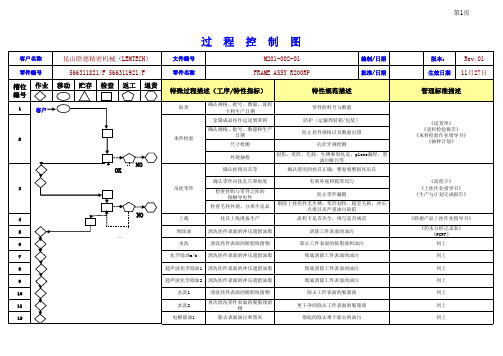
电镀工艺流程图
电镀过程流程图
41
品质检验
42 43 44
产品包装 出货检验 物流送货
客户
确保100%数量及规范包装;安全垛放,防潮和防冲 击 抽查数量,外观,孔径,牙孔和包装; 每批零件最终出厂抽查 妥善出货运输 包装箱,标签齐全;流程卡填 1.包装外箱完好无破损 写规范;数量一致. 2.标签齐全料号无错误
�
同上
27
碱性挂镀锌 镀液温度20~40℃ 电流密度jk=2--4A/dm2 阴极移动
《工艺参数记录表》 《PCPF》 《化验室分析记录表》 《品质检查日报表》
第3页
客户名称 零件编号
昆山联德精密机械(LEMTECH) 566311821/F 566311921/F 移动 贮存 检查 返工 退货
文件编号 零件名称
管理标准描述
《药水分析记录表》 《PCPF》 同上 同上 同上 同上 同上 同上 同上 同上 同上 同上 同上 《工
除去工件表面的油污和黑灰 除去零件表面的氧化皮和锈蚀 除去工件表面的残留酸液 更干净的除去工件表面的残留产物和带出液 除去浸酸后附在表面的黑灰 除去工件表面的脱脂液和电解产物 彻底除去工件表面的油污和黑灰 使零件露出铁材新鲜的表面 除去工件表面的残留酸液 更干净的除去工件表面的残留产物和带出液 确保纯水水质;彻底清除工件表面的杂质 控制零件暴露在空气中的时间,管控结合力 使零件表面保持润湿性 严格控制锌的浓度,有利于控制膜厚 氢氧化钠浓度影响沉积速度和膜厚均匀 控制碳酸钠的浓度影响电流效率 有助于漆液的稳定性,沉积速度和镀层外观 控制整流范围,确保电镀电流外观和膜厚 控制阴极速度;确保零件气泡不残留在零件表面
2
来件检验
《送货单》 《进料检验报告》 《来料检验作业指导书》 《抽样计划》
电镀车间工艺流程图
电镀车间工艺流程图一、引言电镀车间是一种常见的表面处理工艺,用于改善金属制品的外观和性能。
本文将详细介绍电镀车间的工艺流程图,包括前处理、电镀过程和后处理等环节。
二、前处理1. 清洗将待处理的金属制品放入清洗槽中,使用适当的清洗剂进行清洗,去除表面的油污和杂质。
2. 酸洗经过清洗后,将金属制品放入酸洗槽中,使用酸性溶液进行酸洗,去除表面的氧化层和锈蚀物。
3. 洗净酸洗后,将金属制品进行充分的冲洗,以去除残留的酸性溶液。
4. 预处理将洗净后的金属制品进行预处理,包括脱脂、除锈和活化等步骤,以提高电镀层的附着力和均匀性。
三、电镀过程1. 阳极处理将预处理后的金属制品作为阳极,放入电解槽中,与阴极(一般为铅板)相连,通过电流的作用,在金属制品表面形成一层金属阳离子。
2. 电镀将电解槽中的电镀液(含有金属盐溶液)注入,通过电流的作用,金属阳离子在金属制品表面还原为金属原子,并沉积在金属制品表面,形成均匀的电镀层。
3. 控制在电镀过程中,需要控制电流密度、电镀液温度、搅拌速度等参数,以确保电镀层的质量和厚度符合要求。
四、后处理1. 清洗将电镀后的金属制品进行清洗,去除表面的电镀液和杂质。
2. 中和清洗后,将金属制品放入中和槽中,使用中和剂进行中和处理,以去除电镀过程中产生的酸碱残留物。
3. 干燥中和后,将金属制品进行干燥处理,以去除表面的水分,防止腐蚀和氧化。
