两板模与三版模之介绍
3C产品模具设计
压力 压力 压力
压力 压力
速度 速度 速度
速度 速度
位置 位置 位置
压力 压力
位置
压力
速度 (螺杆转速) 速度 位置
协 信 精 密 模 具(昆山)有 限 公 司
UNIPOWER TECHNOLOGY (KUN SHAN)CO.,LTD
贰.射出机因素
3
0.8 1.7
1.5 0.8 1.7
关 射保 模 出压
料头回收电力 无
料头回收人工费用 无
成品结合线强度 好
成品内应力
少
无热浇道模具
冷却系统设计
•选择热扩散系数大的塑料。 •采用薄而均一的制件厚度。 •在型腔周围均衡的配置冷却孔道。 •在热传的道路上移除空气间隙和空气囊。 •平衡冷却液流动。 •检查冷却效率。 •促使冷却匀称。 •选择适当设备。
模具冷却设计的目的 1.均衡冷却(改良产品质量) 2.有效冷却(提高生产力)
开闭器
定位块
本
加工设备
导柱导套
制程 \ 工时 \ 管理 浮动成本----利润
标准化的模具设计
• 模具设计的标准化,能够保证每一套模具 的机构设计有一定的标准,不但能够减少 模具厂材料库存的成本压力,对于每一套 模具的价格成本也能够有相同的标准;而 且,也可以缩小因为人力水平的差异造成 的模具设计错误。 • 模具设计的标准化,包括了模座设计的标 准化、模仁设计的标准化、脱模机构的标 准化,以及材料选用的标准化。
•L/D = 20:1 (18 ~ 24 :1)
•Compression Ratio压缩比 = hf / hm =2 ~ 2.5:1 (1.5 ~ 3 :1)
•Cylinder bi-metallic for Abrasion Resistance
各零件的作用
1、复位杆的作用复位杆主要起到引导推杆板复位,在小型的模具中,复位杆套上弹簧,在推杆将产品推出后,弹簧将推杆板弹回复位;在大型模具中,由于弹簧的弹力无法将推杆版推回复位,这时要想将推杆复位,就要用到复位杆了。
这时将模具合起来,定模板就会推动复位杆将推杆板推回了,从而实现复位。
这样说应该懂了吧?2、单分型面注射模各部分的作用名称作用动模板可以做型腔;固定导柱;冷却水道;为复位杆导向;固定型芯;固定拉料杆定模板分流道;固定导套;充当型腔;做冷却水道;固定浇口套;连接定模座板;为复位杆后退提供一个支撑.冷却水道给产品冷却定型、尺寸稳定的的作用.定位圈用于模具和机床定位;防止浇口套轴向移动;让塑料模具与注塑机的定模固定板上孔相配合。
浇口套注塑机与模具连接的连接点;流体流入型腔的主流道; 还起连接分流道的作用。
型芯作注塑空心产品的空心部分填充物;与模具的间隙配合可以用来做排气系统。
导套模具两半合到一起时的导向定位作用,防止装坏。
导柱一、支撑作用,导柱安装在下模座上,对上模座有一定的支撑作用;其二、导向作用,导柱主要与安装在上模座的导套配合使用,使上模座在压力机的作用下沿导柱上下运动定模座板将定模固定在压铸机的定模模座上,并使得浇口套对准压铸机压室.对于通孔式套板的压铸模具,定模座板还要通过和定模套板连接来压紧镶块,以形成定模整体。
动模座板直接与压铸机的动模模座固定,使动模部分固定在压铸机上,并设置限位钉支撑板对于通孔式套板的压铸模具,支承板要通过和动模套板连接来压紧镶块,以形成动模整体。
在不通孔模架中不用支承板,此时支承板与套板合㈡为一,整体做出。
支承板上还要装配推杆和导柱,与动模套板和卸料板组成一体后形成动模,在金属液填充时支承板要承受压力。
支撑柱主要作用是增加模具在压射中动模抗压能力,以防止模具在压射中局部变形,胜之于模具型腔或模框出现开裂等情况出现。
推板和推杆固定板直接与压铸机的动模模座固定;装配并固定推杆及复位杆等零件,组成模架中的推出机构。
三板模(拉带模具)结构与设计,搞懂这些真不难
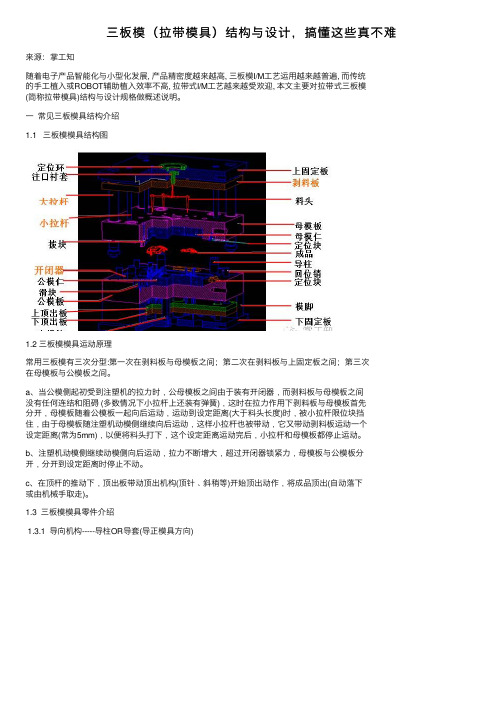
