Abaqus在大型轧机刚度分析中的应用
ABAQUS 计算 动刚度 详细说明

F(ω)=F0×sin(ωt) 输入激励力当使用abaqus-steady-state daynmics modal,其中20-1000即为激励力的最低频率和最高频率。
开始模态和结束模态要覆盖上图所示的激励力的最低频率和最高频率,选择直接阻尼,即每阶模态的临界阻尼比3%,(典型的取值范围在1%-10%)Ma+cv+kx= F0×sin(ωt)其中F0是固定的数值(简谐力的幅值),且频率由20Hz 变化到1000Hz 。
f ••=πω2位移阻抗(动刚度):()()()ωωωx F K =()()t F F ωωsin 0•= 为输入激励力,是一个谐波输入。
()()θωω+•=t x x sin 0 为输出稳态位移响应,根据振动理论,稳态位移响应的频率与输入激励力的频率相同,振幅 0x 和相位角θ均取决与系统本身的物理性质(质量,弹簧刚度,阻尼)和激振力的性质(频率与振幅),而与初始条件无关,初始条件仅影响系统的瞬态响应的振幅和初始相位角。
()ωK ,表示,在某频率下,产生单位位移振幅所需要的激振力幅值。
实际情况下,频率不同,刚度也不同。
假设()ωK =10N/m ,及动刚度在任意频率都是固定的,不随频率的变化而变化(理想情况),即在任意频率激振下,产生1m 单位位移振幅所需要的激振力幅值为10N 。
假设()ωF 的幅值为1 ,()ωK =10N/m()ωx 的幅值x=()()ωωK F =101特点:位移响应的幅值与频率没有关系,且是固定值。
由于在abaqus 中可方便的输出某个点的位移,速度,加速度。
所以通常以某个点的位移,速度,加速度来表征动刚度的大小。
速度阻抗:()()()ωωω•=x F Z 如何将速度阻抗:()()()ωωω•=x F Z 与位移阻抗(动刚度):()()()ωωωx F K =联系起来?用速度表示: ()ω•x = ()ωx 的导数=()θω+•t x sin 0的导数=()'sin 0θωω+••t x =()ωωx •(我们只要幅值,忽略相位角)响应速度与响应位移幅值相差ω,相位角不同,频率相同。
ABAQUS解析刚和离散刚体使用和区别
如果模型中某个部件的刚度远远大于其他部件,其变形远远小于其他部件,就可以将其定义为刚体部件。
在分析过程中刚体部件不发生变形,而只发生整体的平动和转动。
将部件定义为刚体的主要目的是为了提高计算效率,使分析更容易收敛。
ABAQUS里面可以建立两种刚体部件:一是解析刚体( Analytical rigid),二是离散刚体(Discrete rigid)两种。
对于离散刚体:离散刚体部件可以是任意的几何形状,可以为其添加Part模块中的各种特征。
对于解析刚体:只能是较简单的几何形状,计算效率比离散刚体还要高。
所以,在选择刚体部件的类型时,应尽量采用解析刚体(我一般都是用这个) ,如果部件的几何形状很复杂,无法创建解析刚体,这时可以采用两种方法:第一:创建离散刚体,在mesh模块里为离散刚体部件设定单元类型时,必须使用刚体单元。
如果离散刚体是三维的实体,则需要首先在part模块里将其转化为壳体部件(因为刚体单兀只壳单兀和线单兀两种)。
第二:创建变形体部件,然后再为其施加刚体约束。
在使用刚体部件时,需要注意的是必须给其设定刚体约束点,在考虑了转动惯量的动力学分析中,必须合理设定刚体参考点的位置。
