1海德汉中文使用说明书[1]
海德汉编程操作培训手册(1)

1基本技能(文件管理器/刀具表)2直角坐标路径功能3极坐标4钻孔循环循环5铣型腔、凸台和槽的循环6加工阵列孔的循环7SL 循环8坐标变换循环9重复运行的程序块编程技巧10子程序11嵌套12相关信息+Z+Z+Z基本轴旋转轴平行轴X A U Y B V ZCWX键盘TE 420TE 5301字母键盘用于输入文本和文件名,以及ISO 编程。
双处理器版本: 提供其他的按键用于Windows 操作。
2文件管理器、计算器、MOD 功能和HELP (帮助)功能3编程模式4机床操作模式5编程对话的初始化6方向键和GOTO 跳转命令7数字输入和轴选择8鼠标触摸板: 仅适用于双处理器版本124376518432765显示单元1软键区2软键选择键3软件行切换键4设置屏幕布局5加工和编程模式切换键6预留给机床制造商的软键选择键7预留给机床制造商的软键行切换键13423675123345屏幕布局编程模式显示机床操作模式显示机床操作模式(后台)编程操作模式、对话、出错信息(显示在前台)程序机床功能的软键软键区机床操作模式、对话、出错信息(显示在前台)编程模式(后台)程序或位置显示机床功能的软键机床状态软键区操作模式键操作模式功能程序编辑 编写及修改程序(RS-232-C/ V.24数据接口)试运行 静态测试 / 有图形模拟或无图形模拟几何尺寸是否相符数据是否缺失手动 移动机床轴显示坐标轴值设置原点手轮 用电子手轮移动设置原点手动数据输入定位(MDI) 输入定位步骤或输入可以立即执行的循环 将输入的程序段保存为程序程序运行-单程序段 分段运行程序,用Start(开始)按钮分别启动各段...开始程序运行-全自动 按START EXT(机床启动按钮)后连续运行程序文件管理驱动器1以太网RS-232接口 RS-422接口 TNC的硬盘当前路径或文件名3文件信息文件名:保存在当前目录下的文件及文件类型字节:以字节为单位的文件大小状态:M:“程序运行”模式下所选择的文件。
海德汉直线光栅尺产品说明书
用于NC数控机床10/20212更多信息,请访问海德汉官网• ,•也欢迎索取。
有关以下产品的样本:••敞开式直线光栅尺••内置轴承角度编码器••无内置轴承角度编码器••旋转编码器••海德汉后续电子电路••海德汉数控系统••机床检测和验收测试的测量装置技术信息:••海德汉编码器接口••进给轴精度••高安全性位置测量系统••EnDat•2.2-位置编码器双向数字接口••直驱编码器本样本是以前样本的替代版,所有以前版本均不再有效。
订购海德汉公司的产品仅以订购时有效的样本为准。
有关产品所遵循的标准(ISO,EN等)仅以样本中的标注为准。
目录4直线光栅尺用于NC数控机床用于数控机床的海德汉直线光栅尺几乎适用于任何应用。
也是进给轴为闭环控制的机器和设备的理想选择,例如铣床、加工中心、镗铣床、车床和磨床。
动态性能优异的直线光栅尺允许高速运动,沿测量方向的加速性能使其不仅能满足常规轴高动态性能要求,也能满足直驱电机对高动态性能的要求。
海德汉也提供其它应用所需的直线光栅尺,例如:••手动操作机床••冲压机和弯板机••自动化生产设备•直线光栅尺优点如果用直线光栅尺测量滑座位置,位置控制环就包括全部进给机构。
这就是全闭环控制模式。
进给轴的直线光栅尺检测机械运动误差并在控制系统电路中进行修正。
因此,能消除潜在的多个误差源:••滚珠丝杠发热导致的定位误差••反向误差••滚珠丝杠螺距误差导致的运动特性误差因此,直线光栅尺是高精度定位和高速加工机床不可或缺的基础技术手段。
机械结构用于数控机床的直线光栅尺为封闭式测量设备:铝制的尺壳保护尺带、读数头和导轨,避免切屑、灰尘和切削液进入。
自动向下压的弹性密封条保持外壳密封。
读数头沿光栅尺带上摩擦力极小的导轨运动。
联接件将读数头与安装架连接在一起并补偿光栅尺与机床滑座间的不对正误差。
光栅尺与安装块间允许±•0.2•mm至•±•0.3•mm的横向和轴向误差,具体•数值与光栅尺型号有关。
海德汉_旋转编码器说明书
旋转编码器2012年11月带安装式定子联轴器的旋转编码器分离式联轴器的旋转编码器本样本是以前样本的替代版,所有以前版本均不再有效。
订购海德汉公司的产品仅以订购时有效的样本为准。
产品遵循的标准(ISO,EN等),请见样本中的标注。
海德汉公司的旋转编码器是测量旋转运动、角速度的传感器,也可与机械测量设备一起使用,例如丝杠,测量直线运动。
应用领域包括电机、机床、印刷机、木工机器、纺织机器、机器人和运送设备以及各种测量,测试和检验设备。
高质量正弦增量信号可进行高倍率细分,用于数字速度控制。
电子手轮2目录选型指南标准用途的旋转编码器供电电源3.6至5.25 V DC2) 内部2倍频细分后最大至10 000个信号周期数3) 内部5/10倍频细分后最大至36 000个信号周期(如果需要更高细分倍数,可提供)42634 ERN 480000至5 000线405选型指南标准用途的旋转编码器内部2倍频细分后最大周期数为10 0002) 内部5/10倍频细分后最大至36 000个信号周期(如果需要更高细分倍数,可提供)642 50 54 7选型指南电机旋转编码器内部2倍频细分后8 192个信号周期2) 内部5/10/20/25倍频细分后37 500个信号周期8参见产品信息910供电电源3.6至5.25 V DC2)内部2倍频细分后最大至10 000个信号周期数3)内部2倍频细分后8 192个信号周期4)根据用户要求,可提供盲孔轴版选型指南特殊用途的旋转编码器40请见产品概要:应用于电梯行业的旋转编码器请见产品概要:11测量原理测量基准测量方法海德汉公司的光学扫描型光栅尺或编码器的测量基准都是周期刻线-光栅。
这些光栅刻在玻璃或钢材基体上。
这些精密光栅通过多种光刻工艺制造。
光栅的制造方式有:•在玻璃上镀硬铬线•在镀金钢带上蚀刻线条,或者•在玻璃或钢材基体上蚀刻三维结构图案。
海德汉公司开发的光刻工艺生产的栅距典型值为50 µm至4 µm。
4-3海德汉中文使用说明书

4.5创建和编写程序HEIDENHAIN对话式格式的NC程序.结构一个零件程序由一连串的程序行组成。
右图表示程Array序行的组成。
TNC按上升的顺序对程序行编号。
程序的第一行用BEGIN PGM、程序名和当前的测量单位识别。
以后的行包含下列信息:⏹工件间隔⏹刀具定义,刀具调用⏹进给率和主轴转速,还有⏹仿型路径、循环和其他功能程序的最后一行用END PGM、程序名和当前的测量单位识别。
定义空格:BLK FORM紧接着新的程序建立以后,您定义一个长方体的工件空格。
如果您要定义下一级的空格,按下BLK FORM软键。
这个定义是TNC的图形模拟功能所必需的。
工件空格的两侧类似于X,Y和Z轴,最长可为100 000mm长。
空格由两个角位置来定义:⏹MIN(最小)点:,空格的X,Y和Z座标的最小值,按绝对座标值输入。
⏹MAX(最大)点:空格的X,Y和Z座标的最大值,按绝对座标值或者增量座标值输入。
☞只有您要进行程序的图形测试时,才需定义空格。
创建一个新的零件程序您总是要在运转的编程和编辑模式输入零件程序的。
以一个例子说明程序的开始:选择运转的编程和编辑模式。
