汽车涂装工艺流程图
汽车涂装工艺流程
汽车涂装工艺流程(卓科工业)随着执行引进技术标准,外方要求采用其涂装工艺及涂装材料,要求按其所在国的工艺新建或改造涂装车间才认可。
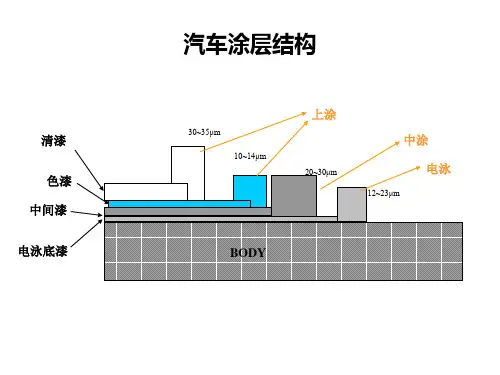
以车身为倒:引进的涂装工艺基本是两大类国际典型工艺:2.1 两涂屡体系(2C2B);磷化处理一厚膜阴极电泳底漆(3O一35/zm)一烘干一“湿碰湿”两道面涂。
(北京吉普和南汽的IVECO)2.2 三涂层体系(3C3B);磷化处理一阴极电泳涂底漆(20mn)一烘干一“湿碰湿”两道中涂一烘干一烘干“湿碰湿”两道面涂一烘干。
(按产品设计要求,焊缝涂PVC型密封胶;车身底板下表面涂PVC型车底涂料,烘干。
)各厂的工艺内容基本相同,仅是所用设备、输送方式、施工方法、质量和工艺控制、执行工艺的认真程度等方面有较大的差别。
在这些引进技术中代表当今涂装工艺国际水平的精华有:2.2.1 浸、喷结合式低锌低温磷化处理工艺。
欧美强调在磷化处理后必须进行钝化处理日本推荐可不进行钝化处理从环保角度考虑,国内应推广不需钝化的磷化处理工艺。
一般为l1~15道工序,即在脱脂、磷化、钝化工序后都设2~3道水洗;根据白车身表面清洁度和油污程度不同,一般在脱脂工序前设手工预擦洗和预脱脂工序浸的工序一般不少于5道在有钝化工序的场合,浸的工序不应少于6道在阴极电泳涂装配套时应严格控制磷化膜的耐碱性和质量(膜厚、P比、结晶大小及形状,膜的均匀性等)。
在前处理清洗用水的回收技术(节省用水、减少污水处理费用),如用离子交换法再生最后一道纯水清洗水。
2.2.2 阴极电泳涂装技术及其控制方法、电泳后的超滤液封闭式清洗工艺。
2.2.3 在前处理和电泳涂装过程中输送车身采用双轨摆杆输送机,其优点是能保证车身的水平面上掉尘埃,提高水平面涂层质量车身出入槽角可提高到4 ,这样能缩短前处理和电泳设备的长度10~15 ,使浸槽的容量变小。
缺点是造价高。
2.2.4 机械手喷涂PVC车底涂料。
2.2.5 涂中涂、面漆前采用鸵鸟毛仿形的自动擦净机,并吹离子化空气,清除静电吸附在漆面上的尘埃。
车辆喷漆流程图
车辆喷漆流程图推荐文章公司车辆管理制度范本热度:部队车辆安全管理制度论文热度:广西公务用车管理规定_公务车辆使用管理制度热度:车辆安全员年工作总结热度:二手车买卖规范合同范本7篇热度:汽车喷漆一般用烘烤漆。
在汽车制造厂,车架、车壳焊接完成,下一道工序就是喷漆。
以下是店铺为大家整理的关于车辆喷漆流程图,给大家作为参考,欢迎阅读!车辆喷漆流程图汽车喷漆的流程(1)车体作防锈及内部喷涂:视车身情况由钣金工完成。
(2)打磨及修饰斜边:使用P60~180#砂纸打磨车身上经过钣金修补及需要原子灰的地方。
(3)除尘、清洁:使用压力枪及除硅清洁剂清除车身上的微尘及污渍。
(4)贴护:使用反贴技巧贴上遮蔽纸。
(5)涂装底漆:混合4:1红底漆及施喷1~2层打磨后露出金属的位置上,然后烤干。
(6)填补原子灰:混合多功能原子灰填补于车身上凹陷位置,置于摄氏20度环境30分钟。
(7)打磨原子灰:使用P60~240#砂纸打磨,用手感或打磨指示层检查平整度,针孔和印痕。
(8)特幼原子灰:有需要时选用,填补针孔、砂纸痕等。
(9)打磨:使用P280#砂纸彻底打磨车身上需喷涂中间漆的旧漆。
(10)除尘、清洁:使用压力枪及除硅清洁剂清除车身上的灰尘及污渍。
(11)贴护:贴上遮蔽纸。
(12)喷涂中间漆:混合多功能中间漆2~3层,每层隔5~10分钟,然后烤干摄氏60度30分钟,再喷上打磨指示层。
