奥瑞ZDQ系列激振器使用说明书
激振器说明书
目录一、用途二、产品特点三、工作原理四、产品结构及外形尺寸五、产品电气原理图六、使用与维护WXYZ型激振器稀油循环润滑装置使用说明书一、用途WXYZ型激振器稀油循环润滑装置是我公司自行研制,专门为振动筛分设备配备的润滑装置,可以方便地为振动筛分设备润滑点加注润滑油,对轴承提供有效润滑保证;特别适用于大中型振动筛和高温振动设备的润滑。
二、产品特点a)可以同时为振动设备的多个润滑点提供有效润滑。
b)使用本装置,可以使激振器在冬季顺利启动,解决振动筛冬季启动困难的缺陷。
c)采用专用冷却装置,降温效果好,使激振器轴承在低温状态下稳定运行,延长使用寿命。
d)设有备用油泵,可保证在特殊情况下不间断、连续向润滑点供油。
e)设有电机故障、油泵故障、液位过低等报警装置。
f)配有电控箱和仪表盘,观察运行参数方便,可实现自动控制和事故报警。
三、工作原理工作时,油液由油泵从油箱吸出,经单向阀、冷却装置,被直接送到振动设备的的润滑点。
系统工作压力为0.05~0.1MPa,根据现场润滑点的需要,通过调节节流阀控制系统流量;正常工作时,电机和油泵均一台工作、一台备用,当一台电机或油泵由于某种原因出现故障,则系统通过电控柜内的控制器,自动开启备用电机和备用油泵,并通过控制器发出事故警报信号,提醒操作人员及时进行检修。
系统设有温度计传感器,根据供油温度要求,调定最高和最低两个界限。
在低温时,信号灯亮,自动开启加热器进行加热,当油温升至高点时,自动切断加热器,停止加热。
四、产品结构及外形尺寸见图1、图21油泵电机组、2空气滤清器、3单向阀、4冷却装置、5上油口、6回油口、7油箱、8上油管、9远距离输油管、10激振器进油管、11激振器、12激振器出油管、13回油管。
五、产品电气原理图见图3六、使用与维护1、激振器稀油循环润滑装置应与振动筛配套使用。
2、振动筛启动前10分钟开启本装置,注意观察油箱回油管13,流出润滑油表示油路正常。
3、本装置正常工作压力范围是:0.05MPa-0.1MPa,如果使用中出现压力过大或过小,可以调节溢流阀、节流阀至要求的压力范围。
振动筛用激振器
振动筛用激振器振动筛用激振器用途ZSG系列矿用重型振动筛是我公司自行研制的一种新型、高效的筛分设备,主要用于冶金、矿山、煤炭、建材、电力、化工等行业,尤以冶金行业用途最为广泛,是高炉槽下、焦化厂、选矿厂常用的筛分机械,该机采用新型节能振动电机或激振器作振动源,橡胶弹簧支撑并隔振,具有处理量大、筛分效率高、筛网更换方便、安装及维修简便等优点。
振动筛用激振器工作原理和结构ZSG系列矿用重型振动筛是利用振动电机或普通电机外拖动或自振源驱动,使筛体沿激振力方向作周期性往复振动,物料在筛面上沿直线方向作抛物线运动,从而达到筛分目的。
ZSG系列矿用重型振动筛由振动源、筛体、筛网、减振装置和底拖组成,筛机侧板采用优质钢板制作而成,侧板与横梁、激振器底座采用高强度螺栓或环槽铆钉连接,结构合理,坚固耐用。
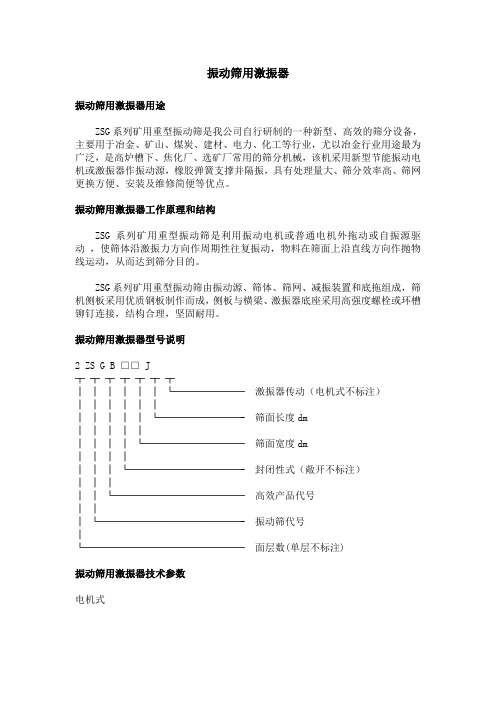
振动筛用激振器型号说明2 ZS G B □□ J┬┬┬┬┬┬┬││││││└───────激振器传动(电机式不标注)│││││││││││└────────- 筛面长度dm│││││││││└──────────筛面宽度dm│││││││└───────────- 封闭性式(敞开不标注)│││││└─────────────高效产品代号│││└──────────────- 振动筛代号│└────────────────面层数(单层不标注)振动筛用激振器技术参数电机式激振器式振动筛用激振器安装与调试:a、安装前应参照安装图制作混凝土基础,预埋地脚螺栓或预埋钢板,预埋钢板平面度误差3mm。
