橡胶产品QC工程图
硅胶QC工程图
80pcs以上/1-2h
目视检验样品比对
生产报表 流程标签
31
冲
床
外观 外观
自主检查
品质部
目视检验样品比对 目视检验样品比对
生产报表 首件/批量/出货抽检及 报废记录表
品质部主管
制程规范
32
冲床制程 首件检验
首件确认
品质部
品质部主管
FM-Q58-A 产品检验规范
IPQC巡检表
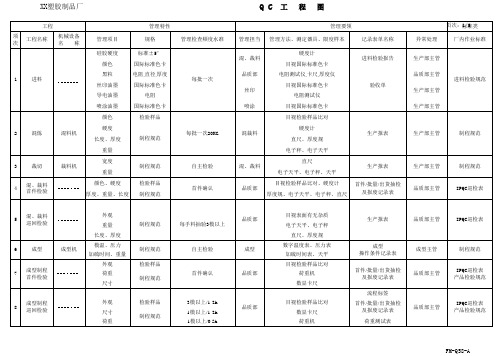
XX塑胶制品厂
工程 项 次 32 工程名称 冲床制程 首件检验 冲床制程 巡回检验 冲床制程 批量抽检 机械设备 名 称 管理项目 尺寸 管理特性 规格 制程规范 检验样品 制程规范 检验样品 制程规范 管理检查频度水准 首件确认
工程 项 次 9 工程名称 成型制程 全检检验 机械设备 名 称 管理项目 外观 管理特性 规格 检验样品 制程规范 检验样品 制程规范 制程规范 工作指导书 检验样品 首件确认 附着性、耐磨性 外观 立式烤箱 温度、时间 制程规范 检验样品 制程规范 每个型号1次以上 自主检验 品质部 喷涂 品质部 AQL=0,0.4,0.65 管理检查频度水准 100%目视检验
生产部主管 生产部主管 品质部主管
制程规范 制程规范 IPQC巡检表 产品检验规范 IPQC巡检表 产品检验规范 制程规范
14 15
IPQC巡检表 保养表 流程标签
品质部主管 生产部主管
16
喷涂制程 巡回检验 (烘烤后)
外观 耐磨
检验样品 制程规范 检验样品 制程规范
每个型号1次以上 每3盘抽验1盘 2pcs/批
目视检验样品比对 摩擦测试机 首件/批量/出货抽检 及报废记录表 品质部主管
批量抽检规范 产品检验规范
塑胶件QC工程图
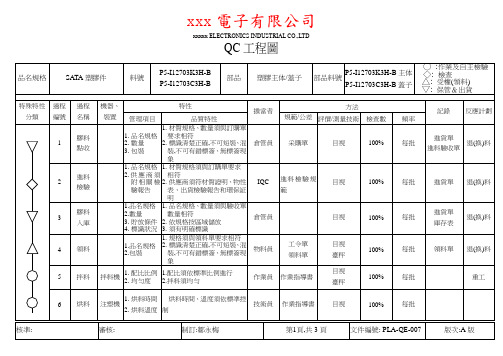
2.外觀:依標準控制在範圍內
3.尺寸:須在公差範圍內
4.功能:與端子及其它配件之匹配性,測試塑插力、塑拉力等
IPQC
檢驗標準書
產品圖面
目視/卡尺/
投影儀/
推拉力計
1模穴
每批
首件檢驗表
調機
修模
9
射出制程檢驗
注塑機
模具
外觀
尺寸
外觀:依標準控制
尺寸:須在公差范圍之內
○:作業及自主檢驗
◇:檢查
△:受權(領料)
▽:保管&出貨
特殊特性分類
過程
編號
過程
名稱
機器、
裝置
特性
擔當者
方法
記錄
反應計劃
管理項目
品質特性
規範/公差
評價/測量技術
檢查數
頻率
10
入庫前檢驗
1.外觀
2.尺寸
3.包裝
1.外觀不可缺膠,縮水,混料等
2.尺寸在公差要求內
3.包裝不可混料,少數,標簽標示正確,與內容物一致
功能:滿足規定要求
技術員作業員
IPQC
作業指導書
檢驗標準書
目視/卡尺/投影儀/推拉力計
100%
2模穴
每批
1次/2HR
自主檢驗表
巡迴檢驗表
調機
修模
重工
品名規格
SATA塑膠件
料號
P5-I12703K3H-B
P5-I12703C3H-B
部品
塑膠主体/蓋子
部品料號
P5-I12703K3H-B主体
P5-I12703C3H-B蓋子
1.規格須與領料單要求相符