(13)打磨中间漆:使用P320~400#砂纸打磨干燥后的中间漆。
(14)检查:检查打磨效果,可做微填。
(15)除尘、清洁:清除车身上的灰尘和污渍。
(16)贴护:对车身做贴护遮蔽。
(17)除尘、清洁:先用压力枪吹出车身上的尘点,用除硅清洁剂清除车身污渍,用压力枪吹出车身缝隙的灰尘,最后以粘尘布粘除车身上的微尘。
(18)面漆喷涂素色漆:喷涂2~3层,每层相隔5~10分钟,配合温度添加固化剂和稀释剂。
(19)喷涂底色漆:喷涂2~3层素色漆、银粉漆或珍珠漆,每层间隔5~10分钟。
车身涂装工艺基础介绍
前处理
做什么的呢?
电泳 电泳打磨
车身焊接后,铁会生锈,要防止生锈,就得打防锈油、有油污、杂质,怎 么喷漆,怎么电泳呢?前处理的作用就是除油、清洗干净车身、生成一层 磷化膜,给电泳做准备.涂装前处理会遇到以下问题:1、油污,包括冲 压拉延油、焊接防锈油等;2、焊接胶(黑色)有焊接焊缝胶、焊接膨胀 胶;3、杂质、赃物等;4、铁屑。
打磨要求:一找、二打、三摸准、四求经验。 一找:找缺陷,顺着光线、斜着看 二打:肯定是打磨:电泳打磨现场采用的干打磨,用打磨机进行打磨,尽量不打穿,电泳层防 锈,其厚度不如铁皮(0.7mm),只有18-27um (1000um等于1mm;1根头发丝约为 0.1mm,约为100um)。中涂打磨采用的是湿点打磨。 三摸准:流挂等缺陷是否打磨彻底要用手磨;车身不能残留有触手/刮手的颗粒缺陷。 四求经验:向人求教打磨方法,打磨机要端平打磨、手磨球也要端平;环形打磨不能直 线磨;砂纸的型号? 电泳吹灰/中涂吹灰:对车身打磨后的灰尘进行擦拭、吹净.要求车身内外板都需要干净、 无残留灰尘.
乙 涂
醇
汽车涂装工艺流程及相关岗位工艺质量要求
四区岗位分布:安装阻尼板、打磨、抛光、终检
抛光工艺:先进行点打磨,用3M的3125点打磨机进行点打磨缺陷;然后上抛光液,采用3M的 7125抛光机进行抛光。 抛光作用:消除车身漆膜清漆层上的缺陷,上抛光液,进行装饰上光,恢复光泽,可处理以下缺陷: 清漆层上的细小颗粒、小纤维、轻微桔皮等。 终检:对车身漆膜缺陷按<车身漆膜外观质量验收标准>进行检查,对不合格的缺陷进行标识,将不 合格车发往点被或大返修区域。
打胶就是对车身焊缝挤涂密封胶,主要起防止漏水、漏风和防腐蚀生锈作用。也是采用高压无气手工喷涂。 胶烘烤:130~145 ℃,约15分钟,把湿胶烘干固化,达到规定硬度。
客车涂装车间工艺流程
1、前处理
工件在喷粉之前必须进行表面处理去油去锈,并进行清洗和表调。
具体操作有手动简易工艺和自动前处理工艺两种。
前处理需用到的试剂有:
除锈剂、除油剂、表调剂、磷化剂药液。
具体流程如下:
前处理磷化清洗干燥底漆干燥腻子粗刮(干燥,打磨,擦净)腻子细刮(干燥,打磨,擦净)中涂(干燥,打磨,擦净)修整(快干中涂,干燥,打磨,擦净)面漆(干燥或罩光)分色(干燥)
2、喷粉涂装:
对于小批量工件,一般采取手动喷粉装置,而大批量工件,一般采用手动或自动喷粉装置。
整个喷涂过程要确保被喷工件着粉均匀、厚度一致,防止薄喷、漏喷、擦落等缺陷。
要用到的设备:
电泳池、地链、中/面涂喷漆室、工装器具、抛光线等。
具体流程如下:
验车获取颜色确定损伤程度做好施工前防护打磨清洁除油涂原子灰烘烤工序磨灰遮蔽工序喷涂中途底漆升温烘烤打磨中途底漆清洁底漆除油工序喷涂底色漆工序喷涂光油。
3、加热固化:
如果是小批量单件生产,进固化炉前注意防止碰落粉末,如有擦粉现象,应及时补喷粉末。
