公制螺纹孔底径深度一览表
M1-M50螺纹前钻底孔直径及底径
盲孔的深度可按下面的公式计算:
孔的深度=所需螺纹的深度+0.7d
普通螺纹底孔直径简单计算可按下式
要攻丝的尺寸乘上 0.85
如:M3--2.4mm
M4--3.1mm
M5--4.2m M6--5.1mm M8--6.8mm 公制螺纹的计算方法: 底径=大径-1.0825*螺距 英制螺纹的计算方法: 底径=大径-1.28*螺距 脆性材料钻孔直径 D=d(螺纹外径)-1.1p(螺距) 塑性材料钻孔直径 D=d(螺纹外径)-p(螺距) 除了以上的经验公司外,还要考虑螺纹的公差等级. 普通公制螺纹用外径-螺距。记这个最直观
退刀最距离 L2 L2 = (牙距 P ) * (主轴转速 S ) / 2000 牙深及牙底径 d 牙深 h =0.6495 * P 牙底径 d =公称外径 D - 2 * h 例题: 车制外牙 3/4"-10UNC 20mm 长 公制牙与英制牙的转换 牙距 P = 25.4 / (吋螺纹数 n) P = 25.4 / 10 = 2.54mm 因为工件材料及 刀具所决定的转速 外径 D = 3 / 4 英吋 = 25.4 * (3/4) =19.05MM 转速 N = (1000 周速 V) / (圆周率 p * 直径 D ) N = 1000V / pD = 1000 * 120 / (3.1416*19.05) =2005 rpm (转/分) 因为机器结构所决定的转速 刀座快速移动的影响 车牙最高转速 N = 4000 / P N = 4000/2.54 = 1575 rpm 综合工件材料刀具及机械结构 所决定的转速 N = 1575 转 N = 2005 转 两者转速选择较低者,即 1575 转 刀座快速移动加减速的影响 下刀点与退刀点的计算 (不完全牙的计算) 下刀最小距离 L1 L1 = (牙距 P) * (主轴转速 S) / 500 L1 = 2.54*1575/500=8.00mm 退刀最小距离 L2 L2 = (牙距 P) * (主轴转速 S) / 2000 L2 = 2.54*1575/2000=2.00mm 牙深及牙底径 d 牙深径 d = 公称外径 D-2*h =19.05-2*1.65 = 15.75mm
公制螺纹基本尺寸表
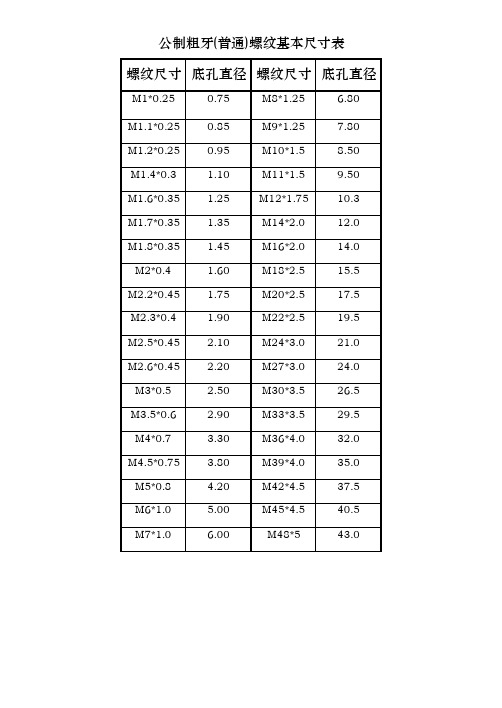
公制粗牙(普通)螺纹基本尺寸表公制细牙螺纹基本尺寸表企业安全生产费用提取和使用管理办法(全文)关于印发《企业安全生产费用提取和使用管理办法》的通知财企〔2012〕16号各省、自治区、直辖市、计划单列市财政厅(局)、安全生产监督管理局,新疆生产建设兵团财务局、安全生产监督管理局,有关中央管理企业:为了建立企业安全生产投入长效机制,加强安全生产费用管理,保障企业安全生产资金投入,维护企业、职工以及社会公共利益,根据《中华人民共和国安全生产法》等有关法律法规和国务院有关决定,财政部、国家安全生产监督管理总局联合制定了《企业安全生产费用提取和使用管理办法》。