三板模(拉带模具)结构与设计,搞懂这些真不难来源:掌⼯知随着电⼦产品智能化与⼩型化发展, 产品精密度越来越⾼, 三板模I/M⼯艺运⽤越来越普遍, ⽽传统的⼿⼯植⼊或ROBOT辅助植⼊效率不⾼, 拉带式I/M⼯艺越来越受欢迎, 本⽂主要对拉带式三板模(简称拉带模具)结构与设计规格做概述说明。
⼀常见三板模具结构介绍1.1 三板模模具结构图1.2 三板模模具运动原理常⽤三板模有三次分型:第⼀次在剥料板与母模板之间;第⼆次在剥料板与上固定板之间;第三次在母模板与公模板之间。
a、当公模侧起初受到注塑机的拉⼒时﹐公母模板之间由于装有开闭器﹐⽽剥料板与母模板之间没有任何连结和阻碍 (多数情况下⼩拉杆上还装有弹簧)﹐这时在拉⼒作⽤下剥料板与母模板⾸先分开﹐母模板随着公模板⼀起向后运动﹐运动到设定距离(⼤于料头长度)时﹐被⼩拉杆限位块挡住﹐由于母模板随注塑机动模侧继续向后运动﹐这样⼩拉杆也被带动﹐它⼜带动剥料板运动⼀个设定距离(常为5mm)﹐以便将料头打下﹐这个设定距离运动完后﹐⼩拉杆和母模板都停⽌运动。
b、注塑机动模侧继续动模侧向后运动﹐拉⼒不断增⼤﹐超过开闭器锁紧⼒﹐母模板与公模板分开﹐分开到设定距离时停⽌不动。
c、在顶杆的推动下﹐顶出板带动顶出机构(顶针﹑斜稍等)开始顶出动作﹐将成品顶出(⾃动落下或由机械⼿取⾛)。
1.3 三板模模具零件介绍1.3.1 导向机构-----导柱OR导套(导正模具⽅向)1.3.2 定位机构-----定位块OR定位柱(精确定位模具相对位置)1.3.3 注塑引流系统-----引料接头(将熔融塑料从机台导流⾄模腔)材质⼀般使⽤硬度较⾼的SKD61或HRC51~531.3.4 开闭器系统-----塑性开闭器&刚性开闭器&磁性开闭器(依顺序延迟开模)1.3.5 定距拉杆系统-----定距拉杆及拉板(限制开模距离)⼆拉带模具导⼊条件2.1 拉带I/M模具端⼦基本要求2.1.1 料带端⼦间Pitch应使产品之间有⾜够空间(a >1.5),以保证模仁强度(如图)2.1.2 料带Pitch孔设计可符合现有模座及拉带机构设计标准 (如图)A:料带Pitch孔Φ1.30 +/-0.02﹔ B:Pitch距 a=5.00﹔ C:料带宽度 c >3.502.1.2 料带端⼦有梳⼦&封胶位的位置 (如图)A:端⼦封胶尺⼨宽度保证+/-0.02公差管控﹔B:模具有梳⼦的位置﹐端⼦位置度0.062.2 拉带I/M产品的基本要求A.产品⾁厚,不⼩于0.25B.封胶占位符0.40。
两板模和三板模的区别
两板模俗称大水口模三板模俗称细水口模1、大水口就是前模不单独分型的模具也称二板模导柱正装,而细水口则是定模有单独分型的也就是说模具不只分型一次(至少二次)2、笼统的说大水口就是产品脱模后有水口在上面或多或少而已,细水口刚好相反!3、大水口前模都是A板定死的细水口有简化和标准的水口出在前模4、多一块水口推板~~ 细水口就是:比大水口多一块水口料推板.5、大水口:需要后序手工或其他手段去除的水口。
细水口:不需要后序手工或其他手段去除的水口,顶出之后产品与流道分开的水口.6、简单的说大水口是二板模,细水口是三板模。
7、简单的说:大水口就是两板模,小水口就是三板模,两着只差一个刮料板而已。
? ???8、细水口就是:比大水口多一块水口料推板.9、非限性浇口(大水口):优点:充型快,压力小,补缩能力强,适用于粘度高,流动性差的塑料,压力损失少. 缺点:封浇时间长,周期慢,内应力大对塑件影响大,难切除.??限制性浇口(细水口):优点:剪切,摩擦,降粘,便于充型,纹理清晰效率周期快,减少内应力,防止变形破裂,对制品影响少,易切除. 缺点:注射压力要高补编能力小,压力降低,对热敏性塑料易分解变色,缩孔,凹陷!10、大小水口的区别就是母模两板与三板的区别,小水口也叫三板模,点进胶方式,中间多一快脱料板,起进胶分流和分型时将料头与产品分离并从灌嘴来出,使物料自动分离。
三板模比两板模多装树脂或机械开闭器,小拉杆,大拉杆(模具较小时可以不设计)脱料伴拉料钉等。
