继电器控制、单片机控制和PLC控制的区别和优缺点
继电器控制与PLC控制的教学对比
继电器控制与PLC控制的教学对比新桥职校黄伟华一、继电器电路1、定义:通过开关、按钮、继电器等电器触头的接通或断开来实现的各种控制的电路称为继电器--接触器控制电路。
2、主要特点:尽管电力拖动自动控制已经向无触头、连续控制、弱电化、微机控制方向发展,但由于继电器--接触器控制电路结构简单、价格便宜、能够满足机械生产的一般要求,因而任然获得广泛的应用。
但可靠性较差,一旦构造好,无法更改控制逻辑或控制过程。
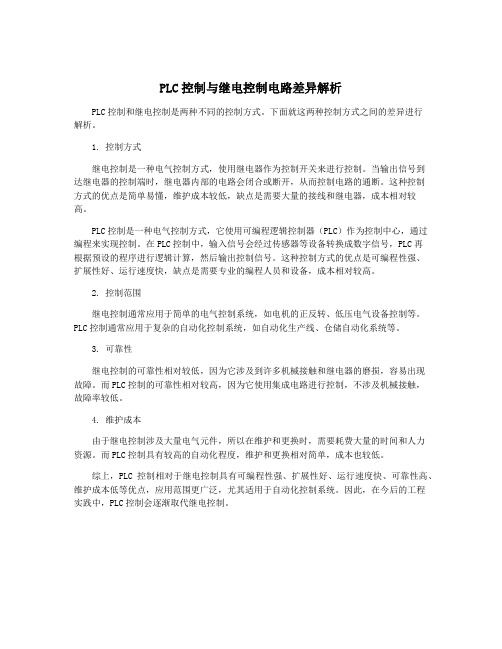
3、继电器电路设计程序的过程二、PLC电路1、定义:PLC是可编程序控制器的英文缩写,是专门为在工业环境应用而设计的一种数字运算操作的电子系统。
是由摸仿原继电器控制原理发展起来的,实质上是一种工业控制专用计算机。
2、PLC的应用领域(1)开关量的逻辑控制(2)模拟量控制(3)运动控制(4)过程控制(5)数据处理(6)通信及联网3、PLC特点:可靠性高,抗干扰能力强通用性强,程序可控,功能性强,适应面广编程简单,易学易用。
体积小重量轻,功耗低系统的设计、建造工作量小维护方便,容易改造4、PLC控制电路设计过程(1)分析被控对象并提出控制要求详细分析被控对象的工艺过程及工作特点,了解被控对象机、电、液之间的配合,提出被控对象对PLC 控制系统的控制要求,确定控制方案,拟定设计任务书。
(2)确定输入/输出设备根据系统的控制要求,确定系统所需的全部输入设备(如:按纽、位置开关、转换开关及各种传感器等)和输出设备(如:接触器、电磁阀、信号指示灯及其它执行器等),从而确定与PLC有关的输入/输出设备,以确定PLC的I/O点数。
(3)选择PLCPLC选择包括对PLC的机型、容量、I/O模块、电源等的选择。
确定机型时,还要结合市场情况,考察PLC生产厂家的产品及其售后服务、技术支持、网络通信等综合情况,选定性能价格比好一些的PLC 机型。
PLC目前的主要品牌美国AB,比利时ABB,松下,西门子,汇川,三菱,欧姆龙,台达,富士,施耐德,信捷创研等。
PLC控制与继电控制电路差异解析
PLC控制与继电控制电路差异解析PLC控制和继电控制是两种不同的控制方式。
下面就这两种控制方式之间的差异进行解析。
1. 控制方式继电控制是一种电气控制方式,使用继电器作为控制开关来进行控制。
当输出信号到达继电器的控制端时,继电器内部的电路会闭合或断开,从而控制电路的通断。
这种控制方式的优点是简单易懂,维护成本较低,缺点是需要大量的接线和继电器,成本相对较高。
PLC控制是一种电气控制方式,它使用可编程逻辑控制器(PLC)作为控制中心,通过编程来实现控制。
在PLC控制中,输入信号会经过传感器等设备转换成数字信号,PLC再根据预设的程序进行逻辑计算,然后输出控制信号。
这种控制方式的优点是可编程性强、扩展性好、运行速度快,缺点是需要专业的编程人员和设备,成本相对较高。
2. 控制范围继电控制通常应用于简单的电气控制系统,如电机的正反转、低压电气设备控制等。
PLC控制通常应用于复杂的自动化控制系统,如自动化生产线、仓储自动化系统等。
3. 可靠性继电控制的可靠性相对较低,因为它涉及到许多机械接触和继电器的磨损,容易出现故障。
而PLC控制的可靠性相对较高,因为它使用集成电路进行控制,不涉及机械接触,故障率较低。
4. 维护成本由于继电控制涉及大量电气元件,所以在维护和更换时,需要耗费大量的时间和人力资源。
而PLC控制具有较高的自动化程度,维护和更换相对简单,成本也较低。
综上,PLC控制相对于继电控制具有可编程性强、扩展性好、运行速度快、可靠性高、维护成本低等优点,应用范围更广泛,尤其适用于自动化控制系统。
因此,在今后的工程实践中,PLC控制会逐渐取代继电控制。
