常用焊接材料标准汇编
焊接标准汇编

本篇是《焊接材料资料汇编》第五篇。
本篇主要收集了与焊接有关的技术条件、焊接检验、焊接工艺、焊接评定等方面的标准。
本标准集含8个支集,132个标准。
本篇主要考虑焊接技术、检验人员使用,销售人员应掌握其中主要检验方法的知识。
本篇基本包括了焊接材料产品标准中提及的引用标准(除化学试验)部分;产品标准中引用的化学试验标准,将在以后的篇章中予以汇编。
本篇包含的标准目录如下:一、焊接术语、工艺代号、焊缝符号、坡口形式:1、 GB 324-88 焊缝符号表示法2、 GB 985-88 气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸3、 GB 986-88 埋弧焊焊缝坡口的基本形式和尺寸4、 GB/T 3375-1994 焊接术语5、 GB/T 5185-2005 焊接及相关工艺方法代号6、 GB/T 19804-2005 焊接结构的一般尺寸公差和形位公差7、 GB/T 16672-1996 焊缝工作位置倾角和转角的定义8、 GB 5185-85 金属焊接及钎焊方法在图样上的表示代号(已被2005版代替)二、硬度试验国家标准集:GB/T230 金属洛氏硬度试验9、 GBT230.1-2004 金属洛氏硬度试验第1部分:试验方法10、 GBT230.2-2002 金属洛氏硬度试验第2部分:硬度计的检验与校准11、 GBT230.3-2002 金属洛氏硬度试验第3部分:标准硬度块的标定GB/T231-2002 金属布氏硬度试验12、 GBT231.1-2002 金属布氏硬度试验第1部分:试验方法13、 GBT231.2-2002 金属布氏硬度试验第2部分:硬度计的检验与校准14、 GBT231.3-2002 金属布氏硬度试验第3部分:标准硬度块的标定GB/T4340-1999 金属维氏硬度试验15、 GB/T 4340.1-1999 金属维氏硬度试验第1部分:硬度的试验16、 GB/T 4340. 2-1999 金属维氏硬度试验第2部分:硬度计的检验17、 GB/T 4340. 2-1999 金属维氏硬度试验第2部分:硬度计的检验GB/T18449-2001 金属努氏硬度试验18、 GB/T 18449.1-2001 金属努氏硬度试验第1部分:试验方法19、 GB/T 18449.2-2001 金属努氏硬度试验第2部分:硬度计的检验20、 GB/T 18449.3-2001 金属努氏硬度试验第3部分:标准硬度块的标定21、 GB/T 4341- 2001 金属肖氏硬度试验方法22、 GB/T 17394-1998 金属里氏硬度试验方法23、 YS/T 471-2004 铜及铜合金韦氏硬度试验方法三、力学性能和扩散氢含量试验24、 GB/T 228-2002 金属材料室温拉伸试验25、 GB/T 229-1994 金属夏比缺口冲击试验方法26、 GB/T 2649-1989 焊接接头机械性能试验取样方法27、 GB/T 2650-1989 焊接接头冲击试验方法28、 GB/T 2651-1989 焊接接头拉伸试验方法29、 GB/T 2652-1989 焊缝及熔敷金属拉伸试验方法30、 GB/T 2653-1989 焊接接头弯曲及压扁试验方法31、 GB/T 2654-1989 焊接接头及对焊金属硬度试验方法32、 GB/T 3965-1995 熔敷金属中扩散氢测定方法33、 GB/T 7314-2005 金属材料室温压缩试验方法34、 GB/T 13239-2006 金属材料低温拉伸试验方法35、 GB/T 11363-89 钎焊接头强度试验方法36、 GB/T 16957-1997 复合钢板焊接接头力学性能试验方法37、 GB/T 19748-2005 钢材夏比V型缺口摆锤冲击试验仪器化试验方法38、 GBT13450-1992 对接焊接头宽板拉伸试验方法(已废止)39、 GBT15747-1995 正面角焊缝接头拉伸试验方法(已废止)40、 GBT7032-1986 T型角焊接头弯曲试验方法(已废止)四、力学性能和扩散氢含量试验41、 GB 17925-1999 气瓶对接焊缝X 射线实时成像检测42、 GB/T 3323-2005 金属熔化焊焊接接头射线照相43、 GB/T 9445-2005 无损检测人员资格鉴定与认证44、 GB/T 11345-1989 钢焊缝手工超声波探伤方法和探伤结果分级45、 GB/T 12604.1-2005 无损检测术语超声检测46、 GB/T 12604.2-2005 无损检测术语射线照相检测47、 GB/T 12604.3-2005 无损检测术语渗透检测48、 GB /T 1260 4. 4-2005 无损检测术语声发射检测49、 GB/T 12604.5-1990 无损检测术语磁粉检测50、 GB/T 15749-1995 定量金相手工测定方法51、 GB/T 15822.1-2005 无损检测磁粉检测第1部分:总则52、 GB/T 15822.2-2005 无损检测磁粉检测无损检测磁粉检测第2部分:检测介质53、 GB/T 15822.3-2005 无损检测磁粉检测第3部分:设备54、 GB/T 18256-2000 焊接钢管(埋弧焊除外)用于确认水压密实性的超声波检测方法55、 GB/T 19500-2004 X射线光电子能谱分析方法通则56、 GB/T 19501-2004 电子背散衍射分析方法通则57、 GB/T 19799.1-2005 无损检测超声检测1号校准试块58、 GB/T 19799. 2-2005 无损检测超声检测2号校准试块59、 GB/T 19937-2005 无损检测渗透探伤装置通用技术要求60、 GB/T 19938-2005 无损检测焊缝射线照相和底片观察条件像质计推荐型式的使用61、 GB/T 19943-2005 无损检测金属材料X和伽玛射线照相检测基本规则62、 JB/T 4930.1-2005 承压设备无损检测第1部分:通用要求63、 JB/T4730.2-2005 承压设备无损检测第2部分射线检测64、 JB/T 4730.3-2005 承压设备无损检测第3部分超声检测65、 JB/T 4730.4-2005 承压设备无损检测第4部分磁粉检测66、 JB/T 4730.5-2005 承压设备无损检测第5部分渗透检测67、 JB/T 4730.6-2005 承压设备无损检测第6部分涡流检测68、 JB/T 8931-1999 堆焊层超声波探伤方法五、裂纹和时效敏感性试验69、 GB /T 4160-2004 钢的应变时效敏感性试验方法(夏比冲击法)70、 GB/T 15248-1994 金属材料轴向等幅低循环疲劳试验方法71、 GB/T 6398-2000 金属材料疲劳裂纹扩展速率试验方法72、 JB/T 4291-1999 焊接接头裂纹张开位移(COD) 试验方法73、 JB/T 6044-1992 焊接接头疲劳裂纹扩展速率侧槽试验方法74、 GB-T4675.5-1984 焊接性试验:焊接热影响区最高硬度试验方法(已废止)75、 GBT2655-1989 焊接接头应变时效敏感性试验方法(已废止)76、 GBT2656-1981 焊缝金属和焊接接头的疲劳试验法(已废止)77、 GBT9446-1988 焊接用插销冷裂纹试验方法(已废止)78、 GBT9447-1988 焊接接头疲劳裂纹扩展速率试验方法(已废止)79、 GBT13816-1992 焊接接头脉动拉伸疲劳试验方法(已废止)80、 GBT13817-1992 对接接头刚性拘束焊接裂纹试验方法(已废止)81、 GB-T4675.1-1984 焊接性试验:斜Y型坡口焊接裂纹试验方法((已废止)82、 GB-T4675.2-1984 焊接性试验:搭接接头(CTS)焊接裂纹试验方法(已废止)83、 GB-T4675.3-1984 焊接性试验:T型接头焊接裂纹试验方法(已废止)84、 GB-T4675.4-1984 焊接性试验:压板对接(FISCO)接头焊接裂纹试验方法(已废止)六、焊接接头质量缺陷分级、评定85、 GB/T 6417.1-2005 金属熔化焊接头缺欠分类及说明86、 GB/T 6417.2-2005 金属压力焊接头缺欠分类及说明87、 GB/T 19418-2003 钢的弧焊接头缺陷质量分级指南88、 JB/T 5104-1991 焊接接头脆性破坏的评定89、 JB/T 6061-1992 焊缝磁粉检验方法和缺陷磁痕的分级90、 JB/T 6062-1992 焊缝渗透检验方法和缺陷迹痕的分级91、 GBT12469-1990 焊接质量保证钢熔化焊接头的要求和缺陷分级(已废止)92、 GBT6417-1986 金属熔化焊焊缝缺陷分类及说明(已废止)七、钢材、不锈钢腐蚀试验、铁素体含量、硬化层深度测量等93、 GB/T 2976-2004 金属材料线材缠绕试验方法94、 GB/T 4334.1-2000 不锈钢10%草酸浸蚀试验方法95、 GB/T 4334.2-2000 不锈钢硫酸-硫酸铁腐蚀试验方法96、 GB/T 4334.3-2000 不锈钢65%硝酸腐蚀试验方法97、 GB/T 4334.4-2000 不锈钢硝酸-氢氟酸腐蚀试验方法98、 GB/T 4334.5-2000 不锈钢硫酸-硫酸铜腐蚀试验方法99、 GB/T 4334.6-2000 不锈钢5%硫酸腐蚀试验方法100、 GB/T 5617-2005 钢的感应淬火或火焰淬火后有效硬化层深度的测定101、 GB/T 9450-2005 钢检渗碳淬火硬化层深度的测定和校核102、 GB/T 9451-2005 钢件薄表面总硬化层深度有效硬化层深度的测定103、 GB/T 15970.1-1995 金属和合金的腐蚀应力腐蚀试验第1部分试验方法总则104、 GB/T 15970.2-2000 金属和合金的腐蚀应力腐蚀试验第2部分弯梁试样的制备和应用105、 GB/T 15970.3-1995 金属和合金的腐蚀应力腐蚀试验第3部分U型弯曲式样的制备和应用106、 GB/T 15970.4-2000 金属和合金的腐蚀应力腐蚀试验第4部分单轴加载拉伸试样的制备和应用107、 GB/T 15970.6-1998 金属和合金的腐蚀应力腐蚀试验第6部分预裂纹试样的制备和应用108、 GB/T 15970.7-2000 金属和合金的腐蚀应力腐蚀试验第7部分慢应变速率试验109、 GB/T 15970.8-2005 金属和合金的腐蚀应力腐蚀试验第8部分:焊接试样的制备和应用110、 GB/T 17898-1999 不锈钢在沸腾氯化镁溶液中应力腐蚀试验方法111、 