110t冲床参数
NTC-80、110、160 吨高精密冲床技术资料
技术方案NTC-80、110、160 吨高精密冲床南通锻压设备股份有限公司2013年7月1 综述本高精密冲床是我公司根据市场需求和发展方向,集合国外先进的设计工而成,具有精持好,机床钢性强的特点,适用于冲孔、落料、浅拉伸等加工。
附机器照片:地址:江苏省如皋经济开发区柴湾工业园区ADD:Chaiwan Industrial Zone,Rugao City,Jangsu Province,P.R.China地址:江苏省如皋经济开发区柴湾工业园区ADD:Chaiwan Industrial Zone,Rugao City,Jangsu Province,P.R.China主要结构及技术性能情况1.1机身采用高质Q235A钢板焊接结构,熱时效消除内应力处理,钢性好,机身加工是采用进口机床(捷克落地镗床)一次装夹加工完成,主要传动轴承采用合金铜,经液氮速冻后再组入机身,让它在一定时间内膨胀到二者合一后,进行精加工。
所以精度完全保证在0.03mm之内。
底脚配置减震垫,具有高强的减震效果。
1.2曲轴纵放,结构紧凑,外形美观;材质为42CrMo锻打而成、后经专业检测仪器对材料进行探视,确保材质及密度达标,完成强度检验后,再经过调质、高频处理、精密研磨加工而成,完全精度保证在0.01mm之内。
1.3滑块采用高质原材料铸造结构,具有极高的吸震效果。
经回火消除内应力处理。
采用六面体矩形导轨,导轨材质均采用合金铜,耐磨性高、稳定性好、精度高。
装模高度调节装置:封闭式高度电动调节,滑块装模高度的显示精度为0.1mm。
内置传动涡轮,确保在调节模高时的平稳度和精度。
滑块内采用日本昭和液压过载保护装置:气液式超过额定吨位约10%产生过载反应,滑块自动停止,确保机身等主要部件不受任何损坏。
采用气动平衡缸来平衡滑块及上模的重量,稳定性强、精度保持性好;1.4采用意大利进口气动组合式摩擦离合器——制动器,为低惯量干式离合器、制动器、双阀故障检测。
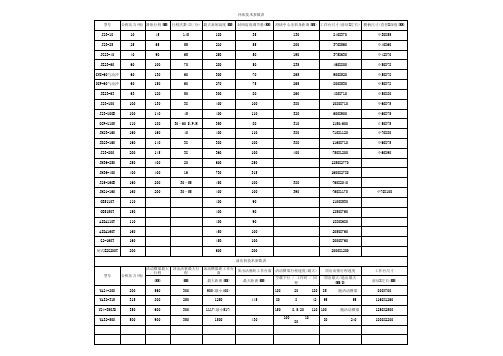
冲床规格参数一览表
制表﹕劉小波
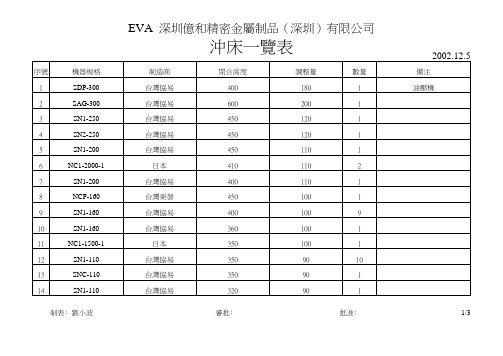
EVA 深圳億和精密金屬制品(深圳)有限公司
沖床一覽表
制造商 台灣協易 台灣協易 台灣協易 台灣協易 台灣協易
日本 台灣協易 台灣東發 台灣協易 台灣協易
日本 台灣協易 台灣協易 台灣協易
閉合高度 400 600 450 450 450 410 400 450 400 360 350 350 350 320
閉合高度 320 360 330 300 300
300 300 270 305 270 270 250
調整量 90 80 80 80 80
70 70 70 70 60 60 60
數量 2 2 12 1 1 5 7 10 1 2 1 7 1 3
2002.12.5
備注
審批﹕______________
批准﹕_______________
2/3
序號 29 30 31 32 33 34 35 36 37 38 39 40 41 42
機器規格 SAP-H-40 JB23-40 OBS35-3
SN1-35 PUX25-KRC
J23-25 SAP-H-20
16T 16T
制表﹕劉小波
EVA 深圳億和精密金屬制品(深圳)有限公司
沖床一覽表
制造商 台灣協易 上海二鍛 日本小松 台灣協易
機器規格 NC1-1100-1
NCP-110 SN1-80 SN1-80 NC1-800-1 JB23-63A JB23-63 SN1-60 SNC-60 SN1-60 DOBBY-60 SN1-45 SNC-45 OBS45-3
制表﹕劉小波
EVA 深圳億和精密金屬制品(深圳)有限公司
沖床一覽表
制造商 日本 台灣東發 台灣協易 台灣協易 日本 上海二鍛 上海二鍛 台灣協易 台灣協易 台灣協易 日本 台灣協易 台灣協易 日本
冲床技术参数表
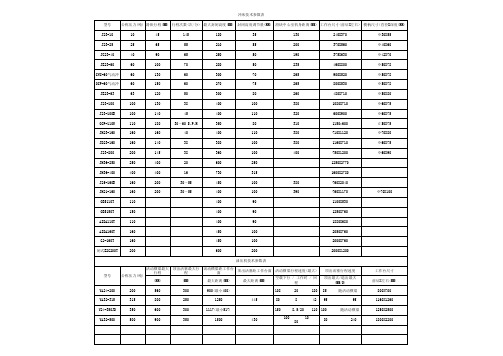
顶出活塞最大行 程
(MM)
