1000 MPa级高强钢焊接试验研究
某1000MW级超超临界火电机组焊接施工技术探讨
某1000MW级超超临界火电机组焊接施工技术探讨SA213TP310HCbN(HR3C)、CodeCase 2328(SUPER 304H)、SA213 TP347H 、SA335P91(SA213T91)、SA213T122、SA335P92等鋼种在焊接上有比较大的难度。
因此在焊接方案应采取相应的措施。
标签:P92;SUPER 304H;规格很大;焊接1 1000MW级超超临界火电机组特点1.1 该机组每台锅炉现场焊口估算数量见下表1.2 管道规格很大其中,主蒸汽1/2管规格为ID349×87/ SA335P92,后屏出口集箱规格为Φ406.4×88.9/ SA335 P91,末过进口集箱Φ558.8×107.95/ SA335 P91,末过出口集箱Φ内径270×110(min.)/SA335 P92,末过出口管道Φ内径357×90(min.)/SA335 P92,末级再热器出口集箱Φ914.4×76.20/SA335 P92,省煤器出口集箱Φ609.6×122.2/ SA-106C。
1.3 采用了大量的新钢种其中,在分隔屏过热器、后屏过热器、末级过热器、末级再热器和主蒸汽部件上使用了不锈钢HR3C(SA213TP310HCbN)、SUPER 304H(CodeCase 2328)、SA213TP347H和新型马氏体耐热钢SA335P92 、SA213T122,它们均为1000MW 级超超临界火电机组锅炉用新型钢材,这些新型钢种在焊接上有比较大的难度,焊接时应首先从焊接工艺评定出发。
1.4 焊接施工环境(1)该机组位于我国南部沿海,下半年温暖多雨,且受台风影响,暴雨频繁。
多年平均气温为21-23℃;相对湿度的多年平均值为79%。
(2)针对该机组所处地气候条件,进行焊接施工时,应有如下注意事项:①露天进行焊接施工时,必须作好挡雨、挡风措施。
高强度钢材焊缝连接试验研究
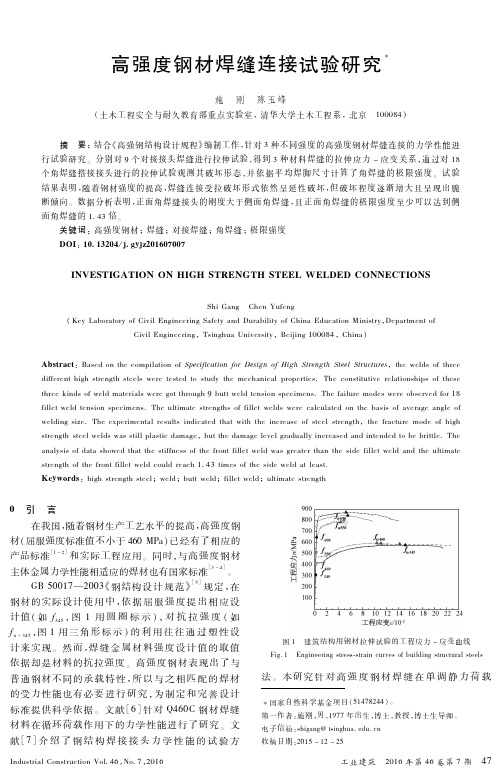
%N引N言 在我国"随着钢材生产工艺水平的提高"高强度钢
材!屈服强度标准值不小于 015 VM)# 已经有了相应的 产品标准(6 U4) 和实际工程应用% 同时"与高强度钢材 主体金属力学性能相适应的焊材也有国家标准(X U0) %
Z[Q5563*455X+ 钢结构设 计 规 范 , (Q) 规 定"在 钢材的实际设计使用中"依据屈服强度提出相应设 计值! 如 *X0Q " 图 6 用 圆 圈 标 示 # " 对 抗 拉 强 度 ! 如 *$ UX0Q "图 6 用 三 角 形 标 示 # 的 利 用 往 往 通 过 塑 性 设 计来实现% 然而"焊缝金属材料强度设计值的取值 依据却是材料的抗拉强度% 高强度钢材表现出了与 7 普通钢材不同的承载特性"所以与之相匹配的焊材 的受力性能也有必要进行研究"为制定和完善设计 标准提供科学依据% 文献(1) 针对 ]015+钢材焊 缝 材料在循环荷载作用下的力学性能进行了研究% 文 献(3) 介绍了钢结构焊接接头力学性能的试验方
5/86
]185 UX66
484/6
X01/X
R0X/4
Q/01
63X/1
6R6/0
6 500/8
5/18
]185 UX40
481/8
X0R/5
!RQX/4 #
! 0/X4 #
446/R
406/6
!6 5R3/5 #
! 5/0Q #
]185 UXX0
Xபைடு நூலகம்R/R
X35/3
RXX/5
1/56
631/8
45X/4
(N对接焊缝拉伸试验
1000 MPa水电用实心焊丝拉拔退火工艺

关 键 词 : 1 000 MPa水 电用 实心 焊 丝 ;拉 拔 参 数 设 置 : 退 火 方 式