GB/T 17899-1999 不锈钢点蚀电位测量方法112、 JB/T 7853-1995 铬镍奥氏体不锈钢焊缝金属中铁素体数的测量113、 GBT 1954-80 铬镍奥氏体不锈钢焊缝鉄素体含量测量方法(已被JB/T7853-1995替代)八、焊接工艺评定规程、焊材质量管理规程、焊接技术条件114、 GB/T 11038-2000 船用辅锅炉及受压容器受压元件焊接技术条件115、 GB/T 11364-89 钎料铺展性及填缝性试验方法GB/T 12467-1998 焊接质量要求金属材料的熔化焊116、 GB/T 12467.1-1998 焊接质量要求金属材料的熔化焊第1部分选择及使用指南117、 GB/T12467.2-1998 焊接质量要求金属材料的熔化焊第2部分完整质量要求118、 GB/T 12467.3-1998 焊接质量要求金属材料的熔化焊第3部分一般质量要求119、 GB/T12467.4-1998 焊接质量要求金属材料的熔化焊第4部分基本质量要求120、 GB/T 13147-1991 铜及铜合金复合钢板焊接技术条件121、 GB/T 13148-1991 不锈钢复合钢板焊接技术条件122、 GB/T 13149-1991 钛及钛合金复合钢板焊接技术条件123、 GB/T 18591-2001 焊接预热温度、道间温度及预热维持温度的测量指南124、 GB/T 19419-2003 焊接管理任务与职责125、 GB/T 19805-2005 焊接操作工技能评定126、 GB/T 19866-2005 焊接工艺规程及评定的一般原则127、 GB/T 19867.1-2005 电弧焊焊接工艺规程128、 GB/T 19868.1-2005 基于试验焊接材料的工艺评定129、 GB/T 19868.2-2005 基于焊接经验的工艺评定130、 GB/T 19868.3-2005 基于标准焊接规程的工艺评定131、 GB/T 19868.4-2005 基于预生产焊接试验的工艺评定132、 GB/T 19869.1-2005 钢、镍及镍合金的焊接工艺评定试验。
●第四版《压力容器相关标准汇编》目录
第四版《压力容器相关标准汇编》目录压力容器相关标准汇编(第四版)/全国锅炉压力容器标准化技术委员会/中国标准出版社/2006年7月为便于压力容器相关标准的宣贯实施,全国锅炉压力容器标准化技术委员会特编选了本汇编供相关人员参照使用,全书共收入了压力容器核心标准中所直接引用的相关标准127项,分为上、下两卷出版,内容涉及冶金、焊接、性能试验、无损检测等方面。
本版为第四版,延续了前三版的一贯风格,并根据制修订情况对其中的标准进行了整理替换,以保证收入的标准现行有效。
说明:第四版《压力容器相关标准汇编》出版后,又有15项标准修订颁布,新颁布的标准是:(上册):GB/T 222-2006 钢的化学分析用试样取样法及成品化学成分允许偏差(代替GB/T 222-1984)GB/T 700-2006 碳素结构钢(代替GB/T 700-1988)GB/T 3280-2007 不锈钢冷轧钢板(代替GB/T 3280-1992)GB/T 3880.1-2006 一般工业用铝及铝合金板、带材第1部分:一般要求(代替GB/T 3880-1997)GB 3880.2-2006 一般工业用铝及铝合金板、带材第2部分:力学性能(代替GB/T 3880-1997)GB/T 3880.3-2006 一般工业用铝及铝合金板、带材第3部分:尺寸偏差(代替GB/T 3880-1997)GB/T 4237-2007 不锈钢热轧钢板(代替GB/T 4237-1992)GB/T 4238-2007 耐热钢板(代替GB/T 4238-1992)(下册):GB/T 4338-2006 金属材料高温拉伸试验方法(代替GB/T 4338-1995)GB/T 5616-2006 常规无损检测应用导则(代替GB/T 5616-1985)GB/T 6892-2006 一般工业用铝及铝合金挤压型材(代替GB/T 6892-2000)GB/T 8547-2006 钛-钢复合板(代替GB/T 8547-1987)GB 9948-2006 石油裂化用无缝钢管(代替GB 9948-1988)GB/T 13239-2006 金属材料低温拉伸试验方法(代替GB/T 13239-1991)GB 13296-2007 锅炉、热交换器用不锈钢无缝钢管(代替GB/T 13296-1991)上册目录:GB/T 196-2003 普通螺纹基本尺寸GB/T 197-2003 普通螺纹公差GB/T 222-2006 钢的化学分析用试样取样法及成品化学成分允许偏差GB/T 228-2002 金属材料室温拉伸试验方法GB/T 229-1994 金属夏比缺口冲击试验方法GB/T 231.1-2002 金属布氏硬度试验第1部分:试验方法GB/T 231.2-2002 金属布氏硬度试验第2部分:硬度计的检验与校准GB/T 231.3-2002 金属布氏硬度试验第3部分:标准硬度块的标定GB/T 232-1999 金属材料弯曲试验方法GB/T 324-1988 焊缝符号表示法GB/T 567-1999 爆破片与爆破片装置GB/T 699-1999 优质碳素结构钢GB/T 700-2006 碳素结构钢GB/T 710-1991 优质碳素结构钢热轧薄钢板和钢带GB/T 711-1988 优质碳素结构钢热轧厚钢板和宽钢带GB 712-2000 船体用结构钢GB 713-1997 锅炉用钢板GB/T 716-1991 碳素结构钢冷轧钢带GB/T 912-1989 碳素结构钢和低合金结构钢轧薄钢板及钢带GB/T 983-1995 不锈钢焊条GB/T 984-2001 堆焊焊条GB/T 985-1988 气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸GB/T 986-1988 埋弧焊焊缝坡口的基本形式和尺寸GB/T 1220-1992 不锈钢棒GB/T 1221-1992 耐热钢棒GB/T 1591-1994 低合金高强度结构钢GB/T 1804-2000 一般公差未注公差的线性和角度尺寸的公差GB/T 2101-1989 型钢验收、包装、标志及质量证明书的一般规定GB/T 2103-1988 钢线验收、包装、标志及质量证明书的一般规定GB/T 2965-1996 钛及钛合金棒材GB/T 3077-1999 合金结构钢GB/T 3079-1993 合金结构钢丝GB/T 3087-1999 低中压锅炉用无缝钢管GB/T 3091-2001 低压流体输送用焊接钢管GB/T 3098.1-2000 紧固件机械性能螺栓、螺钉和螺柱GB/T 3098.2-2000 紧固件机械性能螺母粗牙螺纹GB/T 3098.10-1993 紧固件机械性能有色金属制造的螺栓、螺钉、螺柱和螺母GB/T 3190-1996 变形铝及铝合金化学成分GB/T 3191-1998 铝及铝合金挤压棒材GB/T 3274-1988 碳素结构钢和低合金结构钢热轧厚钢板和钢带GB/T 3280-2007 不锈钢冷轧钢板GB/T 3310-1999 铜合金棒材超声波探伤方法GB/T 3323-2005 金属熔化焊焊接接头射线照相GB/T 3522-1983 优质碳素结构钢冷轧钢带GB/T 3524-2005 碳素结构钢和低合金结构钢热轧钢带GB 3531-1996 低温压力容器用低合金钢钢板GB/T 3620.1-1994 钛及钛合金牌号和化学成分GB/T 3620.2-1994 钛及钛合金加工产品化学成分及成分允许偏差GB/T 3621-1994 钛及钛合金板材GB/T 3622-1999 钛及钛合金带、箔材GB/T 3623-1998 钛及钛合金丝GB/T 3624-1995 钛及钛合金管GB/T 3625-1995 换热器及冷凝器用钛及钛合金管GB/T 3876-1983 钼及钼合金板GB/T 3880.1-2006 一般工业用铝及铝合金板、带材第1部分:一般要求GB/T 3880.2-2006 一般工业用铝及铝合金板、带材第2部分:力学性能GB/T 3880.3-2006 一般工业用铝及铝合金板、带材第3部分:尺寸偏差GB/T 3965-1995 熔敷金属中扩散氢测定方法GB/T 4237-1992 不锈钢热轧钢板GB/T 4237-2007 不锈钢热轧钢板GB/T 4238-2007 耐热钢板GB/T 4334.1-2000 不锈钢10%草酸浸蚀试验方法GB/T 4334.2-2000 不锈钢硫酸-硫酸铁腐蚀试验方法GB/T 4334.3-2000 不锈钢65%硝酸腐蚀试验方法GB/T 4334.4-2000 不锈钢硝酸-氢氟酸腐蚀试验方法GB/T 4334.5-2000 不锈钢硫酸-硫酸铜腐蚀试验方法GB/T 4334.6-2000 不锈钢5%硫酸腐蚀试验方法GB/T 17897-1999 不锈钢三氯化铁点腐蚀试验方法GB/T 17898-1999 不锈钢在沸腾氯化镁溶液中应力腐蚀试验方法GB/T 17899-1999 不锈钢点蚀电位测量方法下册目录GB/T 4338-2006 金属材料高温拉伸试验方法GB/T 4437.1-2000 铝及铝合金热挤压管第1部分:无缝圆管GB/T 4675.1-1984 焊接性试验斜Y型坡口焊接裂纹试验方法GB/T 5117-1995 碳钢焊条GB/T 5118-1995 低合金钢焊条GB/T 5126-2001 铝及铝合金冷拉薄壁管材涡流探伤方法GB/T 5293-1999 埋弧焊用碳钢焊丝和焊剂GB 5310-1995 高压锅炉用无缝钢管GB/T 5616-2006 常规无损检测应用导则GB/T 5779.1-2000 紧固件表面缺陷螺栓、螺钉和螺柱一般要求GB/T 5779.2-2000 紧固件表面缺陷螺母GB/T 6394-2002 金属平均晶粒度测定方法GB/T 6479-2000 高压化肥设备用无缝钢管GB/T 6611-1986 钛及钛合金术语GB 6653-1994 焊接气瓶用钢板GB 6654-1996 压力容器用钢板GB/T 6892-2006 一般工业用铝及铝合金挤压型材GB/T 6893-2000 铝及铝合金拉(轧)制无缝管GB/T 7314-2005 金属材料室温压缩试验方法GB/T 7998-2005 铝合金晶间腐蚀测定方法GB/T 8005-1987 铝及铝合金术语GB/T 8162-1999 结构用无缝钢管GB/T 8163-1999 输送流体用无缝钢管GB/T 8165-1997 不锈钢复合钢板和钢带GB/T 8544-1997 