PLC在摇臂钻床电气控制中的应用
(完整word版)PLC的Z3040摇臂钻床电气控制系统改造
张家界航空工业职业技术学院电气工程系毕业论文课题名称:Z3040摇臂钻床电气控制系统的PLC改造学生姓名周宇翔学号 8班级 103352专业机电一体化指导教师李小龙2013年6月摘要传统继电器—接触器电气控制系统的线路复杂、可靠性稳定性差、故障诊断和排除困难。
由于PLC电气控制系统与继电器—接触器电气控制系统相比,具有结构简单,编程方便,调试周期短,可靠性高,抗干扰能力强,故障率低,对工作环境低等一系列优点。
因此,本文对Z3040摇臂钻床电气控制系统的改造,将把PLC 控制技术应用到改造方案中去,从而大大提高摇臂钻床的工作性能。
论文分析了摇臂钻床的控制原理,制定了可编程控制器改造Z3040摇臂钻床控制系统的设计方案,完成了电气控制系统硬件和软件的设计,其中包括PLC机型的选择、I/O端口的分配、I/O硬件接线图的绘制、PLC梯形图设计程序。
对PLC控制摇臂钻床的工作过程作了详细阐述,论述了采用PLC取代传统继电器—接触器电气控制系统从而提高机床工作的性能的方法,给出了相应的控制原理图。
关键词PLC 摇臂钻床梯形图电气控制系统目录1 引言 02 Z3040摇臂钻床传统电气控制系统的原理 (1)2.1 主电器 (1)2.2 控制电路、信号及照明电路 (3)2.2.1 主电动机的旋转控制 (3)2.2.2 摇臂的升降控制 (3)2.2.3 立柱和主轴箱的松开及夹紧控制 (4)3 基于PLC的Z3040摇臂钻床电气控制系统的设计 (5)3.1 PLC的基础理论 (5)3.2 PLC工作原理 (6)3.3 PLC 型号的选择 (7)3.4 PLC 的I/O 端口分配表 (7)3.5 PLC 的I/O 电气接线图的设计 (9)4 Z3040 摇臂钻床电气控制系统的设计改造 (10)4.1 PLC 梯形图程序的优化设计 (10)4.2 PLC程序设计梯形图 (11)结论 (13)致谢 (15)参考文献 (16)1 引言Z3040摇臂钻床是工厂中常用的金属切削机床,它可以进行多种形式的加工,比如:钻孔、镗孔、铰孔及螺纹等。
Z37摇臂钻床中PLC的简单应用 玉苏甫江•图木尔
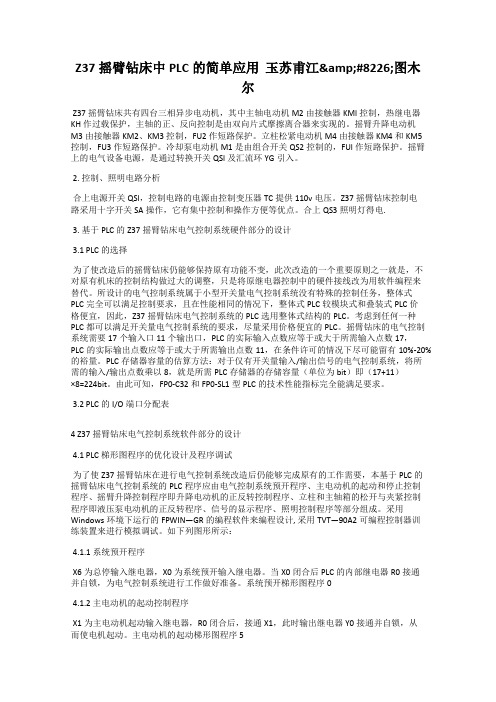
Z37摇臂钻床中PLC的简单应用玉苏甫江•图木尔Z37摇臂钻床共有四台三相异步电动机,其中主轴电动机M2由接触器KMl控制,热继电器KH作过载保护,主轴的正、反向控制是由双向片式摩擦离合器来实现的。
摇臂升降电动机M3由接触器KM2、KM3控制,FU2作短路保护。
立柱松紧电动机M4由接触器KM4和KM5控制,FU3作短路保护。
冷却泵电动机M1是由组合开关QS2控制的,FUl作短路保护。
摇臂上的电气设备电源,是通过转换开关QSl及汇流环YG引入。
2. 控制、照明电路分析合上电源开关QSl,控制电路的电源由控制变压器TC提供110v电压。
Z37摇臂钻床控制电路采用十字开关SA操作,它有集中控制和操作方便等优点。
合上QS3照明灯得电.3. 基于PLC的Z37摇臂钻床电气控制系统硬件部分的设计3.1 PLC的选择为了使改造后的摇臂钻床仍能够保持原有功能不变,此次改造的一个重要原则之一就是,不对原有机床的控制结构做过大的调整,只是将原继电器控制中的硬件接线改为用软件编程来替代。
