pe给水管热熔对接所需的时间温度及冷却时间e管件e管材e给水管
pe给水管热熔对接所需的时间温度及冷却时间 e管件 e管材 e给水管

PE给水管热熔对接所需的时间,温度及冷却时间_PE管件_PE管材
_PE给水管
PE给水管热熔对接所需的时间,温度及冷却时间作者:PE管厂家时间:2014-02-23 09:07 PE给水管施工安装要严格按照热熔对接机焊接操作说明进行操作,包括管道的热熔时间,冷却时间,焊接温度,合理损耗,焊接电压等等焊接参数,PE管的焊接操作过程是非常严格的,如若稍有不慎将会影响整个工程的焊接质量,影响管道的正常运行。
下面小编和大家说一下PE给水管热熔对接所需的时间,温度及冷却时间。
PE给水管热熔对接时间: PE给水管的工程压力不同,壁厚也就不同,压力越大,壁厚就越厚,根据公式得出,PE管材的壁厚*10得出来的数据便是管材的焊接时间,例如DN110,1.6MPa管材的壁厚为10.0mm,那么就是10mm*10=100s。
PE给水管焊接所需温度:热熔对接机加热板温度调整至200~230℃ ,一般温度在210°左右。
加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
PE给水管焊接后的冷却时间:一般来说 DN110口径以下的小口径需要冷却20分钟以上,DN110以上口径需冷却半个小时以上。
也根据手感判断,如果翻遍温度不是很热,证明达到冷却时间。
文远建材是国内最大的PE管件生产基地,是长江以北最大的PE管材生产厂家,公司生产规模大,生产能力雄厚,欢迎新老顾客到我公司参观考察。
上一篇:浅析PE
燃气管的支吊架安装方法
下一篇:绿色环保型PE给水管可回收利用。
PE管接管规范
热熔连接1.热熔连接工具的温度控制应精确,加热面温度分布应均匀,加热面结构应符合焊接工艺要求。
热熔连接前、后应使用洁净棉布擦净加热面上的污物。
2.热熔连接加热时间、加热温度和施加的压力以及保压、冷却时间,应符合热熔连接工具生产企业和聚乙烯管材、管件以及管道附件生产企业的规定。
在保压、冷却期间不得移动连接或在连接件上施加任何外力。
3.热熔对接连接还应符合下列规定:(1)两待连接件的连接端应伸出焊机夹具一定自由长度,并校直两对应的待连接件,使其在同一轴线上。
错边不宜大于壁厚的10%。
(2)管材、管件以及管道附件连接面上的污物应使用洁净棉布擦净,并铣削连接面,使其与轴线垂直。
(3)待连接件的断面应使用热熔对接连接工具加热。
(4)加热完毕,待连接件应迅速脱离加热工具,检查待连接件的加热面熔化的均匀性和是否有损伤。
然后,用均匀外力使连接面完全接触,并翻边形成均匀一致的凸缘,凸缘的高度和宽度应符合有关规定。
4.热熔承插连接还应符合下列规定:(1)管材端口外部宜进行倒角,角度不宜小于30°,且管材表面坡口长度不大于4mm。
(2)测量管件承口长度,并在管材插入端标出插入长度和刮除插入段表皮。
(3)管材、管件连接面上的污物应用洁净棉布擦净。
(4)公称外径大于或等于63mm的管道热熔承插连接,应采用机械装置的热熔承插连接,并校直两对应的待连接件,使其在同一轴线上。
公称外径小于63mm的管道热熔连接,在整圆工具配合下,可采用手动热熔承插连接。
(5)管材插口外表面和管件承口内表面应使用热熔承插式加热工具加热。
(6)加热完毕,待连接件应迅速脱离承插连接加热工具,检查待连接件的加热面熔化的均匀性和是否有损伤。