前两种主要起控制开模顺序的作用,大拉杆起保护小拉杆的作用,拉料钉装在母模固定板上,拉住脱料板上的料头。
11、大水口一般都需要水口顶针的,而细水口需要拉料针.细水口是点直入水,产品取出后不需再加工;大水口一般大口直入,产品取出后还要剪水口的.大水口还分边直入和打底直入.12、细水口三块板,也有特殊2块板的!进料口,上大下小,0.6-1.2MM。
拉料杆装上模,在上模3板中间板手拉取出料头!一般用与产品表面要求高的产品,壳体,瓶盖,齿轮等!大水口就是直进料,潜伏式,等其他类型。
铝模基础知识介绍

讲师:袁文亮工程管理中心2017.01.08Content 02快拆原理03支撑体系目 录01铝模基础知识铝梁龙骨墙标准板墙身R板楼板标准板梁底板梁侧模墙阴角C槽墙侧板墙端对拉螺杆楼板阴角C槽板墙身R板竖向支撑楼板早拆头梁板早拆头横向背楞竖向背楞斜撑竖向立杆支撑斜撑支座外墙K板,用于支撑作业层的竖向墙模板外窗企口外低内高(窗框免抹灰收口)砼墙免抹灰企口砼墙砌筑墙未设置免抹灰企口(后期剔凿除)门窗洞口下挂梁二次构造一次现浇模板系统模板系统模板系统型材名称型材展示型材规格要求厚度、孔位要求7墙转角板1、宽度×宽度(b1×b2):150×150mm;长度(L): 3000-2500mm(根据层高要求N×100mm递减)+底脚高度;3000-2500mm(根据层高要求N×100mm递减)不增设底角;2、阴角板需要设置加劲肋,加劲肋距端部间距≤600mm,阴角板加劲肋之间间距≤600mm。
1、壁厚要求:连接角膜公称壁厚不得小于6.0mm;阴角模板公称壁厚不得小于6mm2、孔位要求:开孔孔径为16.5mm;3、作用:楼板阴角转角板:连接阴角转角处的楼板模板与梁侧、墙、柱模板;墙身阴角转角板:连接阴角转角处相邻墙柱模板支撑加固系统型材名称型材展示型材规格要求1早拆头1、铝梁龙骨早拆头:主要截面尺寸为100×129mm (宽×高),长度尺寸为200mm 。
2、作用:连接梁底模板,支撑早拆梁3、梁底早拆头:单向梁底早拆头宽度b=100mm ,长度L=梁宽+2×20mm ;双向梁底早拆头长、宽尺寸分别同各向梁宽;4、作用:连接早拆铝梁,支撑早拆板2支撑立杆1、插管直径要求φ48,壁厚为2.5—3.0mm ,套管直径要求φ60,壁厚为2.5—3.0mm ;2、竖向支撑长细比不应大于180,常用支撑长度不大于3.1m 的Q235钢的竖向支撑,竖向支撑必须使用插销采用回字型插销,规定直径不小于14mm ;3、作用:支撑梁底板及板底早拆头3钢背楞1、要求规格为□80×40×2.0mm 矩形钢管,钢背楞表面需要做喷漆防锈处理,阴角处为制作成连续直角,背楞变形必须控制在2mm 以内:2、作用:用于增加竖向侧模板刚度的方钢管或其他构件支撑加固系统型材名称型材展示型材规格要求4斜撑组成部分:钢背楞,支撑杆及底座作用:用于竖向模板调直和增加模板刚度和稳定性5对拉螺杆1、当墙厚大于等于600mm 时,对拉螺栓规格不应小于Φ22;墙厚小于600mm 时,对拉螺杆规格不小于Φ18,钢背楞上,对拉螺杆用对的螺母应采用山型螺母,楼板阴角板用六角螺母配搭40×40×4钢垫片;2、作用:用于拉结两竖向模板及背楞6销钉1、销钉宜使用58(长)销钉,销钉直径应为16mm ,槽宽5mm ,长20mm ,销片厚度4mm 建议使用长70mm 的销片,要求正常情况下销片能打入一半。
常用模具单词
