ASTM-D1238中文翻译(熔融流动率、熔融指数、体积流动速率)
熔融指数的含义

熔融指数常用MI表示,现在国际上统一称作熔体流动速率,用MFR表示。
它通常作为热塑性树脂质量控制和热塑性塑料成型工艺条件的参数。
它是热塑性树脂和塑料在规定温度和恒定负荷下,熔体在一定时间内流过标准毛细管的重量值,以克/10分钟来表示。
熔融指数是用以区别各种热塑性材料在熔融状态时流动性的参数。
对同一种树脂,可以用熔融指数比较其分子量的大小,以作为生产质量控制。
一般来说,对化学结构一定的树脂,其熔融指数越小,分子量就越大,则其断裂强度、硬度、韧性、耐老化稳定性等性能都有所提高。
而熔融指数大,分子量就小,成型时的流动性就相应好一些。
聚合物熔融指数的测定

聚合物熔融指数的测定姓名:他雪峰学号:130242119一.实验目的熔融指数是热塑性塑料在一定温度和一定压力下,熔体在十分钟内通过毛细管的重量值,其单位“克/10分钟”,习惯上用“MI”表示。
通过本实验掌握熔融指数的测定方法,并了解热塑性塑料在熔融状态下的流动性大小与分子量的关系。
二.实验原理熔融指数是用来区别各种热塑性聚合物材料在熔融状态时的流动性,对同一种聚合物是可以用熔融指数来比较聚合物分子量大小,同一类型的聚合物(化学结构一定),其熔融指数愈小,分子量就愈高,随着分子量的提高,聚合物的断裂强度﹑硬度﹑韧性﹑耐老化稳定性﹑缺口冲击强度等性能都有所提高。
熔融指数大,分子量就小,加工性能就好一些。
但从熔融指数仪得到的流动性能数据,不能满足成型加工过程中所需要的具体数据,因为熔融指数是在低剪切速率下进行的,即剪切速率为2~50/秒,实际成型加工是在高剪切速率下进行,即5×104~7×104 /秒,两者相差很大。
所以熔融指数只是一个分类的手段,对于某一种热塑性聚合物来说,只有当熔融指数与加工条件,产品性能和经验联系起来才有实际意义。
由于熔融指数测定仪及测试方法的简易性,国内生产的热塑性树脂(尤其是聚烯烃类),常附有熔融指数的指标。
三.仪器及样品1.仪器装置熔融指数仪是一种简易的毛细管式的在低剪切速率下工作的仪器,由主体和加热控温两部分组成,主体结构如下图所示:XYZ—190熔融指数仪的主体结构是本装置的关键部分,主要由砝码,圆筒,活塞,毛细管,直角温度计和加热系统所组成(但本次我们所做的试验已经采用更加先进的自动控温装置,而没有直角温度计)。
圆筒和活塞应是不锈钢制成,同时要求圆筒与活塞头直径之差(间隙)为0.075±0.015毫米。
间隙的大小,都会直接影响测试结果。
毛细管由耐磨损的钨钢材料制成,外径稍小于圆筒内径,以便它能在圆筒孔中自由下落到圆筒底部,毛细管的中心孔径为1.180±0.020毫米,要求直而光滑。
数据熔融指数数据正负公差

数据熔融指数数据正负公差
熔融指数是按照GB/T3682-2000、ASTM D1238-98标准,并参看JB/T5456、ISO1133等类似标准设计制造的用于测定热塑性塑料熔体体积流动速率(MFR)的仪器,测定熔体质量流动速率采用自动取样,天平称量的方式;然后根据公式计算出体积流动速率。
确定试验条件,进行具体试验
a. 如果材料吸潮性比较强,试验前要预处理(例如:PA6 需预进行100℃-2小时烘干处理);
b. 开机,设置温度,待稳定;且设置切料时间;
设定切料时间:按住「设定」键同时,按「清除」键增加设定值或按「启动/停止」键减少设定值,设定完松开「设定」即可。
c. 需要清洁料筒活塞杆,清洁后,将活塞杆插入,还需等待温度稳定;
d. 将活塞杆拔出;
e. 加料,压实(应在1min内完成),重新插入活塞杆;
f. 待4~6分钟(一般4分钟后,温度已开始进入稳定状态);