烘烤时严格工艺及温度、时间控制,注意防止色差,过烘或时间过短造成固化不足。
加热固化要用到的设备:
高温固化炉。
具体流程如下:
升温工序抛光清洁检查调整交付。
整车涂装生产工艺简介ppt课件
SASH
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
WRAP
液状蜡(WRAP)
◆目的:保护漆面免遭酸雨、鸟粪等腐蚀性物质的侵害 ◆ WRAP易于除去,用高压水枪即可完全除去,且不会损害清 漆漆面的品质,一般在销售前除去。
整车返修
◆属于涂装不良的完成车 ◆总装过程中产生外观缺陷的完成车
检查
打磨
抛光 不伤及色漆层
伤 及 色 漆 层
喷漆 烘干 打磨
抛光
返回检查
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
抛光(Polishing)
经过检查后对缺陷进行抛光打磨处理
1)水磨
2)抛光
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
WAX
内腔蜡(WAX)
◆内腔蜡主要涂布于车体的深孔和铰链连结部位 ◆内腔蜡注入后可以黏附在金属表面,起到隔绝水和腐 蚀物质的作用,保护金属孔,还可以防止积水
自动喷涂(Auto Spray)
使用机器人进行自动喷涂,主要喷涂部位如下图所示:
④
②
③
A区
① ③
①前后机盖 ②前翼子板 ③前后车门 ④后翼子板
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
涂装车间工艺流程图
涂装车间工艺流程图一、概述涂装车间是指用于对汽车、机械设备等产品进行喷涂、涂装处理的生产工作区域。
涂装车间工艺流程图是为了规范涂装车间的操作流程,提高生产效率和产品质量而设计的。
本文将详细介绍涂装车间的工艺流程图及相关内容。
二、涂装车间工艺流程图的编制1. 工艺流程图的目的涂装车间工艺流程图的目的是为了将整个涂装生产过程进行系统化的规划和管理,确保每一个环节的顺利进行,确保产品质量的稳定和一致性。
2. 工艺流程图的内容涂装车间工艺流程图应包括以下内容:(1) 原料准备:包括原材料的采购、检验、储存等环节。
(2) 表面处理:包括除锈、除油、喷砂等环节。
(3) 喷涂工艺:包括底漆喷涂、面漆喷涂等环节。
(4) 烘干处理:包括烘干室的温度、时间等参数的设定。
(5) 质量检验:包括对涂装产品进行外观检查、厚度测量等环节。
(6) 包装出库:包括对涂装产品的包装和出库操作。
3. 工艺流程图的绘制涂装车间工艺流程图通常采用流程图的形式进行绘制。
流程图应具备以下特点:(1) 清晰明了:每一个环节的操作步骤应简明扼要,不容易产生歧义。
(2) 逻辑严密:各个环节之间的关系要合理,确保流程的顺畅进行。
(3) 可操作性强:工艺流程图应具备可操作性,能够指导操作人员进行正确的操作。
三、涂装车间工艺流程图的应用1. 生产管理涂装车间工艺流程图是生产管理的重要工具,通过对工艺流程图的制定和执行,能够提高生产效率,降低生产成本,提高产品质量。
2. 人员培训涂装车间工艺流程图也是对新员工进行培训的重要参考资料。
新员工可以通过学习工艺流程图,了解涂装车间的工艺流程和操作规范,提高工作技能。
3. 故障排除当涂装车间浮现故障或者质量问题时,可以通过工艺流程图进行故障排除。
通过对每一个环节的操作步骤进行检查,找出可能存在的问题,并进行相应的处理和改进。