中 图分 类 号 :TG422_3
文 献 标 志 码 :B
1 000 MPa水 电用 高 强 钢 实 心 焊 丝 主 要 应 用 在 水 电行 业 大 型 水 电机 组 的 重 要 部 件 如 水 轮 机 、蜗 壳 、钢 岔 管等 部 位 的焊 接 。熔 敷金 属 抗 拉 强 度 达 到 930~l l30 MPa.屈 服强 度 大 于 790 MPa 目前我 国 该 焊 丝 的应 用 研 究 尚属 空 白 .本 公 司采 用 自主 研 发 冶炼 的盘 条 进 行 拉 拔 、退火 工 艺 研 究 .并 成 功 应 用 于规 模 化 生 产 .为 后 续 我 国开 展 相 关 研 究 提 供 一 种 思 路
1.1 盘 条 的化 学 成分
盘 条 主 要 化 学 成 分 见 表 1。 由 表 1可 以看 出 .
盘 条 合 金 加 入 量 较 高 .C 含 量 相 对 较 低 ,属 于 超 低
碳 合金 钢 ,抗拉 强度 较 高 。
表 1 试 验 用 盘 条 化 学 成 分 (质 量 分 数 ) (%
76 .焊接 设 备 与材第 l0期 2018年 l0月
厂—__—————■——]
I
表 7 再 结 晶 退 火 后 盘 条 生 产 情 况
试 验 号 断 丝/次 拉 拔 稳 定 性 成 品焊 丝 强 度 /MPa
备 注
l
I l … j
编 号
1 2
表 2 试 验 用 盘 条 的 力 学 性 能
规 格/mm 66.5
R√MPa 880
890 870 885
高强度钢的焊接研究现状
高强钢强度级别不同,合金元素及含量也不同, 成分设计既要满足使用性要求,又要考
虑其经济性。
2. 高强钢的合金系
强度级别为600MPa的钢主要为Mn-Si系和在Mn-Si 基础上加少量的Cr、Ni、Mo、V; 700MPa级的钢主要为Mn-Si-Cr-Ni-Mo系,合金元 素加入量较600MPa级的钢多一些,另外还加入少量 的V; 800MPa级的钢主要为Mn-Si-Cr-Ni-Mo-Cu-V系, 并加入一定量的B; 1000MPa级的钢合金系列与800MPa级的钢基本相 同,但合金元素加入量较高,尤其是为了保证韧性加 入较多的Ni。
按其供货时的热处理状态
合金结构钢分为热轧、控轧、正火、TMCP(控冷控 轧)、调质(淬火+回火)。 调质处理(QT)分为水调质处理(淬火+回火)和空 气调质处理(正火+回火)两种。 屈服强度低于420MPa的低合金钢中薄板可以热轧 (或控轧)状态供货;屈服强度500MPa以上的低合 金钢厚板,多以正火(或空气调质)状态供货. 屈服强度690MPa以上的高强度钢大都是调质处 (淬火+回火)。
焊缝中贝氏体组织( Bu、BL、Bg )的性能
Bu的力学性能(特别是韧性)较差,因为Bu的转变温 度高,碳化物粗大,强化作用较弱,尤其是碳化物沿平 行的铁素体条分布,微裂纹很容易沿这个方向扩展。 BL的力学性能较好,因为BL的转变温度较低,碳化物 细小且分布于铁素体内部,可得到兼顾强韧性的组织。 Bg的强度和韧性取决于F上岛状物的组成、形态和颗粒 大小,第二相小岛的颗粒越细小,越有利于改善韧性; 颗粒粗大则韧性不好。
高强钢焊接应用现状
高强钢焊接结构涉及到国民经济和国防建设的各个领 域。高强钢在今后很长一个时期内将作为主要的工程 材料发挥重要作用。 我国钢产量已突破7亿吨,成为世界第一大产钢国。品 种和质量也在迅速发展和提高,对焊接性能提出了更 高的要求。 随着科学技术的发展,高强度钢在焊接结构中的应用 日益广泛,越来越受到工程界的重视。
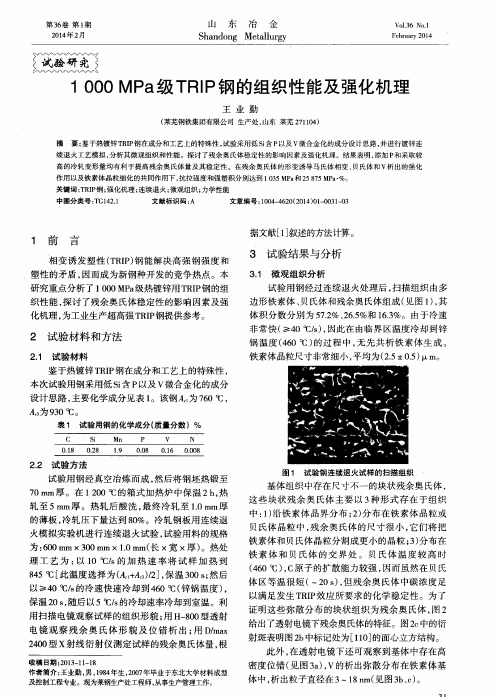
1000 MPa级TRIP钢的组织性能及强化机理