4. 检验对电镀后的金属制品进行质量检验,包括外观检查、厚度测量和附着力测试等,确保电镀层符合要求。
五、总结电镀车间的工艺流程图包括前处理、电镀过程和后处理等环节。
通过清洗、酸洗、预处理、阳极处理、电镀和后处理等步骤,可以获得具有良好外观和性能的电镀层。
在整个过程中,需要严格控制各项参数,以确保电镀层的质量和厚度符合要求。
电镀镍工艺流程图

电镀镍工艺流程图电镀镍工艺流程图电镀镍是一种将镍金属沉积在金属或非金属基体上的表面处理方法,常用于提高材料的耐腐蚀性、耐磨性和美观性。
下面是一种常见的电镀镍工艺流程图。
1. 表面处理:首先,将待镀件进行表面处理。
这一步包括清洗、除油和除锈等工序。
清洗过程可以使用碱性清洗液或有机溶剂来去除杂质和油脂。
除锈则需要使用酸性清洗液,以去除表面的氧化层。
2. 镀前处理:在进行镀前处理之前,需要彻底清洗待镀件,以确保表面干净无杂质。
镀前处理的目的是为了提高镀层的附着力。
这一步可以使用活化剂、活性剂或特定的湿润剂来处理。
3. 镀液配制:根据需要,制备相应的镀液。
一般镀液的主要组成成分包括:硫酸镍、硫酸、硼酸、氯化物和添加剂等。
不同的配方可以获得不同功能镀层,如亮镍、半亮镍等。
4. 镀液调制:将配制好的镀液倒入电镀槽中,调整温度和pH 值。
温度的调节通常在50-60℃之间,pH值的调节则视具体的镀液配方来决定。
5. 镀层形成:将待镀件悬挂在镀液中,使其成为阴极。
通过对镀液通入直流电流,并调整电流密度,镀液中的金属离子将被还原为金属沉积在待镀件的表面上,形成一个坚固的金属镀层。
在此过程中,还可以应用一些特定的电化学技术,如脉冲电流、阳极活化等,以获得更理想的镀层。
6. 后处理:镀层形成后,将待镀件从镀液中取出,进行洗涤、中和和干燥等后处理。
洗涤的目的是将镀液中的残留物质去除,中和则是为了中和待镀件表面的电荷,以避免漏电。
最后,通过烘干或空气吹干等手段,将待镀件彻底干燥。
7. 检验和质量控制:最后,对镀件进行检验。
主要包括对镀层厚度、均匀性和外观的评估。
通过使用镀层测厚仪、显微镜等设备,检查表面是否有均匀的镀层,并确保符合要求的厚度。
以上是一种常见的电镀镍工艺流程图。
根据不同的需求和具体条件,实际的镀镍工艺流程可能会有所不同。
在整个工艺过程中,严格控制各个环节的操作,确保质量稳定和镀层性能的达到要求,是关键所在。
电镀车间工艺流程图

电镀车间工艺流程图一、引言电镀车间是一种常见的表面处理工艺,用于改善金属制品的耐腐蚀性、外观和机械性能。
本文将详细介绍电镀车间的工艺流程图,包括前处理、电镀和后处理等环节。
二、前处理1. 表面清洁在进行电镀之前,需要对金属制品进行表面清洁,以去除油污、灰尘和氧化物等杂质。
常用的清洁方法包括机械清洗、化学清洗和超声波清洗等。
2. 酸洗酸洗是一种常用的前处理方法,用于去除金属表面的氧化物和锈蚀物。
通常使用稀硫酸、盐酸或者硝酸进行酸洗,可以有效提高电镀的附着力和光泽度。
3. 除锈对于带有锈蚀的金属制品,需要进行除锈处理。
常用的方法包括机械除锈、化学除锈和电解除锈等。
三、电镀1. 镀层选择根据金属制品的要求和用途,选择适当的电镀材料和镀层类型。
常见的电镀材料包括镀铬、镀镍、镀锌和镀铜等。
2. 预处理在进行电镀之前,需要对金属制品进行预处理,以提高电镀的附着力和平整度。
常用的预处理方法包括活化处理、酸洗和中和等。
