IPQC巡线稽核记录表
IPQC巡回检验记录表

制程首件/IPQC巡回检验记录表
表单编号: 制令单号 订单数量 NO.
工序 检验项目
日期: 产品编号 良品数量 巡回检验( 时间 )
抽检 数量 抽检 数量 抽检 数量
品 规
名 格
不良品数量
首件检验 (时间) 抽检
数量
核 准:
审 核:
品 管:
生产负责人:
备注:不良编号 1:收缩 2:流纹 3:不饱模 4:杂色 5:毛边 6:刮伤 7:断PIN 8:缺胶 9: 汽泡 10:发白 11:共面度 12 其它 14:顶白 15:螺丝孔堵 16:变形 17:油污 18:色差 19:拉模 20:修边不齐 21、漏贴标贴 22:缺件 23:产品颜色 丝未打紧 25:音乐不响 26:标贴贴错 27:彩盒用错28:板芯漏油 29:板芯气泡 30:板芯黑点 31:板芯用错 32:画笔用 好 34:白油超量 35:OPP袋不良 36:喷漆问题 37:电镀件问题 38:胶水问题
星塑胶有限公司
日期:
PQC巡回检验记录表
巡回产负责人:
7:断PIN 8:缺胶 9: 汽泡 10:发白 11:共面度 12:顶针高出 13: 20:修边不齐 21、漏贴标贴 22:缺件 23:产品颜色搭配错误 24:螺 9:板芯气泡 30:板芯黑点 31:板芯用错 32:画笔用错 33:磁条未粘 胶水问题
IPQC巡检记录表
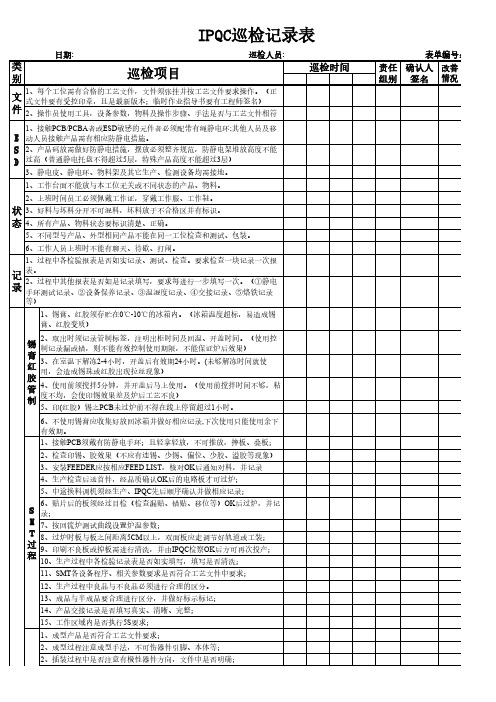
组 装 过 程
5、各工序不良物料是否进行区分; 6、产品状态是否进行标示、区分; 7、烧录程序是否按照程序版本烧录,并进行对应彩笔标记区分; 8、液晶屏焊接、组装过程应注意防护,不可碰撞、摩擦等; 9、组装过程中注意拿取、作业手法不应出现易划伤动作; 10、组装过程中发现问题是否及时反馈; 11、对使用401胶水工序的防护是否有效; 12、生产过程中记录数据是否真实、有效; 1、产品检验达到不合格比例时是否按照相关要求执行; 2、检验区域是否执行5S要求;
操 作 规 则 波
峰 焊 过 程
焊 5、产品是否进行区分、标示; 接 6、掰板边、打磨芯片应为特殊工序,需有特殊人员进行; 过 7、周转过程中注意板与板之间碰撞、摩擦等导致器件掉落; 程
8、液晶屏码放需按照相关要求进行,不可过多叠放; 9、工作区域内是否执行5S要求; 10、焊接过程中遇到问题是否及时反馈; 11、检查焊接效果并做好相应的记录; 1、组装产品各工序应有相应的文件要求; 2、组装手法是否满足产品要求,有无风险; 3、关键工序操作是否由关键岗位人员进行作业; 4、工作区域内是否执行5S要求;
巡检时间
责任 确认人 改善 组别 签名 情况
状 态
3、好料与坏料分开不可混料,坏料放于不合格区并有标识。 4、所有产品、物料状态要标识清楚、正确。 5、不同型号产品、外型相同产品不能在同一工位检查和测试、包装。 6、工作人员上班时不能有聊天、待歇、打闹。 1、过程中各检验报表是否如实记录、测试、检查。要求检查一块记录一次报 表。 2、过程中其他报表是否如是记录填写,要求每进行一步填写一次。(①静电 手环测试记录、②设备保养记录、③温湿度记录、④交接记录、⑤烙铁记录 等) 1、锡膏、红胶须存贮在0℃-10℃的冰箱内。(冰箱温度超标,易造成锡 膏、红胶变质)
IPQC巡检记录表 旧

型号: 数量: 线别:OK NG OK NG OK NG OK NG OK NG 1.是否有确认首件2.接触电子元件岗位是否有带静电手环。
3.人员是否有压到灯珠表面。
4.螺丝是否锁紧、漏锁、滑牙。
5.料、卡、单(物料、标示卡、工令单)是否一致。
6.焊锡岗位是否焊错、虚焊、漏焊、脱焊等不良。
7.焊接时间不能超过3s。
8.悬挂SOP是否与实际生产型号对应。