然后,用均匀外力将管材插入端插入管件承口内,至管材插入长度标记位置,使其承口端部形成均匀凸缘。
5.热熔鞍形连接还应符合下列规定:(1)热熔鞍形连接应采用机械装置固定干管连接部位的管段,使其保持直线度和圆度。
(2)干管连接部位和鞍形管件连接部位上的污物应使用洁净棉布擦净,并用刮刀刮除干管连接部位表皮。
pe管热熔时间及温度表
pe管热熔时间及温度表PE管热熔时间及温度是在进行PE管道的安装和连接时必须要掌握的一项关键技术。
正确的热熔时间和温度能够保证PE管道连接的牢固性和密封性。
以下是关于PE管热熔时间及温度的相关参考内容。
1. PE管热熔时间PE管的热熔时间是指在进行连接时,需要将熔融材料(一般为HDPE)加热至熔点的时间。
热熔时间的长短直接影响到连接的质量和强度。
一般情况下,PE管的热熔时间取决于管径和壁厚。
较小的管径和壁厚一般需要较短的热熔时间,而较大的管径和壁厚则需要较长的热熔时间。
PE管的热熔时间一般在20-60秒之间,具体的热熔时间可以参考下表。
管径(mm)热熔时间(s)16-32 20-3040-63 30-4075-110 40-50125-160 50-60请注意,以上仅为一般参考数值,实际在进行PE管的连接时,还需要根据具体情况来调整热熔时间。
2. PE管热熔温度PE管的热熔温度是指将PE管连接处的两个管口加热至熔化状态所需的温度。
热熔温度的控制对于连接质量至关重要,温度过高或过低都会影响到连接的牢固性和密封性。
一般情况下,PE管的热熔温度一般在200-240摄氏度之间。
较小直径和壁厚的管道一般需要较低的热熔温度,而较大直径和壁厚的管道则需要较高的热熔温度。
以下为一般的参考数值。
管径(mm)热熔温度(℃)16-32 200-22040-63 210-23075-110 220-240125-160 220-240请注意,以上仅为一般参考数值,实际在进行PE管的连接时,还需要根据具体情况来调整热熔温度。
总结:在进行PE管道的安装和连接时,正确的热熔时间和温度是保证连接质量的关键。
根据管径和壁厚的不同,PE管的热熔时间和温度会有所不同。
从表中可以看出,随着管径和壁厚的增加,热熔时间和温度也会相应增加。
因此,在进行PE管道连接时,工作人员需要根据实际情况灵活调整热熔时间和温度,以确保连接的质量和强度。
PE给水管施工规程
PE给水管施工规程一、PE管材料的特性聚乙烯(PE)管材是一种新型材料,它具有柔韧性好,耐腐蚀性强、质轻、抗冲击性能优良等特点,管材、管件连接可采用热熔对接及电熔等连接方式,使管材、管件熔为一体,系统安全可靠,施工成本低,在工程应用中发展迅速。
二、管道施工聚乙烯(PE)管道按照行业标准CJJ/T98-2003《建筑给水聚乙烯类管道工程技术规程》要求施工。
.管材、管件运输及贮存先将仓库附近的一块空场地平整出来,管材和管件到货后,小心搬运至空场地,整齐摆放,堆成三层,不得剧烈碰撞,避免接触尖锐物件。
若PE管被刮伤,刮伤深度超过1cm,则将其切除。
管材堆放好后,面上盖一层油毛毡,避免日晒雨淋。
PE管受温度影响较大,值班人员经常检查,发现未防护好的及时处理。
管线较长的地段,为了减少运输费用,可不必运至仓库,直接运输至工作面,在现场验收。