现印发给你们,请遵照执行。
附件:企业安全生产费用提取和使用管理办法财政部安全监管总局二○一二年二月十四日附件:企业安全生产费用提取和使用管理办法第一章总则第一条为了建立企业安全生产投入长效机制,加强安全生产费用管理,保障企业安全生产资金投入,维护企业、职工以及社会公共利益,依据《中华人民共和国安全生产法》等有关法律法规和《国务院关于加强安全生产工作的决定》(国发〔2004〕2号)和《国务院关于进一步加强企业安全生产工作的通知》(国发〔2010〕23号),制定本办法。
第二条在中华人民共和国境内直接从事煤炭生产、非煤矿山开采、建设工程施工、危险品生产与储存、交通运输、烟花爆竹生产、冶金、机械制造、武器装备研制生产与试验(含民用航空及核燃料)的企业以及其他经济组织(以下简称企业)适用本办法。
第三条本办法所称安全生产费用(以下简称安全费用)是指企业按照规定标准提取在成本中列支,专门用于完善和改进企业或者项目安全生产条件的资金。
安全费用按照“企业提取、政府监管、确保需要、规范使用”的原则进行管理。
第四条本办法下列用语的含义是:煤炭生产是指煤炭资源开采作业有关活动。
非煤矿山开采是指石油和天然气、煤层气(地面开采)、金属矿、非金属矿及其他矿产资源的勘探作业和生产、选矿、闭坑及尾矿库运行、闭库等有关活动。
常用粗牙公制螺纹钻底孔尺寸对应表。一般情况等于外径-螺距
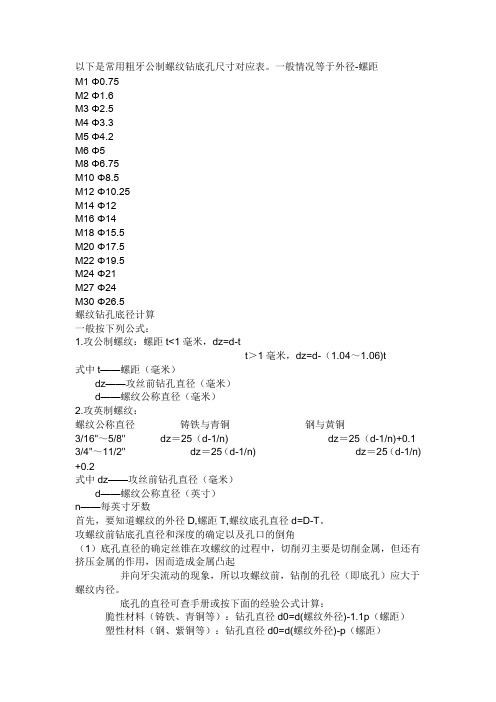
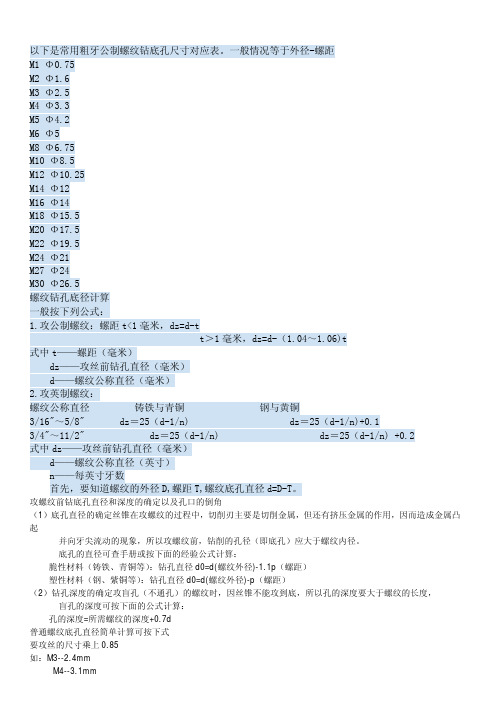
以下是常用粗牙公制螺纹钻底孔尺寸对应表。
一般情况等于外径-螺距M1 Φ0.75M2 Φ1.6M3 Φ2.5M4 Φ3.3M5 Φ4.2M6 Φ5M8 Φ6.75M10 Φ8.5M12 Φ10.25M14 Φ12M16 Φ14M18 Φ15.5M20 Φ17.5M22 Φ19.5M24 Φ21M27 Φ24M30 Φ26.5螺纹钻孔底径计算一般按下列公式:1.攻公制螺纹:螺距t<1毫米,dz=d-tt>1毫米,dz=d-(1.04~1.06)t式中t——螺距(毫米)dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(毫米)2.攻英制螺纹:螺纹公称直径铸铁与青铜钢与黄铜3/16"~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.1 3/4"~11/2" dz=25(d-1/n) dz=25(d-1/n) +0.2式中dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(英寸)n——每英寸牙数首先,要知道螺纹的外径D,螺距T,螺纹底孔直径d=D-T。
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距)除了以上的经验公司外,还要考虑螺纹的公差等级.普通公制螺纹用外径-螺距。