PLC控制与传统的继电器控制
现代自动化机械设备上使用PLC非常普遍,取代了很大一部分传统继电器控制电路,这是因为PLC具有先天的综合优势,下面是我结合了近十年的自动化控制经验来告诉大家十大优势:1、功能强,性能价格比高一台小型PLC内有成百上千个可供用户使用的编程元件(如计时器,计数器,继电器等),有很强的功能,可以实现非常复杂的控制功能。
与相同功能的继电器相比,具有很高的性能价格比。
2、硬件配套齐全,用户使用方便,适应性强可编程序控制器产品已经标准化,系列化,模块化,配备有品种齐全的各种硬件装置供用户选用。
用户能灵活方便的进行系统配置,组成不同的功能、不规模的系统。
楞编程序控制器的安装接线也很方便,一般用接线端子连接外部接线。
PLC有很强的带负载能力,可以直接驱动一般的电磁阀和交流接触器。
3、可靠性高,抗干扰能力强传统的继电器控制系统中使用了大量的中间继电器、时间继电器。
由于触点接触不良,容易出现故障,PLC用软件代替大量的中间继电器和时间继电器,仅剩下与输入和输出有关的少量硬件,接线可减少互继电器控制系统的1/10--1/100,因触点接触不良造成的故障大为减少。
PLC采取了一系列硬件和软件抗干扰措施,具有很强的抗干扰能力,平均无故障时间达到数万小时以上,可以直接用于有强烈干扰的工业生产现场,PLC已被广大用户公认为最可靠的工业控制设备之一。
4、系统的设计、安装、调试工作量少PLC用软件功能取代了继电器控制系统中大量的中间继电器、时间继电器、计数器等器件,使控制柜的设计、安装、接线工作量大大减少。
PLC的梯形图程序一般采用顺序控制设计方法。
这种编程方法很有规律,很容易掌握。
对于复杂的控制系统,梯形图的设计时间比设计继电器系统电路图的时间要少得多。
PLC的用户程序可以在实验室模拟调试,输入信号用小开关来模拟,通过PLC上的发光二极管可观察输出信号的状态。
完成了系统的安装和接线后,在现场的统调过程中发现的问题一般通过修改程序就可以解决,系统的调试时间比继电器系统少得多。
继电器控制、单片机控制和PLC控制的区别和优缺点
PLC的功能PLC 经过多年在工业领域的运用后, 按其功能, 它主要应用在以下几个方面(1)数据处理:PLC是具有微处理器的一种智能电子产品, 它具有数值运算、数据比较、数制转换、以及数据传输通信等功能。
(2)逻辑控制:PLC具有逻辑运算功能, 可实现多种通断控制。
(3)定时控制:由于PLC为用户提供了很多计时器, 且时间设定值可由用户程序设定修改, 所以有很强的定时功能。
(4)计数功能:同时PLC 为用户提供了很多的计数器, 也可通过软件进行计数值的设定。
(5)顺序控制:可依据生产加工过程, 实现定位输出、顺序启动等控制。
(6)通信联网:可以对调节器、变频器等实现远程控制。
也可与其它PLC或计算机之间进行数据传输通信, 构成“ 集中管理分散控制” 的分布式控制系统。
PLC控制与继电器控制相比较(1)逻辑控制继电器控制是利用各电器件机械触点的串、并联组合成逻辑控制。
采用硬线连接, 连线多而复杂, 对今后的逻辑修改、增加功能很困难。
而PLC中逻辑控制是以程序的方式存储在内存当中, 改变程序, 便可改变逻辑。
连线少、体积小、方便可靠。
(2)控制速度依靠机械触点的吸合动作来完成控制的继电器控制系统, 工作频率低, 工作速度慢。
而PLC 由于采用程序指令控制半导体电路来实现控制, 稳定、可靠, 运行速度大大提高了。
(3)顺序控制继电器控制是利用时间继电器的滞后动作来完成时间上的顺序控制。
时间继电器内部的机械结构易受环境温度和湿度变化的影响, 造成定时的精度不高。
在PLC内部是由半导体电路组成的定时器以及由晶体振荡器产生的时钟脉冲计时, 定时精度高。
使用者根据需要, 定时值在程序中便可设置, 灵活性大, 定时时间不受环境影响。