.管道连接管道的连接方式主要有:1. dn(公称外径)≤63mm时,采用热熔承插连接或电熔连接;2. dn ≥75mm时,采用热熔对接或电熔连接;3. 与金属管及管路附件的连接,采用法兰连接或过渡管件连接等方法。
2.2.1.热熔对接PE管相互连接本工程选用热熔对接方式。
使用该方法连接时,采用热熔对接焊机,具体步骤如下:⑴把待接管材置于焊机夹具上并夹紧;⑵将管材待连接端清洁干净,然后铣削连接面,若连接端不干净,则易产生漏水现象。
⑶校直两对接件,使其错位量不大于2mm;⑷放入加热板;⑸加热完毕,取出加热板;⑹迅速接合两加热面,升压至熔接压力30Pa并保压冷却;⑺热熔完成。
热熔焊机操作人员应遵循以下焊接参数。
在与金属管及管路附件(如阀门、水表等)的接口连接处采用丝扣或法兰等过渡管件进行连接。
.管道安装沟槽开挖后,在沟底铺上20cm沙土或合乎可要求的原土整平夯实,回填就地取材。
基础通过隐蔽验收后方可进行管道安装。
若沟槽周边没位置,则在沟槽中进行连接和安装,若沟槽周边有场地,则预先在地面上接成一定长度的管路,等到每个焊口都充分冷却后,再整体安装。
给水用聚乙烯(PE)管热熔对接施工工艺
给水用聚乙烯(PE)管热熔对接施工工艺发表时间:2016-08-31T15:16:50.467Z 来源:《低碳地产》2016年第8期作者:徐俊林[导读] 本文主要用于指导《云南省中央财政小型农田水利重点县江城县2015年度建设方案》中的PE管道连接施工。
昆明龙慧工程设计咨询有限公司【摘要】本文主要用于指导《云南省中央财政小型农田水利重点县江城县2015年度建设方案》中的PE管道连接施工,论述了PE管热熔对接施工技术的特点和难点,介绍了PE管热熔对接施工技术工艺流程、工艺参数以及热熔对接的关键阶段,供同类PE管热熔对接施工技术施工时参考。
【关键词】PE管;热熔对接;施工技术PE管作为一种新型管道材料现已经在水利工程、城市给水等工程中得到应用,因其具有良好的柔韧性,小管径的管材可以盘成卷,便于运输;可实行铺设,轻易绕过障碍物,减少接头数量;属热塑性塑料,可多次加工成型,使热熔和电熔连接成为可能;具有良好的抗腐蚀性,埋地不许防腐等优点,已在管道工程迅速得到普及,加之施工简单,维修少,使用寿命长,其社会综合效益明显。
目前PE管管材的连接方式主要有热熔连接(热熔对接、热熔承插连接、热熔鞍形连接)或电熔连接(电熔承插连接、电熔鞍形连接)及机械连接(锁紧型和非锁紧形承插式连接、法兰钢塑过渡连接)。
PE管道与金属管道或金属管道附件连接,采用法兰或钢塑过渡接头连接;公称外径小于或等于63mm的管道可采用热熔承插连接或锁紧形承插式连接;尺寸大于90mm 的PE管宜采用热熔对接工艺连接,该方法经济可靠,其接口在承拉和承压时都比管材本身具有更高的强度。
热熔对接是将聚乙烯管端界面,利用加热及加热熔融后相互对接接触,经冷却固定连接在一起的方法。
其焊接原理是:当PE材料在加热超过其熔融温度后,变成粘滞流体,在焊接压力作用下,其分子互相扩散,产生范德华作用力,从而牢固的焊接在一起,通常采用热熔电焊机来加热管端,使其熔化,迅速将其粘合,保持有一定的压力,经冷却达到焊接的目的。
黑色pe管热熔温度
黑色pe管热熔温度
黑色PE管是一种常见的管道材料,具有良好的耐腐蚀性和耐磨性,广泛应用于给水、排水、煤气输送等领域。
热熔是PE管连接的一种常用方式,通过加热管道两端,使管道表面熔化,然后将两端迅速连接在一起,形成牢固的连接。
在热熔连接过程中,控制好热熔温度是非常重要的。