螺纹孔底孔尺寸表
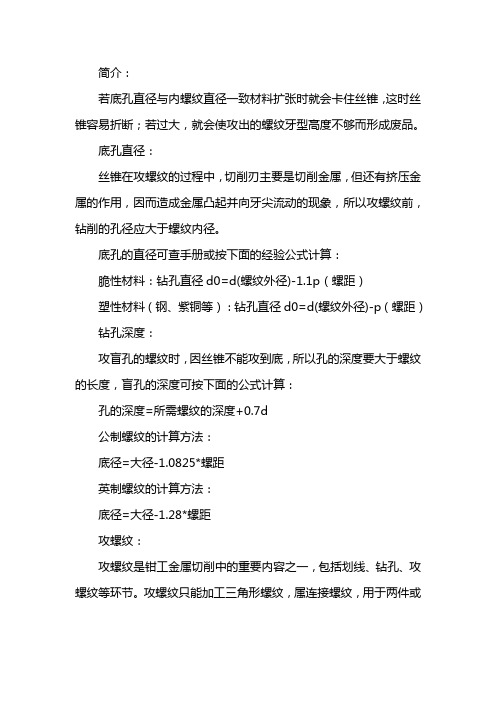
简介:若底孔直径与内螺纹直径一致材料扩张时就会卡住丝锥,这时丝锥容易折断;若过大,就会使攻出的螺纹牙型高度不够而形成废品。
底孔直径:丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料:钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)钻孔深度:攻盲孔的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距攻螺纹:攻螺纹是钳工金属切削中的重要内容之一,包括划线、钻孔、攻螺纹等环节。
攻螺纹只能加工三角形螺纹,属连接螺纹,用于两件或多件结构件的连接。
螺纹的加工质量直接影响到构建的装配质量效果,所以实习教学非常重视攻螺纹各环节的教学。
简介:工作部分是一段开槽的外螺纹。
丝锥的工作部分包括切削部分和校准部分。
手用丝锥一般由两支组成一套,分为头锥和二锥。
两支丝锥的外径、中径和内径均相等,只是切削部分的长短和锥角不同。
头锥较长,锥角较小,约有6个不完整的齿,以便切入。
二锥短些,锥角大些,不完整的齿约为2个。
铰杠是扳转丝锥的工具。
常用的是可调节式,以便夹持各种不同尺寸的丝锥。
划孔位线:划线时,钻孔是攻螺纹的基础。
划线准确,孔位尺寸就能得到保证。
划线前,首先要看懂图样和工艺要求,明确工作任务。
然后,清理划线表面,涂上酒精溶液,选择好划线基准。
选择划线基准时,尽可能使划线基准和设计基准重合,采用划线盘对毛坯进行划线,已加工好的表面则采用高度游标尺进行划线。
划圆线时,先划出十字中心线再划圆线,大直径的园可划多个圆线,用以钻孔时作参考线。
线条要求清晰均匀,划完线后要仔细检查划线的准确性及是否有漏划线条,确认无误后再打上样冲。
螺纹底孔与攻牙后的孔径对照表
M20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙)
(公称直径20mm) (牙距2.5mm)
(内螺纹配合等级6H)
(外螺纹配合等级7g)
左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙)
(公称直径20mm) (牙距1.5mm)
美制螺纹
(统一标准螺纹)
公制牙与英制牙的转换牙距P = 25.4 / (吋螺纹数n)
P = 25.4 / 10 = 2.54mm
因为工件材料及
刀具所决定的转速外径D = 3 / 4英吋= 25.4 * (3/4) =19.05MM
转速N = (1000周速V) / (圆周率p *直径D )
N = 1000V / pD = 1000 * 120 / (3.1416*19.05)
1 1/8英吋管用,每英பைடு நூலகம்16牙
管螺纹(美制NPT)
(牙角60度)