(4)灵活性可扩展性继电器系统安装后, 受电器设备触点数目的有限性和连线复杂等原因的影响, 系统在今后的灵活性、扩展性很差。
而 比具有专用的翰人和输出模块, 理论上连接可以无穷多。
连线少, 灵活性可扩展性好。
浅谈PLC和单片机在应用中的区别

浅谈PLC和单片机在应用中的区别
PLC和单片机是两种不同的程序控制器,它们在应用中的区别主要表现在以下几个方面:
1. 适用范围不同
PLC主要应用于自动化控制领域,例如工业自动化、汽车制造、电力系统、医疗设备等。
而单片机一般用于电子产品的控制,例如家用电器、智能手机、控制器等。
2. 编程难度不同
PLC编程通常由专业工程师完成,需要掌握相对复杂的编程语言和控制方法。
而单片
机编程则较为简单,开发人员只需要掌握一门编程语言即可进行相应的控制。
3. 控制精度和速度不同
PLC主要用于高精度、高速度的控制,例如制造业中的流水线控制、机器人控制等。
而单片机的控制精度和速度相对较低,主要用于控制相对简单的电子设备。
4. 可靠性不同
PLC的可靠性比单片机高,主要表现在以下方面:PLC采用专门的控制器件,可以防止干扰和外界干扰;PLC设计的硬件防护等级高,可以避免机械冲击、高温等对电路的影响;PLC的设计通常符合相关行业标准,具有较高的安全性和稳定性。
而单片机则受到外部干
扰的影响较大,硬件防护级别较低,安全性和稳定性相对较弱。
综上所述,PLC和单片机在应用中的区别主要是适用范围、编程难度、控制精度和速度、可靠性等方面。
选择哪种控制器应该根据具体应用场景和控制要求来确定。
PLC与单片机有什么不同PLC与单片机的本质区别
PLC与单片机有什么不同PLC与单片机的本质区别想搞清楚plc与单片机有什么不同,在网上搜了许多,看得头都大了,还是一团雾水。
最后把其中说到点子上的一些句子,综合起来认真分析总结,本人认为PLC与单片机的差别应该是:1.PLC是应用单片机构成的比较成熟的控制系统,是已经调试成熟稳定的单片机应用系统的产品。
有较强的通用性。
2.而单片机可以构成各种各样的应用系统,使用范围更广。
单就“单片机”而言,它只是一种集成电路,还必须与其它元器件及软件构成系统才能应用。
3.从工程的使用来看,对单项工程或重复数极少的项目,采用PLC 快捷方便,成功率高,可靠性好,但成本较高。
4.对于量大的配套项目,采用单片机系统具有成本低、效益高的优点,但这要有相当的研发力量和行业经验才能使系统稳定。
从本质上说,PLC其实就是一套已经做好的单片机(单片机范围很广的)系统。
但PLC也有其特点:PLC广泛使用梯形图代替计算机语言,对编程有一定的优势。
你可以把梯形图理解成是与汇编等计算器语言一样,是一种编程语言,只是使用范围不同!而且通常做法是由PLC软件把你的梯形图转换成C或汇编语言(由PLC所使用的CPU决定),然后利用汇编或C编译系统编译成机器码!PLC运行的只是机器码而已。
梯形图只是让使用者更加容易使用而已。
如所说,那么MCS-51单片机当然也可以用于PLC制作,只是8位CPU在一些高级应用如:大量运算(包括浮点运算),嵌入式系统(现在UCOS 也能移植到MCS-51)等,有些力不从心而已,不过加上DSP就已经能满足一般要求了,而且同样使用梯形图编程,我们可把梯形图转化为C51再利用KEIL 的C51进行编译。
我们也能发现不用型号的PLC会选用不同的CPU,其实也说明PLC就是一套已经做好的单片机系统。
既然如此,当然也可以用单片机直接开发控制系统,但是对开发者要求相当高(不是一般水平可以胜任的),开发周期长,成本高(对于一些大型一点的体统你需要做实验,印刷电路板就需要一笔相当的费用,你可以说你用仿真器,用实验板来开发,但是我要告诉你,那样做你只是验证了硬件与软件的可行性,并不代表可以用在工业控制系统,因为工业控制系统对抗干扰的要求非常高,稳定第一,而不是性能第一,所以你的电路板设计必须不断实验,改进)。