QC工程图范本

IQC
抽样检验按 YLN-WI-008-A0 抽样计划作业 指导书
1.测试仪器 2.游标卡尺 3.目视
1.将不良品留样 2.发《进料异常处 理单》给相关部门 3.跟踪处理结果
五金件进料→暂放→检验
进料检验
1.外观 2.尺寸 3.包装/标示 4.适配
《进料检验作业 规范》 零件规格书
1.进料检验记录 2.尺寸原始记录
抽样检验按IQC来自YLN-WI-008-A0 1.游标卡尺 抽样计划作业 2.目视
指导书
1.将不良品留样 2.发《进料异常处 理单》给相关部门 3.跟踪处理结果
流程图
工序名称
管制重点
作业标准
记录方法
责任人员
检验频率
检验方式
异常处理
生产领料→核对物料→材 料上线
领料
1.标识 2.包装
依照《BOM》表 领料记录表单
表》
SMT组长/工艺
序)
3.贴片效果确认
4.机器保养记录
1.核对8段炉温设置
SMT
值/实际值是否与 SOP相符 2.炉温曲线是否与 产品型号相符
《作业指导书》 《炉温曲线》 《回流焊保养作 业指导书》
《巡检记录报告》 《回流焊保养记录 表》
作业员 IPQC SMT组长/工艺
3.机器保养记录
1.核对机器贴片程
作业员 IPQC 工艺
3.机器保养记录
作业员全检 IPQC.2H/510Pcs
自检 巡检 监管
作业员全检 PQC.2H/510Pcs
自检 巡检 监管
IPQC.2H/510Pcs
自检 巡检 监管
1.将不良品区分 2.指导员工作业 3.发《品质异常处 理单》给相关部门
硅胶产品QC工程图
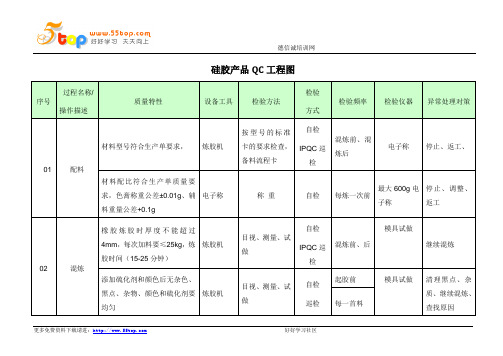
德信诚培训网硅胶产品QC工程图序号过程名称/操作描述质量特性设备工具检验方法检验方式检验频率检验仪器异常处理对策01 配料材料型号符合生产单要求,炼胶机按型号的标准卡的要求检查,备料流程卡自检IPQC巡检混炼前、混炼后电子称停止、返工、材料配比符合生产单质量要求,色膏称重公差±0.01g、辅料重量公差+0.1g电子称称重自检每炼一次前最大600g电子称停止、调整、返工02 混炼橡胶炼胶时厚度不能超过4mm,每次加料要≤25kg,炼胶时间(15-25分钟)炼胶机目视、测量、试做自检IPQC巡检混炼前、后模具试做继续混炼添加硫化剂和颜色后无杂色、黑点、杂物、颜色和硫化剂要均匀炼胶机目视、测量、试做自检巡检起胶前模具试做清理黑点、杂质、继续混炼、查找原因每一首料序号过程名称/操作描述质量特性设备工具检验方法检验方式检验频率检验仪器异常处理对策03 起胶工作台干净、隔离胶纸不能有黑点、杂质、胶的厚度要均匀剪刀目视、量测、自检每起一张前测厚规清理工作台、使用新胶纸,调平衡混筒间隙。
抽检60%04 装模、调模模具平行、正中、锁模压力要达到100-200kg、模具要干净、生产出产品不能有任何油污。