模具述语 一、 入水点:gate 入水点/进胶点位置: gate location 水口形式:gate type 大水口/边入水:edge gate (不能自动去除水口) 细水口/针入水: pin-point gate 隧道式入水统称tunnel gate (可自动去除水口) 潜入水(切了一个角的):deadhead tunnel gate 潜入水:sub gate 直接进胶:direct gate 牛角/香蕉入水:Banana gate 水口大小:gate si ze 水口直径:gate diameter 转水口: switching runner/gate 唧嘴直径: sprue diameter 二、流道: runner 热流道: hot runner ,hot manifold 热嘴/冷流道: hot sprue/cold runner 唧嘴直流: direct sprue gate 圆形流道:round(full/half runner 模流分析:mold flow analysis 流道平衡:runner balance 热嘴: hot sprue 热流道板:hot manifold 隔热板:insulator plate 发热管:cartridge heater 探针: thermocouples 插头: connector plug 插座: connector socket 密封/封料: seal 三、运水:water line 喉塞:line plug 喉管:tube 塑胶管:plastic tube 快速接头:jiffy quick connector plug /socker 四、模具零件: mold components 三板模:3-plate mold 二板模:2-plate mold 不用开框的模具:spilt mould 边钉/导边:leader pin/guide pin 边司/导套:bushing/guide bushing 中托司:shoulder guide bushing 中托边L :guide pin 顶针板:ejector plate 撑头: support pillar唧嘴套: sprue bushing挡板:stop plate定位圈:locating ring锁扣:latch扣鸡:parting lock set推杆:push bar栓打螺丝:S.H.S.B顶板:ejector plate活动臂:lever arm分流锥:spure spreader水口司:bush垃圾钉:stop pin隔片:buffle弹簧:spring弹弓柱:spring rod弹弓:die spring中托司:ejector guide bush中托边:ejector guide pin镶针:pin1) 顶针:ejector pin销子:dowel pin波子弹弓:ball catch喉塞: pipe plug锁模块:lock plate斜顶:lifter /Up & Away行位:slide斜顶杆:angle ejector rod尼龙拉勾:parting locks活动臂:lever arm复位键、提前回杆:early return bar气阀:valves斜导边:angle pin术语:terms承压平面平衡:parting surface support balance模排气:parting line venting回针碰料位:return pin and cavity interference 模总高超出啤机规格:mold base shut hight 顶针碰运水:water line interferes with ejector pin料位出上/下模:part from cavith (core) side 模胚原身出:cavity cut on A-plate,前模仁在A 板上切core cut on B-plate 后模仁在B 板上切Insulation Platen both Half 前后模隔热板托板: support plate 螺丝: screw 管钉:dowel pin 开模槽:ply bar scot 撬模槽:mounting corner 内模管位:core/cavity inter-lock 顶针: ejector pin 司筒:ejector sleeve 司筒针:ejector pin 推板:stripper