继电器控制、单片机控制和PLC控制的区别和优缺点

PLC的功能PLC 经过多年在工业领域的运用后,按其功能,它主要应用在以下几个方面(1)数据处理: PLC是具有微处理器的一种智能电子产品, 它具有数值运算、数据比较、数制转换、以及数据传输通信等功能。
(2) 逻辑控制:PLC具有逻辑运算功能, 可实现多种通断控制。
(3)定时控制:由于 PLC为用户提供了很多计时器 ,且时间设定值可由用户程序设定修改,所以有很强的定时功能。
(4)计数功能:同时 PLC 为用户提供了很多的计数器, 也可通过软件进行计数值的设定。
(5)顺序控制:可依据生产加工过程 , 实现定位输出、顺序启动等控制。
(6) 通信联网:可以对调节器、变频器等实现远程控制。
也可与其它PLC或计算机之间进行数据传输通信 ,构成“ 集中管理分散控制”的分布式控制系统。
PLC控制与继电器控制相比较(1)逻辑控制继电器控制是利用各电器件机械触点的串、并联组合成逻辑控制。
采用硬线连接 , 连线多而复杂 ,对今后的逻辑修改、增加功能很困难。
而 PLC中逻辑控制是以程序的方式存储在内存当中 , 改变程序 , 便可改变逻辑。
连线少、体积小、方便可靠。
(2)控制速度依靠机械触点的吸合动作来完成控制的继电器控制系统, 工作频率低 , 工作速度慢。
而 PLC 由于采用程序指令控制半导体电路来实现控制, 稳定、可靠 ,运行速度大大提高了。
(3)顺序控制继电器控制是利用时间继电器的滞后动作来完成时间上的顺序控制。
时间继电器内部的机械结构易受环境温度和湿度变化的影响, 造成定时的精度不高。
在PLC内部是由半导体电路组成的定时器以及由晶体振荡器产生的时钟脉冲计时, 定时精度高。
使用者根据需要 , 定时值在程序中便可设置, 灵活性大 ,定时时间不受环境影响。
(4)灵活性可扩展性继电器系统安装后 ,受电器设备触点数目的有限性和连线复杂等原因的影响, 系统在今后的灵活性、扩展性很差。
, 理论上连接可以无穷多。
连线少,灵活性可扩展性好。
PLC控制与继电器控制的区别
P L C控制与继电器控制的区别Revised by Jack on December 14,2020PLC控制与继电器控制的优缺点作为电气工作者,PLC、是大家常接触的控制元件,两者作为控制产品,其作用有相同之处,但其控制逻辑却大不相同。
PLC控制的优点是功能比继电器控制的多,像模拟量的控制,微积分的控制等等,还有就是可以方便的修改程序,改变控制方法和控制对象。
继电器控制只能实现一些简单的逻辑控制。
如果详细罗列PLC与继电器控制的不同,大概可以从以下几个方面来对比:①控制逻辑:继电器控制逻辑采用硬接线逻辑,利用继电器机械触点的串联或并联及延时继电器的滞后动作等组合成控制逻辑,其连线多而复杂,体积大,功耗大,一旦系统构成后,想再改变或增加功能都很困难。
另外继电器触点数目有限,每只一般只有4~8对触点,因此灵活性和扩展性都很差。
而PLC采用存储逻辑,其控制逻辑以程序方式存储在内存中,要改变控制逻辑,只需改变程序,故称为“软接线”,其连线少,体积小,加之PLC中每只软继电器的触点数理论上无限制,因此灵活性和扩展性都很好。
PLC由中大规模集成电路组成,功耗小。
②工作方式:当电流接通时,继电控制线路中各继电器都处于受约状态,即该吸合的都应吸合,不该吸合的都因受某种条件限制不能吸合。
而PLC的控制逻辑中,各继电器都处于周期性循环扫描接通之中,从宏观上看,每个继电器受制约接通的时间是短暂的。
③控制速度:继电控制逻辑依靠触点的机械动作实现控制,工作频率低。
触点的开闭动作一般在几十毫秒数量级。
另外机械触点还会出现抖动问题。
而PLC是由程序指令控制半导体电路来实现控制的,速度极快,一般一条用户指令的执行时间在微秒数量级。
PLC内部还有严格的同步,不会出现抖动问题。