活动横梁距工作台 面
最大距离(MM)
顶出活塞距工作台面 最大距离(MM)
活动横梁行程速度(最大)
空载下行 / 工作时 / 回 程
200
560
300
900(最小400)
108
20
180
顶出活塞行程速度
顶出最大/退出最大 (MM/S)
85
随活动横梁
工作台尺寸 前后X左右(MM)
Ф50X78
JE23-63
63
120
50
300
80
260
480X710
Ф50X80
J23-100
100
130
38
400
100
380
1080X710
Ф60X75
J23-100B
100
140
45
400
110
320
600X900
Ф60X75
OCP-110N
110
180
30~60 S.P.M
350
80
310
800X700
YA32-315
315
800
250
1250
445
80
8
42 95
95
1160X1260
Y24-350JD
350
600
YA32-500
500
900
300
1117(最小517)
350
1500
150
8.5/20 110 100
随活动横梁
1250X2500
430
100
10
80
80
冲床技术参数解释

冲床技术参数解释J23系列开式双柱可倾压力机J21系列开式双柱固定台压力机,主要参数说明以下几个问题:1反映了一台压力机的工艺能力和加工零件的尺寸范围2反映压力机生产效率3是设计压力机重要依据4用户根据成型工艺要求和生产率选择压力机参数是否合适1、公称压力滑块离下死点某一特定距离(公称力行程)或曲柄转角离下死点前某一特定角度(公称压力角)时,滑块上所有容许承受的最大作用力。
例如:J21-110,1100千牛开式单点压力机,公称力1100千牛,公称力行程S P离下死点距离为5mm。
公称力是压力机主要工作性能参数,是计算压力机零件强度和刚度基本根据压力机受力零件可以分成三类:一类零件——床身、滑块、连杆、调节螺杆和保险块,此类零件的强度和刚度按公称力设计,它的强度和刚度不受曲柄转角变化而变化,作用力常数。
二类零件——齿轮、传动轴和离合器制动器、旋转零件,此类零件的强度与刚度,按公称力作用下产生的公称扭矩设计的,它的零件强度和刚度随着曲柄转角变化而变化。
扭矩为常数(忽略弯距的影响)三类零件——曲轴,它的强度于刚度既要考虑公称力作用下的弯距,又要考虑曲轴传递的扭矩,属于弯扭联合作用,所以曲轴强度也是随着曲柄转角变化而变化。
根据以上三种零件的强度可以绘制出滑块允许负荷图,用户厂的加工零件的工艺负荷图不能超过滑块允许负荷图曲线之外,否则会损坏压力机零件。
举例说明:Sp=5mm(α=18度)——离下死点距离为5mm时产生公称力(吨位)S P<S ;S>S P当公称行程S在这两种情况下压力机有关零件受力情况有所不同2、滑块行程滑块行程指滑块从上死点到下死点所经过的距离,行程是曲轴偏心的2倍1滑块行程大小,随着工艺用途和公称力的不同而变化,落料与冲孔工序一般不需要大的滑块行程。
2浅拉伸要求滑块行程大点,此时滑块行程一般不应小于拉伸件高度的3倍,此外还要考虑到上模在上死点时不与模具导柱脱开。
3大吨位的压力机一般都有工件顶出装置,为了使工件在顶出过程中不损坏工件而且便于取出,滑块行程也要增加。
冲压设备110T操作规程
110T冲床操作指导书 冲床操作指导书
• 寸动
适用情况:模具调试和模具拆卸 适用情况 模具调试和模具拆卸 6.把电器箱上的“动作选择”旋钮旋转到“寸动”位置 把电器箱上的“ 把电器箱上的 动作选择”旋钮旋转到“寸动”
110T冲床操作指导书 冲床操作指导书
• 冲床的气动
4.把冲床后面的气源阀打开(手柄与阀 平行表示开启,手柄与阀垂直表示关 闭) 把冲床后面的气源阀打开( 平行表示开启, 把冲床后面的气源阀打开
手柄与阀平行表 示开启
手柄与阀垂直表示 关闭
110T冲床操作指导书 冲床操作指导书
• 冲床的轉动 冲床的轉
“双手动”按钮 双手动”
110T冲床操作指导书 冲床操作指导书
• 冲ቤተ መጻሕፍቲ ባይዱ操作安全注意事项