铝及铝合金冷轧带材GB/T 8546-1987 钛-不锈钢复合板GB/T 8547-2006 钛-钢复合板GB/T 8890-1998 热交换器用铜合金无缝管GB/T 9019-2001 压力容器公称直径GB/T 9445-2005 无损检测人员资格鉴定与认证GB 9948-2006 石油裂化用无缝钢管GB/T 10571-1989 铝及铝合金焊接管GB/T 11086-1989 铜及铜合金术语GB/T 11092-1989 黄铜焊接管GB/T 11251-1989 合金结构钢热轧厚钢板GB/T 11253-1989 碳素结构钢和低合金结构钢热轧、冷轧薄钢板及钢带GB/T 12470-2003 埋弧焊用低合金钢焊丝和焊剂GB/T 12604.1-2005 无损检测术语超声检测GB/T 12604.2-2005 无损检测术语射线照相检测GB/T 12604.3-2005 无损检测术语渗透检测GB/T 12604.4-2005 无损检测术语声发射检测GB/T 12604.5-1990 无损检测术语磁粉检测GB/T 12604.6-1990 无损检测术语涡流检测GB/T 12770-2002 机械机构用不锈钢焊接钢管GB/T 12771-2000 流体输送用不锈钢焊接钢管GB/T 13147-1991 铜及铜合金复合钢板焊接技术条件GB/T 13148-1991 不锈钢复合钢板焊接技术条件GB/T 13149-1991 钛及钛合金复合钢板焊接技术条件GB/T 13237-1991 优质碳素结构钢冷轧薄钢板和钢带GB/T 13239-2006 金属材料低温拉伸试验方法GB 13296-1991 锅炉、热交换器用不锈钢无缝钢管GB 13296-2007 锅炉、热交换器用不锈钢无缝钢管GB/T 13306-1991 标牌GB/T 14292-1993 碳素结构钢和低合金结构钢热轧条钢技术条件GB/T 14957-1994 熔化焊用钢丝GB/T 14958-1994 气体保护焊用钢丝GB/T 14976-2002 流体输送用不锈钢无缝钢管JB/T 84-1994 凹凸面对焊环板式松套钢制管法兰JB/T 86.1-1994 凸面钢制管法兰盖JB/T 86.2-1994 凹凸面钢制管法兰盖YB/T 5059-2005 低碳钢冷扎钢带。
焊接材料与焊接工艺标准

焊接材料与焊接工艺标准G983《GB/T983-1995 不锈钢焊条》G984《GB/T984-2001 堆焊焊条》G3131《GB/T3131-2001 锡铅焊料》G3323《GB/T 3323-2005 金属熔化焊焊接接头射线照相》G3429《GB/T3429-2002 焊接用钢盘条》G3669《GB/T3669-2001 铝及铝合金焊条》G3670《GB/T3670-1995 铜及铜合金焊条》G5117《GB/T5117-1995 碳钢焊条》G5118《GB/T5118-1995 低合金钢焊条》G5185《GB/T 5185-2005 焊接及相关工艺方法代号》G5293《GB/T5293-1999 埋弧焊用碳钢焊丝和焊剂》G6417.1《GB/T 6417.1-2005 金属熔化焊接头缺欠分类及说明》G6417.2《GB/T 6417.2-2005 金属压力焊接头缺欠分类及说明》G8012《GB/T8012-2000 铸造锡铅焊料》G8110《GB/T8110-1995 气体保护焊用碳钢、低合金钢焊丝》G9448《GB/T9448-1999 焊接与切割安全》G9491《GB/T9491-2002 锡焊用液态焊剂》G10045《GB/T10045-2001 碳钢药芯焊丝》G10046《GB/T10046-2000 银钎料》G12467《GB/T12467.1~4-1998 焊接质量要求金属材料的熔化焊》G12470《GB/T12470-2003 低合金埋弧焊用焊剂》G14693《GB/T14693-1993 焊缝无损检测符号》G15169《GB/T15169-2003 钢熔化焊手焊工资格考试方法》G15620《GB/T15620-1995 镍及镍合金焊丝》G15747《GB/T15747-1995 正面角焊缝接头拉伸试验方法》G15830《GB/T15830-1995 钢制管道对接环焊缝超声波探伤方法和检验》G16672《GB/T16672-1996 焊缝-工作位置-倾角和转角的定义》G17493《GB/T17493-1998 低合金钢药芯焊丝》G17853《GB/T17853-1999 不锈钢药芯焊丝》G17854《GB/T17854-1999 埋弧焊用不锈钢焊丝和焊剂》G18290.2《GB/T18290.2-2000 无焊连接:无焊压连连接一般要求》G18290.3《GB/T18290.3-2000 无焊连接:可接触无焊绝缘位移连接一般要求》G18290.4《GB/T18290.4-2000 无焊连接:不可接触无焊绝缘位移连接一般要求》G18290.5《GB/T18290.5-2000 无焊连接:无焊压入式连接一般要求》G18591《GB/T18591-2001 焊接预热温度、道间温度及预热维持温度的测量指南》G18762《GB/T18762-2002 贵金属及其合金钎料》G19418《GB/T19418-2003 钢的弧焊接头缺陷质量分级指南》G19419《GB/T19419-2003 焊接管理任务与职责》G19804《GB/T 19804-2005 焊接结构的一般尺寸公差和形位公差》G19805《GB/T 19805-2005 焊接操作工技能评定》G19866《GB/T 19866-2005 焊接工艺规程及评定的一般原则》G19867.1《GB/T 19867.1-2005 电弧焊焊接工艺规程》G19868.1《GB/T 19868.1-2005 基于试验焊接材料的工艺评定》G19868.2《GB/T 19868.2-2005 基于焊接经验的工艺评定》G19868.3《GB/T 19868.3-2005 基于标准焊接规程的工艺评定》G19868.4《GB/T 19868.4-2005 基于预生产焊接试验的工艺评定》G19869.1《GB/T 19869.1-2005 钢、镍及镍合金的焊接工艺评定试验》G19897.1《GB/T 19897.1-2005 自动抄表系统低层通信协议:直接本地数据交换》G19897.3《GB/T 19897.3-2005 自动抄表系统低层通信协议:异步数据交换的物理层服务进程》GJ294A《GJB294A-2005 铝及铝合金熔焊技术条件》GJ607A《GJB607A-1998 金属材料及其焊件的爆炸试验规程》GJ724A《GJB/Z724A-1998 不锈钢电阻点焊和焊缝质量检验》GJ1138《GJB1138-1999 铝及铝合金焊丝规范》GJ1718A《GJB1718A-2005 电子束焊接》GJ3021《GJB 3021-1997 航空用结构钢焊丝规范》GJ3785《GJB3785-1999 航空用不锈钢焊丝规范》GJ5162《GJB5162-2003 镍-金基合金高温钎料规范》WJ2613《WJ 2613-2003 兵器铝合金焊接技术要求》QJ2844《QJ2844-1996 铝及铝合金硬钎焊技术条件》QJ2864《QJ2864-1997 铝及铝合金熔焊工艺规范》QJ2868《QJ2868-1997 二氧化碳气体保护半自动焊工艺规范》QJ2845《QJ 2845-1996 铝及铝合金硬钎焊工艺》QJ3040《QJ3040-1998 焊缝建档规定》QJ3071《QJ3071-1998 等离子弧焊技术条件》QJ3072《QJ3072-1998 铝合金铸件补焊工艺规范》QJ3090《QJ3090-1999 焊接材料复验规定》QJ3115《QJ3115-1999 导管熔焊接头角焊缝X射线照相检验方法》QJ3116《QJ3116-1999 金属熔焊内部缺陷X射线照相参考底片》H238《HB/Z238-1993 高温合金电阻点焊和缝焊工艺》H309《HB/Z309-1997 高温合金及不锈钢真空钎焊》H315《HB/Z315-1998 高温合金、不锈钢真空电子束焊接工艺》H328《HB/Z328-1998 镁合金铸件补焊工艺及检验》H345《HB/Z345-2002 铝合金铸件补焊工艺及检验》H346《HB/Z346-2002 熔模铸造钢铸件补焊工艺及检验》H348《HB/Z348-2001 钛及钛合金铸件补焊工艺及检验》H459《HB 459-2004 航空用结构钢焊条规范》H5134《HB/Z 5134-2000 结构钢和不锈钢熔焊工艺》H5135《HB 5135-2000 结构钢和不锈钢熔焊接头质量检验》H5299《HB5299-1996 航空工业手工熔焊焊工技术考核》H5363《HB5363-1995 焊接工艺质量控制》H6771《HB 6771-1993 银基钎料》H6772《HB 6772-1993 镍基钎料》H7052《HB 7052-1994 铝基钎料》H7053《HB 7053-1994 铜基钎料》H7575《HB7575-1997 高温合金及不锈钢真空钎焊质量检验》H7608《HB7608-1998 高温合金、不锈钢真空电子束焊接质量检验》J3168《JB/T3168.1~3-1999 喷焊合金粉末》J3223《JB/T3223-1996 焊接材料质量管理规程》J4291《JB/T4291-1999 焊接接头裂纹张开位移(COD)试验方法》J6963《JB/T6963-1993 钢制熔化焊工艺评定》J6964《JB/T6964-1993 特细碳钢焊条》J6966《JB/T6966-1993 钎缝外观质量评定方法》J6967《JB/T6967-1993 电渣焊通用技术条件》J6975《JB/T6975-1993 自熔合金喷焊技术条件》J7520《JB/T7520.1~6-1994 磷铜钎料化学分析方法》J7524《JB/T7524-1994 建筑钢结构焊缝超声波探伤》J7716《JB/T7716-1995 焊接接头四点弯曲疲劳试验方法》J7717《JB/T7717-1995 焊接接头ECO试验方法》J7853《JB/T7853-1995 铬镍奥氏体不锈钢焊缝金属中铁素体数的测量》J7948《JB/T7948.1~12-1999 熔炼焊剂化学分析方法》J7949《JB/T7949-1999 钢结构焊缝外形尺寸》J8423《JB/T8423-1996 电焊条焊接工艺性能评定方法》J8428《JB/T8428-1996 校正钢焊缝超声检测仪用标准试块》J8931《JB/T8931-1999 堆焊层超声波探伤方法》J9185《JB/T9185-1999 