1 ) 安 K 2 1B 4 ) [ 者 简 介 ]陈从 升 ( 95 , , 徽 肥 东 人 , 徽 建 筑 工 业 学 院 讲 师 , 肥 工 业 大 学 博 士 研 究 生 , 究 方 向为 板 料 冲 压 作 1 7 一) 男 安 安 合 研
第2 6卷 第 3期
VOI26 No. . 3
湖 北 工 业 大 学 学
报
21 0 1年 O 6月
J .0 1 m| 2 1
J u n l fHu e i e st fT c n lg o r a b iUn v r i o e h oo y o y
制耳 现象 进行 模拟 , 究 不 同压 边 力 曲线 类 型 对 制 研
耳 高度 的影 响.
2 有 限元 建 模
本文 采用 具有 强大 的非 线性 问题 求解 能力 和 良 好 的 二 次 开 发 程 序 的 大 型 有 限 元 分 析 软 件 AB AQUS来 分 析 , 中 的 UMAT( e— eie 其 Usr f d d n Maeil c a ia B h vo ) 程 序 接 口可 以让 tr h ncl e a ir 子 a Me
成 形 有 限元 模 拟
第2 6卷 第 3期
将 晶体 塑 性 材料 本 构嵌 入 到 有 限元 软 件 中. 通
过设 定 晶粒 的初始 取 向 , 描 述 因取 向择 优 性 而 造 来
成 的深 冲制耳 现象 . 际的金 属材料 是 多 晶体 , 具 实 在
L 一∑
口= 1
o .
( 1 )
体 进行数 值模 拟 时 , 以用 一 个 取 向 的单 晶体 来 分 可 析, 该单 晶体 也可 以看 成 是 所 有 晶 粒取 向相 同 的多 晶体 . A0 5 2铝合金 的材 料参 数如下 :