四、涂装车间工艺流程图的优化为了进一步提高涂装车间的生产效率和质量,可以对工艺流程图进行优化。
汽车行业涂装工艺流程图
接车架
脱脂剂
批准
会签
审核
校对
编制
上件转挂
脱脂剂、自来水
车架铆接线
来自二次水 洗、自来水 自来水
预脱脂 前处理ቤተ መጻሕፍቲ ባይዱ
废水
脱脂
一次水洗
二次水洗
一次水洗喷淋、 溢流至一水洗、 废水 表调剂、自来水
预脱脂液
废水 来自四次水 洗、自来水
纯水间
纯水洗、自来水
促进剂、 中和剂 、 磷化剂、自来水
纯水洗
电泳烘干
转挂
废水、漆渣
废气
四水洗喷淋、 废水
四次水洗
三水洗喷淋, 废水
三次水洗
废水
磷化
废水、磷化 渣、废气
表调
废水
乳液、色浆 、中 和剂 、助溶剂
来自超滤洗二、纯 水、助溶剂
滤液泵供给超滤 液、纯水、助溶剂
纯水
电泳
阴极电泳
UF第一水洗
废水
UF第二水洗
废水
纯水洗
废水
废水、废气、漆渣
修补漆、稀料 固化剂
天然气、空气
烘干
检查
下件
强冷
汽车涂装工艺流程图
文件编号 第 页 一般特性○
工件预清洁 沥水及吹水
上挂
预脱脂
脱脂
水洗 1
水洗 2
纯水洗 2
UF2 洗
UF1 洗
阴极电泳
表调 吹水
磷化 纯水洗 1
水洗 3 水洗 4
转挂
烘烤
强冷
检测
不合格返修
合格车厢
面漆前擦净
喷面漆
面漆流平
面漆烘干
合格入库
检验
面漆检查抛光
面漆强冷
不合格返修
.
批准:
审核:
精编文档
表调 吹水
磷化 纯水洗 1
文件编号 共3页
一般特性○
水洗 3 水洗 4
转挂
烘烤
强冷
检测
不合格返修
面漆前擦净
合格驾驶室
刮灰
中涂打磨
中涂层检查补灰
打磨 中涂强冷
涂焊缝密封胶 中涂烘干
喷 PVC 喷中涂层漆
喷面漆
面漆流平
面漆烘干
面漆强冷
面漆检查抛光
检验
合格入库
不合格返修
.
批准:
审核:
精编文档
校对:
编制:
精编文档 .
重庆龙江汽车有限公司
驾驶室涂装工艺流程图
精编文档 产品型号 产品名称
零件图号 5000010K01-00 零件名称 白车身总成 关键特性(按顾客要求)
●
流程图:
工件预清洁 沥水及吹水
上挂
预脱脂
脱脂
水洗 1
水洗 2
纯水洗 2
UF2 洗
UF1 洗
阴极电泳
YZ1040 WLJA-I 轻卡
涂装车间工艺流程
涂装车间工艺流程
一、车身预处理
1、车身剥离检查:确保车身表面清理干净,去除烤漆膜及外来物,
检查车身总体表面情况。
2、车身检查:检查车身有无损伤、冒痕、凹凸、折痕、接缝、腐蚀
及金属粘着等情况,并确定处理方式。
3、车身抛光:采用机械抛光,达到质量要求,并及时补抛损伤处。
4、车身烘干:清洁处理的车身,采用热风烘干,达到烘干质量要求,并保护处理部分不被外界污染。
5、车身腐蚀防护:根据主体的处理要求,采用涂料、喷漆,实施防
腐处理,为后续工序提供质量保证。
二、涂装
1、涂料配制:根据质量标准,配制涂料,保证涂料的质量,试验室
分析后放置于涂料库以备使用。
2、底漆涂装:清洁底漆库,将配好的底漆放置入枪,加上填充剂和
减泡剂,将车身纵横向穿梭,检查喷涂效果。
3、面漆涂装:将配成的面漆放入枪,将车身从正面穿梭喷涂,涂装
效果达到规定要求,检查喷涂效果。
4、固化:涂装完成后,将车身送经过高温固化箱,使涂料完全固化,固化温度维持等,避免变形出现。
三、质量控制。
涂装车间工艺流程图
涂装车间工艺流程图一、引言涂装车间工艺流程图是指描述涂装车间生产过程中各个环节和步骤的图表。