解析刚体其实就是用几何的形状表示刚体;而离散刚体则是用离散的单元来表示刚体模具也可以设成变形体,然后在in teraction模块里面设定con gstrai nt形式为刚体,卄IFL宀介井并设疋参考点,就可以将变形体属性变为刚体,注意的问题就是要在property模块里面创建section并assignsection。
如果是动力学问题,涉及到旋转,需要把参考点设置为刚体的质心,其他情况参考点位置任意。
首先都是刚体,解析刚体主要是由直线圆弧等具有简单几何关系的曲线构成,易于建模,离散刚体主要用于形状复杂的几何体,无法用简单线条构成,比如一些复杂模型的导入,二者本质上没有区别。
但离散刚体需要划分网格,解析刚体不用划分网格。
ABAQUS钢框架结构抗震仿真分析解析
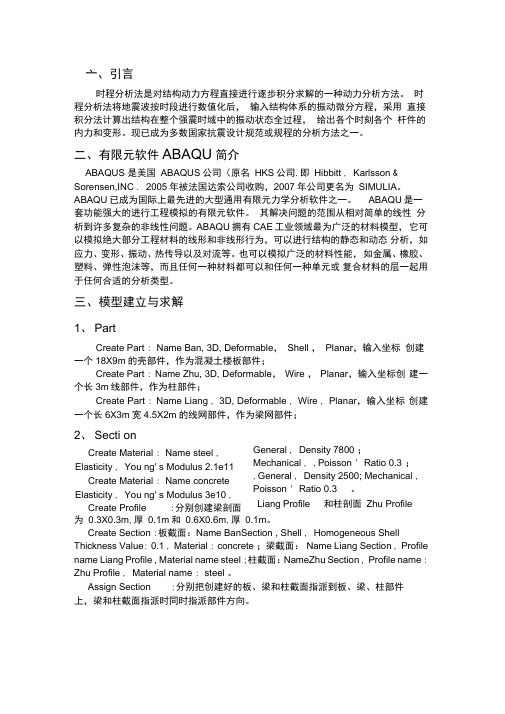
Create Material : Name steel , Elasticity , You ng' s Modulus 2.1e11 Create Material : Name concrete Elasticity , You ng' s Modulus 3e10 , Create Profile :分别创建梁剖面General , Density 7800 ;Mechanical , ,Poisson ' Ratio 0.3 ;,General , Density 2500; Mechanical , Poisson ' Ratio 0.3 。
Liang Profile 和柱剖面Zhu Profile亠、引言时程分析法是对结构动力方程直接进行逐步积分求解的一种动力分析方法。
时程分析法将地震波按时段进行数值化后,输入结构体系的振动微分方程,采用直接积分法计算出结构在整个强震时域中的振动状态全过程,给出各个时刻各个杆件的内力和变形。
现已成为多数国家抗震设计规范或规程的分析方法之一。
二、有限元软件ABAQU简介ABAQUS 是美国ABAQUS公司(原名HKS公司.即Hibbitt , Karlsson & Sorensen,INC . 2005年被法国达索公司收购,2007年公司更名为SIMULIA。
ABAQU已成为国际上最先进的大型通用有限元力学分析软件之一。
ABAQU是一套功能强大的进行工程模拟的有限元软件。
其解决问题的范围从相对简单的线性分析到许多复杂的非线性问题。
ABAQU拥有CAE工业领域最为广泛的材料模型,它可以模拟绝大部分工程材料的线形和非线形行为,可以进行结构的静态和动态分析,如应力、变形、振动、热传导以及对流等。
也可以模拟广泛的材料性能,如金属、橡胶、塑料、弹性泡沫等,而且任何一种材料都可以和任何一种单元或复合材料的层一起用于任何合适的分析类型。
abaqus在加工成型方面的应用
abaqus在加工成型方面的应用加工成形工字钢成形过程模拟在轧制工字钢、槽钢等带凸缘的异型断面型钢时,传统上最多的加工方法多采用二辊孔型、直轧孔型、弯腰式孔型、弯腰大斜度式孔型以及蝶式孔型等孔型系统,辅助Abaqus软件进行有限元仿真分析,可以对孔型横断面上各处变形进行精确模拟,能够有效解决轧辊、动力消耗大,产品尺寸精度、轧制效率等问题。
“L”型钢材轧制过程轧制过程中,轧件在变形区内的轧制压力分布是影响轧制力及轧辊各部位磨损程度的主要因素。
目前关于轧制压力的研究比较多,已经有许多经典的公式对其进行了描述,关于L型钢轧制压力分布规律方面的研究还需进一步完善。
Abaqus显示动力学有限元模拟的方法,对在不同变形参数条件下的轧制过程进行实时数值模拟,得出了轧件表面的轧制压力分布规律,表面关键点的位移、应力、应变、温度值,而且可以得到整个轧件的变形和温度场等更全面的信息,从而使新产品开发和现有工艺的改进建立在更科学、更可靠得基础上,对现场生产提供必要的借鉴信息。
