轴向间隙的检查与调整共33页
磁力泵轴向间隙

磁力泵的轴向间隙是磁力泵转子与前后端盖之间的间隙,是磁力泵设计和运行中的重要参数。
以下是关于磁力泵轴向间隙的介绍:
1.轴向间隙大小:一般来说,磁力泵的轴向间隙应控制在0.1mm左右。
在实际应用中,可以通过调整磁力泵的叶轮和泵壳之间的间隙来实现轴向间隙的控制。
2.轴向间隙的检测:检测磁力泵的轴向间隙时,可以采用压铅丝法进行规范测量。
具体操作是将铅丝放在泵的进出口法兰之间,然后安装泵盖,使泵转子旋转一定的角度后取出铅丝,测量铅丝的厚度即为轴向间隙的大小。
3.轴向间隙的影响:磁力泵的轴向间隙大小对泵的性能和运行稳定性有重要影响。
如果间隙过大,会降低泵的容积效率和总效率,增加泄漏量,导致泵的运行不稳定;如果间隙过小,会增加泵的摩擦损失,使泵的润滑和冷却效果变差,甚至引起轴的弯曲和断裂。
4.调整轴向间隙:调整磁力泵的轴向间隙需要使用专用的工具和测量仪器,并按照规定的步骤进行操作。
在调整过程中,需要注意调整垫片的材质和厚度,以保证调整后的间隙大小符合要求。
综上所述,磁力泵的轴向间隙是磁力泵设计和运行中的重要参数,需要严格控制并定期检查和调整。
正确的轴向间隙可以提高磁力泵的性能和寿命,保障设备的正常运行。
曲轴轴向间隙测量

曲轴轴向间隙测量就车检查时,拆下油底壳.用撬棒将曲轴撬向一端。
然后用适当厚度的塞尺插入止推垫片与曲轴的承推面之间测量。
如果已分解缸体,可将百分表置于曲轴前端,前后撬动曲轴.百分表指针的偏转量即为曲轴的轴向间隙。
曲轴的轴向间隙是指轴承承推端面与轴颈定位肩之间的间隙。
间隙过小,会使机件受膨胀而卡滞;间隙过大,前后窜动,则给活塞连杆组的机件带来不正常的磨损,止推轴瓦或止推垫圈表面逐渐磨损,使间隙改变,形成轴向位移。
因此,在装配曲轴时,应进行曲轴轴向间隙的检查。
检查呼,先将曲轴定位轴肩和轴承的承推端面的一边靠合,用撬棍将曲轴挤向后端,然后用塞尺在曲轴臂与止推轴瓦或止推垫圈之间测量。
曲轴轴向间隙一般为0.05一0. 18mm。
如轴向间隙过大或过小,则应改换或修整推力轴承或止推垫圈进行调整。
2曲轴弯曲测量首先检查曲轴是否有裂痕、弯曲以及磨损程度。
曲轴裂痕可用扩大镜或磁力探伤仪检查。
曲轴弯曲度的检查,可在“V〞形铁块上用千分表测量。
测量主轴颈应在中间两道上进行,以大值为准。
将千分表顶杆接触在轴颈的一侧,转动曲轴,先找出反映在千分表上小的数值,然后将曲轴旋转180,此时指针所示的一半,即为曲轴的弯曲度。
曲轴弯曲检验方法如下:①将曲轴清洗干净,擦干后,将曲轴第一道和后一道主轴颈用V形块支承,将百分表触针抵在中间主轴颈上轴承沟槽未磨损的部位。
②慢慢转动曲轴(应避开油孔位置),找出反映在百分表上的小读数,转动表盘使表针对零。
③再把曲轴转动1800,这时百分表读数即为曲轴弯曲的摆差,摆差的一半即为曲轴的弯曲度。
④如曲轴主轴颈为双数,应测中间两道主轴颈的摆差,以大值为准。