一般来说,黑色PE管的热熔温度在200°C左右,具体的热熔温度范围可以根据管道的规格和厚度而有所不同。
过高的温度会导致管道熔化过度,影响连接质量,甚至造成漏水或者渗漏;而过低的温度则无法使管道充分熔化,连接不牢固,同样容易出现漏水情况。
为了确保热熔连接的质量,通常会使用专业的热熔连接设备,如热熔焊机。
在进行热熔连接前,首先要清洁管道两端,确保表面干净无尘。
然后,将热熔焊机的温度设定在合适的范围,等待热熔焊机预热至设定温度后,将管道两端放入热熔焊机的夹具中,加热一段时间使管道表面熔化,然后迅速连接在一起,保持一定的压力,待熔化的管道表面冷却后,热熔连接完成。
热熔连接是一种高效、可靠的管道连接方式,能够确保管道连接的牢固性,有效防止漏水问题的发生。
通过合理控制热熔温度,可以保证热熔连接的质量,延长管道的使用寿命,提高管道的使用效率。
因此,在进行热熔连接时,务必要注意热熔温度的控制,确保连接的质量和安全性。
pe管热熔时间及温度表
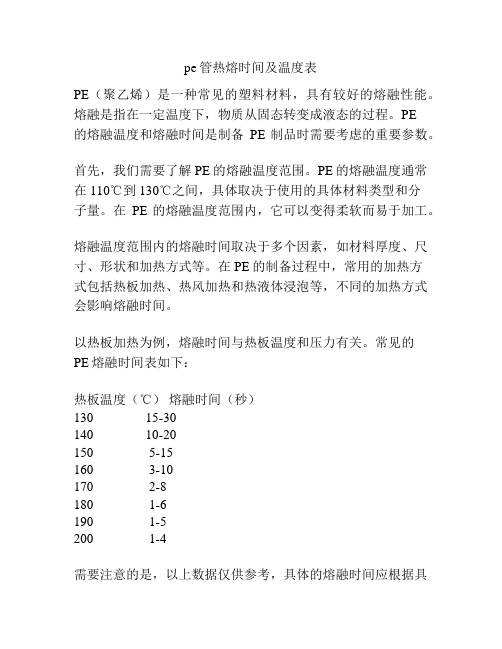
pe管热熔时间及温度表PE(聚乙烯)是一种常见的塑料材料,具有较好的熔融性能。
熔融是指在一定温度下,物质从固态转变成液态的过程。
PE的熔融温度和熔融时间是制备PE制品时需要考虑的重要参数。
首先,我们需要了解PE的熔融温度范围。
PE的熔融温度通常在110℃到130℃之间,具体取决于使用的具体材料类型和分子量。
在PE的熔融温度范围内,它可以变得柔软而易于加工。
熔融温度范围内的熔融时间取决于多个因素,如材料厚度、尺寸、形状和加热方式等。
在PE的制备过程中,常用的加热方式包括热板加热、热风加热和热液体浸泡等,不同的加热方式会影响熔融时间。
以热板加热为例,熔融时间与热板温度和压力有关。
常见的PE熔融时间表如下:热板温度(℃)熔融时间(秒)130 15-30140 10-20150 5-15160 3-10170 2-8180 1-6190 1-5200 1-4需要注意的是,以上数据仅供参考,具体的熔融时间应根据具体的材料和加工条件进行调整。
通常情况下,较高的熔融温度会使熔融时间缩短,但同时也会增加材料遭受热降解的风险。
因此,在确定熔融温度时,需要综合考虑熔融时间和材料的耐热性能。
除了热板加热,热风加热也是一种常用的PE加工方式。
它可以通过吹风枪或热风炉向PE材料提供热能。
热风加热的熔融时间取决于风温和风速。
通常情况下,热风加热的熔融时间要比热板加热的时间短。
总的来说,PE的熔融时间和温度是制备PE制品时需要注意的重要参数。
熔融时间取决于材料的厚度、尺寸、形状和加热方式等因素。
熔融温度范围通常在110℃到130℃之间,具体温度应根据材料的类型和分子量选择。
熔融时间和温度的选择需要在保证高质量制品的前提下,综合考虑加工效率和材料的热稳定性。
PE给水管热熔承插焊连接
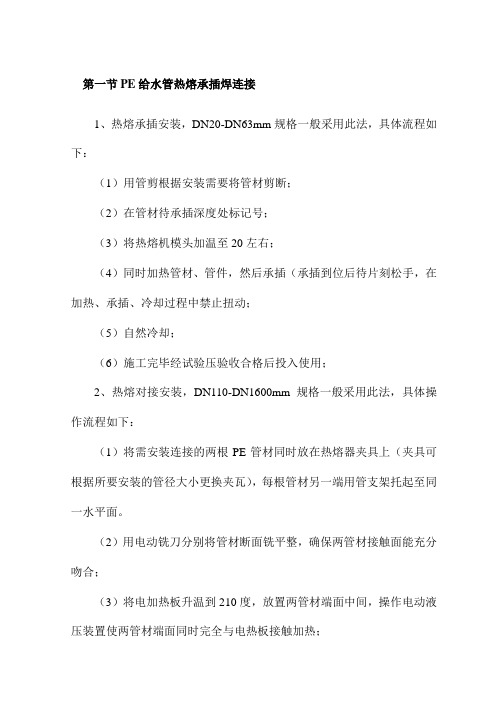
第一节 PE给水管热熔承插焊连接1、热熔承插安装,DN20-DN63mm规格一般采用此法,具体流程如下:(1)用管剪根据安装需要将管材剪断;(2)在管材待承插深度处标记号;(3)将热熔机模头加温至20左右;(4)同时加热管材、管件,然后承插(承插到位后待片刻松手,在加热、承插、冷却过程中禁止扭动;(5)自然冷却;(6)施工完毕经试验压验收合格后投入使用;2、热熔对接安装,DN110-DN1600mm规格一般采用此法,具体操作流程如下:(1)将需安装连接的两根PE管材同时放在热熔器夹具上(夹具可根据所要安装的管径大小更换夹瓦),每根管材另一端用管支架托起至同一水平面。