中图分类号 : T G 1 4 2 . 1
文献标 识码 : A
文章编 号: 1 0 4— 0 4 6 2 0 ( 2 0 1 4 ) 0 1 — 0 0 3 1 - 0 3
1 前 言
相 变 诱 发 塑性 ( T R I P ) 钢 能解 决 高 强 钢 强 度 和 塑性 的矛盾 , 因而成 为新 钢 种开 发 的竞 争热 点 。本
高的冷轧变形量均 有利于提高残余 奥氏体量及 其稳定性 。在残余 奥氏体 的形 变诱导马 氏体相变 、 贝氏体和 v析出的强化
作用 以及铁 素体 晶粒 细化 的共同作 用下 , 抗 拉强度和强塑积分别达到 1 0 3 5 M P a 和2 5 8 7 5 M P a ・ %。
关键词 : T R I P 钢; 强化机理 ; 连续退火 ; 微 观组织 ; 力 学性 能
边 形铁 素体 、 贝 氏体 和残余 奥 氏体组 成 ( 见图 1 ) , 其
体 积 分数 分别 为 5 7 . 2 %、 2 6 . 5 %和 1 6 . 3 %。由于 冷速
2 试验 材料 和方法
2 . 1 试 验材料
非 常快 ( ≥4 0 ̄ C / s ) , 因此在 由临界 区温 度冷 却 到锌 锅温度 ( 4 6 0℃ ) 的 过程 中 , 无 先 共 析 铁 素 体生 成 。 铁 素体 晶粒 尺寸非 常细小 , 平均 为( 2 . 5±0 . 5 ) 1 T I 。
( 4 6 0℃) , C原 子 的扩散 能力 较强 , 因而虽 然在 贝 氏
8 4 5℃ [ 此 温 度选 择 为 ( A , + A 。 , ) / 2 ] , 保温 3 0 0 s ; 然后 以 ≥4 0℃/ s 的冷 速快 速 冷却 到 4 6 0℃ ( 锌 锅 温度 ) ,
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接技术第48卷第8期2019年8月1000MPa级高强钢焊接试验研究邓才智,邓文科,何蔚(三一重工股份有限公司,湖南长沙410100)
摘要:采用富氩混合气体保护焊对高强钢板进行焊接,研究了不同热输入对低合金高强钢焊接接头显微组织和力学性能的影响。结果表明:焊缝区的显微组织主要为贝氏体和马氏体;焊接接头冲击韧性随着热输入的增大先提高后降低,而抗拉强度逐渐降低;当热输
入为1.55kJ/mm时,焊接接头呈现最佳的强韧性匹配。由于热循环的影响,HAZ晶粒逐渐长大,伴随板条状马氏体粗化和上贝氏体
的出现,接头出现软化,性能降低。
关键词:高强钢;热输入;焊接接头;显微组织;冲击韧性中图分类号:TG457.1文献标志码:B
文章编号:1002-025X(2019)08-0038-03
收稿日期:2019-03-12
0前言“十三五”期间,我国家继续加大对基础设施的投入力度,铁路、公路、机场、地铁等建设也明显
加快,对混凝土泵车等工程机械设备的需求量日益
增加,也对施工质量提出了更高的要求,泵车作业
的排量、作业范围、安全性、稳定性、可靠性等指
标越来越高,从而要求泵车的受力结构件普遍采用
高强度合金,尤其是抗拉强度超过1000MPa的高强钢。1000MPa高强钢由于碳当量大、强度高,易出现焊接裂纹、焊接应力大等问题,从而导致其应用存在一定的局限性。高强钢在应用时最薄弱的环节是焊接接头的性能。在焊接过程中,由于热输入及焊后冷却速度的不同,使得热影响区的组织及力学性能不均匀,尤其是焊接接头热影响区晶粒粗化,特别是接近熔合线附近的热影响区粗晶区往往成为接头韧性的低谷区[1],限制了高强钢的广泛应用。热输入的大小直接影响到焊接接头的热影响区的峰值温度和冷却速度,而峰值温度和冷却速度决定了焊接接头组织形态。不合理的热输入会导致焊接接头组织恶化,大的热输入会导致热影响区软化,过小的热输入会导致脆化[2]。在我国针对1000MPa级高强钢焊接的热输入研究较少,针对工厂生产现状,通过试验研究不同的热输入对焊接接头组织和力学性能的变化规律,为实际生产中焊接工艺参数的优化提供理论依据。1试验材料及方案试验材料为1000MPa的高强度结构钢,采用富氩混合气体保护焊,焊接试板开V形坡口,坡口角度60°,保护气体为φ(Ar)80%+φ(CO2)20%,气体流量为18~20L/min。为保证焊接质量,避免焊接裂