此外,Abaqus有限元模拟还可应用在:金属挤压、拉拔过程分析、板带热轧过程变形分析、型钢冷轧、热轧过程(包括粗轧、精轧)变形分析、中厚板控制冷却、棒线材控制冷却、钢轨在线淬火工艺中温度场分析等。
飞剪过程先进制造技术的不断发展,在冷热加工之间,加工、检测、物流、装配过程之间,设计、材料应用、加工制造之间,其界限均逐渐淡化,逐步走向一体化。
飞剪作为钢材轧制过程中必要的环节,其分析的精确性直接影响到后续的工艺流程。
Abaqus良好的处理非线性问题的性能可以为该流程中每一道环节提供技术保障。
厚板材辊压成形过程的模拟局部单元和节点的变形信息弯管成形过程的模拟在航空、航天、汽车结构中大量存在着各种管道零部件,可能涉及到不锈钢、特种钢、合金、橡胶、复合材料、高分子材料等一种或多种材料并存,力学性能从简单线弹性到极端复杂的各向异性。
一些特殊用途的管道可能还具有连续屈服特征,无明显的屈服平台,延伸率非常大,明显的各向异性,横向拉伸的屈服强度、抗拉强度及弹性模量均比纵向拉伸的高等特性。
ABAQUS针对机械行业的解决方案
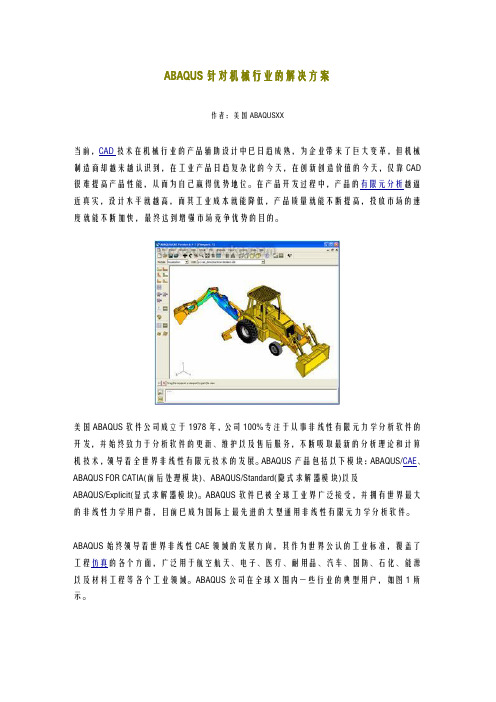
ABAQUS针对机械行业的解决方案作者:美国ABAQUSXX当前,CAD技术在机械行业的产品辅助设计中已日趋成熟,为企业带来了巨大变革,但机械制造商却越来越认识到,在工业产品日趋复杂化的今天,在创新创造价值的今天,仅靠CAD 很难提高产品性能,从而为自己赢得优势地位。
在产品开发过程中,产品的有限元分析越逼近真实,设计水平就越高,而其工业成本就能降低,产品质量就能不断提高,投放市场的速度就能不断加快,最终达到增强市场竞争优势的目的。
美国ABAQUS软件公司成立于1978年,公司100%专注于从事非线性有限元力学分析软件的开发,并始终致力于分析软件的更新、维护以及售后服务,不断吸取最新的分析理论和计算机技术,领导着全世界非线性有限元技术的发展。
ABAQUS产品包括以下模块:ABAQUS/CAE、ABAQUS FOR CATIA(前后处理模块)、ABAQUS/Standard(隐式求解器模块)以及ABAQUS/Explicit(显式求解器模块)。
ABAQUS软件已被全球工业界广泛接受,并拥有世界最大的非线性力学用户群,目前已成为国际上最先进的大型通用非线性有限元力学分析软件。
ABAQUS始终领导着世界非线性CAE领域的发展方向,其作为世界公认的工业标准,覆盖了工程仿真的各个方面,广泛用于航空航天、电子、医疗、耐用品、汽车、国防、石化、能源以及材料工程等各个工业领域。
ABAQUS公司在全球X围内一些行业的典型用户,如图1所示。
图1 ABAQUS典型用户通过ABAQUS仿真可以帮助工程师在早期设计阶段对产品的设计、制造过程中出现的各种问题进行预测仿真,可解决从相对简单的线性分析到许多复杂的非线性问题,缩短了设计周期,提高产品性能、质量,大量节约了资金,赢得市场。
ABAQUS软件的功能可以归纳为线性分析、非线性和瞬态分析和机构分析三部分。
(1)线性静力学、动力学和热传导。
包括静强度/刚度、动力学/模态、热力学/声学、金属/复合材料、应力、振动、声场以及压电效应等。
ABAQUS分析钢结构
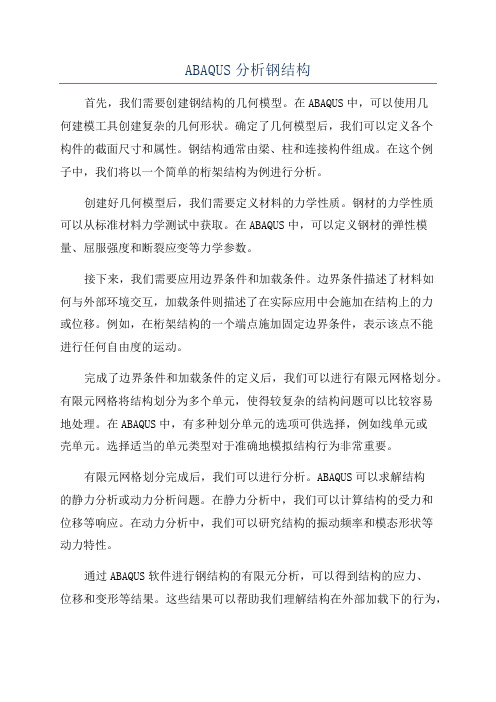
ABAQUS分析钢结构首先,我们需要创建钢结构的几何模型。
在ABAQUS中,可以使用几何建模工具创建复杂的几何形状。
确定了几何模型后,我们可以定义各个构件的截面尺寸和属性。
钢结构通常由梁、柱和连接构件组成。