调用文件管理器:按下PGM MGT 软键。
选择您要储存新的程序的目录:文件名= OLD.H输入新的文件名,用ENT键确认。
按下MM键或者INCH键,选择测量单位。
TNC变换屏幕布局并开始定义BLK FORM的对话。
工作主轴轴线X/Y/Z?输入主轴轴线。
定义BLK FORM:最小角?按顺序输入X,Y,Z的最小角座标。
-40定义BLK FORM:最大角?100按顺序输入X,Y,Z的最大角座标。
100实例:在NC程序中显示BLK 空格程序开始,名称,测量单位刀具轴线,最小点座标最大点座标程序结束,名称,测量单位TNC自动生成程序行行号,包括BEGIN和END行在内。
如果您不要定义空格,按下DEL键,在工作主轴轴线X/Y/Z?时取消对话!如果BLK FORM的短边和长边的比例超过1:64,则TNC只显示图形。
海德汉说明书(模板)

海德汉说明书海德汉说明书篇一:海德汉说明书HEI DEN HAI N T NC426TNC430软件编号280-476XX 280-477X X 使用说明书对话式编程可视显示器上的控制器分割屏幕切换加工和编程模式屏幕上选择功能的软键变换软键行改变屏幕设置(仅B C120)输入字符的键盘文件名称注解 IS编程机床运转模式手动操作方式电控手轮M DI定位单行程序运行全序列程序运行编程模式编程和编辑试运行程序/文件管理,TN C功能选择或删除程序和文件,外部数据传送在程序中输入程序调用命令M D功能显示NC出错信息帮助文本袖珍计算器移动光标,直接指向程序行、循环和参数功能移动高亮显示部直接转到程序行、循环和参数功能进给率和主轴转速修调旋钮编程路径移动仿型进刀和退刀FK自由仿型编程直线圆心和极座标极心定圆心圆定半径圆切线连接圆弧倒角修圆尖角刀具功能输入和调用刀具长度和半径循环、子程序和程序段重复定义和调用循环输入和调用子程序及程序段重复的标签程序中程序停止运行在程序中输入触头功能座标轴和数字,编辑选择座标轴或在程序中输入? 座标轴? 数字键小数点改变代数符号极座标增量座标Q参数实际位置归零跳过对话提问,删除字确认输入和恢复对话结束程序行清除数字输入或者TNC出错信息中断对话,删除程序段 TN C 型号,软件和性能本说明书按照下述NC软件编号,叙述了T NC提供的功能和特性。
6-1海德汉中文使用说明书
NC程序行实例
最后的仿型点:有半径补偿的PE
24 DEP CT CCA 180 R+8 R0 F100
圆心角=1800
圆弧半径=10mm
25 L Z=100 FMAX M2
在Z轴上缩回。回到程序行1,结束程序
沿和轮廓相切的圆弧和直线退刀:DEP LCT
刀具在圆弧上从最后的仿型点PS移动到辅助点PH,然后沿着直线移动到结束点PN。该圆弧既和最后的仿型点相切又和PH-PN直线相切。一旦这些直线已知,半径R就足以完全定义刀具路径。
在仿型进刀时,在起始点PS和第一个仿型点PA之间要有足够的距离,以保证TNC能达到编入程序的加工进给率。
TNC按最后编程的进给率把刀具从实际位置移动到辅助点PH。
半径补偿
刀具半径补偿是和第一个仿型点一起在APPR程序行中编程的。DEP程序行自动取消刀具半径补偿。
无半径补偿的仿型进刀:如果您用R0编制APPR程序行,TNC将计算半径为0,半径补偿RR的刀具路径!在APPR/DEP LN和APPR/DEP CT功能中,设置仿型进刀和退刀的方向必须要有半径补偿。
用APPR/DEP键和DEP LN软键开始编程对话。
LEN:输入距最后一个仿型点PN的距离。
LEN始终按正值输入。
NC程序行实例
最后一个仿型元素:半径补偿的PE
24 DEP LN LEN+20 F100
垂直仿型退刀,距离LEN=20mm
25 L Z+100 FMAX M2
刀具在Z轴中缩回,回到程序行1,程序结束
刀具保持Z轴座标,在XY平面上移动到X=70,Y=50的位置。
三维移动
程序行包含三个座标,TNC使刀具在空间移动到编程位置。
海德汉-MC600系列数控系统说明书
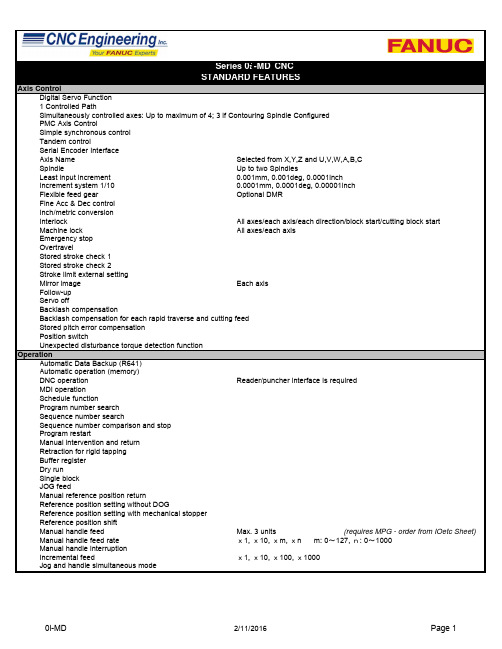
STANDARD FEATURESAxis ControlDigital Servo Function1 Controlled PathSimultaneously controlled axes: Up to maximum of 4; 3 if Contouring Spindle ConfiguredPMC Axis ControlSimple synchronous controlTandem controlSerial Encoder InterfaceAxis Name Selected from X,Y,Z and U,V,W,A,B,CSpindle Up to two SpindlesLeast input increment0.001mm, 0.001deg, 0.0001inchIncrement system 1/100.0001mm, 0.0001deg, 0.00001inchFlexible feed gear Optional DMRFine Acc & Dec controlInch/metric conversionInterlock All axes/each axis/each direction/block start/cutting block startMachine lock All axes/each axisEmergency stopOvertravelStored stroke check 1Stored stroke check 2Stroke limit external settingMirror image Each axisFollow-upServo offBacklash compensationBacklash compensation for each rapid traverse and cutting feedStored pitch error compensationPosition switchUnexpected disturbance torque detection functionOperationAutomatic Data Backup (R641)Automatic operation (memory)DNC operation Reader/puncher interface is requiredMDI operationSchedule functionProgram number searchSequence number searchSequence number comparison and stopProgram restartManual intervention and returnRetraction for rigid tappingBuffer registerDry runSingle blockJOG feedManual reference position returnReference position setting without DOGReference