纹的产生,按照“低强匹配”原则,采用70kg级的
实心焊丝,高强钢板及焊丝的化学成分及力学性能
见表2,具体焊接工艺参数见表3
。
试板焊接结束并经48h自然时效后进行检测,
元素CSiMnPSCrNiMoNb
高强钢0.240.371.60.0250.0250.1—0.10.008
焊丝0.10.481.60.0140.0080.31.40.23—
元素R
m/MPaRp0.2/MPaA(%)Akv/J(-40℃
)
高强钢116010501230
焊丝7308001950
试样编号焊接电流/A电弧电压/V焊接速度/(mm·min-1)热输入/(kJ·mm-1)
1#260273091.362#270283101.46
3#280293151.55
4#290303101.68
5#300313121.79
6#310323101.92
表1试验材料的化学成分(质量分数)(%)
表2试验钢板及焊丝的力学性能表3不同组对间隙下热输入
·工艺与新技术·38DOI:10.13846/j.cnki.cn12-1070/tg.2019.08.011WeldingTechnologyVol.48No.8Aug.2019
沿焊缝横截面截取了试样。笔者分别按GB/T2651—2008,GB/T2650—2008标准中规定的方法进行拉伸和冲击试验,采用Leica型光学显微镜和Sirion型高分辨场发射扫描电镜对焊接接头的显微组织与断口形貌进行观察。2试验结果及分析2.1焊接接头室温抗拉性能不同热输入条件下,高强钢焊接接头的力学性能如图1所示。从图1可看出,随着热输入的增大,焊接接头的抗拉强度有一定程度的下降。当热输入超过1.55kJ/mm时,抗拉强度出现明显下降。而冲击韧性随着热输入的增大,呈先提高到峰值后逐渐下降的趋势。这表明,当热输入为1.55kJ/mm时,焊接接头的强韧性达到了优化组合。2.2焊接接头显微组织受焊接热循环的作用,热影响区组织和晶粒度相对母材发生了明显变化。图2所示为热输入1.55kJ/mm时,高强钢板焊接接头的显微组织照片。从图2可看出,焊接接头的显微组织形态明显分为5种,即:焊缝区组织、过热粗晶区组织、相变重结晶区组织、不完全结晶区和母材区组织。图2a为焊缝区显微组织,主要为下贝氏体和板条状马氏体,贝氏体呈一定方向性排列。图2b为焊缝熔合线区的显微组织,从图中可看出,焊缝熔合线两边的组织明显不同,在其附近有板条状马氏体、下贝氏体、粒状贝氏体组成的混合物。从图2c发现熔合线右侧为热影响粗晶区,组织为上贝氏体和粗大的板条状马氏体。图2d反映的是热影响重结晶区的组织形态为晶粒细小的板条状马氏体和粒状贝氏体。图2e为母材
区的显微组织,其组织形态为晶粒细小的回火索氏
体,保证母材具有较高的韧性。
2.3拉伸试样断口形貌从拉伸试样断口扫描形貌可看出,随着热输入
的变化,其断口整个区域内韧窝的数量及尺寸发生
了明显变化。不同热输入对应的焊接接头断口形
貌如图3所示
。
50μm50μm1.31.41.51.61.71.81.92.0807060504030
800780760740720700
热输入/(kJ·mm-1)
抗拉强度/MPa冲击吸收功/J
抗拉强度冲击吸收功
图1不同热输入对应的接头力学性能变化