在这个例子中,我们将以一个简单的桁架结构为例进行分析。
创建好几何模型后,我们需要定义材料的力学性质。
钢材的力学性质可以从标准材料力学测试中获取。
在ABAQUS中,可以定义钢材的弹性模量、屈服强度和断裂应变等力学参数。
接下来,我们需要应用边界条件和加载条件。
边界条件描述了材料如何与外部环境交互,加载条件则描述了在实际应用中会施加在结构上的力或位移。
例如,在桁架结构的一个端点施加固定边界条件,表示该点不能进行任何自由度的运动。
完成了边界条件和加载条件的定义后,我们可以进行有限元网格划分。
有限元网格将结构划分为多个单元,使得较复杂的结构问题可以比较容易地处理。
在ABAQUS中,有多种划分单元的选项可供选择,例如线单元或壳单元。
选择适当的单元类型对于准确地模拟结构行为非常重要。
有限元网格划分完成后,我们可以进行分析。
ABAQUS可以求解结构的静力分析或动力分析问题。
在静力分析中,我们可以计算结构的受力和位移等响应。
在动力分析中,我们可以研究结构的振动频率和模态形状等动力特性。
通过ABAQUS软件进行钢结构的有限元分析,可以得到结构的应力、位移和变形等结果。
这些结果可以帮助我们理解结构在外部加载下的行为,并评估结构的稳定性和安全性。
通过分析结果,我们可以进行参数优化和设计改进,以提高结构的性能和效率。
总之,ABAQUS是一种功能强大的有限元分析软件,适用于各种结构的模拟和分析。
在钢结构分析中,它可以帮助我们深入了解结构的力学特性和行为,并进行性能评估和设计改进。
使用ABAQUS进行分析,有助于工程师进行结构设计和优化,从而提高工程项目的质量和安全性。
ABAQUS钢框架结构抗震仿真分析
ABAQUS钢框架结构抗震仿真分析首先,我们需要建立结构的有限元模型。
钢框架结构主要由柱、梁、节点和连接件组成,我们需要根据实际情况进行建模。
在ABAQUS中,我们可以使用节点(节点)和单元(单元)建立结构模型。
其次,我们需要定义结构的材料特性。
在钢框架结构中,材料的弹性模量(E)和泊松比(ν)是两个重要参数。
根据实际材料的特性,我们可以在ABAQUS中定义这些参数。
接下来,我们需要定义结构的边界条件。
抗震仿真分析通常需要在地震力作用下进行,我们需要定义结构的固定支撑条件,以模拟垂直方向上的地震力。
在ABAQUS中,我们可以将结构的底部或其他特定地方固定支撑。
然后,我们需要定义地震载荷。
地震力通常由地震加速度谱表示,在ABAQUS中,我们可以通过载荷定义来输入这些数据。
根据地震保护设计准则,我们可以计算出地震力对结构的作用。
在进行抗震仿真分析之前,我们还需要进行网格划分和网格优化。
钢框架结构通常具有较高的刚度和复杂的形状,我们需要根据结构的实际情况进行网格划分,并使用ABAQUS的网格优化工具来确保网格质量。
最后,我们可以进行抗震仿真分析。
在此过程中,我们可以将地震载荷应用于结构,并模拟结构在地震力作用下的响应。
ABAQUS可以计算出结构的位移、应力和变形等参数,并可生成相应的结果报告。
总结起来,ABAQUS是一种强大的有限元分析工具,可以用于钢框架结构的抗震仿真分析。
通过建立模型、定义材料特性、边界条件和地震载荷,进行网格划分和网格优化,并进行仿真分析,我们可以获取结构在地震力作用下的响应情况,评估结构的抗震性能,并指导实际工程设计。
Abaqus在大型轧机刚度分析中的应用
图2
辊系装 配 模 型