9.工具、设备、仪器是否保养点检。
★静电环除静电是否有效。
★扭力是否在SOP要求范围内_____Kg/cm ²★电烙铁温度是否在SOP要求范围内_____1.测试人员是否有防护措施。
2.测试手法是否与SOP相符。
3.测试项目是否有漏测、假测现象。
1.老化电压是否与技术规格书要求一致。
____V ___Hz__H 2.老化异常品是否有及时确认。
3.老化条件是否符合SOP。
1.绝缘测试条件是否与SOP要求一致。
____V___Ω__S 2.测试条件是否与SOP要求一致。
测试条件:_____V __Hz_______W3.测试人员是否有防护措施。
4.测试手法是否与SOP相符。
5.测试项目是否有漏测、假测现象。
1.是否有确认首件。
2.包装的附件标签等是否符合技术规格书。
3.标签信息是否贴对:位置与信息。
★4.包材规格书等附件是否有漏放。
5.悬挂SOP是否与实际生产型号对应。
6.工具、设备、仪器是否保养点检。
7.PE袋套袋方式,是否按SOP要求执行。
8.产品包装后堆叠方式是否合理,是否按包装方式要求执行。
9.辅料、配件是否有漏放、多放现象。
10.包装方式是否与SOP相符。
审核:巡检员:备注改善效果改善 对策测试老化点亮测试包装IPQC巡检项目异 常 描 述备注:1.巡检同时依据SOP、技术规格书进行关键质量点、客户发现问题点、产品连续发生的问题点进行巡检;巡检结果在OK栏位打“√",NG在NG栏位打“√"并在异常描述写NG问题。
品质管理之IPQC巡检记录表

客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
IPQC巡检记录
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:。
IPQC巡查记录表
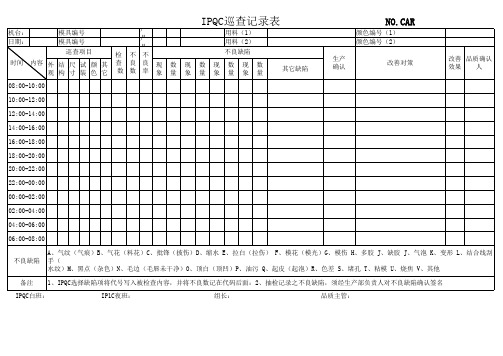
机台: 日期: 模具编号 模具编号 巡查项目 时间 内容 外 结 尺 试 颜 其 观 构 寸 装 色 它 08:00-10:00 10:00-12:00 12:00-14:00 14:00-16:00 16:00-18:00 18:00-20:00 20:00-22:00 22:00-00:00 00:00-02:00 02:00-04:00 04:00-06:00 06:00-08:00 不良缺陷 备注 产品名称(1) 产品名称(2) 检 不 不 查 良 良 数 数 率 现 象 数 量 现 象 数 量 现 象 用料(1) 用料(2) 不良缺陷 数 量 现 象 数 量 其它缺陷 生产 确认
IPQC白班:
Байду номын сангаас
NO.CAR
颜色编号(1) 颜色编号(2) 改善对策 改善 品质确认 效果 人
A、气纹(气痕)B、气花(料花)C、批锋(披伤)D、缩水 E、拉白(拉伤) F、模花(模光)G、模伤 H、多胶 J、缺胶 J、气泡 K、变形 L、结合线刮 手( 水纹)M、黑点(杂色)N、毛边(毛唇未干净)O、顶白(顶凹)P、油污 Q、起皮(起泡)R、色差 S、堵孔 T、粘模 U、烧焦 V、其他 1、IPQC选择缺陷项将代号写入被检查内容,并将不良数记在代码后面:2、抽检记录之不良缺陷,须经生产部负责人对不良缺陷确认签名 IP1C夜班: 组长: 品质主管:
IPQC稽核记录表

20 炉温曲线有无及时测量打印
21 目检,印刷是否有使用放大镜
22 目检报表有无填写,有无及时确认
23 品保是否有戴静电环,手指套
备注:每两小时一次,是则打“√”,否则打“×”,并要求当事人或技术员或主管签名确认。
核
准:
区域
责任人 审核:
表 单 编 号 : XXQR AQA 016 Rev :A/0 1