g. 根据需要加砝码;
h. 如料太多,或下移至起始刻度线太慢,可用手加压或增加砝码加压,使快速达到活塞杆上的测试起始刻线;
i. 计时(按「启动/停止」按键),切样,切割取样应在料杆的上下标记线之间,每到切料的预定时间会发出“嘀”声,此时即可手动切下一段试料,可切数段,一般可取无气泡样段5段为一组,取3-
5组样品;
j. 称重;
k. 计算,取平均值;
熔融指数允许误差0.001,也就是千分之一。
台湾奇美PC-110V聚碳酸酯物性参数表及特征用途

聚碳酸酯PC-110V物性参数表、产品特点、加工方法及应用PC(聚碳酸酯)/PC-110V/台湾奇美,中粘度,内含脱模剂,高韧性、阻燃防火V0级,适用于小型复杂零件。
用途:照明灯具,汽车部件,电子电器,家用电器品名:PC-110V用途级别:通用级特性级别:透明级加工级别:注塑级重要参数:溶体流动速率10g/10min,密度:1.2g/cm³,吸水率:0.2%,成型收缩率:0.6% 产品说明:WONDERLITE PC-110V是一种聚碳酸酯(PC)产品,它可以通过挤出或者注射成型进行加工。
主要特性:阻燃、额定火焰,通过ROHS认证,紫外线稳定。
详细产品特性:主要特点是:高韧性;良好的耐热性;像玻璃一样的透明度、光学性能;高尺寸精度和稳定性;品级可用于注塑成型、挤压成型和吹塑成型;良好的电气属性;拥有AMECA批准的品级;提供食品接触和药用许可品级;提供丰富的阻燃品级。
应用方面:医疗器械、汽车大灯、运动设备、电子产品、DVD、眼镜、建筑门窗和LED照明有什么共同点这些器械与设备都采用了CHIMEI生产的聚碳酸酯,这是一种影响日常生活众多方面的高性能热塑性塑料。
凭借出色的平衡特性,聚碳酸酯是有史以来功能最丰富、最成功的热塑性塑料之一。
注塑参考工艺条件:聚碳酸酯注塑的主要用于制造较精密的、承受较大冲击负荷的中、小型制品。
聚碳酸酯容易吸水,而且成型加工的高温过程的水分还会使聚碳酸酯发生水解和降解,严重影响制品的外观质量和物理、力学性能,因此控制水分含量是保证质量的关键之一。
工艺数值工艺参数数值料筒温度/摄氏度前部270-300 注射压力/MPa 6-14中部270-300 螺杆转度(r/min) 30-120后部240-280 螺杆背压0-10 喷嘴温度270-300 成型周期/s 注射1-25 模具温度70-100 冷却40聚碳酸酯PC-110V牌号的物性资料。
塑料物性表英语汉译对照表
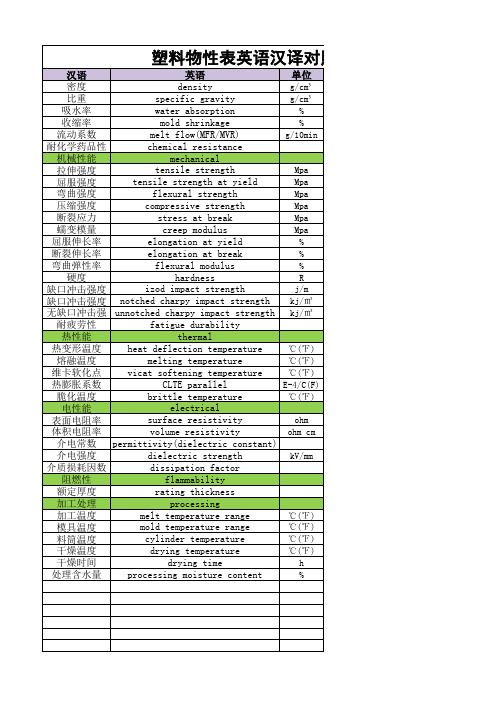
英语 单位 汉语 density g/cm³ 密度 specific gravity g/cm³ 比重 water absorption % 吸水率 mold shrinkage % 收缩率 melt flow(MFR/MVR) g/10min 流动系数 chemical resistance 耐化学药品性 mechanical 机械性能 tensile strength Mpa 拉伸强度 tensile strength at yield Mpa 屈服强度 flexural strength Mpa 弯曲强度 compressive strength Mpa 压缩强度 stress at break Mpa 断裂应力 creep modulus Mpa 蠕变模量 elongation at yield % 屈服伸长率 elongation at break % 断裂伸长率 flexural modulus % 弯曲弹性率 hardness R 硬度 izod impact strength