position setting with mechanical stopperReference position shiftManual handle feed Max. 3 units(requires MPG - order from IOetc Sheet)Manual handle feed ratex1, x10, xm, xn m: 0~127, n: 0~1000Manual handle interruptionIncremental feedx1, x10, x100, x1000Jog and handle simultaneous modeInterpolationPositioning G00 (Linear interpolation type positioning is possible)Single direction positioning G60Exact stop mode G61Exact stop G09Linear interpolationCircular interpolation Multi-quadrant is possibleDwell Dwell in secondsDwell per revolution (synchronous cutting function is required.) Cylindrical interpolationHelical interpolation Circular interpolation plus max. 2 axes linear interpolation Skip G31High-speed skip Input signal is 1 pointReference position return G28Reference position return check G272nd reference position return3rd/4th reference position returnNormal direction controlIndex table indexingGeneral purpose retractNano InterpolationFeed FunctionRapid traverse rate Max. 240m/min (1μm)Max. 100m/min (0.1μm)Rapid Traverse Feedrate Override preset value, 25%, 50%, 100% settingsFeed per minuteFeed per revolutionTangential speed constant controlCutting feedrate clampAutomatic acceleration/deceleration Rapid traverse: linear; Cutting feed: exponentialRapid traverse bell-shaped acceleration/decelerationLinear acceleration/deceleration after cutting feed interpolationFeedrate override0~254%One-digit F code feedJog override0~655.34%Override cancelCutting modeTapping modeRapid traverse block overlapExternal decelerationAI advanced preview controlProgrammingTape code EIA RS244/ISO840Label skipParity check Horizontal and vertical parityControl in/outOptional block skip9 LevelsMax. programmable dimension±8-digitProgram number O4-digitExternal memory and sub program calling functionSequence number N5-digitAbsolute/incremental programming Combined use in the same block Decimal point programming / pocket calculator type decimal point programmingInput unit 10 time multiplyPlane selection G17, G18, G19Rotary axis designationRotary axis roll-overPolar coordinate commandCoordinate system settingAutomatic coordinate system settingWorkpiece coordinate system G52~G59Workpiece coordinate system presetAddition of workpiece coordinate48 pairsDirect input of workpiece origin offset value measuredManual absolute on and offOptional chamfering/corner RProgrammable data input G10Sub program call 4 folds nestedCustom macro BAddition of custom macro common variables#100~#199, #500~#999Pattern data inputInterruption type custom macroCanned cycles for drillingSmall-hole peck drilling cycleCircular interpolation by R programmingAutomatic corner overrideAutomatic corner decelerationFeedrate clamp based on arc radiusScalingCoordinate system rotationProgrammable mirror imageTape format for FANUC Series 10/11Auxiliary and Spindle FunctionsAuxiliary function M8-digit2nd auxiliary function B8-digitAuxiliary function lockHigh-speed M/S/T/B interfaceMultiple command of auxiliary function3Spindle speed function S5-digit, binary outputSpindle