④限时控制:继电控制逻辑利用时间继电器的滞后动作进行限时控制。
时间继电器一般分为空气阻尼式、电磁式、半导体式等,其定时精度不高,定时时间易受环境湿度和温度变化的影响,调整时间困难。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PLC的功能
PLC 经过多年在工业领域的运用后, 按其功能, 它主要应用在以下几个方面
(1)数据处理:PLC是具有微处理器的一种智能电子产品, 它具有数值运算、数据比较、数制转换、以及数据传输通信等功能。
(2)逻辑控制:PLC具有逻辑运算功能, 可实现多种通断控制。
(3)定时控制:由于PLC为用户提供了很多计时器, 且时间设定值可由用户程序设定修改, 所以有很强的定时功能。
(4)计数功能:同时PLC 为用户提供了很多的计数器, 也可通过软件进行计数值的设定。
(5)顺序控制:可依据生产加工过程, 实现定位输出、顺序启动等控制。
(6)通信联网:可以对调节器、变频器等实现远程控制。
也可与其它PLC或计算机之间进行数据传输通信, 构成“ 集中管理分散控制” 的分布式控制系统。
PLC控制与继电器控制相比较
(1)逻辑控制
继电器控制是利用各电器件机械触点的串、并联组合成逻辑控制。
采用硬线连接, 连线多而复杂, 对今后的逻辑修改、增加功能很困难。
而PLC中逻辑控制是以程序的方式存储在内存当中, 改变程序, 便可改变逻辑。
连线少、体积小、方便可靠。
(2)控制速度
依靠机械触点的吸合动作来完成控制的继电器控制系统, 工作频率低, 工作速度慢。
而PLC 由于采用程序指令控制半导体电路来实现控制, 稳定、可靠, 运行速度大大提高了。
(3)顺序控制
继电器控制是利用时间继电器的滞后动作来完成时间上的顺序控制。
时间继电器内部的机械结构易受环境温度和湿度变化的影响, 造成定时的精度不高。
在PLC内部是由半导体电路组成的定时器以及由晶体振荡器产生的时钟脉冲计时, 定时精度高。
使用者根据需要, 定时值在程序中便可设置, 灵活性大, 定时时间不受环境影响。
(4)灵活性可扩展性
继电器系统安装后, 受电器设备触点数目的有限性和连线复杂等原因的影响, 系统在今后
的灵活性、扩展性很差。
而 比具有专用的翰人和输出模块, 理论上连接可以无穷多。
连线少, 灵活性可扩展性好。
(5)计数功能
继电器控制可实现逻辑功能, 但不具备计数的功能。
PLC内部有特定的计数器, 可实现对生产设备的步进控制。
(6)可靠性和可维护性
继电器控制使用大量的机械触点, 触点在开闭时会产生电弧, 造成损伤并伴有机械磨损, 使用寿命短, 运行可靠性差, 不易维护。
而PLC采用微电子技术, 内部的开关动作均由无触点的半导体电路来完成。
体积小, 寿命长, 可靠性高, 并且能够随时显示给操作人员, 及时监视控制程序的执行状况, 为现场调试和维护提供便利。
PLC控制与单片机控制的区别
(1)PLC是建立在单片机之上的产品,单片机是一种集成电路,两者不具有可比性。
(2)单片机可以构成各种各样的应用系统,从微型、小型到中型、大型都可,PLC是单片机应用系统的一个特例。
(3)不同厂家的PLC有相同的工作原理,类似的功能和指标,有一定的互换性,质量有保证,编程软件正朝标准化方向迈进。
这正是PLC获得广泛应用的基础。
而单片机应用系统则是八仙过海,各显神通,功能千差万别,质量参差不齐,学习、使用和维护都很困难。
最后,从工程的角度,谈谈PLC与单片机系统的选用:
(1)对单项工程或重复数极少的项目,采用PLC方案是明智、快捷的途径,成功率高,可靠性好,手尾少,但成本较高。
(2)对于量大的配套项目,采用单片机系统具有成本低、效益高的优点,但这要有相当的研发力量和行业经验才能使系统稳定、可靠地运行。
最好的方法是单片机系统嵌入PLC的功能,这样可大大简。