3. 电镀电镀是将金属离子还原成金属,并在金属制品表面形成一层均匀的镀层的过程。
通常使用电解槽进行电镀,其中包含电解液和电极。
四、后处理1. 清洗在电镀完成后,需要对金属制品进行清洗,以去除电解液和其他残留物。
常用的清洗方法包括水洗、酸洗和中和等。
2. 抛光抛光是提高金属制品表面光泽度和平整度的一种方法。
常用的抛光方法包括机械抛光、化学抛光和电解抛光等。
3. 检验对电镀后的金属制品进行检验,以确保镀层的质量和性能符合要求。
常用的检验方法包括外观检查、厚度测量和附着力测试等。
五、安全注意事项在进行电镀车间工艺流程时,需要注意以下安全事项:1. 穿戴防护服和防护手套,以避免与化学物品接触。
2. 使用通风设备,保持车间空气流通。
3. 严禁吸烟和使用明火。
4. 对废液进行妥善处理,避免对环境造成污染。
六、总结电镀车间工艺流程图包括前处理、电镀和后处理等环节。
通过表面清洁、酸洗、除锈、电镀、清洗、抛光和检验等步骤,可以获得具有良好附着力、光泽度和耐腐蚀性的电镀层。
电镀车间工艺流程图
电镀车间工艺流程图一、引言电镀车间是一种常见的表面处理工艺,用于改善金属材料的外观和性能。
本文将详细介绍电镀车间的工艺流程图,包括前处理、电镀处理和后处理等环节。
二、前处理1. 清洗在开始电镀处理之前,需要对金属材料进行清洗,以去除表面的油污、灰尘和其他杂质。
清洗可以采用化学清洗或机械清洗的方法,根据金属材料的特性选择适当的清洗剂和设备。
2. 酸洗酸洗是清洗的一种特殊形式,主要用于去除金属表面的氧化层和锈蚀。
酸洗一般使用稀硫酸、盐酸或硝酸等酸性溶液,通过浸泡或喷洗的方式进行处理。
3. 除油除油是指去除金属表面的油污,以保证电镀层的附着力和质量。
除油可以采用溶剂洗涤、碱性清洗或电解除油的方法进行。
4. 防锈在前处理阶段,还需要对金属材料进行防锈处理,以防止金属表面再次氧化和锈蚀。
常用的防锈方法包括涂覆防锈剂、热镀锌或电镀锌等。
三、电镀处理1. 预处理在进行电镀处理之前,需要对金属材料进行预处理,以提高电镀层的附着力和均匀性。
预处理包括活化、酸洗、中和、水洗等步骤,具体方法根据金属材料和电镀液的要求而定。
2. 电镀电镀是将金属材料浸入含有金属离子的电解液中,通过电流作用使金属离子还原成金属,形成均匀、致密的电镀层。
电镀液的种类和配方根据所需的电镀金属而定,常见的电镀金属有镀铬、镀镍、镀铜等。
3. 电解涂漆电解涂漆是在电镀层上涂覆一层保护漆,以提高电镀件的耐腐蚀性和外观质量。
电解涂漆一般采用浸渍法或喷涂法进行,常用的涂漆材料有有机漆、无机漆等。
四、后处理1. 清洗在电镀处理完成后,需要对电镀件进行清洗,以去除电镀过程中产生的残留物和污染物。
清洗可以采用水洗、溶剂洗涤或超声波清洗等方法。
2. 干燥清洗完成后,需要对电镀件进行干燥,以防止水分残留导致电镀层的腐蚀和氧化。
干燥可以通过自然风干、热风干燥或烘箱干燥等方式进行。
3. 检验在后处理阶段,需要对电镀件进行质量检验,以确保电镀层的厚度、附着力和外观质量符合要求。
电镀过程示意图

鹼性浴的均一性良好,不易和類金屬不純物共析;中性浴可共 析形成合金鍍層;酸性浴亦可形成合金鍍層,可厚鍍,具較佳 之封孔性,硬度及耐磨性均較優異,特別適合電子零件之要求 。