油压机目视、锁模测试自检调模后目视重做、报告巡检生产前05 调机产品成形产品完整、无杂色、不超重、无披风、光滑、无油污油压机目视、测量自检巡检全检(每一模)目视重新调整机台06 首件检查确认产品外观完整、产品尺寸要达要求、颜色不能偏差、无油污杂油压机目视、测量试装全检首件全检二次元(样品)重新调整机械参数07 半成品生产产品外观、尺寸要符合首件确认板油压机核对生产单质量要求、目视自检2H/次样品、机壳隔离、调机、返工序号过程名称/操作描述质量特性设备工具检验方法检验方式检验频率检验仪器异常处理对策、测量、试装巡检08 毛边处理产品圆滑、无缺口、无撕破等不良现象剪刀、钳子目视自检、巡检1H/次目视返工10 二次硫化温度≤200摄氏度硫化时间≤2H产品无异味、不变色二次硫化机目视自检每批抽检50%模温表、隔离、返工、作废、报告11 产品总检产品外观完整、不能有黑点、油污、批风、、产品尺寸、重量要达要求、颜色不能偏差、无异味。
硅胶产品QC工程图
德信诚培训网硅胶产品QC工程图序号过程名称/操作描述质量特性设备工具检验方法检验方式检验频率检验仪器异常处理对策01 配料材料型号符合生产单要求,炼胶机按型号的标准卡的要求检查,备料流程卡自检IPQC巡检混炼前、混炼后电子称停止、返工、材料配比符合生产单质量要求,色膏称重公差±0.01g、辅料重量公差+0.1g电子称称重自检每炼一次前最大600g电子称停止、调整、返工02 混炼橡胶炼胶时厚度不能超过4mm,每次加料要≤25kg,炼胶时间(15-25分钟)炼胶机目视、测量、试做自检IPQC巡检混炼前、后模具试做继续混炼添加硫化剂和颜色后无杂色、黑点、杂物、颜色和硫化剂要均匀炼胶机目视、测量、试做自检巡检起胶前模具试做清理黑点、杂质、继续混炼、查找原因每一首料序号过程名称/操作描述质量特性设备工具检验方法检验方式检验频率检验仪器异常处理对策03 起胶工作台干净、隔离胶纸不能有黑点、杂质、胶的厚度要均匀剪刀目视、量测、自检每起一张前测厚规清理工作台、使用新胶纸,调平衡混筒间隙。
抽检60%04 装模、调模模具平行、正中、锁模压力要达到100-200kg、模具要干净、生产出产品不能有任何油污。
油压机目视、锁模测试自检调模后目视重做、报告巡检生产前05 调机产品成形产品完整、无杂色、不超重、无披风、光滑、无油污油压机目视、测量自检巡检全检(每一模)目视重新调整机台06 首件检查确认产品外观完整、产品尺寸要达要求、颜色不能偏差、无油污杂油压机目视、测量试装全检首件全检二次元(样品)重新调整机械参数07 半成品生产产品外观、尺寸要符合首件确认板油压机核对生产单质量要求、目视自检2H/次样品、机壳隔离、调机、返工。
QC工程图
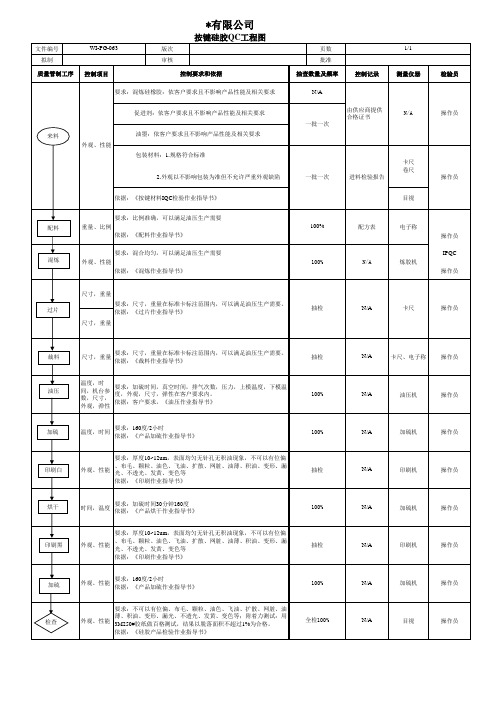
卡尺、电子称
操作员
油压
温度,时 要求:加硫时间,真空时间,排气次数,压力,上模温度,下模温 间,机台参 度,外观,尺寸,弹性在客户要求内。 数,尺寸, 依据:客户要求,《油压作业指导书》 外观,弹性
100%
N/A
油压机
操作员
加硫
温度,时间
要求:160度/2小时 依据:《产品加硫作业指导书》
100%
N/A
100%
N/A
加硫机
操作员
印刷黑
要求:厚度10~12um,表面均匀无针孔无积油现象,不可以有位偏 、布毛、颗粒、油色、飞油、扩散、网脏、油薄、积油、变形、漏 外观、性能 光、不透光、发黄、变色等 依据:《印刷作业指导书》