钨极惰性气体保护焊工艺方法》J9186《JB/T9186-1999 二氧化碳气体保护焊工艺方法》J9212《JB/T9212-1999 常压钢质油罐焊缝超声波探伤》J10045《JB/T10045.1~5-1999 热切割》J10375《JB/T10375-2002 焊接物件振动时效工艺参数选择及技术要求》J50076《JB/T50076-1999 气体保护电弧焊用碳钢,低合金钢焊丝产品质量分等》J50193《JB/T50193-1999 银钎料产品质量分等》J50194《JB/T50194-1999 锡铅焊料产品质量分等》J56050《JB/T56050-1999 铜基钎料产品质量分等》J56097《JB/T56097-1999 碳素钢埋弧焊用焊剂产品质量分等》J56098《JB/T56098-1999 铝及铝合金焊丝产品质量分等》J56099《JB/T56099-1999 铜及铜合金焊丝产品质量分等》J56100《JB/T56100-1999 堆焊焊条产品质量分等》J56101《JB/T56101-1999 铸铁焊条产品质量分等》J56102.1《JB/T56102.1-1999 碳钢焊条产品质量分等》J56102.2《JB/T56102.2-1999 低合金钢焊条产品质量分等》J56102.3《JB/T56102.3-1999 不锈钢焊条产品质量分等》TB2374《TB/T2374-1999 铁路机车车辆用耐钢焊条和焊丝》SH3520《SH/T3520-2004 石油化工工程铬钼耐热钢管道焊接技术规程》SH3525《SH/T3525-2004 石油化工低温钢焊接规程》SH3526《SH/T3526-2004 石油化工异种钢焊接规程》SH3527《SH3527-1999 石油化工不锈钢复合钢钢焊接规程》DL678《DL/T678-1999 电站钢结构焊接通用技术条件》DL754《DL/T754-2001 铝母线焊接技术规程》DL816《DL/T816-2003 电力工业焊接操作技能教师资格考核规则》DL819《DL/T819-2002 火力发电厂焊接热处理技术规程》DL833《DL/T833-2003 民用核承压设备焊工资格考核规则》DL868《DL/T 868-2004 焊接工艺评定规程》DL869《DL/T 869-2004 火力发电厂焊接技术规程》JG11《JG11-1999 钢网架焊接球接点》JG3034.1《JG/T3034.1-1996 焊接球节点钢网架焊缝超声波探伤及质量分级法》JG3034.2《JG/T3034.2-1996 螺栓球节点钢网架焊缝超声波探伤及质量分级法》YB5092《YB/T5092-1996 焊接用不锈钢丝》YB9259《YB/T9259-1998 冶金工程建设焊工考试规程》YS458《YS/T458-2003 轨道车辆结构用铝合金挤压型材配用焊丝》SJ10534《SJ/T10534-1994 波峰焊接技术要求》SJ11168《SJ/T11168-1998 免清洗焊接用焊锡丝》SJ11186《SJ/T11186-1998 锡铅膏状焊料通用规范》SJ11216《SJ/T11216-1999 红外/热风再流焊接技术要求》SJ11273《SJ/T11273-2002 免清洗液态助焊剂》SH3520《SH/T3520-2004 石油化工工程铬钼耐热钢管道焊接技术规程》SH3523《SH/T 3523-1999 石油化工铬镍奥氏体钢、铁镍合金和镍合金管道焊接规程》SH3524《SH/T3524-1999 石油化工钢制塔式容器现场组焊施工工艺标准》SH3525《SH/T3525-2004 石油化工低温钢焊接规程》SH3526《SH/T3526-2004 石油化工异种钢焊接规程》SH3527《SH3527-1999 石油化工不锈钢复合钢钢焊接规程》SY0059《SY/T0059-1999 控制钢制设备焊缝硬度防止硫化物应力开裂》焊93《焊接标准汇编》(1993~1995)(96机械版)焊96《焊接标准汇编》(1996~1999)(2000机械版)焊39《焊接材料标准汇编》(1992~1999)(2001机械版)。
GB标准汇总
《焊接材料与焊接工艺标准》目录汇总发布日期:2010-05-17 来源:中华工具网浏览次数:2040核心提示:焊接材料与焊接工艺标准以下相关标准不够全面,供大家参考:G983《GB/T983-1995 不锈钢焊条》G984《GB/T984-2001 堆焊焊焊接材料与焊接工艺标准以下相关标准不够全面,供大家参考:G983《GB/T983-1995 不锈钢焊条》G984《GB/T984-2001 堆焊焊条》G3131《GB/T3131-2001 锡铅焊料》G3323《GB/T 3323-2005 金属熔化焊焊接接头射线照相》G3429《GB/T3429-2002 焊接用钢盘条》G3669《GB/T3669-2001 铝及铝合金焊条》G3670《GB/T3670-1995 铜及铜合金焊条》G5117《GB/T5117-1995 碳钢焊条》G5118《GB/T5118-1995 低合金钢焊条》G5185《GB/T 5185-2005 焊接及相关工艺方法代号》G5293《GB/T5293-1999 埋弧焊用碳钢焊丝和焊剂》G6417.1《GB/T 6417.1-2005 金属熔化焊接头缺欠分类及说明》G6417.2《GB/T 6417.2-2005 金属压力焊接头缺欠分类及说明》G8012《GB/T8012-2000 铸造锡铅焊料》G8110《GB/T8110-1995 气体保护焊用碳钢、低合金钢焊丝》G9448《GB/T9448-1999 焊接与切割安全》G9491《GB/T9491-2002 锡焊用液态焊剂》G10045《GB/T10045-2001 碳钢药芯焊丝》G10046《GB/T10046-2000 银钎料》[page]G12467《GB/T12467.1~4-1998 焊接质量要求金属材料的熔化焊》G12470《GB/T12470-2003 低合金埋弧焊用焊剂》G14693《GB/T14693-1993 焊缝无损检测符号》G15169《GB/T15169-2003 钢熔化焊手焊工资格考试方法》G15620《GB/T15620-1995 镍及镍合金焊丝》G15747《GB/T15747-1995 正面角焊缝接头拉伸试验方法》G15830《GB/T15830-1995 钢制管道对接环焊缝超声波探伤方法和检验》G16672《GB/T16672-1996 焊缝-工作位置-倾角和转角的定义》G17493《GB/T17493-1998 低合金钢药芯焊丝》G17853《GB/T17853-1999 不锈钢药芯焊丝》G17854《GB/T17854-1999 埋弧焊用不锈钢焊丝和焊剂》G18290.2《GB/T18290.2-2000 无焊连接:无焊压连连接一般要求》G18290.3《GB/T18290.3-2000 无焊连接:可接触无焊绝缘位移连接一般要求》G18290.4《GB/T18290.4-2000 无焊连接:不可接触无焊绝缘位移连接一般要求》G18290.5《GB/T18290.5-2000 无焊连接:无焊压入式连接一般要求》G18591《GB/T18591-2001 焊接预热温度、道间温度及预热维持温度的测量指南》G18762《GB/T18762-2002 贵金属及其合金钎料》G19418《GB/T19418-2003 钢的弧焊接头缺陷质量分级指南》G19419《GB/T19419-2003 焊接管理任务与职责》G19804《GB/T 19804-2005 焊接结构的一般尺寸公差和形位公差》G19805《GB/T 19805-2005 焊接操作工技能评定》G19866《GB/T 19866-2005 焊接工艺规程及评定的一般原则》G19867.1《GB/T 19867.1-2005 电弧焊焊接工艺规程》G19868.1《GB/T 19868.1-2005 基于试验焊接材料的工艺评定》G19868.2《GB/T 19868.2-2005 基于焊接经验的工艺评定》G19868.3《GB/T 19868.3-2005 基于标准焊接规程的工艺评定》G19868.4《GB/T 19868.4-2005 基于预生产焊接试验的工艺评定》G19869.1《GB/T 19869.1-2005 钢、镍及镍合金的焊接工艺评定试验》G19897.1《GB/T 19897.1-2005 自动抄表系统低层通信协议:直接本地数据交换》[page]G19897.3《GB/T 19897.3-2005 自动抄表系统低层通信协议:异步数据交换的物理层服务进程》图书中国机械工业标准汇编(第二版):金属无损检测与探伤卷(上)目录: —、通用与综合GB/T5616—1985常规无损探伤应用导则GB/T6417—1986金属熔化焊焊缝缺陷分类及说明GB/T9445—1999无损检测人员资格鉴定与认证GB/T12469—1990焊接质量保证钢熔化焊接头的要求和缺陷分级GB/T14693—1993焊缝无损检测符号JB4730—1994压力容器无损检测JB/T5000.14—1998重型机械通用技术条件铸钢件无损探伤JB/T5000.15—>998重型机械通用技术条件锻钢件无损探伤JB/T7406.2—1994试验机术语无损检测仪器JB/T9095—1999离心机、分离机锻焊件常规无损探伤技术规范二、表面方法GB/T5097—1985黑光源的间接评定方法GB/T9443—1988铸钢件渗透探伤及缺陷显示迹痕的评级方法GB/T9444—1988铸钢件磁粉探伤及质量评级方法GB/T10121—1988钢材塔形发纹磁粉检验方法GB/T12604.3—1990无损检测术语渗透检测GB/T12604.5—1990无损检测术语磁粉检测GB/T15147—1994核燃料组件零部件的渗透检验方法GB/T15822—1995磁粉探伤方法GB/T16673—1996无损检测用黑光源(UV—A)辐射的测量GB/T17455—1998无损检测表面检查的金相复制件技术GB/T18851—2002无损检测渗透检验标准试块JB/T5391—1991铁路机车车辆滚动轴承零件磁粉探伤规程JB/T5442—1991压缩机重要零件的磁粉探伤JB/T6061—1992焊缝磁粉检验方法和缺陷磁痕的分级JB/TGJ294A《GJB294A-2005 铝及铝合金熔焊技术条件》GJ607A《GJB607A-1998 金属材料及其焊件的爆炸试验规程》GJ724A《GJB/Z724A-1998 不锈钢电阻点焊和焊缝质量检验》GJ1138《GJB1138-1999 