plate 缩呵:movable core,return core core puller 扣机(尼龙拉勾):nylon latch lock 斜顶:lifter 模胚(架): mold base 前模:cavity insert 后模:core insert 模穴:cavity 行位(滑块): slide 镶件:insert 压座/斜鸡:wedge 耐磨板/油板:wedge wear/clamping plate 压条:plate Inbetween heat treatment 应力热处理 Balanced Lifting 吊模桥 Use Lifting Strap only if Thread is at Split Line Level 如果螺牙在分型线上,就要用吊模桥 Dosing stroke 螺杆行程 Dosing hold up 保压转换言之Laser-welding 激光焊aberration 色差atomization 雾化bank mark 斜料纹bite 咬入blacking hole 涂料孔(铸疵)Safety Strap 安全锁Locating Unit 定位装置Nozzle Radius 唧嘴半径 : Flat 平的Slide Retainer 行位定位器Water Cooling Nipple 运水接头Limit Switch for Ejector Platen Balluf or Euchner above 350 to use 2 Switches ,注塑机大于350吨位的情况下顶针板加两个限位开关,350吨以下用一个限位开关Tool Base LKM (Hasco Standard)incl. GuidingPilar and Bushings.模胚 LKM (Hasco 标准)包括导柱和导套。
模具结构概述

专注今天,好好努力,剩下的交给时 间。20 .10.24 20.10 .2412 :1712 :17:3 012:1 7:30Oct-20
牢记安全之责,善谋安全之策,力务 安全之 实。20 20年1 0月24 日星期 六12时 17分3 0秒Sat urday , October 24, 2020
相信相信得力量。20.10.242020年 10月24 日星期 六12 时17分 30秒20 .10.2 4
圆顶
圆顶顶在平 面上
方销用于顶较深的RIB
套筒用于顶 产品BOSS
2.顶出板(块)
3.两段顶出
模具重量计算
计算公式:长*宽*高*7.8(密度)*0.8*0.000001 重量单位为KG
树立质量法制观念、提高全员质量意 识。20 .10.24 20.10 .24Sa turday , October 24, 2020
定位环
三板模图面
脱料板 锁模块 母模仁 公模仁 小拉杆
开闭器 公模板
大拉杆 模角板 上顶出板 下顶出板 下固定板
大拉杆 小拉杆
开闭器
锁模块 母模板
脱料板
上固 定板
上顶 出板
下顶出板
公模板
模角
下固 定板
三板模开模顺序
开模顺序:开模1处 母模板于脱料板打 开(如A图),开模 2处脱料板于上固定 板打开(如B图)
达内信息 (常州)有限公司
模具基础
DA NEI版权所有翻录必究
课程大纲
一.模具基础构造 二.模具常用结构件
一.模具基础构造
按结构分: 一. 二板模 二. 三板模 三. 热浇道系统 四. 公模进胶系统(倒灌模) 按穴数分: 一.单穴模 二.多穴模
塑件注塑模具基础介绍

在模具安裝上成型机時起定位模具用﹐尺寸大 小以成型机注口处定位孔大小为准。 常用規格一般为﹕直径﹕100mm﹐120mm 注﹕模具定位环位置通常为成型机的注口中 心﹐模具设计时需特別注意成型机的注口中心 与定位环中心一致。
三.注口衬套 注口衬套