抽检
N/A
印刷机
操作员
外观、性能 加硫
要求:160度/2小时 依据:《产品加硫作业指导书》
由供应商提供 合格证书
N/A
操作员
卡尺 卷尺 2.外观以不影响包装为准但不允许严重外观缺陷 一批一次 进料检验报告 操作员
依据:《按键材料IQC检验作业指导书》
目视
要求:比例准确,可以满足油压生产需要 重量、比例 配料 依据:《配料作业指导书》 100% 配方表 电子称 操作员 IPQC 100% 依据:《混炼作业指导书》 N/A 炼胶机 操作员
*有限公司
按键硅胶QC工程图 工程图 按键硅胶
文件编号 拟制 质量管制工序 控制项目 WI-PG-063 版次 审核 控制要求和依据 页数 批准 抽查数量及频率 N/A 控制记录 测量仪器 检验员 1/1
要求:混炼硅橡胶:依客户要求且不影响产品性能及相关要求
促进剂:依客户要求且不影响产品性能及相关要求 一批一次 油墨:依客户要求且不影响产品性能及相关要求 来料 外观、性能 包装材料:1.规格符合标准
QC工程图

管 检查量 作业员 :全量 IPQC:抽检 作业员 :全量 IPQC:抽检 作业员 :全量 作业员:全 量IPQC:每 板抽检 全量 抽检 業務/資材/ 品保
理 测定方式 测定设备 目视/卡尺/色 差仪/spec 物性测试 目視
方 记录 加料记录 表/首件检 查记录表
法 异常处 理方法 调机/修 模 返工 备 注
10
注塑加工
注塑机/周边 辅助设备 離子風機
11
貼膜
OK
12
全 检
OK
外觀 包装数量 /包装方 式 数量/料 号/日期 结构/数 量/包装 数量/外 箱标示/
制造课
目视/样品
日生产报 表 标签/
返工 返工 特采 补料 退回 批退/特 采 批退/特 采/補料
13
包 装
无异常
ห้องสมุดไป่ตู้
制造课 仓管员 物料员
目视
14 15
联络单 补料 退料单
5 6 7 9
领料 掛模 烘料
开机
设备及模 温度/周边辅助 具运行 OK 设备设置符合 标准
调机员
调试
工 序 号
管 工序名称 治具/设备 品质特性 (结果) OK
理 管理项目 要因 外观/机构/ 色泽 外觀
站 管理标准 成型条件表 /SOP/SIP SOP/SIP SIP/SOP 样品 SOP/SIP 权责单位 作业员/调机 员/IPQC 製造
福建日新塑料制品有限公司
QC工 程 圖 品質工程管理表 QC 工程圖(PMP) 工 序 号 1 机 种 18.5”Benq 料 号 A34G1689-AHBB 管 工序名称 设备 品质特性 (结果) 无误 理 管理项目 要因 数量 材质、色泽及 性能 无异常 供应商出货检 验报表 无异常 无误 运输工 具 天車/模 具 烘料机 注塑机\ 周边设 备 无误 OK 烘料 OK 堆放 堆放/数量 数量/运输 模仁/水路/模 溫 温度 80℃/时 间 制订部门 技术课 站 管理 标准 仓库作业 指导书 客户物质 成分表及 进料检验 标准书 仓库作业 指导书 备料标准 书 