铝及铝合金焊丝规范》GJ1718A《GJB1718A-2005 电子束焊接》GJ3021《GJB 3021-1997 航空用结构钢焊丝规范》GJ3785《GJB3785-1999 航空用不锈钢焊丝规范》GJ5162《GJB5162-2003 镍-金基合金高温钎料规范》WJ2613《WJ 2613-2003 兵器铝合金焊接技术要求》QJ2844《QJ2844-1996 铝及铝合金硬钎焊技术条件》QJ2864《QJ2864-1997 铝及铝合金熔焊工艺规范》QJ2868《QJ2868-1997 二氧化碳气体保护半自动焊工艺规范》QJ2845《QJ 2845-1996 铝及铝合金硬钎焊工艺》QJ3040《QJ3040-1998 焊缝建档规定》QJ3071《QJ3071-1998 等离子弧焊技术条件》QJ3072《QJ3072-1998 铝合金铸件补焊工艺规范》QJ3090《QJ3090-1999 焊接材料复验规定》QJ3115《QJ3115-1999 导管熔焊接头角焊缝X射线照相检验方法》QJ3116《QJ3116-1999 金属熔焊内部缺陷X射线照相参考底片》H238《HB/Z238-1993 高温合金电阻点焊和缝焊工艺》H309《HB/Z309-1997 高温合金及不锈钢真空钎焊》H315《HB/Z315-1998 高温合金、不锈钢真空电子束焊接工艺》[page] H328《HB/Z328-1998 镁合金铸件补焊工艺及检验》H345《HB/Z345-2002 铝合金铸件补焊工艺及检验》H346《HB/Z346-2002 熔模铸造钢铸件补焊工艺及检验》H348《HB/Z348-2001 钛及钛合金铸件补焊工艺及检验》H459《HB 459-2004 航空用结构钢焊条规范》H5134《HB/Z 5134-2000 结构钢和不锈钢熔焊工艺》H5135《HB 5135-2000 结构钢和不锈钢熔焊接头质量检验》H5299《HB5299-1996 航空工业手工熔焊焊工技术考核》H5363《HB5363-1995 焊接工艺质量控制》H6771《HB 6771-1993 银基钎料》H6772《HB 6772-1993 镍基钎料》H7052《HB 7052-1994 铝基钎料》H7053《HB 7053-1994 铜基钎料》H7575《HB7575-1997 高温合金及不锈钢真空钎焊质量检验》H7608《HB7608-1998 高温合金、不锈钢真空电子束焊接质量检验》J3168《JB/T3168.1~3-1999 喷焊合金粉末》J3223《JB/T3223-1996 焊接材料质量管理规程》J4291《JB/T4291-1999 焊接接头裂纹张开位移(COD)试验方法》J6963《JB/T6963-1993 钢制熔化焊工艺评定》J6964《JB/T6964-1993 特细碳钢焊条》J6966《JB/T6966-1993 钎缝外观质量评定方法》J6967《JB/T6967-1993 电渣焊通用技术条件》J6975《JB/T6975-1993 自熔合金喷焊技术条件》J7520《JB/T7520.1~6-1994 磷铜钎料化学分析方法》J7524《JB/T7524-1994 建筑钢结构焊缝超声波探伤》J7716《JB/T7716-1995 焊接接头四点弯曲疲劳试验方法》J7717《JB/T7717-1995 焊接接头ECO试验方法》J7853《JB/T7853-1995 铬镍奥氏体不锈钢焊缝金属中铁素体数的测量》J7948《JB/T7948.1~12-1999 熔炼焊剂化学分析方法》J7949《JB/T7949-1999 钢结构焊缝外形尺寸》[page]J8423《JB/T8423-1996 电焊条焊接工艺性能评定方法》J8428《JB/T8428-1996 校正钢焊缝超声检测仪用标准试块》J8931《JB/T8931-1999 堆焊层超声波探伤方法》J9185《JB/T9185-1999 钨极惰性气体保护焊工艺方法》J9186《JB/T9186-1999 二氧化碳气体保护焊工艺方法》J9212《JB/T9212-1999 常压钢质油罐焊缝超声波探伤》J10045《JB/T10045.1~5-1999 热切割》J10375《JB/T10375-2002 焊接物件振动时效工艺参数选择及技术要求》J50076《JB/T50076-1999 气体保护电弧焊用碳钢,低合金钢焊丝产品质量分等》J50193《JB/T50193-1999 银钎料产品质量分等》J50194《JB/T50194-1999 锡铅焊料产品质量分等》J56050《JB/T56050-1999 铜基钎料产品质量分等》J56097《JB/T56097-1999 碳素钢埋弧焊用焊剂产品质量分等》J56098《JB/T56098-1999 铝及铝合金焊丝产品质量分等》J56099《JB/T56099-1999 铜及铜合金焊丝产品质量分等》J56100《JB/T56100-1999 堆焊焊条产品质量分等》J56101《JB/T56101-1999 铸铁焊条产品质量分等》J56102.1《JB/T56102.1-1999 碳钢焊条产品质量分等》J56102.2《JB/T56102.2-1999 低合金钢焊条产品质量分等》J56102.3《JB/T56102.3-1999 不锈钢焊条产品质量分等》TB2374《TB/T2374-1999 铁路机车车辆用耐钢焊条和焊丝》SH3520《SH/T3520-2004 石油化工工程铬钼耐热钢管道焊接技术规程》SH3525《SH/T3525-2004 石油化工低温钢焊接规程》SH3526《SH/T3526-2004 石油化工异种钢焊接规程》SH3527《SH3527-1999 石油化工不锈钢复合钢钢焊接规程》DL678《DL/T678-1999 电站钢结构焊接通用技术条件》DL754《DL/T754-2001 铝母线焊接技术规程》DL816《DL/T816-2003 电力工业焊接操作技能教师资格考核规则》DL819《DL/T819-2002 火力发电厂焊接热处理技术规程》[page]DL833《DL/T833-2003 民用核承压设备焊工资格考核规则》DL868《DL/T 868-2004 焊接工艺评定规程》DL869《DL/T 869-2004 火力发电厂焊接技术规程》JG11《JG11-1999 钢网架焊接球接点》JG3034.1《JG/T3034.1-1996 焊接球节点钢网架焊缝超声波探伤及质量分级法》JG3034.2《JG/T3034.2-1996 螺栓球节点钢网架焊缝超声波探伤及质量分级法》YB5092《YB/T5092-1996 焊接用不锈钢丝》YB9259《YB/T9259-1998 冶金工程建设焊工考试规程》YS458《YS/T458-2003 轨道车辆结构用铝合金挤压型材配用焊丝》SJ10534《SJ/T10534-1994 波峰焊接技术要求》SJ11168《SJ/T11168-1998 免清洗焊接用焊锡丝》SJ11186《SJ/T11186-1998 锡铅膏状焊料通用规范》SJ11216《SJ/T11216-1999 红外/热风再流焊接技术要求》SJ11273《SJ/T11273-2002 免清洗液态助焊剂》SH3520《SH/T3520-2004 石油化工工程铬钼耐热钢管道焊接技术规程》SH3523《SH/T 3523-1999 石油化工铬镍奥氏体钢、铁镍合金和镍合金管道焊接规程》SH3524《SH/T3524-1999 石油化工钢制塔式容器现场组焊施工工艺标准》SH3525《SH/T3525-2004 石油化工低温钢焊接规程》SH3526《SH/T3526-2004 石油化工异种钢焊接规程》SH3527《SH3527-1999 石油化工不锈钢复合钢钢焊接规程》SY0059《SY/T0059-1999 控制钢制设备焊缝硬度防止硫化物应力开裂》焊93《焊接标准汇编》(1993~1995)(96机械版)焊96《焊接标准汇编》(1996~1999)(2000机械版)焊39《焊接材料标准汇编》(1992~1999)(2001机械版)[page]本篇文章来源于中华工具网(/) 原文链接:/news/show-21785.html。
焊接材料din8555标准
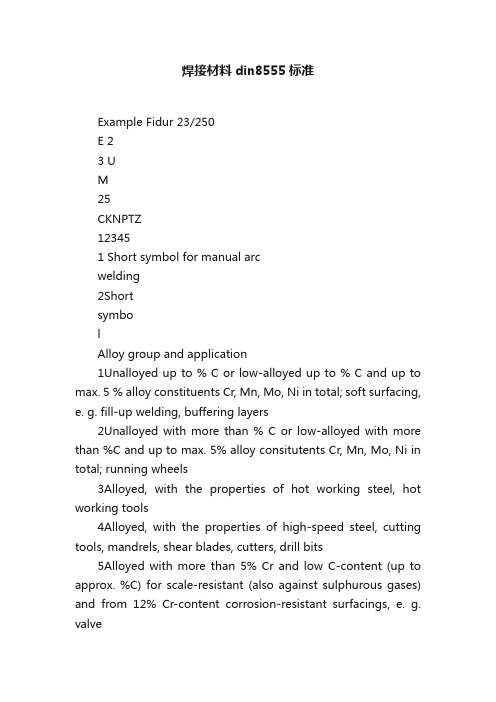
焊接材料din8555标准Example Fidur 23/250E 23 UM25CKNPTZ123451 Short symbol for manual arcwelding2ShortsymbolAlloy group and application1Unalloyed up to % C or low-alloyed up to % C and up to max. 5 % alloy constituents Cr, Mn, Mo, Ni in total; soft surfacing, e. g. fill-up welding, buffering layers2Unalloyed with more than % C or low-alloyed with more than %C and up to max. 5% alloy consitutents Cr, Mn, Mo, Ni in total; running wheels3Alloyed, with the properties of hot working steel, hot working tools4Alloyed, with the properties of high-speed steel, cutting tools, mandrels, shear blades, cutters, drill bits5Alloyed with more than 5% Cr and low C-content (up to approx. %C) for scale-resistant (also against sulphurous gases) and from 12% Cr-content corrosion-resistant surfacings, e. g. valveparts, plungers, furnace parts6Alloyed with more than 5% Cr and higher C-content (approx. - % C) cutting tools, shear blades, rollers for cold rolling mills 7Mn austenite with 11 to 18% Mn and more