(a)焊缝区(b)熔合区
(c)热影响粗晶区(d)热影响重结晶区(e)母材区50μm
图2热输入为1.55kJ/mm时焊接接头不同区域的显微组织照片50μm
(a)1.36kJ/mm(b)1.55kJ/mm(c)1.92kJ/mm图3不同热输入对应的焊接接头断口形貌
·工艺与新技术·39焊接技术第48卷第8期2019年8月从图3a可以看出,当热输入为1.36kJ/mm时,其断口分布着尺寸不一的韧窝,因此属于典型的韧性断裂[3]。当热输入为1.55kJ/mm时(图3b),断口形貌中韧窝数量明显增加,且尺寸较均匀,说明材料韧性有所提高;当热输入为1.92kJ/mm时,焊缝断口韧窝数量较前两者偏少,部分韧窝内分布有粗大的第二相粒子,有轻微的撕裂棱出现,合金的韧性进一步降低,如图3c所示。这说明,随着热输入的增大且超过一定程度后,韧性出现降低的趋势。3分析与讨论高强钢在焊接过程中,焊接热影响区受焊接热循环作用被重新加热至奥氏体转变温度以上,从而发生组织的转变和长大,形成粗大的奥氏体,在随后的冷却过程中这些粗大的奥氏体又转变成粗大的贝氏体和马氏体,从而造成焊接接头热影响区晶粒发生明显粗化[4]。热输入过小,会导致根部无法焊透;热输入过大,会导致晶粒粗大,加大焊接变形,严重时导致接头烧穿,形成焊瘤。对于焊接接头而言,其力学性能变化取决于微观组织。图4a,b分别为不同热输入对应的粗晶区显微组织,可以看出,随着热输入的增大,焊接接头热影响区温度升高,板条状马氏体逐渐粗化和上贝氏体的出现,导致其韧性降低。Nb作为最重要的合金元素之一,在组织转变过程中起着较大的作用。在较小热输入时,当焊接温度场低于Nb(C,N)溶解温度时,可以作为稳定的第二相粒子钉扎在奥氏体边界上,其拖曳效应对奥氏体晶粒的长大起阻碍作用。随着热输入逐渐增大,
焊接场温度高于其溶解温度后,Nb(C,N)完全溶于奥氏体,奥氏体晶粒不再受到限制而迅速长大,促
使奥氏体转变和非平衡的低温转变产物增加,产生
上贝氏体组织,而上贝氏体组织中碳化物粗大,强
化作用较弱,尤其是碳化物沿平行的铁素体分布,
容易萌生微裂纹或者成为裂纹扩展的通道,最终导致冲击韧性下降[5]。
4结论(1)焊接接头的焊缝区显微组织主要为贝氏体和板条状马氏体,随着热输入的增大,板条状马氏
体逐渐粗化和上贝氏体出现,导致韧性下降。
(2)随着热输入的增大,
焊接接头的抗拉强度
逐渐降低,而其冲击韧性呈先提高后降低的趋势。
当热输入为1.55kJ/mm时,焊接接头获得较好的强韧性匹配。
(3)通过对焊接接头断口形貌进行分析,
可知
焊接接头断口微观表面布满了大小不一的韧窝,属
于韧性断裂。随着热输入的进一步增大,韧窝数量
减少,且带有轻微的撕裂棱,韧性降低。
参考文献:
[1]李午申.我国合金结构钢的新发展及其焊接性[J].焊接学报,2001,22(5):83-86.[2]邓磊,尹孝辉,袁中涛,等.焊接热输入对800MPa级低合金高强钢焊接接头组织性能的影响[J].热加工工艺,2015,44
(1):36-41.[3]王晶,董俊慧.焊接工艺对16MnR钢接头组织和低温性能的影响[J].金属铸锻焊技术,2009,32(11):8-11.
[4]于燕,王立夫,刘景辉,等.不同焊接工艺对超级钢焊接接头组织性能影响[J].热加工工艺,2005(3):59-60.
[5]杨景华,周继烈,叶尹,等.焊接热输入对低合金高强钢焊接热影响区组织性能的影响[J].热加工工艺,2011,40(3):140-
146.
作者简介:邓才智(1982—),男,湖南邵阳人,硕士,工程师,主要研究方向:金属材料焊接工艺研究
.
50μm50μm图4不同热输入对应的粗晶区显微组织(a)1.36kJ/mm(b)1.92kJ/mm
·工艺与新技术·40