所设计的电气控制系统属于小型开关量电气控制系统没有特殊的控制任务,整体式PLC完全可以满足控制要求,且在性能相同的情况下,整体式PLC较模块式和叠装式PLC价格便宜,因此,Z37摇臂钻床电气控制系统的PLC选用整体式结构的PLC。
考虑到任何一种PLC都可以满足开关量电气控制系统的要求,尽量采用价格便宜的PLC。
摇臂钻床的电气控制系统需要17个输入口11个输出口,PLC的实际输入点数应等于或大于所需输入点数17,PLC的实际输出点数应等于或大于所需输出点数11,在条件许可的情况下尽可能留有10%-20%的裕量。
PLC存储器容量的估算方法:对于仅有开关量输入/输出信号的电气控制系统,将所需的输入/输出点数乘以8,就是所需PLC存储器的存储容量(单位为bit)即(17+11)×8=224bit。
由此可知,FP0-C32和FP0-SL1型PLC的技术性能指标完全能满足要求。
利用PLC改造的摇臂钻床的电气控制

, H, ) 一 h , 卜 ‘
黧 一13 03 . 0 0 —口—一 .
~ 一
1‘ 0 .
.
0‘ —口—一 0 .
0 5 =— 0 = l
一
0堕 1S 0 .
- 鞫 16 i 0
墅 一17 0
.
2 L
大 型 工 件 , 械 加 工 中 常 用 的 机 床 设 备 , 钻 削 加 工 时 , 运 动 为 主 机 在 主 轴 带 动 钻 头 的 旋 转 运 动 , 给 运 动 为 主 轴 带 动 钻 头 作 上 下 的 纵 向 运 进
功能 停止按钮
启动按钮 上升
地址 Q 0 0
Q 01 Q o2
功能 主电机运行
工作上升 工作下降
是 由 接 触 器 K ( ) M2 反 ) 换 三 相 电 源 中 的 任 意 两 相 。 设 计 时 M1 正 K ( 切 在
为 防止 电 源换 相 所 引起 的 短路 事 故 , 在 硬 件 电路 上 也 采取 互 锁措 应 施 。这 样改 造 后 的线 路操 作既 方便 又 可靠 。
讨 论 , 造 设 计 , 用 于 生 产 实 践 ,既 方 便 又 减 少 了 劳 动 强 度 . 及 维 改 应 . 以 修 的工 作量 . 二 摇 臂 钻 床 的 控 制 要 求
: H ; :
一 轴1
■ l I I L
:0 0 — 一 . . 口 1 0 0 0
v
v F : R 张 i
I 12 I . 1 3 8- 2 72 4
臂 沿 外 立 柱 的 上 下 运 动 , 轴 箱 沿 摇 臂 水 平 移 动 , 臂 与 外 立 柱 一 主 摇
起 绕 内立柱 的回转 运 动 。 三 P C 控 制 系 统 的 设 计 与 实 现 L
PLC对摇臂钻床继电控制的改造

接触 器 KM9和接触 器 KM1 来控 制工 作 台 0用
旋 转 电动机 的正转 和反 转 。
3 P C 的 外 部接 线 L
3 1 硬 件结 构 .
的上 升和 下 降 ; 接 触 器 K 6 KM7用 来控 制 对 立 柱和 主 轴箱 M 、
的夹 紧和 放松 , C 电流继 电器 用 于夹 紧限 位 ; KO 冷却 泵 电动 机 M4的 功 率 很 小 , 到 百 瓦 , 不 可
D 24V C
sB2 sB2 sB2
函
】. 3 0
I. 31 】 . 32 】 3 3.
】 4 3.
I 5 3.