than % C and up to 3% Ni surfacings on large surfaces,e. g. wear plates, jaw plates, digging teeth, bolts8Cr-Ni-Mn-austenite crusher parts for medium stress, switch tongue, rails, water turbine parts 9Cr-Ni-steel (corrosion and heat resistant) corrosion and heat resistant surfacings10High C-content and high Cr-alloyed with and without additional carbide former, repairs on mining and steel plant equipment, surfacing on machine parts in the construction industry andagriculture, overburden excavators, sinter crushers220Co-based, Cr-W-alloyed, with or without Ni and Mo fittings of all tpyes, valve seats of exhaust valves in combustion engines, valve seats of steam engines, pump shafts and similar parts whichare exposed to heavy corrosion and erosion21Carbide-based (sintered, cast or folled) tools and machine parts for working in stony earth, drills and similar tools, press schrews in the ceramic industry22Ni-based, Cr-alloyed, Cr-B-alloyed valves, screws,shafts, . for concrete pumps23Ni-based, Mo-alloyed with or without Cr hot working tools, contact surfaces of valves in chemical apparatuses, claddings at working edges of cuttings from Ni-Cr-Mo-alloys which are used forwork at high temperatures30Cu-based, Sn-alloyed bearing shell, slides, shafts, valves,housings, snail and helical gearwheels, guide and running wheels, fittings31Cu-based, Al-alloyed machine parts and fittings in the chemical industry, food, paper and electrical industry 32Cu-based, Ni-alloyed distillators, sea water pipes, condensers, coolers, chemical apparatuses, heat exchangers 3SymbolTypeGW rolledGO castGZ drawnGS sinteredGF filledUM coated4Classification of hardnessHardness class Hardness degree4037 – 42 HRC45>42 – 47 HRC50>47 – 52 HRC55>52 – 57 HRC60>57 – 62 HRC65>62 – 67 HRC70>67 HRC150125 – 175 HB200>175 –225 HB250>225 –275 HB300>275 –325 HB350>325 –375 HB400>375 –450 HB5SymbolProperties of weld metalC corrosion-resistantG abrasion-resistantK work-hardenable*1N non-magnetizableP impact-resistantR stainlessS edge-holding (high-speed steel)T creep-resistant (high-speed steel)Z heat-resistant (temp. > 600 C)*1The wear properties of the weld metal depend on a work-hardening after-treatment. It can be achieved by subsequent hammering or pressing, but also without such after-treatment if the weld metal is exposed to compressive stress, rolling or impact stress during operation。
焊材复验标准2005-1-26

焊接材料入厂检验程序规定1.主题内容与适用范围本程序规定了焊接材料复验的准则、验收标准、试验程序等内容。
本程序适用于我公司所有入厂的焊接材料。
2.引用标准GB/T983-1995《不锈钢焊条》GB/T5117-1995 《碳钢焊条》GB/T5118-1995 《低合金钢焊条》GB/T8110-1995 《气体保护电弧焊用碳钢、低合金钢焊丝》GB/T14957-94 《熔化焊用焊丝》GB/T14958-94 《气体保护焊用焊丝》YB/T5092-1996 《焊接用不锈钢丝》JB/T4747-2002 《压力容器用钢焊条定货技术条件》AWS A 5.4-92 《不锈钢手工电弧焊焊条》AWS A5.9-93 《不锈钢焊丝及填充丝》AWS A5.11-97 《镍和镍合金手工电弧焊条》AWS A5.14-97 《镍和镍合金裸填充丝及焊丝》AWS A5.22-95 《弧焊用不锈钢药芯焊丝和钨极气体保护焊用不锈钢药芯焊丝》《日本油脂公司不锈钢钨极氩弧焊焊丝》QG/FJ07.002-2004 《压力容器焊接管理标准》《抚顺机械设备制造有限公司焊接材料技术协议汇编》(2006版)3.名词解释:例检:对某一品牌焊接材料,只验证质保单、外观,及焊条的焊接工艺性,而不进行理化试验的检验程序。
4.复验准则4.1 入厂的焊接材料应按工号交检入库并委托复验,多个工号共用的焊材,按技术要求高的交检。
4.2用于三类产品压力容器受压元件焊接的焊接材料必须复验。
执行例检的除外。
4.3 用户在设备制造技术条件中规定或有正式要求的必须复验。
4.4 对于新供货商提供的首批焊接材料必须复验。
4.5对已执行例检的焊接材料,每年首批供货时,需要复验,如果合格继续例检;不合格,则取消该牌号焊接材料例检资格,需重新执行复验程序。
4.6使用单位对某种焊材质量提出疑义,或焊缝质量有下降趋势,由使用单位提出, 焊接负责人根据反馈意见确定对该种焊材是重新进行复验。
EN1011-1-2002
EN ISO 9606-3 ISO 9606-3 焊工的考试 熔焊 第 3 部分 铜和铜合金
EN ISO 96-6-4 ISO 9606-4 焊工的考试 熔焊 第 4 部分 镍和镍合金
EN ISO 9605-5 ISO 9606-5 焊工的考试 熔焊 第 5 部分 钛和钛合金
EN 282-2 金属材料焊接方法的要求和承认 第 2 部分 焊接说明
在拆除临时的组装辅助方法后 母材的表面必须仔细打磨 如有必要 应检验表面 材料上是否有不允许的不均匀性
16 焊接起始处和焊接完毕处的金属件
EN 439
焊接添加材料 弧焊和气割的保护气体
EN 729-1 焊接技术的质量要求 金属材料的熔焊 第 1 部分 选择和使用规则
EN 729-2 焊接技术的质量要求 金属材料的熔焊 第 2 部分 广泛的质量要求
EN 729-3 焊接技术的质量要求 金属材料的熔焊 第 3 部分 标准的质量要求
EN 729-4 焊接技术的质量要求 金属材料的熔焊 第 4 部分 基本的质量要求
德国标准
焊接 焊接金属材料的建议
第 1 部分 电弧焊接的一般说明 包括修改 德文版 EN 1011-1 1998+A1 2002
2002 年 9 月
DIN EN 1011-1
欧洲标准 EN1011-1 1998 及 CEN 分发的修改 A1 2002 具有德国标准的地位
国内版前言
欧洲标准 EN1011-1 由 CEN/TC 121 焊接 技术委员会的 S4C 焊接质量管理 分会制订 主管德国标准协会工作的是焊接技术标准委员会 NAS 中的 AA 41 焊接质量保证管理 工 作委员会
直接在每一焊接过程之前工件焊接范围中的温度 3.6 热效率 k
焊接人员常用电子书目录介绍