serial output S5-digit, serial outputConstant surface speed controlSpindle override0~254%1st spindle orientation1st spindle output switching function2nd spindle orientation2nd spindle output switching functionSpindle synchronous controlRigid tappingTool Functions and Tool CompensationTool Function T8 digitsTool offset pairs±6 digits 400Tool offset memory C Distinction between geometry and wear, or between cutter and tool length compensation.Tool length compensationTool offsetCutter compensation CTool life managementExtended tool life managementTool length measurementAutomatic tool length measurementPart Program Storage & EditingPart Program Storage512KBNumber of registerable programs400Part program editingProgram protectBackground editingExtended part program editingPlaybackPassword functionDisplayStatus displayClock functionCurrent position displayProgram comment display Program name 31 charactersParameter setting and displaySelf-diagnosis functionAlarm displayAlarm history displayOperator message history displayOperation history displayHelp functionRun hour and parts count displayActual cutting feedrate displayDirectory display of floppy cassetteDirectory display and punch for each groupServo setting screenDisplay of hardware and software configurationPeriodic maintenance screenMaintenance information screenTrouble diagnosisSoftware operator's panelSoftware operator's panel general purpose switchEnglish Language Display, Multiple Languages Selectable Jap,Ger,Fr,Sp,It,Chi,Kor,Por,Dut,Swe,Hun,Cz,Pol,Rus,TurData protection key 4 typesErase CRT screen displayData Input/Output and CommunicationsI/O Link InterfacePunch Panel with 2m Cable A02B-0236-C192 in LCD Mount, A02B-0120-C192 in Stand Alone.Reader/Punch Interface 1 (RS-232)2nd Channel may be activatedExternal I/O device controlExternal data input:External tool offset External message External machine zero point shiftExternal key inputExternal program inputExternal workpiece number search9999Expanded external workpiece number searchExternal program number search1~9999Memory card input/output for maintenancePower Mate CNC managerEmbedded EthernetOtherCD-ROM containing Product Manuals included in the BOM of the Root CNC.24V Power Cable44C741911-001CBL +24V M3 TERM-AMP 5M USASpare Fuses A02B-0236-K100 Fuse, LCD Mount CNC A02B-0319-K100FUSE, Stand Alone CNC Cable Clamps A02B-0124-K001CABLE CLAMPSGrounding Bar44B295864-001GROUNDING BAR 11 SLOTMiscellaneous Items:A02B-0319-K191 Screw Caps for LCD Mount.A02B-0120-K324CONNECTOR AND PINSPackage A Package B Basic Func Pkg 1Basic Func Pkg 1 This Form assumes the use of HRV2. If HRV3 servo control is 4 Axes,up to 7 supported4 Axes,up to 7 supportedrequired, please complete this form as close as possible to A02B-0319-B502A02B-0319-B802 your desired configuration, then e-mail the form andLCD Mount with 2 Slots Stand Alone 2 Slots yourrequestedchangesto:****************************A02B-0319-H160 No LCD Available 220x290mm CNC Express will modify the form per your request and return 10.4" Color LCD R641 Auto Data