、
sQ2
SA 2
一一
F 2 . 21  ̄
-。 _。 _ 一
lM
I 一
且
敲早 量
筷扶
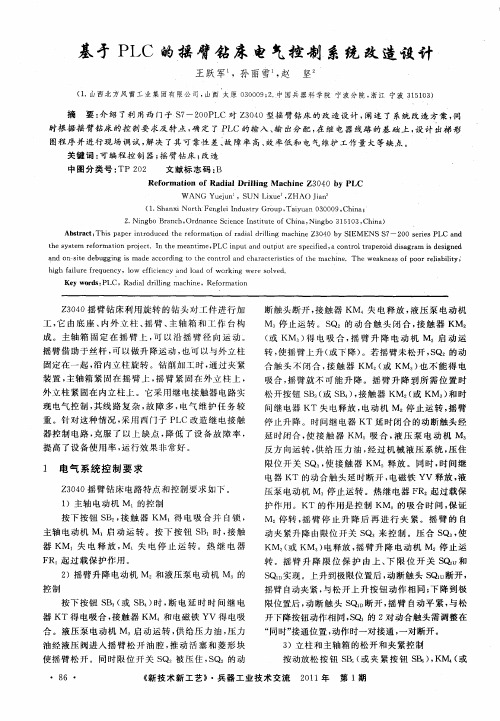
图 2 P C 外 部 接 线 图 L
铰 孔 等工 艺 。摇臂 钻床 的旧系 统 中 , 电气 控制 多采
用继 电器 控制 线路 。 旧设备 所 采用大 量 中间继 电器 和时 间继 电 器线 路 复 杂 , 电器故 障 发 生频 繁 , 继 经
常 出现 主轴 电 动机 不 能 起 动 , 臂 不 能 升 降 , 压 摇 液 泵 电动机 不 能起 动等 问题 。导 致维 护 困难 , 靠性 可 差 , 难 满 足要 求 。而 可编 程 序控 制 器则 使 电气控 很 制 系统 的 工 作 更加 可 靠 , 容 易维 修 , 能 适应 经 更 更
Qs 1
动机 M5是原 系统 中所没 有 的 , 制 三 工位 的 工 作 控 台旋转 , 以连续 钻 3个 同样 工件 的孔 。 可
l 0
土轴 电动机 摇 臂电动机 液压泵 电动机 冷却泵 电动机
PLC在Z3050摇臂钻床电气控制电路中的应用

达反转控制接触器 KM5得 电,摇臂进 行 自动夹紧 ,当 夹紧到位时 ,x7又断 开,R2失 电使 得 Y4也 失 电,摇 臂的 自动夹紧结束。
(3)当要对摇臂或主轴箱进行松紧操作时 ,首先要 按需要旋转 SQ2,进行摇臂和主轴箱 的选择 。然后按下 放松按 钮 SB5(或 夹 紧按钮 SB6),X4 (或 x5)接通 , R12、R13接通 ,同时 TMX3得电开始做 2s减定时,定 时时间到 ,T3使 Y3(或 Y4)得 电,摇臂或主轴箱进行
n KM 2
——’ 厂 X3 PLC Y2 ] 厂 一
放松 按钮
≯ X4 FPl—cl6
≯
Y3 — 厂] KM5
夹紧 按钮
X5
放松 到位 位置 开关
夹紧 到位 SQ3 位置 开关
X6
X7
厂 COM
Y4
Y 5 厂]
N UKA1
L +24V 9
l◆ …l◆ 川l◆lII◆… l◆ …l◆ … ◆ 川 ◆… l◆ 川 ◆ …l◆ …◆ …l◆ …◆ …◆ llll◆ …◆…l◆… ◆ … ◆ …j◆ …◆
G65 PO001A8B.0.35D6Z一2F80;调用 宏程序 ,加 工 8次 , 初 始 刀 补 号 为 6
M 3O
4.结语
维普资讯
PLC在 Z3050摇 臂 钻床 电气 控 制 电路 中 的应 用
威海职业技术学 院 (山东 264200) 孙 明旗 孙 林 于 胜
Z3050摇臂钻 床是一种典 型 的机 械 、液压 、电气 一
体化协同控制 的通用加工机 床。其液 压 、电气配合 时间
摇臂上升、下降的限位位置开关 SQ1一a和 SQ1一b 仍然 串联在摇臂上升 、下 降按钮 支路 ,这样可 以省 略输 入点 。
Z3050型摇臂钻床电气控制控制系统设计

Z3050型摇臂钻床电气控制控制系统设计首先,Z3050型摇臂钻床的电气控制控制系统包括电气控制柜、开关按钮、电机和传感器等组成。
其主要功能是实现钻头的升降、前后移动以及输送工件的控制。
在电气控制柜中,会安装各种控制元件,如接触器、继电器、开关、按钮等。
这些元件通过电线和电缆连接起来,构成一个完整的电气控制系统。
在设计中,需要合理布置和编排电气元件,使其易于操作和维护。
针对Z3050型摇臂钻床的控制需求,可以采用PLC控制系统。
PLC (Programmable Logic Controller)是一种用于自动化控制的可编程逻辑控制器,具有编程灵活、可靠性高、实时性好等优点。
通过PLC控制系统,可以实现对钻床的各种功能的精确控制。
在设计中,首先需要对钻床的工作流程进行分析和梳理。
根据工作流程,确定需要控制的功能和动作,例如:钻头升降、前后移动、开启/关闭钻头、设置加工工件参数等。
然后,根据这些需求,编写PLC程序,在PLC中设置相应的输入和输出端口,实现对这些功能的控制。