j/m 缺口冲击强度 kj/㎡ 缺口冲击强度 notched charpy impact strength 无缺口冲击强度 unnotched charpy impact strength kj/㎡ fatigue durability 耐疲劳性 thermal 热性能 heat deflection temperature ℃(℉) 热变形温度 melting temperature ℃(℉) 熔融温度 vicat softening temperature ℃(℉) 维卡软化点 CLTE parallel E-4/C(F) 热膨胀系数 brittle temperature ℃(℉) 脆化温度 electrical 电性能 surface resistivity ohm 表面电阻率 volume resistivity ohm cm 体积电阻率 permittivity(dielectric constant) 介电常数 dielectric strength kV/mm 介电强度 dissipation factor 介质损耗因数 flammability 阻燃性 rating thickness 额定厚度 processing 加工处理 melt temperature range ℃(℉) 加工温度 mold temperature range ℃(℉) 模具温度 cylinder temperature ℃(℉) 料筒温度 drying temperature ℃(℉) 干燥温度 drying time h 干燥时间 processing moisture content % 处理含水量
HDPE物性数据表

①原料描述部分规格级别:电缆绝缘料外观颜色:本色用途概述:用于低、中、高速绝缘生产线备注说明:性能:由乙烯、丁烯集合而成的双峰高密度聚乙烯,并含有适量助剂的本色粒料。
因为其分子量呈双峰分布,所以它具有优异的加工性能、很好的力学性能及良好的电性能。
②原料技术数据性能项目试验条件[状态]测试方法测试数据数据单位基本性能密度//0.941-0.959g/cm3熔体流动速率//≤1.0g/10min机械性能拉伸强度//≥19.0MPa 断裂伸长率//≥400%耐环境应力开裂性48h/≤2/10/电气性能介电常数1MHz/≤2.40/体积电阻率//≥1×1013Ω?m①原料描述部分规格级别:挤出级外观颜色:---用途概述:用途:供水管,工业用管子。
备注说明:特性:电子光谱法,高冲击和高强度。
②原料技术数据性能项目试验条件[状态]测试方法测试数据数据单位基本性能熔体流动速率/ASTM D-12380.12g/10min 密度/ASTM D-15050.950g/cm3机械性能屈服拉伸强度/ASTM D-638220Kg/cm2断裂拉伸强度/ASTM D-638390Kg/cm2最终拉伸率/ASTM D-638>500%挠曲强度/ASTM D-7478,500Kg/cm2洛氏硬度/ASTM D-78550R冲击强度/ASTM D-25630kg?cm/cm 耐环境应力破裂/ASTM D-1693>1,000F50hr热性能脆化温度/ASTM D-746<-80℃熔点/ASTM D-2117131℃维卡软化点/ASTM D-1525122℃①原料描述部分规格级别:管材级外观颜色:---用途概述:农业排灌管、热水管、支架备注说明:类型:挤塑②原料技术数据性能项目试验条件[状态]测试方法测试数据数据单位基本性能熔体流动速率//0.15g/10min 密度//0.954g/cm3机械性能拉伸强度//18.0MPa其它性能粉末灰分//0.03%①原料描述部分规格级别:挤出级外观颜色:本色、圆柱状或扁圆状颗粒用途概述:用于制造日用品和各类工、农业用品,如薄膜、中空容器、管道、单丝、延伸带、电绝缘制品等。