焊接人员常用电子书目录介绍焊接人员常用电子书目录介绍一、焊接理论(材料学,金属学、冶金学、结构设计、失效分析):◆《金属材料学》◆《材料科学基础》◆《焊接冶金学》◆《焊接冶金原理》◆《钢的物理冶金学》◆《不锈钢焊接冶金》◆《结构钢的焊接低合金钢的性能及冶金学》◆《焊接理论及原理》◆《金属学原理》◆《焊接金相分析》◆《彩色金相图谱》◆《金相分析基础》◆《焊接金相图谱》◆《焊接区断口金相分析》◆《金属硬度检测技术手册》◆《硬度知识与金属工艺》◆《焊接工艺学》◆《焊接检验工艺学》◆《金属工艺学》◆《中级电焊工工艺学》◆《化工焊工工艺学》◆《金属学与热处理》◆《焊接结构分析》◆《焊接结构及生产设计》◆《防止焊接应力与变形》◆《焊接结构设计》◆《电弧焊基础》◆《工程材料与热加工基础》◆《熔焊原理及金属材料焊接》◆《金属力学性能试验》◆《焊接断裂力学》◆《焊接结构疲劳断裂与寿命预测》◆《焊接工艺与失效分析》◆《焊接结构的断裂行为及评定》◆《焊接工程综合试验技术》◆《焊接结构强度和断裂》◆《金属焊接缺陷及其防止》◆《焊接组织性能与质量控制》二、焊接方法(操作、工艺、特殊材料、维修):◆《看图学电弧焊》◆《电焊工入门与技巧》◆《焊接操作实例》◆《焊工操作实务》◆《焊工生产实习》◆《焊接实训指导》◆《电焊工操作技术要领图解》◆《气焊工操作技术要领图解》◆《最新手工电弧焊技术培训》◆《焊工操作技能考试手册(初级)》◆《焊工操作技能考试手册(中级)》◆《全国焊工技能竞赛理论试题集》◆《袖珍焊工手册》◆《特种焊接工基本技术》◆《高级电焊工技术》◆《日本焊工培训教材》◆《单面焊双面成形技术》◆《焊接技术与高招》◆《气焊工操作技术指南》◆《气体保护焊技术问答》◆《气体保护焊工艺和设备》◆《钨极氩弧焊提高质量的途径》◆《电阻焊理论与实践》◆《火电建设焊接技术》◆《电力焊接技术管理》◆《制造技术工程实训》◆《电焊工》◆《压力焊》◆《二氧化碳气体保护法》◆《气体保护焊工艺及应用》◆《焊接工艺500问》◆《焊工手册埋弧焊·气体保护焊·电渣焊》◆《不锈钢及蚀耐热合金焊接100问》◆《双相不锈钢》◆《不锈钢焊接》◆《钎焊技术及应用》◆《钎焊与胶结》◆《异种金属焊接技术指南》◆《异种难焊材料的焊接及应用》◆《有色金属焊接》◆《焊条电弧堆焊应用实例》◆《阀门堆焊技术》◆《特种焊接技术及应用》◆《特种焊接新技术实用手册》◆《特种工程材料焊接》◆《复合材料的焊接》◆《铸钢铸铁焊接要点》◆《铸铁焊接冶金与工艺》◆《焊接制造与维修问答》◆《维修焊接》◆《焊接结构设计、制造与焊接生产自动化新技术实用手册》◆《智能化焊接技术》◆《焊接过程现代控制技术》◆《表面工程》◆《机械手-理论及应用》◆《计算机辅助焊接技术》◆《激光加工技术》◆《高功率激光加工及其应用》◆《焊接百科全书英文版》◆《材料专业英语译写教程》三、焊接材料:◆《焊丝选用指南》◆《国内外焊条简明手册》◆《电焊条基本知识》◆《电焊条手册》◆《电焊条选用指南》(第三版)◆《焊接材料选用指南》◆《焊接材料实用知识》◆《国内外焊丝焊剂简明手册》◆《药芯焊丝》◆《焊接材料手册及工程应用案例》◆《焊接质量与焊条使用》◆《电焊条研制技术》◆《焊接材料研制理论与技术》◆《高温金属材料的性能、强度设计及工程应用》◆《神钢焊材手册》(2004英文版)◆天泰公司的《焊材的選用手冊》2005版◆《焊接材料国家标准》◆《焊接材料国外标准摘要》四、焊接相关(工装设计、切割、热处理、防腐、探伤,考试):◆《焊接工装设计基础》◆《焊接工装夹具及变位机械——性能·设计·选用》◆《焊接夹具》◆《焊接机械装配图册》◆《汽车装焊技术及夹具设计》◆《腐蚀与防护全书-耐热钢和高温合金》◆《腐蚀与防护全书》◆《管道防腐蚀技术》◆《热喷涂技术》◆《不锈钢表面处理技术》◆《切割技术手册》◆《金属焊接与切割作业》◆《焊接与切割操作技能》◆《焊接检验》◆《钣金技术手册》◆《钢的热处理》◆《最新焊接与切割新技术、新工艺与应用技术标准实用手册》◆《国际焊接工程师培训教程》◆《最新版国际焊接工程师培训教材及考试要求》◆《无损检测导论》◆《射线检测基础讲座》◆《焊接结构现代无损检测技术》◆《无损探伤工必读》◆《超声波探伤》◆《无损检测诊断现场实用技术》◆《无损检测手册》◆《美国无损检测手册渗透卷》◆《美国无损检测手册磁粉卷》◆《美国无损检测手册电磁卷》◆《美国无损检测手册超声卷(上册)》◆《美国无损检测手册超声卷(下册)》◆《美国超声波检测手册》◆《无损检测标准汇编2006版》◆《ASME无损检测全集》五、中国国家标准:◆GB/T 3375-1994《焊接术语》◆GB 324-88 《焊缝符号表示方法》◆GB/T 19804-2005《焊接结构的一般尺寸公差》◆GB/T 5117-1995《碳钢焊条》◆GB/T 983-1995《不锈钢焊条》◆GB 150-1998 《钢制压力容器》◆GB 150-1998 《钢制压力容器标准释义》◆JB 4708-2000 《钢制压力容器焊接工艺评定》◆JB 4709-2007《钢制压力容器焊接规程》◆JB/T 4745-2002 《钛制焊接容器》◆GB 50205-2001 《钢结构施工质量验收规范》◆GB/T 8110-1995 《气体保护焊用碳钢、低合金钢焊丝》◆GB/T5293-99 《埋弧焊用碳钢焊丝和焊剂》◆GB 13814-92《镍及镍合金焊条》◆GB/T 6417.1-2005 《金属熔化焊接头缺欠分类及说明》◆GB/T 19418-2003 《钢的弧焊接头缺陷》◆GB 9448-1999 《焊接与切割安全》◆GB/T 19805-2005 《焊接操作工技能评定》◆GB/T 15169-2003 《钢熔化焊焊工技能评定》◆GB/T 2975-1998 《钢及钢产品力学性能试验取样位置及试样制备》◆GB2649-89《焊接接头机械性能试验取样方法》◆GB2652-89 《焊缝及熔敷金属拉伸试验方法》◆GB2653-89 《焊接接头弯曲及压扁试验方法》◆GB2654-89 《焊接接头及堆焊金属硬度试验方法》◆《中国船级社材料与焊接规范》◆《机械工业基础标准应用手册》◆《焊接相关标准汇编》六、焊接国际标准:◆《ASMEⅠ动力锅炉建造》(2004中文版)◆《ASME ⅡA篇铁基材料》(2004中文版)◆《ASME ⅡB篇非铁基材料》(2004中文版)◆《ASME ⅡC篇焊条、焊丝及填充金属》(2004中文版)◆《ASME ⅡD篇性能》(2004中文版)◆《ASME V 无损检测》(2004中文版)◆《ASME Ⅷ第1册压力容器建造规则》(2004中文版)◆《ASME Ⅷ第2册压力容器建造另一规则》(2004中文版)◆《ASME Ⅷ第3册高压容器建造》(2004中文版)◆《ASME IX焊接和钎焊评定标准》(2004中文版)◆《ASME-IX 焊接和钎焊评定标准》(2007英文版)◆《ASME 规范案例(锅炉及压容器)》(2004中文版)◆《ASME B16.5 管法兰和法兰管件》(2003 中文版)◆《ASME B31.1 动力管道》(中文版)◆《AWS D1.1-2000 美国钢结构焊接规范》(中文版)◆《AWS D1.1-2006 美国钢结构焊接规范》(英文版)◆《焊接外观检验工作手册-AWS美国焊接学会》(中文版)七、焊接手册:◆《焊接手册第2卷材料的焊接》◆《焊接手册第4卷金属及其焊接性》◆《焊接手册共三册》◆《焊接工程师手册》◆《焊接工艺评定手册》◆《焊接数据资料手册》◆《工程焊接实用手册》◆《焊接材料、工艺及设备手册》◆《焊接材料手册》◆《焊接工艺人员手册》◆《钎焊手册》◆《软钎焊手册》◆《焊接工程手册》◆《现代焊接技术手册》◆《实用焊接手册》◆《实用焊工手册》◆《焊工技师手册》◆《简明钎焊工手册》◆《焊接技术手册》◆《热处理工程师手册》◆《热处理技术数据手册》◆《简明金属热处理工手册》◆《热加工手册》◆《金属热处理标准应用手册》(第二版)◆《机械设计手册(最新版), 全6册》◆《机械设计手册焊接卷》◆《机械设计手册第3篇焊接结构》◆《AWS焊接手册第一卷焊接基础》八、焊接设备:◆《现代弧焊控制》◆《弧焊电源》◆《焊接设备的工作原理与维修》◆《焊接设备故障分析与排除方法》◆《弧焊电源及智能控制》◆《弧焊电源及其数字化控制》◆《焊接电工》◆《松下电焊机维修手册》◆《松下YC-TSP系列氩弧焊机维修指南》◆《松下YC-150TM 焊机维修指南》◆《唐山松下KR系列CO2/MAG维修指南》◆《唐山松下焊机维修指南(修正版)》◆《CO2焊接设备原理与调试》◆《KUKA机器人操作学习手册》◆《ABB机器人培训手册》◆《CO2/MAG焊机选购指南》九、化工设备:◆《石油化工厂实用材料手册》◆《石油炼厂设备》◆《化工设备设计全书---15本》◆《化工设备设计手册》◆《化工容器及设备简明设计手册》◆《化工容器及设备》◆《石油化工设备设计便查手册》◆《工业管道施工安装工艺手册》◆《管道安装技术实用手册》◆《管道防腐蚀技术》◆《石油化工工程师实用技术手册》◆《石油化工装置工艺管道安装设计施工图册》◆《化工工程建设监理实用手册》◆《大型化肥装置基础资料汇编》十、压力容器:◆《压力容器手册》◆《压力容器安全技术监察规程》◆《压力容器设计工程师培训教程》◆《压力容器工程师设计指南》◆《压力容器设计指导手册上册》◆《压力容器设计指导手册下册》◆《压力容器的设计》◆《工程压力容器设计与计算》◆《钢制压力容器焊接工艺》◆《锅炉压力容器焊接技术及焊工问答》◆《锅炉压力容器压力管道焊接安全技术》◆《锅炉压力容器无损检测》◆《压力容器检验及无损检测》◆《压力容器腐蚀与控制》◆《压力容器制造和修理》◆《压力容器缺陷评定》◆《压力容器裂纹解决方案》◆《承压设备失效分析与处理》◆《压力容器用材料及热处理》◆《压力容器焊后热处理技术》◆《最新压力容器优化设计与制造工艺及无损检测实用手册》◆《压力容器与化工设备设计制造新技术及质量安全控制标准》◆《压力容器制造单位质量保证人员培训考核教材及习题2006版》◆《承压设备无损检测责任工程师工作指南》◆《锅炉技术问答1100题(上、下册)》◆《欧盟承压设备实用指南》十一、钢结构:◆《钢结构基本原理》◆《钢结构焊接制造》◆《钢结构检测》◆《钢结构制作安装技术实用手册》◆《钢结构工程技术手册》◆《建筑安装工程焊接实用手册》十二、材料手册:◆《最新实用金属材料手册》◆《火力发电厂金属材料手册》◆《火电工程调试技术手册金属卷》◆《实用机械工程材料手册》◆《压力容器材料实用手册碳钢及合金钢》◆《压力容器材料实用手册特种材料》◆《锅炉与压力容器常用金属材料手册》◆《世界钢号对照手册》◆《钢铁材料手册第1卷碳素结构钢》◆《钢铁材料手册第2卷低合金高强度钢》◆《钢铁材料手册第3卷优质碳素结构钢》◆《钢铁材料手册第4卷合金结构钢》◆《钢铁材料手册第5卷不锈钢》◆《钢铁材料手册第6卷耐热钢》◆《钢铁材料手册第7卷工具钢》◆《钢铁材料手册第8卷弹簧钢》◆《钢铁材料手册第9卷轴承钢》◆《钢铁材料手册第10卷精密合金类材料》◆《不锈钢资料手册》◆《不锈钢实用手册》不锈钢实用手册》◆《T91-P91钢手册》◆《国内外五金手册》◆《常用钢材选用手册》◆《中国工业材料大典》。
焊接公差标准gb19804
焊接结构的一般尺寸公差和形位公差:《焊接结构的一般尺寸公差和形位公差(GB/T 19804-2005)(ISO 13920:1996)》等同采用了国际标准ISO 13920:1996,为了保证标准的适用性及协调性,本标准在等同转化ISO 13920的过程中,结合我国的实际情况做了必要的处理。
《焊接结构的一般尺寸公差和形位公差(GB/T 19804-2005)(ISO 13920:1996)》由中国机械工业联合会提出。
《焊接结构的一般尺寸公差和形位公差(GB/T 19804-2005)(ISO 13920:1996)》由中国标准出版社出版。