摆差度不得超过0. 15 mm,否则应矫正。
3曲轴弯曲度为减小曲轴受压变形时产生的内应力,每次施压时应挪开百分表,用手锤轻击轴颈两侧曲轴臂。
方法是:先将曲轴两端主轴颈用垫有铜垫的“V〞型支架支撑,在曲轴弯曲的反方向对中间主轴颈施加压力;再将百分表固定在被压轴颈下面,使百分表触头与主轴颈下表面接触,调整表盘使表针指零,施压后读取表上计数即可得出轴颈弯曲度。
止推轴承的检修与间隙的检测调整
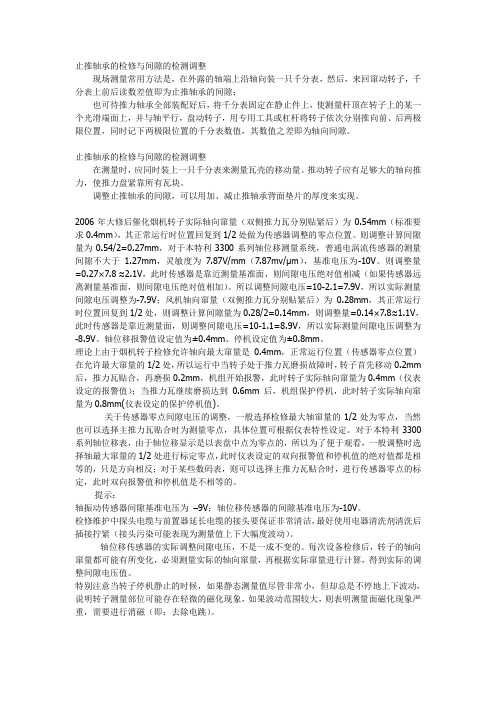
止推轴承的检修与间隙的检测调整现场测量常用方法是,在外露的轴端上沿轴向装一只千分表,然后,来回窜动转子,千分表上前后读数差值即为止推轴承的间隙;也可待推力轴承全部装配好后,将千分表固定在静止件上,使测量杆顶在转子上的某一个光滑端面上,并与轴平行,盘动转子,用专用工具或杠杆将转子依次分别推向前、后两极限位置,同时记下两极限位置的千分表数值,其数值之差即为轴向间隙。
止推轴承的检修与间隙的检测调整在测量时,应同时装上一只千分表来测量瓦壳的移动量。
推动转子应有足够大的轴向推力,使推力盘紧靠所有瓦块。
调整止推轴承的间隙,可以用加、减止推轴承背面垫片的厚度来实现。
2006年大修后催化烟机转子实际轴向窜量(双侧推力瓦分别贴紧后)为0.54mm(标准要求0.4mm),其正常运行时位置回复到1/2处做为传感器调整的零点位置。
则调整计算间隙量为0.54/2=0.27mm,对于本特利3300系列轴位移测量系统,普通电涡流传感器的测量间隙不大于 1.27mm,灵敏度为7.87V/mm(7.87mv/μm),基准电压为-10V。
则调整量=0.27×7.8 ≈2.1V,此时传感器是靠近测量基准面,则间隙电压绝对值相减(如果传感器远离测量基准面,则间隙电压绝对值相加)。
所以调整间隙电压=10-2.1=7.9V,所以实际测量间隙电压调整为-7.9V;风机轴向窜量(双侧推力瓦分别贴紧后)为0.28mm,其正常运行时位置回复到1/2处,则调整计算间隙量为0.28/2=0.14mm,则调整量=0.14×7.8≈1.1V,此时传感器是靠近测量面,则调整间隙电压=10-1.1=8.9V,所以实际测量间隙电压调整为-8.9V。
轴位移报警值设定值为±0.4mm、停机设定值为±0.8mm。
理论上由于烟机转子检修允许轴向最大窜量是0.4mm,正常运行位置(传感器零点位置)在允许最大窜量的1/2处,所以运行中当转子处于推力瓦磨损故障时,转子首先移动0.2mm 后,推力瓦贴合,再磨损0.2mm,机组开始报警,此时转子实际轴向窜量为0.4mm(仪表设定的报警值);当推力瓦继续磨损达到0.6mm后,机组保护停机,此时转子实际轴向窜量为0.8mm(仪表设定的保护停机值)。
5.曲轴径向和轴向间隙的检查与调整
汽车类专业学生专业技能考试考核类型:基本技能考核题
试题编号:05