通常为浇注系统注流道的坚流道部位﹐主要作 用: 1.便于加工流道 2.为减小流体流动时的磨损而更换硬度较好的 钢材。 3.损坏或需调整流道大小便于更换或修模。 4.注口衬套设计时需注意与成型机射嘴配合R角 的大小﹐通常注口衬套R角要大于成型机射嘴R 角﹐以保证注口处不漏胶。 RE>RT(差值约为0.5mm) 成型机射嘴
两板模具结构 板模具结构
停止销 九.停止销(STP)
一‧STP的作用。 1. 减少顶出板与下固定板接触面积,易调整顶出板平面度。 2. 防止顶出板与下固定板直接接触。 二‧STP材质-----S45C, 热处理HRC40°~45° 三‧STP位置的確定。 1. 回位销(RP)下必裝STP,因受力最大,防止变形。 2. STP避免与其它零件干涉, 如SP、EGP、定位孔及顶管。 四‧STP安裝形式。(如下图):
2. 模具有斜销机构且斜销有靠破时, RP底部装弹簧以保護斜销靠破面。 3.RP材质------SUJ2; 热处理HRC60°±2(高频淬火)。
两板模具结构 板模具结构
定位块 八.定位块
定位块作用﹕ 1.定位块用于模具合模时的精确定位﹐从而保护模仁內的插破面。 2.定位块可以起到抵挡射压,防止公母模仁因错位而影响成品质量。 定位块种类﹕ 1.直角定位块主要作用是模具合模时的精确定位﹐从而保护模仁內的插破面。 2.角度定位块主要作用是起到抵挡射压,防止公母模仁因错位而影响成品质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模具概念
兩板模及三板模之介紹
編寫人員:gohoujing
2014/6/1
2014/6/1
現在我們來看一下真實的一組三板模模具照片,參考下面附圖(圖片中為一組具有八根導柱之三板模)
母模側導柱,一般在八根導柱的三板模中,會將母模側之導柱製作成大拉桿,如附圖:
M 8x 15L
拉環
母模側導柱在改成大拉桿時會將公模側襯套取消
小拉桿。
閞閉器
我們可以從上表的比較中很清楚的了解到,兩板模在各方面勻優於三板模,但在模具製作與設計上為什麼還會有三板模的存在?那在設計時應如何作選擇?
三板模的存在主要是因應塑膠成品的外觀及生產上的需求而存在的,以附圖上的成品而言,如果以兩板模進行設計時,有以下兩種進澆方式:
1.第一種進澆方
式是在成品面上
直接大點進澆。
2.第二種進澆方式則從成品非外觀面側向進澆(有個位置可以考慮)。
1
2
2
2014/6/1
2014/6/1
我們可以右邊的三張模流分析中很清楚的看出其所產生的成型問題點有流動不均、壓力不均及充填不足的狀況產生,充填不足就不用說了,在塑料流動不均及壓力不均的情形下,即使是飽模了,成型後的成品將會嚴重變形。
再來便是要考慮成品在成型完畢後的後處理問題(料頭的修剪與成品的組配)及料頭在修剪過後,其所殘留的料頭是否會因突出成品面而與其他相配合之組件交相干涉,進而影響組裝。
充填中
充填完畢
壓力分佈
流料不均
流料不均
充填不足
壓力不均
壓力不均
從附圖中可以清楚的看出,從成品側邊直接進澆。
此時,除了有很明顯的充填不足外,尚有流料不均的情形產生。
在試模時,成形廠會為了將成品射飽而加大成
形的射出壓力及加快射出速度,此時過大的射出壓力,將極有可能造成模具漲模現象,如果模具發生漲模現象,這將會嚴重的影響到模具生產的壽命。
另外,因為側向進澆的原故,在模具設計上勢必將成品擺放在偏離模仁中心的位置,而為了縮小模具尺寸卵大小,必須將模具設計成偏心模;如此,除了模具成本的增加外,另有可能造成成形機台噸充填
不足
充填
不足
2014/6/1
2014/6/1
充填中
充填完畢壓力分佈圖
我們可以右側的三張圖中很明顯的看出其成形狀況與兩板模之間的差異點,流料方面很明顯比單點進澆時平均了許多,充填不足的現象也沒了,在壓力分佈上雖然仍是不夠平均但這部份我們可以利用控制進澆點大小的方式,來調整壓力分佈。
在成形壓力方面,在飽模的狀況下三板模的射壓並沒有高出兩板模多少,主要原因是依這個成品而言,單點進澆較不易塑料之充填。
總結
2014/6/1。