Backupthe form to you.A02B-0319-C125HSSB Horizontal MDI10m F/O cable220x230mm J800 Drivers & Libraries Embedded Ethernet Embedded EthernetR641 Auto Data Backup K775 Screen Disp DiskPMC for 0ί-D 24K Steps PMC for 0ί-D 24K Steps Automatic Data Back-up, 3 Sets of Back-up Data, SRAM + PPS Approx 1280m PPSApprox 1280m PPS HRV3 servo controlHRV3 servo control USB Memory I/O is available on LCD Mount CNCs.AI Contour Control AI Contour Control AI Contour Control II AI Contour Control II Manual Guide i Manual Guide i I/O Link 2nd Channel I/O Link 2nd Channel I/O Link 3rd Channel I/O Link 3rd Channel Dual Check Safety Dual Check Safety PMC for 0ί-D 32K Steps PMC for 0ί-D 32K Steps Approx 5120m PPSApprox 5120m PPSSERIES 0i-MD PACKAGE CHOICES0ί-MD requires atleastVersion 5.7 of FANUC Ladder III The maximum number of axes = 7.The maximum number of spindles = 2.The maximum number of axes + spindles = 8.Shading indicates restrictions, see Package Options for detailsBasic Function Package 1 is the full featured 0ί-MD version, containing the largest PMC steps and PPS.PACKAGE DEPENDENT OPTIONSORDER FORMSeries 0ί-MD CNC Express Package A 10.4" Color LCD Mount Must choose only one. Pick One Series 0ί-MD CNC Express Package B 2 Slot Stand Alone w/ HSSB connection. Pick One Package A MDI OptionsSeparate Type MDI (Standard key) (Vertical)A02B-0319-C126 or equivalentPackage A or B OptionsManual Guide ί (S790) (includes Manuals) Cannot order J973, S772AI Contour Control (J665)AI Contour Control II (S808)Jerk Control (S678)Requires AI Contour Control IINano Smoothing (S687)Requires AI Contour Control IIBell-Shaped Acc/Dec Before Interpolation (J977)Requires AI Contour Control or AICC II Machining Condition Selecting Function (S637)I/O Link expansion 2nd Channel (S981) w/ A20B-1007-0680 and 1m cable.Dual Check Safety (S661) Req's I/O 3rd Channel (S985) or PROFIBUS Master. No Analog Spindle.I/O Link expansion 3rd Channel (S985) w/ A20B-1008-0360 and 1m cable. Req's (S661)I/O Link expansion 2nd Channel (S981) for use with (S985).PMC for 0ί-D 32K Steps (R006#32K)Part Program Storage Size 2MB (J948) Approximately 5120mPackage A or B Options - Continued.5th Axis Control - Only four axes can be controlled simultaneously. If using HRV3, 2 FSSB Links for CNC to Servo Amps are required. Without HRV3, all axes are on one FSSB link.6th Axis Control - includes Controllable Axes Expansion (R689)7th Axis Control - changes to A4 Axis CardAnalog Spindle Interface(serial spindle interface is standard)See Drives Tab for Spindle Separately Mounted Position Encoder.Dual Position Feedback (J704)Linear Scale I/F w/ absolute address reference mark (J670). Requires Separate Detector I/F.Bi-Directional Pitch Error Compensation (S656)Retrace (J730)Manual Handle Retrace (J998)Manual Handle Interface using Beta I/O Link (S722)Extended PMC ladder instruction function (R851)Function Block function (R852)Multi Language PMC Message 128K (S977#128K)Dynamic Graphic Display (J973) Not with Manual Guide i.