塑料熔融指数测试标准
塑料熔融指数测试标准塑料熔融指数是指在一定温度下,通过一定负荷下,塑料在一定时间内熔融的质量或者体积。
塑料熔融指数测试是塑料材料性能测试的重要一环,它可以帮助我们更好地了解塑料的熔融性能,从而指导生产和应用过程中的工艺控制和质量保障。
塑料熔融指数测试标准是为了规范和统一塑料熔融指数测试方法,确保测试结果的准确性和可比性。
目前,国际上常用的塑料熔融指数测试标准有ISO 1133、ASTM D1238等,这些标准都对测试设备、试样制备、测试程序和数据处理等方面做出了详细的规定。
首先,测试设备是塑料熔融指数测试的关键。
常见的测试设备包括熔体指数仪、流动速率仪等,这些设备都需要经过严格的校准和检验,以确保其测试结果的准确性和可靠性。
同时,测试设备的使用和维护也需要按照标准规定的程序进行,避免因设备原因对测试结果产生影响。
其次,试样制备是影响测试结果准确性的另一个重要因素。
在制备试样的过程中,需要严格按照标准规定的尺寸和质量要求进行,避免试样的不均匀性对测试结果产生影响。
同时,在试样制备过程中还需要注意材料的预处理和干燥,以确保试样的物理和化学性能符合测试要求。
测试程序是塑料熔融指数测试的核心环节。
在测试过程中,需要严格控制温度、负荷和时间等测试条件,以确保测试结果的准确性和可重复性。
同时,在测试过程中需要及时记录和处理测试数据,避免因数据处理不当对测试结果产生误差。
最后,数据处理是测试结果的呈现和分析过程。
在数据处理过程中,需要根据标准规定的方法对测试数据进行处理,得出最终的测试结果。
同时,还需要对测试结果进行分析和比对,以确保测试结果的可靠性和准确性。
总的来说,塑料熔融指数测试标准对测试设备、试样制备、测试程序和数据处理等方面都做出了详细的规定,这些规定旨在确保测试结果的准确性和可比性。
因此,在进行塑料熔融指数测试时,需要严格按照标准规定的方法和程序进行,以确保测试结果的可靠性和准确性。
同时,也需要不断完善和更新测试方法,以适应不同塑料材料的测试需求。
MFR的测试问题

口模毛细管被挤出。
塑料熔体流动速率(MFR),以前又称为熔体流动指数(MFI)和熔融指数(MI)。
图11. 1定义熔体流动速率是指热塑性材料在一定的温度和压力下,熔体每10min通过标准口模的质量,单位为g/10min.1.2 影响试验结果的因素a.负荷:加大负荷将使流动速率增加;b.温度:在试样允许的前提下,升高温度将使流动速率增加,如果料筒内的温度分布不均匀,将给流动速率的测试带来很明显的不确定因素;c.关键零件(口模内孔、料筒、活塞杆)的机械制造尺寸精度误差使测试数据大大偏离。
粗糙度达不到要求,也将使测试数据偏小。
2.意义熔体流动速率表征了热塑性聚合物的熔体的流动性能,通过对它的测量可以了解聚合物的分子量及其分布、交联程度,以及加工性能等等。
二.熔体流动速率试验的技术要求由于温度、负荷、机械零件的任何一项偏差,都会导致试验结果的不正确,因此,为了保证试验结果的正确性,必须对这些参数很具体地确定下来。
1.温度由于在本试验中,唯有温度是动态参数,对试验的结果影响也很大,因此对温度的技术参数规定得很细致。
有的厂家生产的各种仪器(还有如恒温槽,维卡软化点,等等)凡有温度指标的,均标上“温控精度”这一项,其实是对用户提供了一个貌似高精度而实则是没有实际意义的指标。
1.1 温度数显准确度。
准确度,这里指数显值与标准温度计之间的差值。