项目名称:曲轴径向和轴向间隙的检查与调整
一、考点准备
1、工位要求
(1)考场应明亮、卫生、整洁,设备仪器及工量具应准备到位;
(2)每个操作工位场地面积不小于10平方米;
(3)所有工量具都存放于工具箱内;
(4)所有操作均在操作台上完成。
二、考生注意事项
1、考生在考试过程中不得打手机,不得与他人交流;
2、其他与考试无关人员不得进入考场;
3、考试完毕的学生应马上离开考场。
附件1:评分标准(考官用)
附件2:操作工单(学生用)
曲轴径向和轴向间隙的检测与调整评分标准
考核起止时间:选手签号:监考员签字:
曲轴径向和轴向间隙的检测与调整操作工单考核日期:选手签号:。
怎样检查凸轮轴轴向间隙、凸轮轴弯曲、凸轮轴轴颈及轴承磨损、凸轮磨损
怎样检查凸轮轴轴向间隙、凸轮轴弯曲、凸轮轴轴颈及轴承磨损、凸轮磨损凸轮轴轴向间隙如何检查与调整凸轮轴是汽车活塞发动机里的一个部件。
它的作用是控制气门的开启和闭合动作。
凸轮轴轴向间隙的检查是拆下气门传动组其他零件后,用百分表测头抵在凸轮轴端,前后推拉凸轮轴,百分表指针的摆动量即为凸轮轴轴向间隙。
凸轮轴轴向间隙若超过允许极限,可减小隔圈的厚度或更换止推凸缘。
凸轮轴弯曲如何检查与修理检查汽车凸轮轴弯曲变形可用其两端轴颈外圆或两端的中心孔作基准,测量中间一道轴颈的径向圆跳动量。
凸轮径向圆跳动量一般为0.01~~0.03mm,允许极限一般为0.05~~0,10mm。
若超过极限值,可对凸轮轴进行冷压校正,必要时应更换。
凸轮轴轴颈及轴承磨损如何检查与修理凸轮轴轴颈是保持凸轴整体平稳运转的一个部位。
怎样检查汽车凸轮轴轴颈及轴承磨损情况。
汽车凸轮轴轴颈及轴承的磨损情况可通过测量其配合间隙来检查,凸轮轴轴颈与轴承配合间隙可参照曲轴轴承间隙测量方法进行测量。
凸轮轴轴颈与凸轮轴轴颈的配合一般为0.02~~0.10mm,允许极限一般为0.10~~0.20mm。
有些发动机的凸轮轴轴颈允许修磨,当凸轮轴轴颈与凸轮轴轴承配合间隙超过允许极限时,可磨削凸轮轴轴颈,并选配同级修理尺寸的凸轮轴轴承。
多数发动机凸轮轴轴颈和轴承无修理尺寸,当轴颈与轴承的配合间隙超过其允许极限时,必须更换凸轮轴或凸轮轴轴承,必要时两者一起更换。
对无凸轮轴轴承时,若凸轮轴座孔磨损严重,只能更换汽缸体或汽缸盖。
凸轮磨损如何检查凸轮是一个具有曲线轮廓或凹槽的构件.凸轮的作用是把运动传递给紧靠其边缘移动的滚轮或在槽面上自由运动的针杆,或者它从这样的滚轮和针杆中承受力。
凸轮的常见故障有表面磨损、擦伤和麻点剥落等,其中以磨损最为常见。
凸轮磨损会导致汽车发动机的动力不足,会让发动机产生异响,温度升高,油耗变大,积碳多等原因,影响发动机的正常工作和发动机的寿命。
凸轮的磨损是不均匀的,一般凸轮的顶尖附近磨损较严重。
滑动轴承轴向间隙的确定与调整

课后作业 1、滑动轴承间隙的测量方法有哪些? 2、压铅丝法测量滑动轴承间隙对铅丝的要求是什么?