针对钻头升降功能的控制,可以采用电机驱动。
将电机与PLC相连,通过控制电机的正转和反转来实现钻头的升降。
在PLC程序中,设置相应的指令和逻辑,根据输入信号控制电机的工作状态。
针对钻头前后移动功能的控制,可以采用电机驱动或者气动驱动。
通过控制电机或气缸的动作来实现钻头的前后移动。
在PLC程序中,设置相应的指令和逻辑,根据输入信号控制电机或气缸的工作状态。
针对钻头的开启和关闭功能的控制,可以通过电磁阀来实现。
通过控制电磁阀的通断来控制钻头的开合。
在PLC程序中,设置相应的指令和逻辑,根据输入信号控制电磁阀的工作状态。
对于设置加工工件参数的功能,可以在PLC程序中设置相关的输入模块,通过按钮和传感器等设备来输入相应的参数。
根据输入的参数,PLC可以实时对钻床的工作进行调整和控制。
在设计时,还需要考虑到安全性和可靠性。
例如,可以设置急停按钮、过载保护装置等安全措施,以保证设备的安全运行。
基于PLC的摇臂钻床电气控制系统改造设计
间继 电器 K 失 电释放 , T 电动机 M 停 止运 转 , 臂 摇
停 止升 降 。时间继 电器 KT延 时闭合 的动断触 头经 延 时 闭合 , 接 触 器 KM 吸 合 , 压 泵 电 动机 M。 使 液
反方 向运转 , 给压 力油 , 供 经过 机 械 液压 系 统 , 住 压 限位 开关 S , 接触 器 K Q。 使 M 释 放 。同 时 , 间继 时
an n st bu gi s m a c or n O t o r n h r c e itc h a h n . T h e kne sofp orr la lt d o iede g ng i de a c dig t hec ntola d c a a t rs isoft e m c i e ew a s o eibi y i hi al r r q n y,l gh f iu e fe ue c ow fiinc n oa fw o kig we e s ve e fce y a d l d o r n r ol d. K e r s: ,Ra a rli a hi , Re o m a i n y wo d PIC dild i ng m c ne l f r to
Z 0 0 臂钻 床利用 旋转 的钻 头 对工 件进 行加 34 摇
工 , 由底 座 、 它 内外 立 柱 、 臂 、 轴 箱 和 工 作 台构 摇 主 成 。主轴箱 固定 在 摇 臂 上 , 以沿 摇 臂 径 向运 动 。 可 摇 臂借 助于 丝杆 , 以做 升降运 动 , 可 以与 外立柱 可 也 固定在一 起 , 内立 柱旋转 。钻 削加 工时 , 过夹 紧 沿 通 装置 , 主轴箱 紧 固在 摇 臂上 , 臂 紧 固 在外 立 柱上 , 摇 外 立柱 紧 固在 内立 柱上 。它采 用继 电接触器 电路实
PLC在摇臂钻床电气控制中的应用

分 、 柔 性好 、 发 周期 短 以 及 故 障 自诊 动机 驱 动 , 别 是 主 轴 电动 机 M 1 却泵电动机 M 供给钻削时所需的 开 ,
断 等优 点 , 特别 适 合 应 用 于 机床 的 摇臂 升 降 电动机 M2 液压 泵 电动机 冷却 液 , 、 作单 方 向旋 转 , 开关 Qs 由
收 稿 日期 {0 50—8 2 0 —80
作者简介 : 俊达 (9 4 )男 。 胡 15 一 , 湖南长 沙人 。 湖南工程学院高级工 程师。
中图分类号 : TG5 2 T 0 . 5 2 } G5 2 3
O 引 言
于 采用 可编 程控 制器 来 替代 传统 继 臂 上 升 或 下 降 到 预定 的位 置 时 , 摇
可 编 程逻 辑 控 制 器 ( rg a 电器一 接触器 电气控 制 的 系统来 改 臂 能在 电气或 机械 夹 紧装置 的控 制 P o rm— ma l L gclC n rl r 是 2 be o i o tol ) a e 0世 造普通机床电气控制系统, 无论是从 下 , 自动夹 紧在 外立 柱上 。 电路 中具