一般来说,只要温控系统具有长期的稳定性和微小的波动,准确度都是可以通过校正来消除误差的。
通常(按国家标准,下同)要求在0.5℃内。
三.1.2 温度波动温度波动,指料筒内不论加料与否、温度稳定后的温度波动情况,这表征了设备的温度控制能力。
1.3 温度长时间稳定性指料筒内不论加料与否,在经过一段长时间,如4h后,温度变化的数值,它表征了温度控制系统抗环境温度变化、抗电源电压变化的能力,以及自身电子系统的漂移。
通常要求不超过1℃。
1.4 温度分布特指料筒内口模上端起50mm长度范围内的温度梯度,反映了料筒内温度的均匀性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
用挤压塑料计测量热塑性塑料熔体流动速率的试验方法1. 范围1.1该测试方法涵盖了熔融树脂挤出流动速率测试方法,通过在精确的温度,载荷,压料杆在料筒位置等条件下,指定长度和直径的口模来定时测量。
1.2程序A是手工切断操作,用于材料流动速率下降至0.15与50g/10min之间的时候。
程序B是自动定时测量流动速率,用于材料流动速率在0.5至900g/min。
通过两个程序,压料杆的行程在定时测量过程中几乎一致,压料杆位于口模以上46~20.6mm。
通过这些程序多次循环测量描述的几种材料可以得到流动速率对比。
1.3.1 计算熔融体积流动速率及熔融质量流动速率的规定。
Note1——如果定时器可以定时最短时间达到0.01s. 反复循环测试表明测试方法适合流动速率最大为1500g/10min,Note2——测试方法和ISO 1133-1991年在技术上是相当的。
2. 参考文献:略3. 术语:略4. 意义及使用4.1本试验方法是特别适用于热塑性塑料的品质管控测试。
Note3——塑料流率小于0.15或大于900g/10min的程序可以测试,但在这个测试方法中,高精度的数据还没有被开发出来。
4.2 该测试方法用于流动速率显示一致且采用单一加工制造的塑料,这种情况可能其他性能也显示一致。
但是,多种不同加工制造出的塑料即使流动性一致,在其他试验中也不会显示其他性能一致。
4.3由挤出塑料计测量得到的流动速率并不是塑料的本质属性,它只是经验性定义了影响塑料物理性能和分子结构的关键参数,熔融树脂的流变特性基于一些变量,由于在大规模加工中,这些变量的值会发生改变,因此测试结果与加工方式可能并不直接联系。
4.4 在8.2列下的任何条件,一种材料的流动速率都可能被测量。
如果大于一个条件被使用,就可以获得材料的另一个特征。
如果用到两个条件,可以获得两种不同条件下流动速率比(FRR)。
5. 设备5.1 挤塑计5.1.1 该设备应该是一个固定重量的压料杆塑料计包含恒温控制加热的钢料筒,底部口模和固定质量的压料杆在料筒中操作。
塑料挤出计最基本的特征在图1和图2中显示,5.2-5.8描述,所有尺寸测量时应该保证测量物在23±5°C温度下。
5.1.2 各个组成部分的设计安排相对小的变化已经被证实可以造成不同实验室测试结果的不同。
因此实验室间设计高度一致性,严格遵循本文的描述非常重要,除非已经认定不会影响测试结果的一些改变。
5.2 料筒钢制料筒直径50.8mm,长162mm,带直径为9.5504±0.0076mm直孔,距料筒中心轴4.8mm. 安装热传感器(温度调节器,如图所示,热敏电阻等)并须设温度计如图1所示。
料筒底部应附3.2mm钢板固定口模。
钢板开孔,位于口模中间,从下面锪孔,允许自由通过的挤出物。
料筒顶部至少需要2颗6.4mm高强度螺丝(径向定位在正对所施加载荷),或通过至少两个直径10毫米的棒材拧入气缸侧边达到支撑作用。
图1所示,令人满意的料筒类型尺寸。