仓库作业 指导书 掛模 SOP 烘料标准 书 开机 SOP/ 成型条件 记录表 权责单位 仓管 检查量 每批全 量 每批抽 样按 AQL 每批抽 样按 AQL 版 本 A版 文件编号 PQ20100129 制 定 日 期 2010-01-29 管 理 测定方式 测定设备 目视 色板/色差仪/ 耐磨测试仪/硬 度计 目视 方 记录 送货单、采购 订单 送检单 来料异 常报告 单(批退 /特采) 法 异常处 理方法 备注 核 准 审 核
QC工程图-塑胶
/
目视
IPQC巡检报表 生产日报表
制程检验程序
IPQC每2H/次
作业员 代班 IPQC IPQC 包装作业员
1.对作业员进行教育训练 2.落实作业规范
9
包装作业
封口机
目视 电子称
/
依包装规范
每批
1.对作业员进行教育训练 2.落实作业规范
10
入库检验
/
目视
IPQC巡检报表 品质异常单 生产入库单
入库出货检验程序
A 2 对策
相关设备 /工具
测量仪器
相关记录
参考文件
检验频率
责任人
11
出货检验
/
目视 投影机
出货检验日报表
入库出货检验程序
AQL0.25 /0.65
仓管 OQC
QQC负责标示与隔离以及追溯,品质异常单开出联络相关部 门,安排责任部门重工.
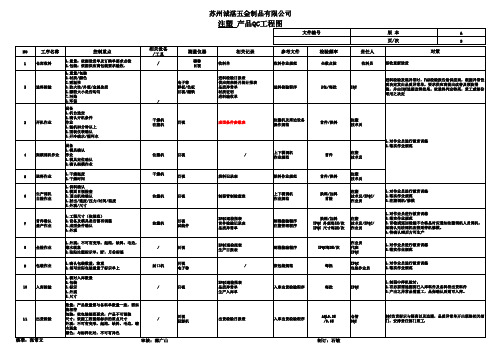
核准:张常立
审核:郭广山
制订:石敏
表单编号:CZQF-D-009A
注塑 技术员/IPQC/ 作业员
1.对作业员进行教育训练 2.落实作业规范 3.首检或巡回检验不合格品时应通知注塑调机人员调机,如 确认无法调机改善则停机修模。 4.待确认OK后方可生产
8
全检作业
1.外观:不可有变形,起泡,缺料,毛边, 缩水现象 2.张贴注塑标示单,HF,月份标签 1.确认包装数量,称重 2.填写实际包装重量于标示单上 1.核对入库数量 2.包装 3.标示 4.外观 5.尺寸
每批
IPQC
1.制程中停机检讨。 2.有必要需追溯到已入库料件及备料待出货料件 3.产出之异常品需重工,品保确认后则可入库。
苏州诚湛五金制品有限公司
注塑 产品QC工程图
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
管理部门编制
审核批准
检测工具检测方式检验标准检测频次检验部门
担当
品名、数量
电子称目视称重订购单
性能
筛网流量计
试验
品名、数量
目视
尺寸
卷尺
测量
材质、耐压强度
手折翻转
表面印刷内容样板对比
帐卡物相符
电子称目视称重100%每月
仓库管理办法原物料管理办法
2
检验合格入库
品保课
工序号
1
仓管员
原料验收
包装物验收
P-Z41-A
A OF52011年10月10日
MIL-STD-105E
品保课
IQC
品质异常处理单裁决
异常处置方式来料检验流程不合格品控制程序
流程图工序名称检验项目
实施方法
文件编号版本页码生效日期
防虫、防鼠、防霉、防湿记记录表单
橡胶产品QC工程图
指导文件进料试验报表进料检验报表进料统计表
品质异常处理单入库单
每批
行政管理部
报废单。