纪 7 代 以来 以微处 理 器 为核 心 , 经济上 , 0年 还是工作 可靠性 、 修性、 维 工 有 必要 的保 护 环节 。 综合计算机技术、 自动控 制 技 术 和 作 寿命 上来 说 , 是十分 经济和划算 2 摇臂 钻 床 电气 控 制线 路 及 电 路 都
通信 技 术发展 起 来 的一 种 新 型工 业 的 , 也是可行 的优选方案 。
且 经 常 出现 故 障 , 可靠 性较 差 。 与传 要求 L 1
统 的 继 电器 —— 接 触器 电气控 制 系 1 1 电力 拖动 .
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
[自控・检测]收稿日期:2005208208作者简介:胡俊达(1954-),男,湖南长沙人,湖南工程学院高级工程师。
PLC 在摇臂钻床电气控制中的应用胡俊达,刘国荣,胡 慧 (湖南工程学院,湖南湘潭411101) 摘 要:采用可编程序控制器(PL C )对摇臂钻床传统的继电器—接触器电气控制系统进行技术改造,给出了摇臂钻床PL C 电气控制系统的设计梯形图、输入输出接线图。
PLC 的应用不但大大提高了摇臂钻床电气控制系统的可靠性和抗干扰能力,而且大大简化和减少了维修维护的工作量,使用效果良好。
关 键 词:PL C ;摇臂钻床;电气控制系统中图分类号:T G 522;T G 502.35 文献标志码:B 文章编号:100522895(2006)022*******0 引 言可编程逻辑控制器(P rogram 2m ab le L ogical Con tro ller )是20世纪70年代以来以微处理器为核心,综合计算机技术、自动控制技术和通信技术发展起来的一种新型工业自动控制装置。
由于它具有功能强、可靠性高、配置灵活、使用方便以及体积小、重量轻等优点,使其在自动化控制的各个领域中得到了广泛的应用。
传统的机床控制系统都是采用继电器—接触器等元器件组成的硬件逻辑控制电路,不但接线复杂,而且经常出现故障,可靠性较差。
与传统的继电器——接触器电气控制系统相比,PL C 控制具有可靠性高、柔性好、开发周期短以及故障自诊断等优点,特别适合应用于机床的电气控制和故障自诊断系统,可以大大减少继电器等硬件逻辑元件的数量,提高电气控制系统的稳定性和可靠性,从而提高产品的品质和生产效率。
近年来由于微电子技术的发展和进步,使得具有完备功能的超大集成电路的价格日趋便宜,同样也促使可编程控制器制造成本大大降低。
对于采用可编程控制器来替代传统继电器—接触器电气控制的系统来改造普通机床电气控制系统,无论是从经济上,还是工作可靠性、维修性、工作寿命上来说,都是十分经济和划算的,也是可行的优选方案。
摇臂钻床作为大型金属工件钻孔加工的必备加工设备,用途广泛。
本文所介绍的PL C 控制系统应用于某机械配件厂的几台摇臂钻床(Z 3040,Z 3050型)电气控制系统的技术改造中,经使用,取得了较好的效果。
1 摇臂钻床电力拖动特点与控制要求[1,3]1.1 电力拖动摇臂钻床Z 3040由4台异步电动机驱动,分别是主轴电动机M 1、摇臂升降电动机M 2、液压泵电动机M 3及冷却泵电动机M 4。
主轴箱的旋转运动及轴向进给运动由主轴电机驱动,旋转速度和旋转方向由机械传动部分实现,电机不需变速和改变运转方向。
1.2 控制要求4台电动机的容量均较小,采用直接启动方式。
摇臂升降电机和液压泵电机均需实现正反转。
当摇臂上升或下降到预定的位置时,摇臂能在电气或机械夹紧装置的控制下,自动夹紧在外立柱上。
电路中具有必要的保护环节。
2 摇臂钻床电气控制线路及电路分析文中所介绍的Z 3040型摇臂钻床的电气控制原理如图1所示。
其工作原理分析如下。
2.1 主电路分析主电路中有4台电动机。
主轴电动机M 1,带动主轴旋转和使主轴作轴向进给运动,作单方向旋转。