料筒钻孔应该完成生产中已知技术的12个有效值,或优于ANSI B46.1规定。
5.3口模口模外侧应该可以在料筒9.5504±0.0076mm的孔中自由落入底部。
口模应该有直径2.0955± 0.0051mm,长8.000± 0.025mm的钻孔。
钻孔及表面处理很关键,它应无明显的钻或其他工具痕迹,口模钻孔应该完成生产中已知技术的12个有效值,或优于ANSI B46.1规定。
没有检出偏心。
5.4压料杆5.4.1 压料杆由钢制成,顶部装有绝缘套,防止热传导。
压料杆压头直径9.4742 ±0.0076mm,长6.35±0.13mm.压料杆设计应包含压头的更换,比如在地上做螺纹和平面相间结构。
压头上,绝缘套结构直径不大于8.915mm。
压料杆底部应满足12个有效值。
如果容易磨损或腐蚀,压料杆应该为不锈钢或并配有一个可拆卸的脚,便于更换。
5.4.2活塞应刻上两个标注,距离4毫米,在这个设计中,下标线与料筒的顶部或其他合适位置对齐。
压料杆的底部在口模以上48mm.5.4.3压料杆的自重与载荷应该在所选择的载荷±5%的误差以内。
5.5加热器5.5.1设备必须有一个可以加热的加热器,保证测试过程中口模以上10mm处的温度保持在期望温度±0.2℃。
温度隔绝区,从距口模以上10mm至75mm;必须保证温度在设定温度±1℃5.5.2校准装置的温度指示装置是靠光计探头型热电偶或具有长度较小的铂电阻温度传感器。
热电偶应被装在直径约1.6毫米的金属护套,其热连接至护套底部。
从料筒的顶端插入温度传感器,保证所测温度在口模以上10±1mm的温度。
所用温度传感器应该具有0.005mV的灵敏度,或者温度读数的灵敏度达到0.1℃。
通过口模以上75mm处温度校核。
一种可以替换技术是使用热电偶护套或铂电阻温度传感器(顶部直径9.4±0.1mm)在没有材料的钻孔中校核。
图3显示了温度显示仪器校核。
5.5.3热应由电动带式加热器(S)加热至覆盖料筒的整个长度。
加热器(S)可能单层或多层元件,这取决于制造商的控制装置。
加热器(s),加上控制系统必须能够将温度保持在所要求的± 0.2℃下的设定点。
温度传感器和读出设备必须进行校准可溯源的国家标准5.6温度控制器控制器的类型和传感器必须能够满足所要求的控制5.7温度计温度计有4℃的量程,0.2℃的刻度去显示温度,温度不一定是测量口模以上10mm材料的温度,也可以间接测量热电偶或铂电阻温度传感器的温度。
见5.5.2对测试方法的描述。
6. 测试样品6.1测试样品可以是可以放入料筒钻孔内的任一规格。
比如粉尘,颗粒,带或层状,块状。
粗加工成品或将粉尘制成球状会更加理想。
7. 测试条件7.1多数热塑性材料在测试前不需要定义条件,但含挥发性物质的材料,是化学反应,或具有特殊需要适当的调试处理。
水分不仅影响流动速率测量的重复性,一些材料类型,水分在高温下可以加速降解。
所以测试前要检查材料的规格。
见D618合适条件实践。
8. 程序条件8.1表1给出测试的标准条件,测试条件显示为:条件:__/__,前一个显示是温度,后一个是质量单位为Kg.8.2以下列表时被承认的材料的测试条件;8.3如果一个以上的条件,使用的材料是聚乙烯,测定流动速率比(FRR)被发现是有用的。
FRR是一种无量纲数等于流速条件190/10除以流速条件190/2.16。
9程序A——手工操作1. 根据材料的规格(流动速率在0.15至50g/10min)从表一中选择温度及载荷.2. 保证挤塑机钻孔在垂直方向对齐。
3. 检查口模和设备是否清洁,若不清洁见9.114. 在测试前检查钻孔直径尺寸,根据5.3频繁的检查口模直径是否在公差范围内(测试温度23±5℃)5. 根据5.5.1规定校核温度是否稳定在测试温度±0.2℃。