2.5 滑动轴承的故障诊断与修理
2.5.2 滑动轴承轴向间隙的确定与调整
学习目标
知识目标 1.掌握滑动轴承间隙的测量。 2.掌握滑动轴承轴向间隙的确定与调整。 技能目标 掌握滑动轴承轴向间隙的调整技术
情感目标
1.通过提出问题让学生解决的方式,让学生养成 勤于思考的习惯。 2.通过将枯燥的术语、定义和公式幽默化、生活 化,让学生在幽默轻松的氛围下能够愉悦学习的 效果。 3.通过动手操作,让学生获得实践检验理论的成 功体验。
a 测量顶间隙
b 测量侧间隙
塞尺法检查轴承间隙
2.压铅丝法测量
测量时选用的铅丝直径是规定间隙的1.5倍, 长度为30~100mm。铅丝要柔软,操作程序是: (1)先将轴承盖打开,将一小段铅丝涂上一 点润滑脂,放在轴承上部及两侧上、下瓦结合处, 如图2—74所示; (2)然后盖上轴承盖并拧紧螺栓,稍会儿再 松开螺栓,取下轴承盖; (3)用游标卡尺测量各节铅块的厚度,按公 式求出轴承的顶间隙△值。
△=(C1-A1)+(C2-A2)/2
压铅丝法测量轴承间隙
(二)滑动轴承轴向间隙的确定与调整
滑动轴承轴向间隙,应按轴的结构形式选择。如图a、b的形式, 间隙值δ= δ1+ δ2=0.5~1.5mm。图c的形式,固定端轴承与肩的轴向间
隙总和(a+b)及自由端轴承与轴肩的间隙c和d应符合设备技术规定,如无规 定时,(a+b)不得大于0.2mm,c不得小于轴的热膨胀伸长量,d约为L/ 2000。
任务导入
轴在滑动轴承中旋转时,如果没有润滑 油润滑就会导致轴与轴瓦之间的干摩擦,造 成轴承的迅速磨损,使轴承急剧发热而导致 轴承合金熔化与轴胶接,增大电动机负荷而 发生严重事故。因此,在重要场合,滑动轴 承必须在完全液体摩擦条件下工作。
发动机曲轴轴向间隙的检查
发动机曲轴轴向间隙的检查
发动机曲轴轴向间隙是指曲轴主轴承的内径与曲轴的外径之间的间隔。
它会影响发动机的性能和寿命。
以下是检查发动机曲轴轴向间隙的步骤:
1. 确认发动机已冷却并处于安全位置。
拆下所有遮盖物和曲轴盖。
2. 取下油底壳和油泵。
将凸轮轴和连杆从曲轴上卸下。
3. 检查曲轴上的螺纹和表面是否有裂纹、磨损、腐蚀或其他损伤。
如果有,需要更换曲轴。
4. 使用一支卡尺测量曲轴的直径,同时使用一支外径卡尺测量主轴承的内径。
记录下两个值。
5. 将两个值相减,以计算曲轴与主轴承之间的间隙。
6. 如果间隙超出规定范围,则需要更换主轴承或曲轴。
注意事项:
1. 该检查需要专业工具和经验。
如果你不了解发动机的结构和操作,不要尝试自行检查。
2. 检查应该在干燥、整洁的环境中进行,以避免任何紧急情况。
3. 检查前应查询发动机制造商的维护手册,以了解曲轴轴向间隙的规定范围,并根据手册的指导进行检查。
主轴轴向间隙调整方法

主轴轴向间隙调整方法1. 主轴轴向间隙调整方法一般包括机械调整、液压调整和电子调整等多种方式。
2. 机械调整是指通过手动调整螺栓或螺母来改变主轴轴向间隙,需要依靠工人经验和操作技巧,调整过程相对简单。
3. 液压调整是利用液压系统来对主轴进行轴向间隙调整,调整稳定且精度高,但需要配合液压系统进行操作。
4. 电子调整是通过电子控制系统对主轴进行间隙调整,可以实现自动化控制和精确的调整,适用于高精度加工设备。
5. 开始进行主轴轴向间隙调整前,需要先了解设备的结构和调整原理,保证在调整过程中不会损坏设备或影响其性能。
6. 在进行机械调整时,需要使用合适的工具,如扳手、螺丝刀等,按照设备说明书或操作手册上的要求进行操作,调整过程中要注意力度和步骤。
7. 液压调整需要保证液压系统正常工作,液压油的品质和压力都对调整结果有影响,需要保持液压系统的清洁和稳定。
8. 在进行电子调整时,需要先进行系统校准和设定,保证电子控制系统的准确性,避免因为控制参数不准确带来的调整失误。
9. 在进行主轴轴向间隙调整时,需要注意对调整过程中的相关部件进行检查,确保设备的各项部件处于良好状态。
10. 主轴轴向间隙调整前,需确保设备处于停机状态并进行安全隔离,避免因误操作或设备运行带来的安全隐患。
11. 调整时需要结合设备工作原理和使用要求,根据具体的加工情况和要求进行合理的调整,可以适当参考设备操作手册或技术资料。
12. 对于新设备,建议在设备安装调试阶段就进行主轴轴向间隙的调整,以保证设备在正常工作前就具备良好的性能和精度。
13. 在设备运行中,定期对主轴进行轴向间隙的检查和调整,特别是在设备加工精度和质量要求较高时,需要加强对主轴的维护维修工作。
14. 在设备设计和选择时,可以考虑选择带有自动轴向间隙调整功能的设备,以减轻人工调整的工作量,并提高设备的稳定性和精度。
15. 主轴轴向间隙调整的目的是为了保证设备在加工过程中能够达到预期的加工精度和表面质量要求,因此调整过程需要严格遵守相关标准和规范。