b、安装完毕,检查调整各级弹簧,使各支撑位置受力均匀,电动机轴线应低于振动器轴线3-5mm,对称点支撑弹簧应水平等高(误差3mm)。
c、筛机各部位应牢固连接,所有螺栓开机前应紧固一次。
d、短时开机,检查两台振动源转向,使其相反。
e、调整振动源的偏心块夹角,可以调整激振力,从而调整筛机振幅。
f、与其他障碍物间的距离不小于100mm。
QED-6操作手册
修订了附件表(1-12页)
修订了图2.1(2-4页)
修订了图2.2.1(2-5页)
修订了图2.2.2(2-6页)
增加了Energy模式下的波形描述(2-8页)
修订了Bio-Teck RS-232电缆的货号(A-1页)
充电时间(QED-6M,H)21
串口1
图2.2.3 QED-6H自动测试序列菜单结构(主菜单2)7
2.一个“高电平ECG”香蕉插座,提供所选波形的1 V峰值输出电压。
3.“共用”香蕉插座,为“高电平ECG”和“除颤器示波输出”插座提供接地连接。
图1.2 QED-6前面板示意图
4.“除颤器示波输出”香蕉插座,提供输出到示波器的脉冲信号。
5.一个量程开关,用于0-1000焦耳(高)和0-100焦耳(低)的除颤器设置,以提高准确度,一个PACER(起搏器)量程设置用于测量起搏器输出的测量。
如果除颤器是由市电供电的,请确保将电源线插入到有接地线的插座。请勿触摸除颤器胸电极的电连接器表面。
每只手各牢稳地握住一个除颤器胸电极把手。放到QED-6的胸电极上。紧紧地压下胸电极,以防止产生电弧伤害到操作者和/或损坏QED-6或除颤器
在将除颤器胸电极按到QED-6上的胸电极适配器时,请勿接触适配器。在使用QED-6除颤器分析仪时,请勿使用任何导电糊和衬垫。
分辨率:
0.1焦耳
最大电压:
1000 J:5500 V
100 J:1750 V
最大电流:
1000 J:10 A
100 J:35 A
测量断路电平:
1000 J:66±5 V
100 J:20±V
准确度:
1000J量程:±2%读数
100-1000 J量程:±2焦耳
强震仪用户手册

第1章开始1.1 前言本用户手册包含关于GDQJ-II数字记录器的命令和信息。
第1章和第2章描述如何安装记录器和外部设备。
第3章描述仪器的配置和操作。
第4章叙述记录器的维护和服务。
第5章提供技术系统概述和总体操作的摘要描述。
第6章讨论高级安装程序。
阅读本手册时最好安装和运行GDQJ 4.0版监控软件。
1.2 介绍GDQJ-II是一台三通道数字记录器。
当配置一台三分量力平衡加速度计(传感器)时组成一套数字强震仪。
可选GPS时间系统和MODEM远程拨号系统。
GDQJ-II数字记录器包含三通道24bit模-数转换器。
采样率为50sps,100sps,200sps和400sps。
在采样率为200sps时提供大约120dB 动态范围。
降低采样率可以提高动态范围。
记录器具有8Mb(4M字)事件存储能力。
一般的讲,其工作原理是:传感器捡拾地面运动加速度信号,记录器连续地监视这些信号,看其是否满足地震事件检测临界(触发条件)。
当信号满足触发条件时,记录器在事件存储器上记录一个事件文件。