通过绘制涂装车间工艺流程图,可以清晰地展示涂装车间的生产流程,匡助工作人员理解和执行工艺要求,提高生产效率和质量。
二、工艺流程图的编制步骤1. 确定涂装车间的整体结构和布局:包括涂装区域、预处理区域、烘干区域、质检区域等。
2. 划分涂装车间的主要工艺环节:例如预处理、底漆喷涂、面漆喷涂、烘干等。
3. 绘制涂装车间的主要工艺流程图:根据实际情况,使用符号和连线将各个工艺环节连接起来,形成一个完整的工艺流程图。
4. 标注每一个工艺环节的具体步骤和要求:在工艺流程图中添加文字说明,描述每一个工艺环节的操作步骤、工艺参数和质量要求。
5. 审核和修订:由相关部门和专业人员对工艺流程图进行审核,确保准确无误。
6. 发布和培训:将最终的工艺流程图发布给涂装车间的工作人员,并进行培训,使其能够正确理解和执行工艺要求。
三、涂装车间工艺流程图示例涂装车间工艺流程图如下所示:```1. 预处理1.1 清洗:将待涂装的工件进行清洗,去除表面的油污和杂质。
1.2 酸洗:将清洗后的工件进行酸洗处理,去除氧化层和锈蚀。
1.3 磷化:对酸洗后的工件进行磷化处理,增加涂层的附着力。
1.4 水洗:将磷化后的工件进行水洗,去除残留的化学药剂。
2. 底漆喷涂2.1 准备底漆:将底漆按照配方准备好,确保质量和稳定性。
2.2 搅拌底漆:使用搅拌设备对底漆进行充分搅拌,使其达到均匀的状态。
2.3 喷涂底漆:将搅拌好的底漆通过喷枪均匀地喷涂在工件表面。
2.4 干燥:将喷涂好的底漆的工件送入烘干室进行干燥,确保底漆固化。
3. 面漆喷涂3.1 准备面漆:将面漆按照配方准备好,确保质量和稳定性。
3.2 搅拌面漆:使用搅拌设备对面漆进行充分搅拌,使其达到均匀的状态。
3.3 喷涂面漆:将搅拌好的面漆通过喷枪均匀地喷涂在工件表面。
3.4 干燥:将喷涂好的面漆的工件送入烘干室进行干燥,确保面漆固化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
批准: 审核: 校对: 编制:
零件图号
5000010K01-00 零件名称
白车身总成 关键特性(按顾客要求)
●
特殊特性 ☆
一般特性○
流程图:
工件预清洁 上挂 预脱脂 脱脂 水洗1 水洗2 表调 磷化 水洗3 转挂 烘烤 强冷 不合格返修 合格驾驶室 刮灰 打磨
涂焊缝密封胶
喷PVC
喷中涂层漆
中涂烘干
中涂强冷 中涂层检查补灰
中涂打磨 面漆前擦净 喷面漆
面漆流平
面漆烘干
面漆强冷
面漆检查抛光
检验 合格入库
不合格返修
检测 水洗4
纯水洗1
吹水
阴极电泳 UF1洗 UF2洗 纯水洗2 沥水及吹水
批准: 审核: 校对: 编制:
零件图号
2801000K01-00 零件名称 车架总成
关键特性(按顾客要求)
●
特殊特性 ☆
一般特性○
流程图:
合格车架入库
工件预清洁 上挂 预脱脂 脱脂 水洗1 水洗2 表调 磷化 水洗3 转挂 烘烤 强冷 不合格返修 检测 水洗4
纯水洗1
吹水
阴极电泳
UF1洗 UF2洗 纯水洗2 沥水及吹水
批准: 审核: 校对: 编制:
零件图号
5000010K01-00 零件名称
货箱总成
关键特性(按顾客要求)
●
特殊特性 ☆
一般特性○
流程图:
面漆前擦净 喷面漆
面漆流平 面漆烘干
面漆强冷
面漆检查抛光 合格入库 不合格返修 合格车厢 工件预清洁 上挂 预脱脂 脱脂 水洗1 水洗2 表调 磷化 水洗3 转挂 烘烤
强冷 不合格返修 检测 水洗4
纯水洗1 吹水 阴极电泳 UF1洗 UF2洗 纯水洗2 沥水及吹水 检验。