22:00 24:00 02:00 04:00 06:00 08:00
2 作业员是否正确配戴静电环
3 作业员接触产品是否有作产品维护
4 车间温湿度记录表是否按时正确填写
5 FPC有无烘烤记录
6 烘烤箱保养记录是否填写
7 锡膏在冰箱温度是否有按时记录
8 锡膏管制标签填写是否正确
9 机台周,月保养记录是否完全
XX电子科技有限公司
IPQC稽核记录表
班别:
日期:
序 号
稽核项目
1 静电环是否有测试记录
稽核人:
8:00- 10:00- 12:00- 14:00- 16:00- 18:0010:00 12:00 14:00 16:00 18:00 20:00 20:00- 22:00- 24:00- 02:00- 04:00- 0Байду номын сангаас:00-
10 FEEDER保养记录是否填写
11 生产设备维修记录是否填写
12 烙铁温度点检记录是否填写
13 各工位状态有无明确标示
14 首件记录表填写是否正确,完全
15 首件产品是否正确
16 换料有无做记录,有无做交叉确认签名
17 印刷之产品是否按规定摆放
18 清洗板有无给技术员确认,有无打“√”标记
IPQC巡检表-模板

次/2H
4.2 各工位操作方法、使用工装治具、作业结果是否符合指导书要求;
次/2H
4.3 下载工位选用软件版本是否正确; 法
次/2H
4.4 二维码写码是否正常(二维码是否偏位,机型、数字是否与机标一写码工位配置参数是否正确(特别是 IMEI号码段、版本、机型颜色的设定)
次/2H 即时 即时
3.4 验证物料:
即时
4.1 各工位是否有相对应机型的SOP
次/2H
4.2 各工位操作方法、使用工装治具、作业结果是否符合指导书要求;
次/2H
4.3 软件版本:
次/2H
4.4 二维码打印是否良好:
机型:
颜色 代码:
次/2H
法
4.5 机标IMEI:
VC:
S/N:
次/4H
4.6
IMEI写号位配置参数是否正确(特别是IMEI号的设定,版本的设定 CE 码:
次/4H
4.7 振动,高温,老化测试是否按SOP操作
次/4H
4.8 保压夹具,风蛇是否按工艺卡操作使用;
次/4H
4.9 异常问题的改善措施是否正确执行;
次/4H
5.1 同一产线没有其他订单在制;
次/4H
5.2 静电:综合电阻/静电腕带有测试记录;
次/2H
环
5.3 车间环境温湿度是否符合要求并确认记录;
次/班
5.4 各工位操作台面是否叠放产品;
次/2H
不良率 监控
首件
标签
样品核 对
抽检
5.5 现场的5S要求:物料、静电、区域标识规范,现场和操作台清洁;
次/2H
6.1 关键检查工位(功能、耦合、外观)不良品是否及时记录;
连接器IPQC巡检记录表

核准:
审核:
检验员:
表单编号:QC-4-010
Hale Waihona Puke 记录说明: 1.IPQC每两小时对制程各工站巡检一次,每次抽检4PCS;规格/重点作业参数确认是否符合工程图纸或SOP,不做数据描述. 2.凡涉及到机台及材料投入工站必须记录机台编号和材料批号. 3.如IPQC抽检各工站制程不良率超过3%(含)或严重不良时,须开出品质异常联络单,反馈责任单位检讨改善;不良率不足3%或轻微不良则反馈给责任单位现场改善.
铝箔/麦拉脱三分之二左右,不可伤芯线 两端面的芯线/地线顺序不可错误,芯线外露 2.5MM以上,排线OK后芯线/地线不可脱离线夹 线夹内芯线、地线无可松脱,剥口处外皮平齐, 芯线不可剥伤,剥断等。 镀锡后芯线不可相互粘在一起,铜丝外露2-3mm 左右. 送锡针不可碰触连接器,上锡范围不可偏离Pin 位,上锡量不可过多或过少. Pin之间不可连锡,不可有虚焊,假焊,焊点大,焊 点小等不良,铁壳不可变形,刮伤;胶芯不可烫 伤.