浸渍镀(Immersion Plating)
•阳极氧化(Anodizing)
•化学转化层(Chemical Conversion Coating) 钢铁发蓝(Blackening),俗称"煲黑" 钢铁磷化(Phosphating) 铬酸盐处理(Chromating) 金属染色(Metal Colouring)
第10页,共18页。
活化
•一般底材活化亦稱酸洗、酸中和或蝕刻,視其處理之產品和材 質而定。其可將金屬表面之氧化物、鹽加以去除,使金屬表面容 易與後續電鍍金屬密合。但需慎選合適的酸液及緩蝕劑,避免過 度浸蝕底材,造成後續電鍍之困擾。
第11页,共18页。
电镀
電鍍過程即是將一層金屬薄層沉積在導電體表面上,來裝飾鍍件或 防止生銹。香港常見的金屬電鍍包括鎳、銅、黃銅、鉻、鋅、銀及 金等。除了電鍍,常見的金屬表面處理有無電電鍍、陽極氧化及塗 漆等。
阴极溅射 真空镀(Vacuum Plating)
离子镀(Ion Plating)
CVD 化学气相沈积法(Chemical Vapor Deposition)
第4页,共18页。
什么是电镀?
简单来说,电镀指借助外界直流电的作用,在溶液中进行电 解反应,使导电体例如金属的表面沉积一金属或合金层。
的粗糙、所需的厚度、以及要求的光澤度和平整性而定。鍍液 應定期分析並補充,時時維持鍍液中各成份之有效濃度,才能 保持鍍層之品質。
电镀车间工艺流程图
电镀车间工艺流程图一、引言电镀车间是一种常见的表面处理工艺,用于提高金属制品的耐腐蚀性、装饰性和导电性。
本文将详细介绍电镀车间的工艺流程图,包括准备工作、预处理、电镀过程和后处理等步骤。
二、准备工作1. 确定电镀车间的布局和设备安装位置。
2. 确保车间通风良好,以排除有害气体和蒸汽。
3. 安装并检查电镀设备,包括电镀槽、电源、过滤系统等。
4. 准备所需的化学药品和电镀液。
三、预处理1. 清洗:将待电镀的金属制品浸入清洗槽中,去除表面的油污和杂质。
2. 酸洗:将清洗后的金属制品浸入酸洗槽中,去除氧化层和锈蚀。
3. 激活:将酸洗后的金属制品浸入激活槽中,形成活性表面,有利于电镀液的吸附。
四、电镀过程1. 镀液配制:根据金属制品的要求,配制相应的电镀液,包括金属离子、添加剂和稳定剂等。
2. 镀液检测:使用pH计、离子浓度计等工具检测电镀液的性质和浓度,确保其满足要求。
3. 镀液过滤:通过过滤系统,去除电镀液中的杂质和悬浮物,保持电镀液的清洁度。
4. 电镀:将经过预处理的金属制品浸入电镀槽中,通过电流作用,使金属离子在金属制品表面析出形成镀层。
5. 控制参数:根据金属制品的要求,控制电镀时间、电流密度、温度等参数,以获得理想的镀层质量。
五、后处理1. 清洗:将电镀后的金属制品进行清洗,去除表面的残留电镀液和杂质。
2. 检验:对电镀后的金属制品进行外观检查,包括镀层的光泽度、均匀性和附着力等。
3. 包装:将合格的电镀制品进行包装,以保护其表面不受伤害。
4. 废液处理:对废弃的电镀液进行处理,包括中和、沉淀、过滤等步骤,以减少对环境的污染。
六、安全注意事项1. 操作人员应佩戴防护手套、眼镜和口罩,以防止化学药品对身体的伤害。
2. 严禁将金属制品和电镀液一同投入废液处理系统,以免引起化学反应和事故。
3. 定期检查电镀设备和通风系统的工作状态,确保其正常运行。