分割后 后 一些 一 些 仍不 仍不便 便 于划 分六 分六面 面 体网 格 网格划 分 的 思路为 先 先分 分 割各个 割各 个 零 零件 件 为简单 为简 单 部 部分 分 再进行 再 进行 网 网格 格 划分,这里 划分 这 里 分割 支 承 辊轴承 座 座不 不便 便于分 于分 割 割为 为规 规则部 则部 分 分, 也全 部 的 部位 用四 面体网 格 , 总的目 的就 的 就 是不能 出现 质量很 质量 很 差的 网格 , 支承 划 分四 面体 网格, 最后 最 后 划分完 毕如 毕 如 下图所 示。 示
名称 轧辊系的弹 性变形 牌坊的弹性 变形 轧辊轴承, 轴承座的变 形 压下系统的 弹性变形 其余零件( 垫板,弧面垫等)弹性变形
本仿真 模型考虑牌坊、轧辊、轴承座 、弧面垫等弹性变形,未考虑压下系统、附属零件 的弹性变形,根据上 表,将 其它影响因 素弹性变形综合考虑 15 ~20 %, 具体情况视实测刚度 而定。 故 2400 热精轧机刚度,经取整实际大约 615 ~650t/mm 左 右,该轧机 现场调试刚度大约为 650t/mm,这一结 果与企 业生产轧制时设定的轧机刚度较为接近,从而说明本文所采用的方法和结 果可指导实 际生产。 6 结论 1)模拟计算 的结果经分 析处理和现场生产调试使用轧机刚度较为 接近,表明通过建立机 架和辊系模 型来求轧 机刚度 的方法实用可靠 。 2) 利用有限元分析软件 比通常使用 的材料力学 、弹性力学等计算方法更加简洁,求解精 度更高。 3)本文通过建立2400mm热轧机辊系 模型进行有限元分析,可以得 到辊系的位 移场分布, 因而可以对 优化辊系 结构提 供参照。 参考文 献
Application of Abaqus Software on Stiffness Analysis of Large Rolling Mill
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
。 及辊 颈 处的 键 槽, 主要 零 件如 下图 1 所示。
工作辊
支承辊
工作辊轴承座
支承辊轴承座
弧面垫
图1
主要零 件 模 型
在 ABAQUS 软件中 装配 时通过 旋转 、平移 辊系分 析模 型由 以 上零 件 装配 而成 ,在 平移 以及 面对面 面对面、同 轴等约 束条 件 将 各零 件装 配在一 起 , 使它们 互相 互 相 之间定 位, 位 装配好 的 模 型如下 图 所 示。
Application of Abaqus Software on Stiffness Analysis of Large Rolling Mill
CHEN Lin , FENG Shao-Peng (Suzhou Non-ferrous Metals Research Institute, Suzhou, Jiangsu, 215026, China)
k
[2 ]
p f
式中 k 表示轧机刚度 系数, p 表示轧制力差, f 表示 轧机在 p 下 的弹性变化 量。 其中, 机架的弹性 变形分析 已有研 究 ,本文主要对辊系 弹性变形进行详细分析,进而得到轧机的整体纵向刚度。
2 模型 的建立 2.1 模型的建立 辊系分 析模型为轴 承座、辊系一体的简化模型,因辊系结 构上下对称,因此取上半部进 行分析,主要考虑支 撑辊轴 承座弧面垫上施加约束,工作辊辊身加均布轧制力。轴承座,弧面垫采用三维软件 inventor 建立并通过接 口导入 到有限元软件中,工作辊,支撑 辊采用有限元软件建立,模型做了一些简化,忽略了轴 承座上的小螺纹孔以
C
p3500 p500 p 3500 500 766.42T / mm 2f 2 ( f 3500 f 500 ) 2 (2.28014 0.323001)