摇臂升降电动机M 2,可作正反向运行。
液压泵电动机M 3,其作用是供给夹紧装置压力油,实现摇臂和立柱的夹紧和松开,作正反向运行。
冷却泵电动机M 4,供给钻削时所需的冷却液,作单方向旋转,由开关Q S 2控制。
机床的总电源由组合开关Q S 1控制。
2.2 控制电路分析2.2.1 主轴电动机M 1的控制(1)M 1的启动 按下启动按钮SB 2,接触器K M 1的线圈得电,位于15区的K M 1自锁触点闭合,位于3区的K M 1主触点接通,电动机M 1旋转。
第24卷第2期2006年6月轻工机械L ight I ndustry M achi neryV o l .24,N o.2.June .,2006图1 Z 3040型摇臂钻床的电气控制原理图 (2)M 1的停止 按下SB 1,接触器K M 1的线圈失电,位于3区的K M 1常开触点断开,电动机M 1停转。
(3)在M 1的运转过程中,如发生过载,则串在M 1的电源回路中的过载元件FR 1动作,使其位于14区的常闭触点FR 1断开,同样也使K M 1的线圈失电,电动机M 1停转。
2.2.2 摇臂升降电动机M 2的控制摇臂升降的启动过程如下:按下上升(或下降)按钮SB 3(或SB 4),时间继电器KT 得电吸合,位于19区的KT 动合触点和位于23区的延时断开动合触头闭合,接触器K M 4和电磁铁YA 同时得电,液压泵电动机M 3旋转,供给压力油。
压力油以2位6通阀进入摇臂松开油腔,推动活塞和菱形块,使摇臂松开。
松开到位,压动限位开关SQ 2,使其位于19区的动断触头断开,接触器K M 4断电释放,电动机M 3停转。
同时位于17区的SQ 2动合触头闭合,接触器K M 2(或K M 3)得电吸合,摇臂升降电动机M 2启动运转,带动摇臂上升(或下降)。
摇臂升降的停止过程如下:当摇臂上升(或下降)到所需位置时,松开按钮SB 3(或SB 4),接触器K M 2(或K M 3)和时间继电器KT 失电,M 2停转,摇臂停止升降。
位于21区的KT 动断触头经1~3s 延时后闭合,使接触器K M 5得电吸合,电动机M 3反转,供给压力油。
压力油经2位6通阀进入摇臂夹紧油腔,反方向推动活塞和菱形块,将摇臂夹紧。
摇臂夹紧后,位于21区的限位开关SQ 3常闭触点断开,使接触器K M 5和电磁铁YA 失电,YA 复位,液压泵电机M 3停转;摇臂升降结束。
在摇臂升降中各器件的作用如下:限位开关SQ 2及SQ 3用来检查摇臂是否松开或夹紧,如果摇臂没有松开,位于17区的SQ 2常开触点就不能闭合,因而控制摇臂上升或下降的K M 2或K M 3就不能吸合,摇臂就不会上升或下降。
SQ 3应调整到保证夹紧后能够动作,否则会使液压泵电动机M 3处于长时间过载运行状态。
时间继电器KT 的作用是保证升降电动机断开并完全停止旋转后(摇臂完全停止升降)才能夹紧。
限位开关SQ 1是摇臂上升或下降至极限位置的保护开关。
SQ 1与一般限位开关不同,其2组常闭触点不会同时动作。
当摇臂升至上极限位置时,位于17区的SQ 1动作,接触器K M 2失电,升降电机M 2停转,上升运动停止。
但位于18区的SQ 1另一组触点仍保持闭合,所以可按下下降按钮SB 4,接触器K M 3动作,控制摇臂升降电机M 2反向旋转,摇臂下降。
反之当摇臂在下极限位置时,控制过程类似。
2.2.3 冷却泵电动机M 4的控制当需供给钻削时所需的冷却液时,由手动开关Q S 2控制冷却泵电动机M 4的起动和停止。
2.2.4 主轴箱与立柱的夹紧与放松立柱与主轴箱均采用液压夹紧与松开,且两者同时动作。
当进行夹紧或松开时,要求电磁阀YA 处于释放状态。
Z 3040型钻床夹紧机构液压系统原理如图2所示。
图2 Z 3040型钻床夹紧机构液压系统原理图按松开按钮SB 5(或夹紧按钮SB 6),接触器K M 4(或K M 5)得电吸・721・ [自控・检测] 胡俊达,等 PL C 在摇臂钻床电气控制中的应用 合,液压泵电动机M 3正转或反转,供给压力油。