4. 对废弃的电镀液和化学药品进行专门的储存和处理,以符合环保要求。
电镀流程图

电镀流程图
电镀是一种常见的表面处理技术,通过在金属物体表面形成一层金属膜,提高其耐腐蚀性和美观度。
下面是一个典型的电镀流程图:
1. 准备工作:将需要电镀的物体进行清洗和去除表面杂质,以确保金属的纯净度和表面光洁度。
2. 酸洗:将物体放入酸浴中,使之浸泡一段时间,以去除表面的氧化物和污垢。
酸洗通常使用硫酸或盐酸进行。
3. 水洗:将物体从酸浴中取出,用清水冲洗掉酸液残留和杂质。
4. 镀前处理:根据需要,对物体进行一些表面处理,如退火或打磨,以提高镀层的附着力和均匀性。
5. 化学镀液调配:根据需要,将金属盐、酸和其它化学试剂混合调配成特定的电镀液,以保证其适应物体的特性和电镀要求。
6. 镀液处理:对电镀液进行一系列的处理,如过滤、加热和搅拌,以保持其稳定性和镀层质量。
7. 电镀:将经过前面处理的物体浸入电解槽中,使之成为阴极,在电解质中形成电场。
通过电流通过物体和阳极之间的电解质,金属离子在物体表面还原并形成金属膜。
8. 水洗:将电镀完毕的物体取出,用清水彻底洗净表面的电解
质残留和金属盐。
9. 镀后处理:根据需要,对镀层进行防氧化处理、抛光或上光等,提高镀层的质量和光泽度。
10. 检查和包装:对镀层进行质量检查,如厚度测量、附着力测试和耐腐蚀性评估。
随后进行包装,以防止镀层受到损坏和污染。
以上是一个电镀的典型流程图,每个步骤都需要严格的操作和控制,以确保所得的镀层质量符合要求。
不同的金属和要求,可能会有一些不同的步骤和处理方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
a
10
水性封孔
增加镀层的防腐蚀性能
a
11
油封
a12收料a来自13a8
镀钯镍合金
钯镍合金镀被广泛的应用于连接器行业,用来部分取代金镀层。钯含量 >30%的鈀镍合金镀层的主要性能已接近或达到硬金镀层的性能。钯镍合金 规范要求钯的含量为70%~90%,上层再加镀一层薄金,同硬金相比具有更 强的耐磨性,又由于价格低廉,可以作为硬金的取代镀种。
a
9
镀锡
纯锡镀层具有化学稳定性高、导电性好、易钎焊、无毒等优点。2006年 7月1日欧盟电器与电子设备所含有毒物质限制指令(RoHS)的实施, 纯锡的电镀工艺被广泛的应用于电子行业。
a
6
选镀金(点镀方式)
镀金层延展性好、耐高温、接触电阻低、导电性能良好、易于焊接、耐腐蚀性强、具有良 好的抗变色性能等。因此镀金工艺在电子,首饰,钟表等行业被广泛的应用。目前电 镀的是金钴合金,金含量≥99.7%,属于硬金的范畴,其具有良好的耐磨性。
a
7
选镀金(刷镀)
增加材料表面的耐磨性,增加焊锡性.
电镀工艺图示流程
2007年12月
a
1
超声波除油
采用最新的生物除油剂,减少废水的排放.自然分解油污. 采用结合超声波增加除油速度.
a
2
电解除油
采用电解方式去除材料表面的油污
a
3
活化
去除材料表面的氧化层及铁锈
a
4
预镍
增加镍与铁基材之间的结合力
a
5
镀镍
镀镍作为连接器端子的打底电镀,有不可取代的作用。它可以提供良好的防护性能、 附着性能、耐磨性能和外观。一般要求40~150u”。相对于铜底材而言,它是一种阴极 性镀层,一旦有破损,将会加速铜材的腐蚀。