(enhanced tool path plotting, solid model display, preview cutting path)Grinding Func A (S682)(incl's multi-step skip,grinding canned cycles,continuous dress,infeed control)Grinding Func B (S683) incl's Angular Axis Control in addition to the features in Grinding Func A.Multi-step skip (J849)Option BoardsPROFIBUS DP Master Includes PROFIBUS DP Master Board uses one option slot PROFIBUS DP Slave Includes PROFIBUS DP Slave Board uses one option slot Ethernet without Data Server (Uses FOCAS2 Protocol)uses one option slot Data Server Function (req's ATA Flash Card) (Uses FTP for data transfer)uses one option slot Compact Flash Card Kit 1GB for use with Data Server 0Data Server Editing/Operation (R643) Provides Operation similar to 3xί Family CNC'sEthernet (Requires Data Server Function) (Uses FOCAS2 Protocol)Ethernet or HSSB OptionsBasic Operation Package (BOP2) Function (J814) Requires Pkg B or EthernetDual CNC Screen Disp (S884) (CNC Screen Disp and Enlarged Screen Disp 1024x768, are Basic.)K776 Disk for CNC Screen Display - Ethernet. Req'd for CNC Screen Disp or Dual CNC Screen Disp.Machining Status Monitor Package Function (J870)Application Disk for Ethernet (A02B-0207-K783)Application Disk for HSSB (A02B-0207-K781)Ladder Edit Package Function (J820)Manual Guide 0iManual Guide 0ί(S772) Not available with Manual Guide ί.Macro Executor Related Options - require Development Tools. (See Tools Page)Macro Executor (J888) Requires Custom SW size. System SW reserves 96KB. Choose Only One.Macro Executor & C-lang Executor (J734) Req's >= 2MB Custom SW. System SW reserves 700KB.FANUC Picture Executor (R644) Req's >= J738#4M. Sys SW reserves 2MB.Available w/ J888/J734.Custom SW size 512KB. (J738#512K)Custom SW size 2MB. (J738#2M)Choose the appropriate Custom SW size Custom SW size 4MB. (J738#4M)to support the ordered Macro Executor.Custom SW size 6MB. (J738#6M)Parallel Axis Trackingi AdaptS Check to override required DVD.i AdaptS S/W DVD D75F-0102-PB00Each MTB/Retrofitter must purchase a DVD once.Flash CardCompact Flash Card Kit 128MB 0I/O unit for 0iI/O unit for 0i-D This is compatible with the DI/DO I/F of I/O card of Series 0i-B. DI/DO : 96/64 pts.See the IOetc page for the available I/O Link signal cables.Analog Servo InterfaceAnalog Servo Inf for 1 axis Includes Analog Inf Module, Connectors & Fuse - Req's F/O cmd cbl.Analog Servo Interface for 2 axes Includes Connectors.Analog Servo Interface for 3 axes Includes Analog Inf Module, Ribbon Cbl & Connectors Analog Servo Interface for 4 axes Includes Connectors.Analog Servo Inf for 5 axes Includes Analog Inf Module, Connectors & Fuse - Req's F/O cmd cbl.Analog Servo Interface for 6 axes Includes Connectors.Analog Servo Interface for 7 axes Includes Analog Inf Module, Ribbon Cbl & ConnectorsRequired Fiber Optic Command Cable is ordered on the 230V Drives tab.Enter Analog Quote Number:See Sales Engineer for Quote Number.Product ManualsSeries 0ί-D, 0ί-D Mate Description Manual, B-64302EN 0Series 0ί-D, 0ί-D Mate Conn H/W Manual, B-64303EN 0Series 0ί-D, 0ί-D Mate Conn Func Manual, B-64303EN-10Series 0ί-D, 0ί-D Mate