6. 插入口模和压料杆,测试开始前,料筒、压料杆、口模的温度必须稳定在正确测试温度内15分钟。
如果重新使用,则不必保证15分钟。
7. 拆除压料杆,放置绝缘表面,根据表2不同的流动速率在1min内加入响应的重量的样品,重新插入压料杆。
8. 允许时间为材料软化并开始熔融,清除溢出材料,使得压料杆行程下标线位于起始位置保持7.0±0.5min(从装料结束后计时)。
由于材料流动速率不大于10g/10min,清除在实验开始后至少2min完成9. 对于流动速率大于10g/10min的材料,初次清除后必须使用砝码。
在装料完成实验开始的7±0.5min的时间内不得加砝码。
压料杆/砝码长度方向的下标线距离顶部导向机套25mm.10. 所有测试,当压料杆到达标示位置保持7.0±0.5min后,开始定时收集挤料,否则丢弃切段,清除挤料重新测试,或改变砝码质量.实验要求挤料压杆上标线线高于料筒, 下标线在料筒中.当下标线达到料筒顶部,将计时器归0,开启计时器当位置达到要求,切取第一个切取段.根据表2时间间隔,切取直至最后一个切取段.收集定时挤料,如果挤料有明显的气泡,丢弃测试结果,重新测试11. 去除剩余的样品料,将口模从料筒的顶部取出,取出压料杆后,用布彻底清洗料筒.口模需用溶解残余物的溶剂去清洗.更好的方法是在氮气氛围中热解残余物.将口模放置管道燃烧火炉或其他的设备中加热至550±10℃,使用少量氮清洗口模.这种清洗方法比火焰或溶剂清洗更好,更快。
在某些情况下,材料给定类的有类似的流动特性是连续测试,临时口模清洗可能是不必要的。
在这种情况下, 如果这一步是避免。
然而,清洗效果在流率测定必须证明可以忽略不计。
12. 待样品冷却,称重,精确至1mg.13. 用挤料的质量乘以表2中的合适因子,得到每10分钟流出的质量。
14. 如果样品的流动速率在表2定义范围的边界,与其他时间段有细微的不同,但更长时间段获得数值应该作为最终值。
10程序B—自动定时流动速率测量10.1设备10.1.1 塑料挤出计及附属设备在4部分及以下10.1.2 定时设备应该是电子的,光学的或机械时间压料杆运动,行程范围制定,系统要求如下10.1.2.1 压料杆行程时间显示为0.01s10.1.2.2 压料杆行程在现有名义值的±0.4%,用于流动速率的计算10.1.2.3载荷的任何影响因素必须在5.4.3规定的可允许的公差范围内10.1.2.4对于流动速率达到10g/10min,现有或设置的压料杆行程应该为6.35±0.25mm 10.1.2.5对于流动速率大于10g/10min,现有或设置的压料杆行程应该为25.4±0.25mm10.1.2.6为保证实验室内部重复测试,定时设备应装在料筒合适的位置,目前定义的位置时口模以上46±2mm至20.6±2mm10.1.2.7按照5.2-5.4和图1和2检查口模,料筒和位置尺寸。
10.2程序1. 参照表1,按照材料的规格选择温度和载荷条件2. 试验前,检查口模钻孔直径及位置,频繁检查口模直径是否在5.3定义的公差范围内3. 保证挤塑机的钻孔在垂直方向对中4. 检查设备及口模是否清洁,如不清洁,见9.11和note145. 试验开始前,检查口模钻孔直径及位置,频繁检查口模直径是否在5.3定义的公差范围内6. 校核温度,使其稳定在5.5.1规定的温度±0.2℃范围内7. 插入口模和压料杆,装有口模和压料杆的料筒保温时间为15min,如果设备是重复使用,则没有必要保温15min8. 对于流动速率为10g/10min的材料调整行程为6.35±0.25mm。