事件文件数据可以经过MODEM和公用电话网远程收取,也可以在现场通过直接电缆收取。
记录器也可以实时传送一个连续的数字数据流。
为了收取和处理数据,需要一个IBM兼容的PC机,运行Windows98,Windows 2000或Windows NT 4.0操作系统。
记录器安装在一个防水机箱内。
内部包括:·记录器电路板(三块)。
·浮充电蓄电池(12V,12Ah)。
·GPS时间系统OEM电路板。
仪器前面板有:·三分量力平衡加速度计(传感器)连接器。
·辅助口连接器,可提供高级特性。
·RS-232连接器,可接直接电缆或MODEM电缆。
·电源开关。
·外触发按钮开关。
·GPS使用开关。
·秒脉冲指示灯。
·记录指示灯。
仪器侧面前右卡簧下有GPS天线连接器。
选煤厂机电设备
型号:2PGCQ-500/1200齿辊直径×长度:500×1200mm入料粒度:≤300mm排料粒度:80(100)mm
处理量:150t/h外形尺寸:3960×2502×1300mm
山东莱芜煤矿机械有限公司
减速器
型号:MC2PLSF05功率:55KW转速:1500r/min输出转速:77.3r/min扭矩:6.57KN.m速比:19.400使用系数:2.85
Q=5t,H=12m
起升电机
N=7.5kW
运行电机
N=0.8kW
16
1223
电动葫芦
Q=5t,H=25m
起升电机
N=7.5kW
运行电机
N=0.8kW
二、块煤车间
1
1300
准备车间至现有主厂房
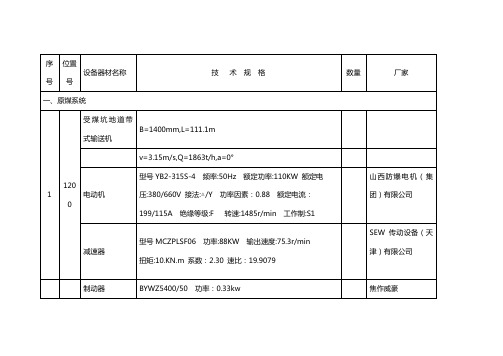
B=1200mm,L=143.521m
带式输送机
v=3.15m/s,Q=950t/h,a=5°
电动机
型号:YB2-315M-4功率:132KW 380/660V接法:△/Y噪音Lw:93dB(A)功率因素cosθ:0.88电流:239/138A效率η:94.8%频率:50Hz绝缘等级:F防护等级IP:55转速:1485r/min工作制:S1
焦作虹发制动器有限公司
制动器
型号:BYWZ5-250/50制动轮直径:250mm制动力矩:315—500N.m
焦作虹发制动器有限公司
12
1212
手选杂物带式输送机
B=1200mm L=12.1m
V=0.3m/s Q=30t/h a=0°
电动机
型号:YB2-132S-4功率:55KW电压:380/660V接法:△/Y电流:115/67A绝缘等级:F效率:86.0%转速:1450r/min频率:50Hz工作制:S1
奥华激光振镜焊接机使用说明书_AHL-SW200振镜焊接机[2.4-100809][58页]
![奥华激光振镜焊接机使用说明书_AHL-SW200振镜焊接机[2.4-100809][58页]](https://img.taocdn.com/s3/m/2b232600f12d2af90242e6e9.png)
然后,盖上水箱盖。冷却水要用电阻率大于 18MΩ/cm²去离子水,(水温已设 定好为 24-28℃用户不用改动,本机有水压和水温保护);
2) 检查电源接线是否正确,电源是否正常,检查串行口通信电缆连接是否正常。 3) 开关顺序:
1. 打开外接电源总电源开关; 2. 开启电源柜上电源钥匙开关(Key Switch);
AHL-SW200 振镜式激光焊接机
灯发光照射到晶体表面,在前后膜片的谐振腔作用 下,从半反 膜片端输出激光。因此 ,在激光器中的各部件表面一定要清洁。膜 片表面及晶体表面一定要清洁干净。