据有关资料介绍 [3] ,轧机的工作机 座的弹性变 形一般包括以下: 表 1-3 轧机工作机座弹性变形 占总变形的 百分数 40 ~50% 12 ~16% 10 ~15% 6 ~8% 15 ~20%
图3
辊系模 型网 格划 分
本 模型 为 接触 问题 , 六面 体单 元 元的单 的单 元类 元类型 型选取 选取 为 C3D8R , 四 四面 面 体单元 类型 选取为 C3D10M 。
2.2 材料属性的定义 表1 材料性能参数 轧辊参数 2 3 4 弹性模 量 泊松比 密度 t/mm3 轴承座参数 2 3 4 弹性模 量 泊松比 密度 t/mm3 MPa 175000 0.3 7.8e-9 MPa 210000 0.3 7.8e-9
1 2 3
1.035 — 1.354mm 1.354mm — 1.6பைடு நூலகம்2mm 1.672mm — 1.99mm
图5
3500t轧制力时辊系纵向变形
1 2 3
0.149 — 0.194mm 0.194mm — 0.24mm 0.24mm — 0.285mm
图6
500t轧制力时辊系纵向变形
下图为 工作辊辊身底部受力直线的位移曲线,将图中最大位移减去最小位移就为 工作辊的挠 度。
[1] 石 亦 平 , 周 玉 蓉 .ABAQUS有 限 元 分 析 实 例 详 解 , 机 械 工 业 出 版 社 . [2] 冯 少 鹏 , 陈 林 .Abaqus在 大 型 轧 机 机 架 静 力 分 析 中 的 应 用 .2008 DS SIMULIA中 国 区 用 户 论 文 集 ,2008. [3] 板 带 车 间 机 械 设 备 设 计 , 冶 金 工 业 出 版 社
3500t
500t
图7 工作辊辊身底部 位移曲线
由图中 可知二分之一模型,受到 3500t 轧制力时,工作辊的挠度约为 0.61mm ,受到 500t 轧制力时,工作辊 挠度约 为 0.084783mm 。 4 辊系 刚度 轧辊在 轧制的时候因为受到轧件的作用而发生变形,对于二分之一模型,当受到 3500t 轧制力时,工作辊挠 度为 0.61mm , 支撑辊挠 度为 0.42234mm , 其总挠度为 1.03234mm; 当受到 500t 轧制力时, 工作 辊挠度为 0.084783mm, 支撑辊 挠度为 0.060008mm, 其总挠度 为 0.144791mm 。 辊系刚 度为:
C
5 轧机 刚度
p1 p2 3500 500 1690T / mm 2 f 1 2 f 2 2 1.03234 2 0.887549
完善的 轧机刚度需要考虑两部分弹性变形的计算:轧机机架 弹性变形 、辊系变 形。其中机架变形在 以前曾经 进行过 研究 [2] 。将二者整体考虑 ,二分之一模型,当轧 机受 3500t 的轧制力 时,机架总 位移 ( 上下横 梁相对位移 ) 为 1.2478mm ,辊系弹变形位移 ( 工作辊和支撑 辊挠度叠加 ) 为 1.03234mm , 其机架总变形为 2.28014mm ;轧机受 500t 的轧制力时,机架 总位移为 0.17821mm ,辊系弹变形位移为 0.144791mm ,其机架总变形为 0.323001mm 。 2400mm 热精轧机刚度:
Abaqus在大型轧机刚度分析中的应用
陈林,冯少 鹏 (苏州 有色金属研 究院,江苏省苏州市, 215026)
摘 要 : 应 用 Abaqus有 限 元 软 件 ,采 用 三 维 弹 性 静 力 接 触 有 限 元 法 对 2400mm热 轧 机 的 辊 系 进 行 了 模 拟 ,并 得 出 它 的 变 形 ,将 机 架 的变形与辊系变形综合考虑,进而计算出轧机的整体刚度。经分析得到的轧机整体刚度与现场轧机调试刚度较为接近,可为实际 生产提供了理论指导。 关 键 词 : Abaqus, 辊 系 , 轧 机 , 刚 度