NPT 3/4-14 (锥形管螺纹)锥形管螺纹,锥度比1/16
3/4英吋管用,每英吋14牙
梯形螺纹
(30度公制)
TM40*6公称直径40mm牙距6.0mm
梯形螺纹
(29度爱克姆螺纹)
TW26*5外径26mm,每英吋5牙
方形螺纹
车牙的计算
牙深=
0.6495*(25.4/每吋牙数)
(牙角60度)
3/4-10UNC-2A
(UNC粗牙)(UNF细牙)
(1A 2A 3A外牙公差配合等级)
(1B 2B 3B内牙公差配合等级)
UNC美制统一标准粗牙螺纹
外径3/4英吋,每英吋10牙
外牙2级公差配合
管螺纹(英制PT)
牙深=
螺纹底径表

螺纹底径表螺紋下孔徑表公制粗牙螺紋 JIS B 0209-1982(單位:mm)註(1)M1.4以下等級:5H、M1.6以上等級:6H(2)基於JIS B 0209-1982標準螺紋下孔徑表公制細牙螺紋 JIS B 0211-1982(單位:mm)螺紋下孔徑表公制細牙螺紋 JIS B 0211-1982(單位:mm)註(1)等級:6H(2)基於JIS B 0211-1982標準螺紋下孔徑表美制粗牙螺紋 (單位:mm)螺紋下孔徑表美制細牙螺紋 (單位:mm)螺紋下孔徑表縫紉機螺紋(SM) (單位:mm)縫紉機螺紋(SM) (單位:mm)螺紋下孔徑表英制粗牙螺紋 (單位:mm)螺紋下孔徑表英制管用螺紋 (單位:mm)1982年由於ISO進入,JIS管用螺紋規格得到修訂,螺紋代號有了變更,但螺紋精度沒有改變。
因此絲攻的名稱還是延用了舊代號。
JIS B 0202-1982JIS B 0203-1982螺紋下孔徑表英制平行管用螺紋PF(G) (單位:mm)使用粗線左側數據作為攻絲前的底孔直徑,可加工符合JIS B 0202的A級或B級的內螺紋小徑。
美制斜行管用螺紋 (NPT?NPS) (單位:mm)上述鑽頭直徑來源於美制管用螺紋ANSI/ASME B1.20.1—1983 Pipe Threads, General Purpose (Inch)標準。
螺紋下孔徑表美制管用耐密斜行螺紋(NPTF?NPSF) (單位:mm)上述鑽頭直徑來源於美制管用耐密斜行螺紋ANSI B1.20.3—1957 Dryseal Pipe Threads (Inch)標準。
螺紋下孔徑表(無屑絲攻用)公制螺紋(NRT) (單位:mm)螺紋下孔徑表(無屑絲攻用)美制粗牙螺紋(NRT) (單位:mm)螺紋下孔徑表(無屑絲攻用)美制細牙螺紋(NRT) (單位:mm)英制管用平行螺紋(NRT) (單位:mm)螺紋下孔徑表(無屑絲攻用)公制螺紋(HRT) (單位:mm)螺紋下孔徑表(護套螺紋用)公制粗牙螺紋 HL-NRT (單位:mm)螺紋下孔徑表(護套螺紋用)公制粗牙螺紋 (單位:mm)公制細牙螺紋 (單位:mm)螺紋下孔徑表(護套螺紋用)美制粗牙螺紋 (單位:mm)美制細牙螺紋 (單位:mm)各種換算表管用螺絲基準寸法(mm) 規格英制JIS(PT)美式ASA(NPT)山數外徑有效徑山數外。