(2)用电动铣刀分别将管材断面铣平整,确保两管材接触面能充分吻合;(3)将电加热板升温到210度,放置两管材端面中间,操作电动液压装置使两管材端面同时完全与电热板接触加热;(4)抽调加热板,再次操作液压装置,使以熔融的两管材端面充分对接并锁定液压装置(防止反弹);(5)保持一定冷却时间松开,操作完毕;(6)施工完毕,须经试压验收合格后,方可回土投入使用;(7)管材在加热过程中作好防风措施,冷却过程中,应逐步经行,不宜急速降温。
3、电熔连接(适用管径dn630mm):(1)将PE管材完全插入电熔管件内;(2)将专用电熔机两导线分别接通电熔管件正负两级;(3)接通电源加热电热丝使内部接触处FE熔融;(4)冷却完毕;(5)施工完毕后需经试压验收合格后,方可封管投入使用。
第二节墙面装饰施工方法及技术措施一、轻钢龙骨石膏板1、材料要求:其标准应遵循国家工程技术规定的相应材料标准。
2、施工要求:相应严格遵循《建筑装饰装修工程质量验收规范》(GB50201-2001)中相应的施工验收规范要求。
3、施工工艺流程:放导墙控制线→技术复核→制模浇捣砼→安放沿地,沿顶龙骨(橡胶垫)→安竖向龙骨加强龙骨→封单面石膏板→隐蔽验收→封二层石膏板→接缝处理→产品保护4、施工工艺操作要点:1)安沿地,沿顶龙骨前,在周边安放5MM厚橡胶垫。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
p e给水管热熔对接所需的时间温度及冷却时间e管件e管材e给水管
Prepared on 21 November 2021
PE给水管热熔对接所需的时间,温度及冷却时间_PE管件
_PE管材_PE给水管
PE给水管热熔对接所需的时间,温度及冷却时间作者:PE管厂家时间:2014-02-23 09:07 PE给水管施工安装要严格按照热熔对接机焊接操作说明进行操作,包括管道的热熔时间,冷却时间,焊接温度,合理损耗,焊接电压等等焊接参数,PE管的焊接操作过程是非常严格的,如若稍有不慎将会影响整个工程的焊接质量,影响管道的正常运行。
下面小编和大家说一下PE给水管热熔对接所需的时间,温度及冷却时间。
PE给水管热熔对接时间: PE给水管的工程压力不同,壁厚也就不同,压力越大,壁厚就越厚,根据公式得出,PE管材的壁厚*10得出来的数据便是管材的焊接时间,例如DN110,管材的壁厚为,那么就是10mm*10=100s。
PE给水管焊接所需温度:
热熔对接机加热板温度调整至200~230℃ ,一般温度在210°左右。
加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
PE给水管焊接后的冷却时间:一般来说 DN110口径以下的小口径需要冷却20分钟以上,DN110以上口径需冷却半个小时以上。
也根据手感判断,如果翻遍温度不是很热,证明达到冷却时间。
文远建材是国内最大的PE管件生产基地,是长江以北最大的PE管材
生产厂家,公司生产规模大,生产能力雄厚,欢迎新老顾客到我公司参观考察。
上一篇:浅析PE燃气管的支吊架安装方法
下一篇:绿色环保型PE给水管可回收利用。