图2
辊系装 配 模 型
分割后 后 一些 一 些 仍不 仍不便 便 于划 分六 分六面 面 体网 格 网格划 分 的 思路为 先 先分 分 割各个 割各 个 零 零件 件 为简单 为简 单 部 部分 分 再进行 再 进行 网 网格 格 划分,这里 划分 这 里 分割 支 承 辊轴承 座 座不 不便 便于分 于分 割 割为 为规 规则部 则部 分 分, 也全 部 的 部位 用四 面体网 格 , 总的目 的就 的 就 是不能 出现 质量很 质量 很 差的 网格 , 支承 划 分四 面体 网格, 最后 最 后 划分完 毕如 毕 如 下图所 示。 示
2.3 加载 加载主要考 虑在工作辊 身与带材接触部分施加均布轧制力,轧制 力按最大 3500t 与最小 500t 考 虑,边界 条件要 限制工作辊轴承座 X 、Y 和 Z 方向的位移,在 支撑辊的一端端面上施加 X 、Y 、Z 方向的约束,另 一端施 加 Z 方向的约束,在工作辊的一端施加 X 、Z 方 向的约束,另一端施加 Z 方向约束,以及在弧面垫上施加约束, 限制 X 、 Y 、 Z 方向的位移, 如下图所示:
引言 轧机刚度是表征一台轧 机结构性能 的重要参数。 在轧制过程中, 轧 制力通过轧 辊和轧辊轴承座、 压下螺丝等, 最后传 给机架,从轧辊到机架这一系列受力部件都要产生一定量的变形。这些弹 性变形的总 和,最 终都使轧辊辊 缝增大 。因而计算出轧机刚度,对控制产品精度有实际的意义。 本文在Abaqus有限元分 析软件提供 的平台下,对2400mm热轧机辊系进行了静 力分析,得 到了辊系的变形及刚 度,并 将辊系和机 架整体考虑,得到整个轧机的刚度。 1 分析 方法 对轧机的刚 度计算,采 用的方法如下: 首先,根据某厂的2400mm热轧机的实际尺寸分别对机架 和辊系建立模型,并根据实际的约束情况施加一定的 边界条 件。对于机架,由于其只发生弹性变形,所以采用线弹性的分析方法;对 于辊系,由 于支撑辊与工作辊接 触,属 于接触的分 析类型,由于轧机的纵向刚度对产品精度的影响较大,因而分别 在3500t和 500t轧制力下计算出 机架和 辊系的纵向变形,二者的纵向变形之和作为机架的整体变形。然后根据刚度系数的计 算公式,计算得出轧 机的刚 度,公式为
名称 轧辊系的弹 性变形 牌坊的弹性 变形 轧辊轴承, 轴承座的变 形 压下系统的 弹性变形 其余零件( 垫板,弧面垫等)弹性变形
本仿真 模型考虑牌坊、轧辊、轴承座 、弧面垫等弹性变形,未考虑压下系统、附属零件 的弹性变形,根据上 表,将 其它影响因 素弹性变形综合考虑 15 ~20 %, 具体情况视实测刚度 而定。 故 2400 热精轧机刚度,经取整实际大约 615 ~650t/mm 左 右,该轧机 现场调试刚度大约为 650t/mm,这一结 果与企 业生产轧制时设定的轧机刚度较为接近,从而说明本文所采用的方法和结 果可指导实 际生产。 6 结论 1)模拟计算 的结果经分 析处理和现场生产调试使用轧机刚度较为 接近,表明通过建立机 架和辊系模 型来求轧 机刚度 的方法实用可靠 。 2) 利用有限元分析软件 比通常使用 的材料力学 、弹性力学等计算方法更加简洁,求解精 度更高。 3)本文通过建立2400mm热轧机辊系 模型进行有限元分析,可以得 到辊系的位 移场分布, 因而可以对 优化辊系 结构提 供参照。 参考文 献