压力油经2位6通电磁阀YA 进入立柱夹紧液压缸的松开(或夹紧)油腔和主轴箱夹紧液压缸的松开(或夹紧)油腔,推动活塞和菱形块,使立柱和主轴箱分别松开(或夹紧)。
松开后行程开关SQ 4复位(或夹紧后动作),松开指示灯HL 1(或夹紧指示灯HL 2)亮。
图3 Z 3040型摇臂钻床PL C 控制系统梯形图3 摇臂钻床PL C 电气控制系统设计[2]通过摇臂钻床生产工艺过程的分析,以及摇臂钻床对PL C 电气控制系统的要求,确定了系统的输入点数为13个,输出点数为9个,因此选用日本三菱公司生产的FX 2N 248M R 型可编程序控制器。
输入回路采用外加24V 直流稳压电源供电。
按照PL C 设计及控制对象系统的要求,以行程开关、自动开关辅助触点、按钮等开关量为PL C 输入控制信号,由PL C 输出控制接触器与电磁阀的动作。
Z 3040型摇臂钻床PL C 控制系统梯形图如图3所示,Z 3040型摇臂钻床PL C 控制系统接线图如图4所示。
4 结束语本文介绍的在摇臂钻床控制系统中应用PL C替代继电器—接触图4 Z 3040型摇臂钻床PL C 控制系统接线图器控制线路的技术改造实例经实际运行,稳定可靠。
PL C 的应用不但大大提高了系统的可靠性,给设备维护带来极大的便利,同时也最大限度地降低了设备故障率,使生产效率得到了较大提高,产生了良好的经济效益。
参考文献:[1] 张万忠,刘明芹.电器与PL C 控制技术[M ].北京:化学工业出版社,2003.[2] 袁伍光.可编程序控制器(PL C )应用技术与实例[M ].广州:华南理工大学出版社,2001.[3] 季汉棋.用PL C 控制数字变频器改变异步电动机速度的实现[J ].轻工机械,2006,(1):104-106.[4] 熊幸明.机床电路原理与维修[M ].北京:人民邮电出版社,2001.Appl ica tion of PLC to Electr ic Con trol System of Rockerarm D r ill i ng M ach i neHU Jun 2da ,L I U Guo 2rong ,HU H u i(H unan Institute of Engineering ,X iangtan 411101,Ch ina )Abstract :T he relay 2con tacto r electric con tro l system of rockerar m drilling m ach ine w as recon structed by adop t 2ing p rogramm ab le logic con tro ller .T he trapezia draw ing of PL C con tro l recon structi on w as p rovided ,and I O w iring diagram w as also p rovided .W ith the app lica tion of PL C ,the reliability and an ti 2jam m ing of electric con 2trol sy ste m w ere i m p roved .T he resu lt of use is g ood .Key words :PL C ;rockerar m drilling m ach ine ;electric con tro l system兼顾生产性和安全性两方面的需求 欧姆龙以最新技术确保制造现场安全全文详见2005年第3期第156页 网址http :∥www .o m ron serv ice .co m 800免费技术咨询电话:800-820-4535・821・ 轻工机械 L igh t Industry M ach inery 2006年第2期 。