Maintenance Manual *, B-64305EN 0Series 0ί-D, 0ί-D Mate Parameter Manual * B-64310EN0Series 0ί-MD Mate Operator's Manuals *, Common and MD specific, B-64304EN & -20Oper Manual - Fast Ethernet/Data Server, B-64414EN0Manual Guide ί Operator's Manuals & Setup Guide, B-63874EN, -1 & -20This Manual is NOT included on any CD. A complimentary copy is shipped with the CNC.Extra hard-copy manuals, if required, may be ordered here.Series 0i-D Operation & Maintenance Handbook, B-64307EN 0Check here if no I/O is needed.Check here if I/O has already been purchasedi AdaptS (S898) maintains a constant load during part processing by modifying the feedrate override. This allows for the fastest possible cycle time based on the condition of the tool, part geometry and material variation. By maintaining the manufacturer’s recommended load on the tool, tool life can also be extended. i AdaptS works on the first serial spindle in the first path only. Req's J738#2M,J734. Parallel Axis Tracking (S895) is the tracking of the W/Z Zero position when W and Z axis are parallel axes. Activated by G-Code. Applicable to popular Horizontal Boring Machines. Requires J888, J738#512K & at least 4 axes. Includes DVD and Manual.。
2海德汉中文使用说明书

2手动操作和调整2.1电源接通,电源切断电源接通电源接通和移动到基准点在每台机床上可能有所不同,参考您的机床说明书。
接通控制器和机床的电源,TNC自动开始下列对话:存储器测试自动检查TNC存储器。
除此信息。
编译PLC程序自动编译TNC的PLC程序。
紧急停止电路的功能。
点:在每一轴时按下机床的START按钮,或者按任意顺序越过基准点:在行到基准点之前一直按住机床轴方向按钮。
现在TNC已为手动操作方式准备就绪。
☞如果移动机床轴才需要行到基准点。
如果您只是编写、编辑和试验程序,您可以在控制器电源接通以后立即选择编程和编辑模式或者试运行模式。
在手动操作方式中按PASS OVER REFERENCE(越过基准点)软键后即可行到基准点。
在倾斜的加工面中行程行到基准点在倾斜座标系中按下机床轴方向按钮可以移动到基准点。
在手动操作方式中必须激活“倾斜加工面功能”,参阅27页“激活手动倾斜”,TNC就增添相应的轴。
NC START按钮不起作用,按下此按钮可能会引起出错。
☝要确保倾斜加工面菜单中输入的角度和倾斜轴的实际角度相匹配。
电源切断为防止电源切断时数据丢失,您必须按下述使操作系统一步步停止工作:选择手动方式。
选择渐停功能,用YES软键再次确认。
当TNC在一叠加的窗口中显示“Now you can switch off theTNC”信息时,您才可以切断TNC的电源。
☞电源切断动作不准确,会使TNC 数据丢失。
2.2移动机床轴说明用机床轴方向按钮移动机床轴是机床固有的功能,在机床说明书中有详细的资料。
用机床轴方向按钮移动:选择手动操作方式。
按下并保持住机床轴方向按钮,直至您所要的机床轴开始移动。
连续移动机床轴:按下并保持住机床轴方向按钮,然后按下机床START按钮。
和要停止机床轴移动,按下STOP按钮。
利用这两个方法,您可以一次同时移动几根轴。
利用F软键,可以修改被移动轴的进给率,参见21页“主轴转速S,进给率F和辅助功能M”。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1前言1.1TNC 426,TNC 430HEIDENHAIN TNC是一种面向生产车间的仿型控制器,使您能以一种便于使用的对话式编程语言,编制使机床准确加工运转的对话式程序。
TNC控制器可用于铣削、钻孔和镗削加工,也可用于加工中心。
TNC 426最多可控制五根轴;TNC 430最多可控制九根轴。
您也可在程序控制下改变主轴的角度位置。
一体化的硬盘能存储许多您所喜欢的程序,不论这些程序是脱机创建的还是数字化的。
为了能快速计算,随时随地都能在屏幕上调出袖珍计算器。
键盘和屏幕布局清晰合理,功能调用快捷,使用方便。
编程:HEIDENHAIN对话式和ISO格式HEIDENHAIN对话式编程是一种特别容易的程序写入方法,交互式的图形表示仿型编程的各个加工步骤。
如果某一张生产图纸没有标注NC适用的尺寸,HEIDENHAIN FK任意形状轮廓编程就会自动执行必要的计算。
工件的加工状况,无论是现在正在加工中还是在加工之前,都能用图形模拟显示。
在ISO编程格式或DNC模式中都由此功能。
当TNC在运行另一段程序时,您也可输入或测试一段程序。
兼容性TNC能执行所有写在TNC 150B及以后的HEIDENHAIN 控制器上的零件程序。
1.2可视显示器和键盘可视显示器TNC显示器可使用CRT彩色显示器(BC120)或TFT 液晶显示器(BF120)。
右上图为BC120的键盘和控制器,右中图为BF120的键盘和控制器。
屏幕端部当TNC接通电源时,屏幕端部显示选定的操作方式:左侧为加工方式,右侧为编程模式。
当前激活的模式显示在一个较大的方框中,在此方框中,同时也显示对话提示和TNC信息(如果没有,则仅显示图形)。
软键TNC底部一排软键表示辅助功能。
直接按下这些键,即可选用这些辅助功能。
紧接着软键行上面的行表示软键的编号,可以左右移动黑色光标调用。
被激话的软键行高亮显示。