焊接标准汇编:工艺、质量安全和试验方法卷:《焊接标准汇编:工艺、质量安全和试验方法卷》是2011年11月中国质检出版社、中国标准出版社联合出版的图书,作者是中国质检出版社第五编辑室。
内容简介:钢产量是衡量一个国家综合经济实力的重要指标之一,也是我国工业化进程中的支柱产业。
钢材产量的快速升高拉动了我国焊材产业的强劲发展。
这不仅使我国成为世界上头号钢铁和焊材生产大国,也成为头号钢铁和焊材消费大国。
为满足机械工程、船舶、工程建设、航空航天、石油化工等行业企事业单位需求,我社特组织编辑出版《焊接标准汇编》,共分为两卷:材料卷和工艺、质量安全和试验方法卷。
本卷是工艺、质量安全和试验方法卷。
本卷汇集了截至2011年6月底批准发布的焊接工艺与质量安全标准,包括焊接工艺、焊接质量与安全标准、试验方法标准,共有国家标准48项。
本汇编收集国家标准的属性已在本目录上标明(GB或GBlT),年号用四位数字表示。
鉴于部分国家标准是在国家标准清理整顿前出版的,现尚未修订,故属性以本目录上标明的为准(标准正文“引用标准”中标准的属性请读者注意查对)。
目录:一、焊接工艺GB/T 985.1-2008 气焊、焊条电弧焊、气体保护焊和高能束焊的推荐坡口GB/T 985.2-2008 埋弧焊的推荐坡口GB/T 985.3-2008 铝及铝合金气体保护焊的推荐坡口GB/T 985.4-2008 复合钢的推荐坡口GB/T 5185-2005 焊接及相关工艺方法代号GB/T 15169-2003 钢熔化焊焊工技能评定GB/T 15829-2008 软钎剂分类与性能要求GB/T 16672-1996 焊缝--工作位置倾角和转角的定义GB/T 18591-2001 焊接预热温度、道间温度及预热维持温度的测量指南GB/T 19419-2003 焊接管理任务与职责GB/T 19804--2005 焊接结构的一般尺寸公差和形位公差GB/T 19805-2005 焊接操作工技能评定GB/T 19866-2005 焊接工艺规程及评定的一般原则GB/T 19867.1-2005 电弧焊焊接工艺规程GB/T 19867.2-2008 气焊焊接工艺规程GB/T 19867.3-2008 电子束焊接工艺规程GB/T 19867.4-2008 激光焊接工艺规程GB/T 19867.5-2008 电阻焊焊接工艺规程GB/T 19868.1-2005 基于试验焊接材料的工艺评定GB/T 19868.2-2005 基于焊接经验的工艺评定GB/T 19868.3-2005 基于标准焊接规程的工艺评定GB/T 19868.4-2005 基于预生产焊接试验的工艺评定GB/T 19869.1-2005 钢、镍及镍合金的焊接工艺评定试验GB/T 22086-2008 铝及铝合金弧焊推荐工艺GB/T 25776-2010 焊接材料焊接工艺性能评定方法二、焊接质量与安全GB/T 6417.1-2005 金属熔化焊接头缺欠分类及说明GB/T 6417.2-2005 金属压力焊接头缺欠分类及说明GB/T 9448-1999 焊接与切割安全GB/T 12467.1-2009 金属材料熔焊质量要求第1部分:质量要求相应等级的选择准则GB/T 12467.2-2009 金属材料熔焊质量要求第2部分:完整质量要求GB/T 12467.3-2009 金属材料熔焊质量要求第3部分:一般质量要求GB/T 12467.4-2009 金属材料熔焊质量要求第4部分:基本质量要求GB/T 12467.5-2009 金属材料熔焊质量要求第5部分:满足质量要求应依据的标准文件GB/T 19418-2003 钢的弧焊接头缺陷质量分级指南GB/T 22085.1-2008 电子东及激光焊接接头缺欠质量分级指南第1部分:钢GB/T 22085.2-2008 电子束及激光焊接接头缺欠质量分级指南第2部分:铝及铝合金GB/T 22087-2008 铝及铝合金的弧焊接头缺欠质量分级指南三、焊接试验方法GB/T 1954-2008 铬镍奥氏体不锈钢焊缝铁素体含量测量方法GB/T 2650-2008 焊接接头冲击试验方法GB/T 2651-2008 焊接接头拉伸试验方法GB/T 2652-2008 焊缝及熔敷金属拉伸试验方法GB/T 2653-2008 焊接接头弯曲试验方法GB/T 2654-2008 焊接接头硬度试验方法GB/T 11363-2008 钎焊接头强度试验方法GB/T11364-2008 钎料润湿性试验方法GB/T 25774.1-2010 焊接材料的检验第1部分:钢、镍及镍合金熔敷金属力学性能试样的制备及检验GB/T 25774.3-2010 焊接材料的检验第3部分:T型接头角焊缝试样的制备及检验GB/T 25777-2010 焊接材料熔敷金属化学分析试样制备方法。
《焊接材料标准汇编》目录工艺与质量安全卷
《焊接标准汇编》工艺与质量安全卷目录一、基础标准GB/T324—2008焊缝符号表示方法GB/T985.1—2008气焊、焊条电弧焊、气体保护焊和高束焊的推荐坡口GB/T985.2—2008埋弧焊的推荐坡口GB/T985.3—2008铝及铝合金气体保护焊的推荐坡口GB/T985.4—2008复合钢的推荐坡口GB/T3375—1994焊接术语GB/T5185—2005焊接及相关工艺方法代号GB/T15169—2003钢熔化焊焊工技能评定GB/T15829—2008软钎剂分类与性能要求GB/T16672—1996焊缝工作位置倾角和转角的定义GB/T18591—2001焊接预热温度、道间温度及预热维持温度的测量指南GB/T19419—2003焊接管理任务与职责GB/T19804—2005焊接结构的一般尺寸公差和形位公差GB/T19805—2005焊接操作工技能评定GB/T19866—2005焊接工艺规程及评定的一般原则GB/T19867.1—2005电弧焊焊接工艺规程GB/T19867.2—2008气焊焊接工艺规程GB/T19867.3—2008电子束焊接工艺规程GB/T19867.4—2008激光焊接工艺规程GB/T19867.5—2008电阻焊焊接工艺规程GB/T19868.1—2005基于试验焊接材料的工艺评定GB/T19868.2—2005基于焊接经验的工艺评定GB/T19868.3—2005基于标准焊接规程的工艺评定GB/T19868.4—2005基于预生产焊接试验的工艺评定GB/T19869.1—2005钢、镍及镍合金的焊接工艺评定试验GB/T22086—2008铝及铝合金弧焊推荐工艺GB/T 25773-2010 燃气机熔化焊技术规范GB/T 25774.1-2010 焊接材料的检验第1部分:钢、镍及镍合金熔敷金属力学性能试样的制备及检验GB/T 25774.3-2010焊接材料的检验第3部分:T型接头角焊缝试样的制备及检验GB/T 25775-2010焊接材料供货技术条件产品类型、尺寸、公差和标志GB/T 25776-2010焊接材料焊接工艺性能评定方法GB/T 25777-2010 焊接材料熔敷金属化学分析试样制备方法GB/T 25778-2010 焊接材料采购指南GB/T 26052-2010 硬质合金管状焊条二、焊接质量与安全GB/T6417.1—2005金属熔化焊接头缺欠分类及说明GB/T6417.2—2005金属压力焊接头缺欠分类及说明GB/T9448—1999焊接与切割安全GB/T12467.1—2009 金属材料熔焊质量要求第1部分:质量要求形影等级的选择准则GB/T12467.2—2009金属材料熔焊质量要求第2部分:完整质量要求GB/T12467.3—2009金属材料熔焊质量要求第3部分:一般质量要求GB/T12467.4—2009金属材料熔焊质量要求第4部分:基本质量要求GB/T12467.5—2009金属材料熔焊质量要求第5部分:满足质量要求应依据的标准文件GB/T19418—2003钢的弧焊接头缺陷质量分级指南GB/T22085.1—2008电子束及激光焊接接头缺欠质量分级指南第1部分:钢GB/T22085.2—2008电子束及激光焊接接头缺欠质量分级指南第2部分:铝及铝合金GB/T22087—2008铝及铝合金的弧焊接头缺欠质量分级指南。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Q/J.J
企业标准
Q/J.J01.04.2-2005
常用焊接材料标准汇编
2004-11-01发布2005-01-01实施
发布
Q/J.J01.04.2-2005
前言
为切实贯彻执行《压力容器安全技术监察规程》,加强对焊接材料采购、验收的管理,现将我厂使用过的焊接材料,包括手工焊条、气体保护焊焊丝、埋弧焊丝/焊剂和带极堆焊用钢带/焊剂的牌号及相应的标准号,予以汇编,供设计、工艺人员和焊材采购、验收人员使用。
本标准自2005年1月1日起实施。
本标准由厂标准化委员会提出并归口。
本标准由技术质量本部负责起草。
本标准主要起草人:
本标准校核人:
本标准审核人:
本标准批准人:
企业标准
常用焊接材料标准汇编
Q/J.J01.04.2-2005
1 范围
本标准汇编了我厂产品常用的焊接材料的牌号及相对应的材料标准。
本标准不包括焊接用气体、焊接辅料等。
本标准不作为焊接材料选用、代用的依据。
当焊接材料有特殊要求时,还应符合相应技术条件或规范的要求。
2.说明
本标准提供材料定额技术人员、产品设计、工艺人员、材料采购和验收人员使用。
2.1 考虑到我厂制造的设备使用的焊接材料的复杂性,本标准不可能包括所有焊接材料。
因此,如果某牌号焊接材料未包含在本标准中,则引入部门应负责向相关部门提交其相应的标准号。
对引入的本标准汇编以外的焊接材料,产品设计和相关工艺人员应在设计、工艺文件中注明选用材料的标准号,以便采购和检验人员按相应标准进行采购和验收。
工艺处将考虑在本标准的下一版中收录。
2.2 凡选用本标准中的焊接材料牌号,设计、工艺文件中可不注明其相应的标准号。
3.焊接材料汇编
3.1 常用手工焊条标准(国产),见表1。
3.2 常用手工焊条标准(进口),见表2。
3.3 常用氩弧焊丝标准(国产),见表3。
3.4 常用氩弧焊丝标准(进口),见表4。
3.5 常用混合气体保护焊焊丝标准(国产),见表5。
3.6 常用埋弧焊丝—焊剂标准(国产),见表6。
3.7 常用埋弧焊丝—焊剂标准(进口),见表7。
3.8 常用带极堆焊钢带—焊剂标准,见表8。
表1(完)常用手工焊条标准(国产)
*厂家牌号
表2 常用手工焊条标准(进口)
表4 常用氩弧焊丝标准(进口)
表4(完) 常用氩弧焊丝标准(进口)
表7 常用埋弧焊丝焊剂标准(进口)
Q/J. J01.04.2-2005
表8 常用带极堆焊钢带-焊剂标准
9。