镀锡 连接器上 锡膏 焊接 焊接检查
镀锡温度 315±25℃ 外观
外观
焊接温度 380±20℃ 编织焊铁 外观(电脑 壳 焊接点不可有虚焊,假焊,铜丝分叉等不良
测试1)
外观 无缺料,冲胶不良;须完全包焊点,成型无压伤 成型内模 (电脑测 铁壳,线材等不良 成型无缺料,压伤铁壳,冲 成型外模 试2) 胶,毛边,水纹,缩水等不良 外观检查 包装 外观 外观 Pin针无下陷,插头无变形、刮伤等不良;线材 无刮伤、破损等不良;成型外模无缺料、缩水 、水纹、毛边等不良 依工程图面包装
有限公司 IPQC制程巡检报告
客户:
名称 项目
品名:
线别:
检查标准
日期:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
28 29 30 1 2 3 4 6 7
老化房环境温度
℃(要求40±5℃)。 V,负载电流 A(负载为满载的80%以上)
老化房负载是否符合规格要求,输入电压
老化房负载治具上LED指示燈是否亮,加載是否正確; 生产线SOP必須做到一一对应,且作業內容必須與SOP相符; 材料.作业要求等有临时變更时,对应的SOP须及时修正; 每位作业员须按SOP之要求作业.作业员不得有私自调换工作崗位之举动; 超音波压力是否正常,压力为: kg/cm .
后 段
8 9 10 11 12 13 14 15 16 17 18
備注:1.每節次為2小時,第5節次為加班時段 制表: 确认: 审核:
IPQC巡线稽核记录表
制令: 机种: 訂單: 线別: 客戶: 班別: 批量: 段別:
NO.:
日期:
节次
项目
1 2 3 4 5 6 7 8 9 10 11 12
稽核项目
1 2 3 4 5
不良记录
生產線SOP必須做到一一對應,且作業內容必須與SOP相符; 材料.作业要求等有临时變更时,对应的SOP须及时修正; 每位作业员须按SOP之要求作业.作业员不得有私自调换工作崗位之举动; 零件不可有插反.漏插.插错,零件嚴重歪斜等不良現象;. 物料是否有良品与不良品之区分, 物料盒之物料是否有物料卡(卡注明:数量、料号、品名、规格); 变压器,环形电感不得直接堆放,避免互相摩擦碰伤本体。 一个容器只能放置一种物料,不能有混料,盛裝程度不能超過器具總容積的2/3, 掉落于地的磁性元件须作报废处理。 錫面不可有錫裂.空焊.吃錫不足.針孔.腳未出.腳長等不良。 助焊剂是否按規定期限更换,助焊剂比重为: 锡炉转速 m/min,锡温 ℃,一次预热 ℃,二次预热 ℃
特别注意: 在车充制程过锡炉时温度不可超过255℃,以免过热损坏LED灯,切记!!!
前 段
13 14 15 16 17 18 19 20 21 22 23 24 25 26 27
过锡炉后,抽样10PCS,焊点总数
,不良点数
,不良率
%。Biblioteka 切腳機是否定時更換刀片,切腳機剪腳后是否有過二次錫爐。 摆放于膠箱和流水線之机台须有防护零件壓坏.刮伤之措施.每層之間應有紙板隔開。 盲點測試目視員、外觀總檢是否能檢驗出不良。 所有人员拿机台时须轻拿轻放; 各工位之管制图&员工品质记录表须按时制作,且超出之异常须有对策及改善。 各測試站之程式设置须与生产机台一致; 所有半成品的堆放须符合要求,标示须正确; 电动起子、烙铁、静电环、測試儀器等是否每日有点检,并记录真实的数据。 在ESD区域内人员须佩戴静电环,接触PCB铜箔面之所有人员须戴静电手套或靜電環 。 各工作台面是否干净、整洁,不能有锡珠、锡渣、残留不良标签、橡皮圈等异物。 烙铁之海绵水份適當,不能残留太多之锡珠、锡渣。 所有仪器设备接地是否良好,校验有无过期,校验标签是否清晰。 仪器设备是否有每日清理,不能有脏物、零件等异物在设备上摆放。 盲点测试目视员、外观总检是否能检验出不良。
3
所有人员拿机台时须轻拿轻放,超音波前的成品拿機台時不可手提線材。 各工位之管制图&员工品质记录表须按时制作,且超出之异常须有对策及改善。 各測試站之程式设置须与生产机台一致,測試儀器.治具需在校驗期內。 在ESD区域内人员须佩戴静电环,接触PCB铜箔面之所有人员须戴静电手套或靜電環 。 各工作台面是否干净、整洁,不能有锡珠、锡渣、残留不良标签、橡皮圈等异物。 所有仪器设备接地是否良好,校验有无过期,校验标签是否清晰。 仪器设备是否有每日清理,不能有脏物、零件等异物在设备上摆放。 落地實驗CASE是否有裂開,測試功能是否"OK"(条件:高度1m,产品自由落体)。 盲点测试目视员、外观总检是否能检验出不良。 流水号及銘版是否起泡,翹起,臟污,破損,銘版上字體不可模糊不清,缺字或印刷錯誤; 成品包裝紙箱不可有油污潮湿現象,紙箱標示的机种、數量是否与箱內实物相符 所有成品的堆放须符合要求,标示须正确; 无铅产品包装箱上需贴环保标记。