软键选择键切换软键行设置屏幕布局用于转换加工和编程模式的移位键仅在BC120上的键屏幕退磁:为屏幕设置退出主菜单为屏幕设置选择主菜单:在主菜单中:高亮显示部向下移动在子菜单中:减小数值;图形向左或向下移动在主菜单中:选择子菜单在子菜单中:退出子菜单主菜单对话功能BRIGHTNESS调节亮度CONTRAST调节对比度H-POSITION调节水平位置主菜单对话功能V-POSITION 调节图形高度V-SIZE调节图形高度SIDE-PIN纠正桶型失真TRAPEZOID纠正梯形失真ROTATION纠正倾斜COLOR TEMP调节色温R-GAIN调节红色浓度B-GAIN调节兰色浓度RECALL无功能BC120对磁场和电噪声敏感,可能会使图形的位置和几何形状产生失真。
交流电场可能会使图形周期性的移位或产生失真。
屏幕布局您自己选择屏幕布局:例如,在运转的编程和编辑模式中,您可以使TNC在左侧窗口中显示程序块,而在右侧窗口中显示编程图形;您也可在右侧窗口中显示程序结构,或者,只在一个大的窗口中显示程序块。
可用的屏幕窗口取决于所选的操作方式。
变换屏幕布局:按下SPLIT SCREEN键:软键行表示可用的。
屏幕布局选项,参见6页“运转模式”。
选择所需的屏幕布局。
键盘右图为按功能分组的键盘上的键:字母数字键盘用于输入文本,也可用于ISO格式的编程文件管理袖珍计算器MOD功能帮助功能编程模式机床运转模式编程对话开始箭头键和GOTO跳转命令数字输入和选择轴每个键的功能在封面内页阐述。
机床面板上的按钮,例如,NC START,在机床说明书中阐述。
1.3操作方式手动操作和电控手轮操作在调整机床时需要采用手动操作方式,在此方式中,您能够用手动方式或增量方法定位机床轴、设置数据和倾斜加工面。
电控手轮操作方式能使您用电控手轮移动机床轴。
选择屏幕布局用的软键(如前所述)屏幕窗口软键位置左:位置,右状态显示手动数据输入定位(MDI)此操作方式用于编制简单的行程程序,例如平面铣削和预定位。
在此操作方式中,您也能定义设置数字化范围用的的明细表。
选择屏幕布局用的软键屏幕窗口软键程序左:程序行,右:状态显示编程和编辑在此操作方式中,您能够编写您的零件程序。
在编程和添加必要的信息时,FK任意形状轮廓编程功能、各种各样的循环和Q参数功能能对您提供帮助。
如果需要,能用编程图形显示每一个步骤,或者,用一个独立的屏幕窗口制定您的程序结构。
选择屏幕布局用的软键屏幕窗口软键程序左:程序行,右:程序结构左:程序,右:编程图形试运行在试运行运转方式中,TNC检查程序和程序段有无错误,例如,几何形状是否不协调,程序内是否遗漏数据或者有不准确的数据或加工间隔是否违反规定等。
有关选择屏幕布局的软键,参阅第8页“程序运行、全序列程序运行和单行程序运行”。
全序列程序运行和单行程序运行在运转的程序运行、全序列程序运行模式中,TNC 连续执行一个零件程序,直至程序结束,或者人为停止或程序停止。
在中断以后,程序能恢复运行。
在运转的程序运行、单段程序块运行模式中,您可按下机床的START按钮执行每一段独立的程序段。
选择屏幕布局的软键屏幕窗口软键程序左:程序行,右:程序结构左:程序,右:状态左:程序,右:图形图形为随行夹具表选择屏幕布局的软键屏幕窗口软键随行夹具表左:程序,右:随行夹具表左:随行夹具表,右:状态左:随行夹具表,右:图形1.4状态显示“一般”状态显示状态显示告诉您当前机床的位置状况。
在下列操作方式中,状态是自动显示的:程序运行、单段程序块和程序运行、全序列程序运行,如果屏幕布局仅设置为图形显示,则除外;手动数据输入定位(MDI)。
在手动操作方式和电控手轮操作方式中,状态显示出现在一个较大的窗口中。
状态显示资料符号意义ACTL 当前位置的实际或名义座标Y Z机床轴;TNC以小写字显示辅助轴,所显示的轴的顺序和数量由机床制造商确定。
详细资料参阅机床说明书。
F S M以英寸显示的进给率对应有效值的十分之一。
S为主轴转速,F为进给率,M为当前的功能。
*已开始运行的程序。
轴锁住。
轴能用电控手轮移动。
轴在倾斜加工面中移动根据基本旋转移动轴。
辅助状态显示辅助状态显示包含了程序运行的详细资料,辅助状态显示可以在除了编程模式和编辑模式之外的所有运转方式中调用。
打开辅助状态显示:调出屏幕布局软键行。
为辅助状态显示选择屏幕布局选项。
打开辅助状态显示:移动软键行,直至STATUS软键出现。
选择所需要的辅助状态显示,例如总的程序资料。
利用下列软键可以在几种状态显示中选择:总的程序资料1.主程序名称2.当前程序3.当前的加工循环4.圆心CC(极心)5.运转时间6.停顿时间计数位置和座标1.位置显示2.位置显示形式,例如实际位置3.加工面的倾斜角度4.基本旋转的角度刀具资料1. T:刀号和名称RT:备用刀具的刀号和名称2.刀具轴线3.刀具长度和半径4.来自TOOL CALL和刀具表的尺寸超差值(Δ值)5.刀具寿命,最长刀具寿命(TIME1)和TOOL CALL(TIME2)的最长刀具寿命。
6.当前刀具和(下一把)备用刀具显示。
座标转换1.主程序名称2.当前座标原点转换(循环7)3.当前旋转角度(循环10)4.镜象对称轴(循环8)5.当前的换算系数(循环11/26)6.换算座标原点刀具测量1.被测刀具的刀号2.显示正在测量的刀具半径或长度3.每一刀刃的MIN(最小)和MAX(最大)值和刀具旋转测量结果(DYN=动态测量)4.和测量值对应的刀刃数。
如果测量值后面带星号*,则表示超出刀具表中的许用公差。
当前的辅助功能M1.有固定含义的当前辅助功能M列表2.有机床制造商指定功能的当前辅助功能M列表1.5附件:HEIDENHAIN三维触头和电控手轮三维触头利用各种各样的HEIDENHAIN三维触头,您可以:自动校准工件,快速、精确地设置座标原点,在程序运行期间测量工件,数字化三维平面(可选项),以及测量和检查刀具。
触头的所有功能在另一单独的说明书中阐述。
如需要该说明书,请和NEIDENHAIN联系索取。
TS 220,TS 630和TS 632触发式触头这些触头在自动校准工件、座标原点设置、工件测量及数字化方面特别有效。
TS 220通过电缆把信号传送给TNC,是一种适用于不需频繁数字化场合的高效低成本的选择方案。
TS 630和TS 632的特点是用红外线把触发信号传送给TNC,这就使这些装置在有自动换刀装置的机床上使用非常方便。
工作原理:HEIDENHAIN触发触头有一耐磨的光学开关,当触针一偏斜,立即产生一个电信号,这个电信号传送给TNC,TNC把触针的现有位置作为实际数据贮存起来。
在数字化期间,TNC根据一系列被测位置数据,以HEIDENHAIN格式生成一段包含有直线程序段的程序,您可将该程序输入PC,以备以后用SUSA数据整理软件进行处理。
该数据整理软件能使您计算内/外变换或者计算出由于刀具的特殊形状和半径与触针尖端不同而造成的偏差来修正程序。
如果刀具的半径和触针尖端相同,则可以立即运行这些程序。
刀具测量用的TT 130刀具触头TT 130是一种用于检查和测量刀具的三维触发式触头,您的TNC提供有三种该触头的循环,利用这些循环,无论在主轴旋转还是停止状态,都可自动地测量刀具的长度和半径。
TT 130设计特别稳定,保护程度很高,不受冷却液和切屑的影响,触发信号有耐磨和高可靠性的光学开关产生。
HR电控手轮电控手轮便于手动移动机床轴导轨。
手轮每转的行程范围很宽。
除了HR 130和HR 150整体式手轮,HEIDENHAIN还提供HR 410便携式手轮(参阅右中图)。