• • 必須單人單機操作,不得己需多人工作時 放工件 操作冲床、 放工件、 必須單人單機操作,不得己需多人工作時,放工件、操作冲床、取工件动作一定要配合 操作 好; 绝对禁止同时冲裁两张板料或两个工件,经常检查模具情况, 绝对禁止同时冲裁两张板料或两个工件,经常检查模具情况,不得将刚性物体置于冲 压区。 压区。
5.旋转操作台上 的总停按钮,该按钮会弹起(按钮上有 旋转操作台上 的总停按钮,该按钮会弹起( 箭头指示)并按下“异常复归 复归” 箭头指示)并按下“异常复归”按钮
110T冲床操作指导书 冲床操作指导书
6..两手同时按下“双手动”按钮,工作台面向上运动,双手放开按钮工作 两手同时按下“双手动”按钮,工作台面向上运动, 两手同时按下 台面就停止运动(可以在任何位置停止),通过双手点动到上死點 ),通过双手点动 台面就停止运动(可以在任何位置停止),通过双手点动到上死點
冲压操作规程

最低油位
齿轮箱油位线
最低油位
冲床操作
• 冲床的启动
1电器箱总开关轉到ON 2.电器箱上的“电源” 旋钮旋转到 “ON”位置
3.电器箱上的“主馬達” 旋钮旋转到 “正”位置
冲床操作
• 冲床的气动
4.把冲床后面的气源阀打开(手柄与阀 平行表示开启,手柄与阀垂直表示关 闭)
手柄与阀平行表 示开启
手柄与阀垂直表示 关闭
冲床操作规程
冲床操作
• 开机前的检查
1. 检查离合器(0.5~0.6MPa左右)和平衡器的压力(0.3~0.5MPa左右) 是否在规定的范围内;
离合器(0.5~0.6MPa左右)
平衡器的压力(0.3~0.5MPa左右)
冲床操作
• 开机前的检查
2. 检查冲床油雾器、齿轮箱、湿式离合器、润滑油泵的油面是否在油标线的范 围内;
冲床操作
• 冲床的轉动
5.按下主馬逹運轉按钮,馬逹开始启动
冲床操作
• 寸动
适用情况:模具调试和模具拆卸 6.把电器箱上的“动作选择”旋钮旋转到“寸动”位置
7.旋转操作台上 的总停按钮,该按钮会弹起(按钮上有 箭头指示)并按下“异常复归”按钮
冲床操作
• 8.两手同时按下“双手动”按钮,工作台面向下运动,双手放开按钮工作 台面就停止运动(可以在任何位置停止),通过双手点动来完成整个 模具拆卸和调试过程。
“双手动”按钮
冲床操作
• 上工作台面的调整
适用情况:调整冲床的行程 9.根据模具高度需要,把電器箱上的 “滑块调整”切至ON,再視需求按滑塊上升 或下降
10.需注意裝模高度調整範圍270mm-350mm
冲床操作
• 安全一行程
适用情况:在模具调试完毕后,进行生产 11把电器箱上的“动作选择”旋钮旋转到“安全一行程”位置;
冲床技术参数表
【推荐】-冲压作业指导书范例
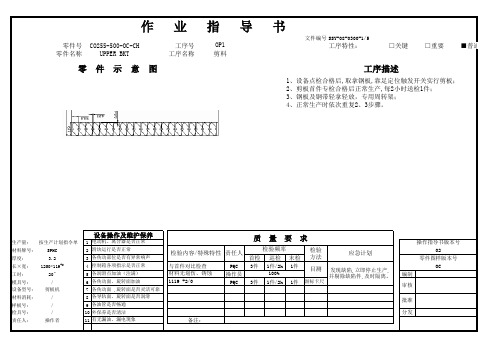
文件编号SSY-08-0300-1/5
零件号工序号工序特性: □关键 □重要 ■普通
零件名称工序名称1、设备点检合格后,取拿钢板,靠足定位触发开关实行剪板;2、剪板首件专检合格后正常生产,每2小时送检1件;3、钢板及钢带轻拿轻放,专用周转架;4、正常生产时依次重复2、3步骤。
生产量:按生产计划指令单
1材料牌号:SPHC 2厚度: 3.23首检巡检末检
长×宽:1250*119+2
4PQC 3件1件/2h 1件工时:20"5操作员编制
模具号:/6PQC
3件
1件/2h
1件
游标卡尺
设备型号:剪板机7材料消耗:/8样板号:/9检具号:/10分发
责任人:
操作者
11零 件 示 意 图工序描述
质 量 要 求
检验内容/特殊特性应急计划
发现缺陷,立即停止生产,并剔除缺陷件,及时隔离。
审核批准责任人
检验方法有无漏油、漏电现象
备注:
各油管是否畅通外保养是否清洁各传动面、旋转面加油
1119 +2/0
各传动面 ,旋转面是否灵活可靠各导轨面、旋转面是否润滑控制箱各项指示是否正常与首件对比检查OC
各润滑点加油(注满)材料无划伤、锈蚀100%目测
电动机、离合器是否正常操作指导书版本号
滑块运行是否正常检验频率
02
各传动部位是否有异常响声零件图样版本号
CO255-500-OC-CH
OP1UPPER BKT 剪料
设备操作及维护保养
□关键□重要■普通
□关键□重要■普通
□关键■重要□普通
□关键■重要□普通□关键■重要□普通。