灯、YAG 晶体均为易损件,拆装时应加倍小心 。当激光能量输 出只有原能量的 2/3 时,即需要更换新的同型号的氙灯。YAG 晶体为 产生激光的工作物质,其两端镀有增透膜,价格昂贵,千万注意保护, 脏了应及时用长纤维棉花醮酒精和乙醚混合剂 轻轻擦洗,但不能将 端面划伤,否着会导致能量下降。
激光连续发射;单发模式(Single),踩一次脚踏开关,发射一次激光。用 户可按对应键自由选择。 注意:充电电压、脉冲宽度、焊接频率三个参数之间是互锁的,为了保护设 备,当三个参数有一个达到最大值时,其余两个均不能调。
4.3 激光光路的维护和保养
机器经调试后,一般不需对内部结构进行调整,用户要做的维护工作,只 是定期换冷却水和灯管。灯为消耗品,寿命约为 5*10^6 次(具体时间与客户设备 使用状况有关)。当激光输出能量下降到原能量的 2/3 时、即要换灯。维护保养 时,一定要先关掉电源。
7
PDF 文件使用 "pdfFactory Pro" 试用版本创建
AHL-SW200 振镜式激光焊接机 头的螺帽)。见下图:
3) 使用 M2.5 的内六角扳手拆下聚光腔两端的氙灯压塞(M3*8 注意卸两 边螺丝时,不要直接一次把一边的螺丝松开,因为这样可能会因受力不均,导致 灯变形或断裂,保持对角受力均匀),然后取出 O 型密封圈。见下图:
奥太Pulse MIG R系列说明书_1412

80激振器维修说明
激振器维修说明UE80LS专用工具以下为激振器拆卸、组装和安装所必用的工具:1.激振器定位销:用于驱动梁的正确安装,要求数量:2个。
2.水压机:处理量为100-200吨的水压机用来移动和安装轴承、齿轮和轴。
3.缝隙表:用于检测和估计齿轮。
(请参阅图纸SK991)4.轴承安装盘:用于将轴承安装到激振器盒,调整轴向游动。
(请参阅图纸SK870)激振器从驱动梁上的拆卸1.在激振器盒的顶角上安装眼栓。
联上起吊设备。
2.松开激振器固定螺栓,检查起吊设备,检查起吊是否正确。
必要时做调整。
3.卸下激振器固定螺栓,卸下激振器。
将卸下的部件送入工作间已待分解和检测。
激振器安装激振器定位销用于激振器的定位,请参阅图纸HS113-A4-81.安装步骤:1.清洁驱动梁内部和机器外部,以及激振器安装部位。
2.从眼栓处和驱动梁位置起吊激振器。
3.松开位于驱动梁上的激振器螺栓。
4.用定位销定位激振器。
将两个销子对角安装,并将螺丝拧紧到合适程度。
5.移开激振器定位销,安装螺丝代替销子,按要求的扭矩力拧紧所有螺栓。
激振器拆卸说明请参阅图纸BRU 31801.卸下顶部防护罩的固定螺栓(ITEMS 4-5)。
卸下润滑油管,如果安装了角度支撑,也要卸下。
移走防护罩(ITEM 2)和垫圈(ITEM 3)。
2.倾斜激振器,卸下放水塞(ITEMS 8&11),倒出里面的油。
取油样。
3.松开所有飞轮滚固定螺栓(ITEMS 37-39),并从轴上移开。
4.拔下轴,卸下所有飞轮(ITEM 35)。
为重新组装配合记号。
5.从迷宫式密封(ITEM 32)上卸下螺丝(ITEM 33)。
6.卸下轴承防护罩的固定螺丝(ITEM 28,29),并卸下防护罩(ITEM 26).为重新组装配合作记号。
7.从甩油环(ITEM 24)上卸下无头螺丝(ITEM 44)8.从轴上卸下甩油环(ITEM 24)。
必要时,对甩油环套进行加热以方便拆卸。
9.卸下驱动轴组件(长轴)(ITEM 22),旋转激振器的一侧,按要求压制包装。